Abstract
In order to solve the shortcomings of the traditional explosion welding method for direct magnesia-aluminum alloy and steel welding, a processing method of groove hot casting plus explosion compression bonding (HCECB) was put forward, and the related theory of hot-melt metal plus explosion bonding was also proposed. Taking 6061 aluminum and Q235a steel as examples, the hot casting plus explosion compression test was carried out by the prefabrication of a dovetail groove on Q235a steel plate and the microstructure and mechanical properties of the interface were analyzed. The results showed that the 6061 aluminum/Q235a steel can be directly combined by the HCECB method. The interface is mainly irregularly microwave-shaped and straight-shaped with no defects, such as melting layer, holes and cracks, found. The hardness of the upper interface of the dovetail groove is larger than that far away from the welding interface, while the hardness of the lower interface is the same as that far away from the interface. The tensile and shear test results show that the shear strength is greater than 80 MPa, which meets the requirements of aluminum-steel composite plate bonding strength.
1. Introduction
Aluminum and steel laminated composite materials are widely used in various industrial fields because of their respective advantages, e.g., aluminum has excellent oxidation resistance, corrosion resistance and electrical and thermal conductivity, while steel has the advantages of high strength, hardness and wear resistance [1,2]. Explosive welding uses the energy of explosives to drive the high-speed collision of aluminum steel plate to realize metallurgical bonding. It is the main method to produce aluminum and steel composite materials [3,4]. Elango et al. studied the effect of variable load ratio (explosive mass/fin mass) on the properties, temperature and pressure of the explosive welded interface of aluminum steel [5]. In fact, it is difficult to realize the direct welding between aluminum alloy and steel due to the different physical and chemical properties between aluminum and steel. Additionally, the interface between aluminum and steel easily to forms Fe3Al, Fe2Al5, FeAl2 and other brittle intermetallic compounds [6,7,8,9]. In recent years, the composite methods of aluminum and steel mainly include brazing, laser welding, argon arc welding, cold metal transfer welding, friction stir welding [10,11,12,13,14,15,16,17,18,19,20], etc. Singh P et al. made a comparative evaluation on the welding methods of the dissimilar metal joints between aluminum and stainless-steel [21].
In order to obtain more ideal welding results, researchers have widely used the method of adding a cushion between aluminum and steel interface. Hokamoto et al. [22] used thin stainless-steel plates as transition plates to reduce the brittleness of intermetallic compounds. Aceves et al. [23] studied the advantages and disadvantages of Ta, Cu, Ti and other metals as intermediate layers in the explosive welding of aluminum steel. The explosive welding between aluminum alloy and steel can be realized by using intermediate transition layer. However, its operation is complicated, and the introduction of an intermediate layer may reduce the application prospects of aluminum steel composite. Li et al. [24] studied the direct explosion of aluminum and stainless-steel with dovetail grooves. This is a very good method to make use of groove structure meshing, aluminum and stainless-steel to achieve the purpose of the explosive compound, but it may cause groove structure deformation.
In this paper, a new groove hot casting plus explosion compression bonding (HCECB) method is introduced, which provides a new idea for welding 6061 aluminum alloy with Q235a steel. The HCECB theory is based on the combination of hot-melt bonding and high impact explosive bonding, which is more conducive to the strong bonding between metals under thermal impact. For the whole HCECB process, first of all, the aluminum alloy solution was poured onto the surface of the etched dovetail groove, and then explosive compression was performed. The use of dovetail grooves can prolong the service life of aluminum stainless-steel composites. Then the hot-melt plate was squeezed into the dovetail groove by the HCECB method, which can protect the dovetail groove from deformation and realize the compact combination of aluminum and steel.
