Microstructure and Rutherford Backscattering Spectrometry of Hard/Lubricant Mo-Ti-Al-N Multilayered Coatings Prepared by Multi-Arc Ion Plating at Low Substrate Rotation

 ,
,
Abstract
:1. Introduction
2. Experimental
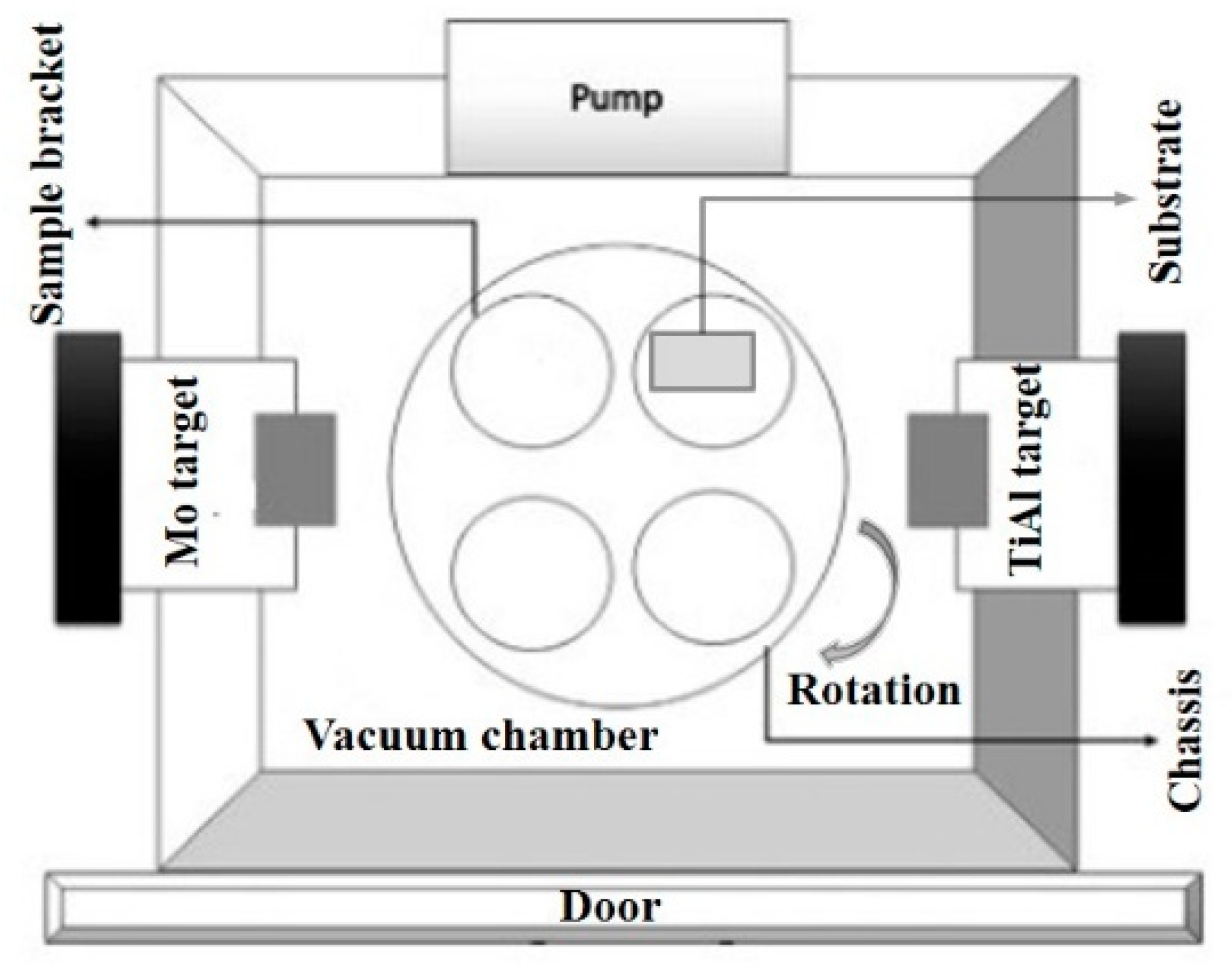
2.1. Fabrication of the Coatings
2.2. Characterization of the Coatings
3. Results and Discussion
4. Conclusions