2. Experimental
2.1. The Experimental Process
The flyer plate and the base plate were made from aluminum (6061) and steel (Q235a), respectively. The chemical compositions of the two materials are shown in Table 1 and Table 2. The experimental process is divided into two parts. In the experimental process, the dovetail grooves were firstly made on the surface of Q235a, and the interface of the grooves was cleaned. Then, 6061 aluminum was melted in a high temperature furnace. Part of the liquid aluminum flowed into the tank, the initial combination of 6061 and Q235a was achieved under the action of the heat of the high-temperature liquid and the mechanical action of the tank type. Then, the first step was to pour the molten aluminum onto the stainless-steel surface with dovetail groove, to achieve the preliminary hot-melt composites. The second step was to make the hot-melt flyer-plate further squeeze into the dovetail groove with the HCECB method, in order to achieve the strong association between the impact of thermal-mechanical metal. Finally, the explosive compression method is used to push the base plate and the cover plate to squeeze together, compacting and combining, forming a close bonding force at the interface of the two metal plates, to achieve the strong bonding between the metals under the heat-force impact.

Table 1.
Chemical composition of 6061-Al (wt %).
Table 2.
Chemical composition of Q235a (wt %).
2.2. Experimental Parameters
2.2.1. Hot-Melt Composite Plate
Dovetail grooves with an upper bottom surface of 2 mm, a lower bottom surface of 3 mm and a height of 1 mm were cut out on the upper surface of the substrate, 1 mm from the spacing on the upper and bottom surface of the swallowtail groove. The heating furnace was used in the experiment and the maximum temperature can reach up to 1000 °C. In this experiment, the maximum melting temperature was 850 °C and it was kept for 1 h. The aluminum alloy was melted, and then poured on the surface of the stainless-steel dovetail groove to make the aluminum liquid fully flow into the stainless-steel dovetail groove, and then cooled naturally to form the 6061Al-Q235a steel hot-melt composite plate.
In this step, the thermal bonding refers to the mutual bonding of molten aluminum and stainless-steel. The liquid metal Al alloy is poured into the stainless-steel dovetail tank. Heat transfers on the surface of the stainless-steel. Heat energy is continuously transmitted to the stainless-steel. The Al alloy and stainless-steel achieve a hot fusion combination, due to the intensification of thermal motion inside the molecules. Thermal stress will be generated due to the transfer of heat energy from liquid aluminum to the stainless-steel plate. The temperature on the surface of the stainless-steel dovetail groove is higher than that on the inside. Thermal stress generally makes the junction surface shrink, which is not good for the composite of aluminum and stainless-steel. However, it is beneficial to the combination of aluminum and stainless-steel for the special dovetail groove structure. The generation of thermal stress will cause the aluminum in the dovetail groove to be squeezed up and down and store thermal stress. Aluminum and stainless-steel were preliminarily combined under the thermal action of the high temperature of the aluminum liquid and the mechanical action of the dovetail groove.
2.2.2. Explosive Compression Composite Plate
In order to make the interface between Al alloy and stainless-steel closer, the explosive compression is further carried out to achieve the strong bonding between aluminum and stainless-steel under the heat-force impact. After fusion and treatment, the size of the hot-melt composite plate is 165 × 125 × 24 mm3, and the thickness of aluminum is about 25 mm. Honeycomb explosives were used in the experiment, as shown in Figure 1. The selected explosive was emulsion explosive with a density of about 0.8 g/cm3 and the explosive velocity was about 2600 m/s. We observe the conservation of energy in the welding process, and economized the use of explosives [25]. The charge thickness was 10 mm. The uniformity of charge thickness and density was ensured effectively.
Figure 1.
Honeycomb aluminum structure explosive.
The top of the explosive was covered with a colloidal water bag to increase the constraint and improve the utilization rate of the explosive in order to reduce the explosive energy flying upward (Figure 2). The parameters of the explosion compression are shown in Table 3. In order to investigate the microstructure of the joining interface, the test block of dimensions was cut from the welded plate parallel to the detonation direction. The cross-section of the block was polished using emery papers and diamond slurries. The microscopic examination of the composites was carried out using an optical microscope. In addition, higher-resolution examination and elemental analysis were investigated using a high-resolution field emission scanning electron microscope (SEM) (MAIA3 LMH, Hefei, China). Vickers microhardness test was performed using an HVS-1000A type microhardness testing machine (Hefei, China) with a load of 9.807 N and the loading time was 10 s.
Figure 2.
Schematic diagram of explosive compression structure device.
Table 3.
Parameters of explosion compression bonding of 6061-Q235a.
Explosive compression bonding is used to achieve the strong bonding between 6061 aluminum and Q235a stainless-steel under heat-force impact, in order to make the interface between aluminum alloy and stainless-steel closer. Large stress is stored in dovetail grooves due to the impact of explosive energy, which causes the aluminum plate to produce plastic deformation, or even flow deformation. A tight bond was formed due to the Al alloy plate being further adiabatically compressed to the dovetail channel. At the same time, the inclined plane of the dovetail groove prevents the stretching wave from pulling the interface apart, realizing further recombination [24,26].
3. Experimental Results and Analysis
3.1. Welding Interface Structure Analysis
The interface of the 6061-Q235a composite plate was closely combined by observing the section along the direction of detonation after the explosion compression, and the dovetail groove has a clear structure without any damage marks, as shown in Figure 3.
Figure 3.
The physical cross-section of the hot-melt explosive composite plate.
The tensile shear experiment of the 6061 Al-Q235a composite plate was done subjected to the standard of GB/T 6386-2008 [27]. The obtained samples were taken, and the size was 10 mm × 1 mm × 45 mm. The mechanical properties and microstructure of the welding interface were tested by the MC010 touch screen digital microhardness tester (Hefei, China) and Carl Zeiss Axio Imager metallographic microscope (Hefei, China) with SEM and EDS analysis, respectively.
3.2. Observation of Interface Metallographic Structure
After polishing the 10 mm × 10 mm × 24 mm sample of the composite plate, the metallographic structure of the interface between aluminum and dovetail groove was observed by a metallographic microscope, as shown in Figure 4. The position of the interface between 6061 and Q235a groove steel obtained by the metallographic microscope is shown in Figure 4a. The metallographic structures of the upper, lower and lateral sides of 6061 Al alloy and Q235a groove steel are shown as Figure 4b–d, respectively. The metallographic photograph shows that the interface of the composite plate is combined in a straight and microwave manner. The wavelength of the interface is about 70–100 μm. The quality of explosive compression is good because the interface of explosive composite plate is closely combined, and there is basically no melt.
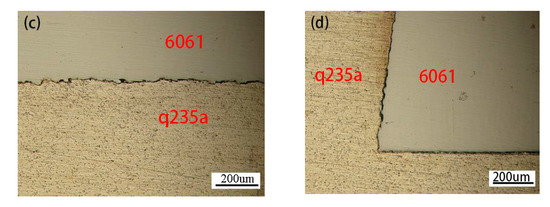
Figure 4.
The different metallographic observation structure of groove hot casting plus explosion compression bonding (HCECB) composite plates: (a) Metallographic observation location map; (b) Bottom and side of dovetail groove; (c) the upper surface; (d) side and Bottom of dovetail groove.
3.3. Interface Structure Analysis
The microstructure of the 6061-Q235a HCECB composite plate was observed by SEM and EDS, and the chemical elements of the interface were analyzed. Figure 5 shows the SEM morphology and EDS delamination image of the 6061-Q235a hot-melt explosive composite plate interface. It can be seen from Figure 5 that the bonding interface is close, with mainly mechanical bonding, and no obvious melting zone is found, stainless-steel is on the left, and aluminum is on the right. It was found that the iron element penetrates into the Al alloy near the welding interface, and no obvious aluminum element penetrates into stainless-steel, this may be because the hardness of stainless-steel is greater than that of aluminum.
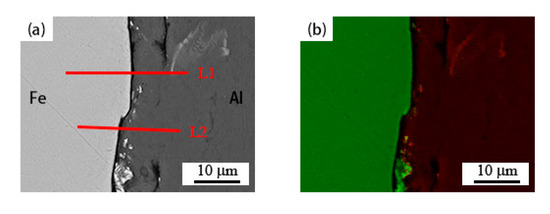
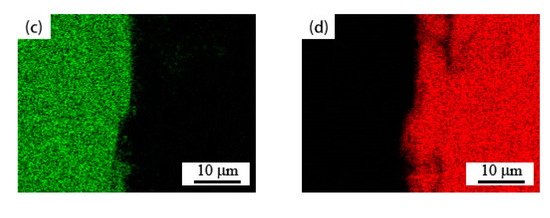
Figure 5.
Elemental mapping results of the Al-6061/Q235a joining interface (a) SEM image of the joining interface; (b) elemental mappings of the joining interface; (c) the elemental distribution of Fe; (d) the elemental distribution of Al.
Fan et al. [28] also found that the Al/Fe diffusion interface was mainly caused by the rapid migration of Fe atoms in the disordered Al matrix in the Al bimetallic tube made by the magnetic pulse composite method. Figure 6 shows the SEM morphology and the line energy spectrum of the main elements at the interface of the 6061-Q235a hot-melt explosive composite plate. The location of the line sweep is shown in the first figure in Figure 5. It can be seen that there is a mutual diffusion between atoms at the interface junction, with aluminum and iron accounting for about half of each, which shows that the 6061 and Q235a interface is well combined, resulting in the mutual penetration of elements. At the same time, the diffusion of iron to aluminum was also found, but aluminum did not show any obvious diffusion to iron. From the SEM results, the interface of the 6061-Q235a hot-melt explosive composite plate, the surface energy spectrum and the line energy spectrum of the main elements, it can be seen that the interface of the composite plate is dense and the bonding quality is good.
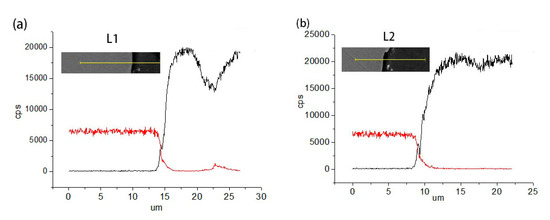
Figure 6.
Linear energy spectra of the main elements of the welding interface in two different areas (a) area of L1; (b) area of L2.
3.4. Microhardness Analysis
The microhardness was measured after the 10 mm × 10 mm × 24 mm sample of the composite plate was polished. The microhardness of metal on both sides of the composite plate interface of the vertical sample interface was measured by the MC010 touch screen digital microhardness tester. The microhardness near the interface of the bottom and top of the dovetail groove was measured. The test position spacing was 0.2 mm, 0.200 kgf, 15 s. The hardness test position and test results of the composite board are shown in Figure 7 and Figure 8, respectively.
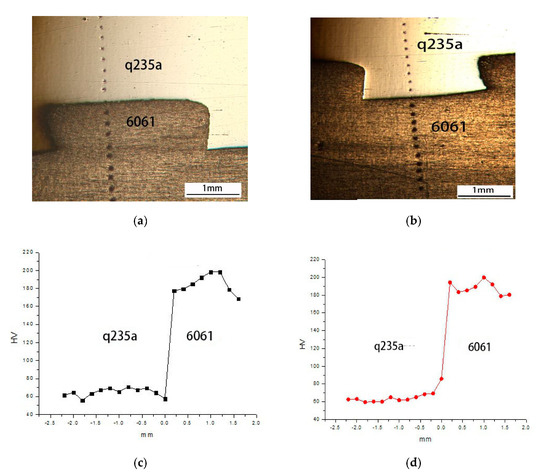
Figure 7.
The microhardness characteristics and corresponding results of two different areas at the joining interface: (a) Test position of microhardness (the upper of dovetail groove); (b) Test position of microhardness (the bottom of dovetail groove); (c) test results of microhardness (the upper of dovetail groove); (d) test results of microhardness (the bottom of dovetail groove).
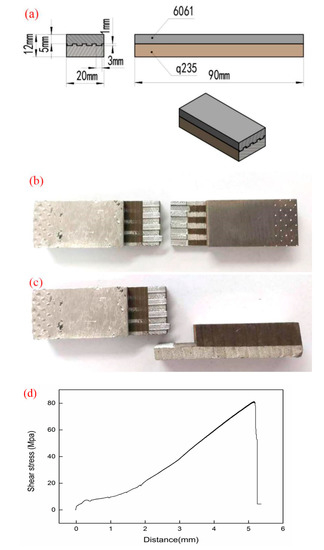
Figure 8.
The sample diagrams and results of the shear force test. (a) The sketch diagram of shear force test sample (b,c) The samples of Al-6061/Q235a composite plate for the shear force test; (d) shear force curve of the composite plate.
As can be seen from Figure 7, the bonding strength of the composite surface under the dovetail groove is smaller than that of the upper surface. At this interface, the Vickers hardness of aluminum (hv57-69) is greater than the minimum value of Vickers hardness of aluminum 6061 (hv44-95), the microhardness of Q235a near the interface is about 177HV. The microhardness of 6061 and Q235a near the composite interface of the upper and bottom surface of dovetail groove had increased. The microhardness at the interface is 85HV, the microhardness of stainless-steel on the side of stainless-steel 0.2 mm away from the interface reaches 194HV, which is close to the maximum value. When the distance from the interface is about 1.0 mm, the microhardness of the upper and lower surface reaches the maximum. This is because, as seen in the binary diagram of iron and aluminum, Al has a certain solubility in Fe, while Fe is almost insoluble in A1. A1 diffuses into Fe, producing many kinds of intermetallic compound, such as Fe3Al, FeAl, FeAl2, FeAl5 and FeAl3. The microhardness of composite plates increases because of these intermetallic compounds. Near the Al side, because Fe is almost insoluble in A1, the microhardness is less affected. On the whole, the microhardness of the composite interface and its vicinity conforms to the microhardness requirements of the composite materials.
3.5. Tension Shear Test
The interface bonding strength is one of the most important indexes to evaluate the quality of explosive welding. Shear strength is used to measure the mechanical properties of the explosive composite plate, referring to the GB/T 6386-2008 test method [27] for mechanical and technological properties of composite steel plates. The sample diagram and physical images for the tensile shear test are shown in Figure 8a–c, the length and width are 90 and 20 mm, respectively. The experimental results are shown in Figure 8d. The maximum shear force is about 81 Mpa, which meets the enterprise’s requirement that the combined strength of aluminum-steel composite plate is greater than 60 Mpa. The interface between the aluminum and dovetail channel explosive composite plate did not separate during the shear test, the fracture is located on one side of the aluminum layer.
4. Conclusions
The HCECB method is put forward to produce 6061 Al alloy-Q235a composite plates. The results of the SEM and EDX analyses show that the element diffusion appeared at the welding interface of 6061-Q235a, which was complex and dense with good bonding quality. The microhardness of the composite interface and its vicinity is in line with the microhardness requirements of composite materials. The interface of the composite plate is combined in the form of flatness and microwave, with close bonding, and almost no melt. The shear test results of the composite plate show that the shear force is greater than 80 MPa, which meets the requirements of the combined strength of Al-steel composite plate. Therefore, the welding composite plate showed better mechanical properties, which would be enough to meet the commercial requirement. In summary, the related selected metal materials and the size of the metal plates can be unlimited, and the groove of the base plate has diversity, which can meet the needs of different business situations.
Author Contributions
Conceptualization, Z.-w.S., H.-h.M., and N.L.; methodology, H.-h.M.; formal analysis, Y.-l.S. and N.L.; investigation, Y.-l.S., M.Y., and L.-q.W.; writing—original draft preparation, Y.-l.S., M.Y., L.-q.W., and N.L.; writing—review and editing, Y.-l.S. and N.L.; supervision, H.-h.M. and N.L.; project administration, Z.-w.S.; funding acquisition, H.-h.M. and N.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was financially supported by the National Natural Science Foundation of China, Grant Nos.51874267, 120702363 and 51674229.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Çelikyürek, İ.; Torun, O.; Baksan, B. Microstructure and strength of friction-welded Fe–28Al and 316 L stainless steel. Mater. Sci. Eng. A 2011, 528, 8530–8536. [Google Scholar] [CrossRef]
- Fan, M.; Domblesky, J.; Jin, K.; Qin, L.; Cui, S.; Guo, X.; Kim, N.; Tao, J. Effect of original layer thicknesses on the interface bonding and mechanical properties of TiAl laminate composites. Mater. Des. 2016, 99, 535–542. [Google Scholar] [CrossRef]
- HSFL Carvalho, G.; Galvão, I.; Mendes, R.; M Leal, R.; Loureiro, A. Aluminum-to-Steel Cladding by Explosive Welding. Metals 2020, 10, 1062. [Google Scholar] [CrossRef]
- Upadhyay, A.; Sherpa, B.B.; Kumar, S.; Srivastav, N.; Dinesh Kumar, P.; Agarwal, A. Experimental Investigation and Micro-Structure Study of Interface of Explosive Welded SS304 and AA6061 Plates. Mater. Sci. Forum 2015, 830, 261–264. [Google Scholar] [CrossRef]
- Elango, E.; Saravanan, S.; Raghukandan, K. Experimental and numerical studies on aluminum-stainless steel explosive cladding. J. Cent. South Univ. 2020, 27, 1742–1753. [Google Scholar] [CrossRef]
- Han, J.H.; Ahn, J.P.; Shin, M.C. Effect of interlayer thickness on shear deformation behavior of AA5083 aluminum alloy/SS41 steel plates manufactured by explosive welding. J. Mater. Sci. 2003, 38, 13–18. [Google Scholar] [CrossRef]
- Zhang, Y.; Long, B.; Meng, K.; Gohkman, A.; Cuia, Y.; Zhang, Z. Diffusion bonding of Q345 steel to zirconium using an aluminum interlayer. J. Mater. Process. Technol. 2020, 275, 116352. [Google Scholar] [CrossRef]
- Li, Y.; Liu, Y.; Yang, J. First principle calculations and mechanical properties of the intermetallic compounds in a laser welded steel/aluminum joint. Opt. Laser Technol. 2020, 122, 105875. [Google Scholar] [CrossRef]
- Tanaka, T.; Nezu, M.; Uchida, S.; Hirata, T. Mechanism of intermetallic compound formation during the dissimilar friction stir welding of aluminum and steel. J. Mater. Sci. 2020, 55, 3064–3072. [Google Scholar] [CrossRef]
- Li, L.; Xia, H.; Tan, C.; Ma, N. Influence of laser power on interfacial microstructure and mechanical properties of laser welded-brazed Al/steel dissimilar butted joint. J. Manuf. Process. 2018, 32, 160–174. [Google Scholar] [CrossRef]
- Wang, X.; Li, F.; Huang, T.; Wang, X.; Liu, H. Experimental and numerical study on the laser shock welding of aluminum to stainless steel. Opt. Lasers Eng. 2019, 115, 74–85. [Google Scholar] [CrossRef]
- Zhang, Y.; Huang, J.; Cheng, Z.; Ye, Z.; Chi, H.; Peng, L.; Chen, S. Study on MIG-TIG double-sided arc welding-brazing of aluminum and stainless steel. Mater. Lett. 2016, 172, 146–148. [Google Scholar] [CrossRef]
- Babu, S.; Panigrahi, S.K.; Ram, G.J.; Venkitakrishnan, P.V.; Kumar, R.S. Cold metal transfer welding of aluminium alloy AA 2219 to austenitic stainless steel AISI 321. J. Mater. Process. Technol. 2019, 266, 155–164. [Google Scholar] [CrossRef]
- Matsuda, T.; Adachi, H.; Sano, T.; Yoshida, R.; Hori, H.; Ono, S.; Hirose, A. High-frequency linear friction welding of aluminum alloys to stainless steel. J. Mater. Process. Technol. 2019, 269, 45–51. [Google Scholar] [CrossRef]
- Murugan, B.; Thirunavukarasu, G.; Kundu, S.; Kailas, S.V. Influence of Tool Traverse Speed on Structure, Mechanical Properties, Fracture Behavior, and Weld Corrosion of Friction Stir Welded Joints of Aluminum and Stainless Steel. Adv. Eng. Mater. 2019, 21, 1800869. [Google Scholar] [CrossRef]
- Thomä, M.; Gester, A.; Wagner, G.; Fritzsche, M. Analysis of the Oscillation Behavior of Hybrid Aluminum/Steel Joints Realized by Ultrasound Enhanced Friction Stir Welding. Metals 2020, 10, 1079. [Google Scholar] [CrossRef]
- Chitturi, V.; Pedapati, S.R.; Awang, M. Challenges in dissimilar friction stir welding of aluminum 5052 and 304 stainless steel alloys. Materialwissenschaft und Werkstofftechnik 2020, 51, 811–816. [Google Scholar] [CrossRef]
- Li, P.; Chen, S.; Dong, H.; Ji, H.; Li, Y.; Guo, X.; Yang, G.; Zhang, X.; Han, X. Interfacial microstructure and mechanical properties of dissimilar aluminum/steel joint fabricated via refilled friction stir spot welding. J. Manuf. Process. 2020, 49, 385–396. [Google Scholar] [CrossRef]
- Kapil, A.; Mao, Y.; Vivek, A.; Cooper, R.; Hetrick, E.; Daehn, G. A new approach for dissimilar aluminum-steel impact spot welding using vaporizing foil actuators. J. Manuf. Process. 2020, 58, 279–288. [Google Scholar] [CrossRef]
- Wang, J.; Lu, X.; Cheng, C.; Li, B.; Ma, Z. Improve the quality of 1060Al/Q235 explosive composite plate by friction stir processing. J. Mater. Res. Technol. 2020, 9, 42–51. [Google Scholar] [CrossRef]
- Singh, P.; Deepak, D.; Brar, G.S. Comparative evaluation of aluminum and stainless steel dissimilar welded joints. Mater. Today. in press. [CrossRef]
- Hokamoto, K.; Chiba, A.; Fujita, M.; Izuma, T. Single-shot explosive welding technique for the fabrication of multilayered metal base composites: Effect of welding parameters leading to optimum bonding condition. Compos. Eng. 1995, 5, 1069–1079. [Google Scholar] [CrossRef]
- Aceves, S.M.; Espinosa-Loza, F.; Elmer, J.W.; Huber, R. Comparison of Cu, Ti and Ta interlayer explosively fabricated aluminum to stainless steel transition joints for cryogenic pressurized hydrogen storage. Int. J. Hydrog. Energy 2015, 40, 1490–1503. [Google Scholar] [CrossRef]
- Li, X.; Ma, H.; Shen, Z. Research on explosive welding of aluminum alloy to steel with dovetail grooves. Mater. Des. 2015, 87, 815–824. [Google Scholar] [CrossRef]
- Lysak, V.I.; Kuzmin, S.V. Energy balance during explosive welding. J. Mater. Process. Technol. 2015, 222, 356–364. [Google Scholar] [CrossRef]
- Ming, Y.A.; Shen, Z.W.; Chen, D.G.; Deng, Y.X. Microstructure and mechanical properties of Al-Fe meshing bonding interfaces manufactured by explosive welding. Trans. Nonferr. Met. Soc. China 2019, 29, 680–691. [Google Scholar]
- GB/T 6386-2008 Test Method Clad Steel Plates-Mechanical and Technological Test; China National Standardization Management Committee: Beijing, China, 2008.
- Fan, Z.; Yu, H.; Li, C. Interface and grain-boundary amorphization in the Al/Fe bimetallic system during pulsed-magnetic-driven impact. Scr. Mater. 2016, 110, 14–18. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).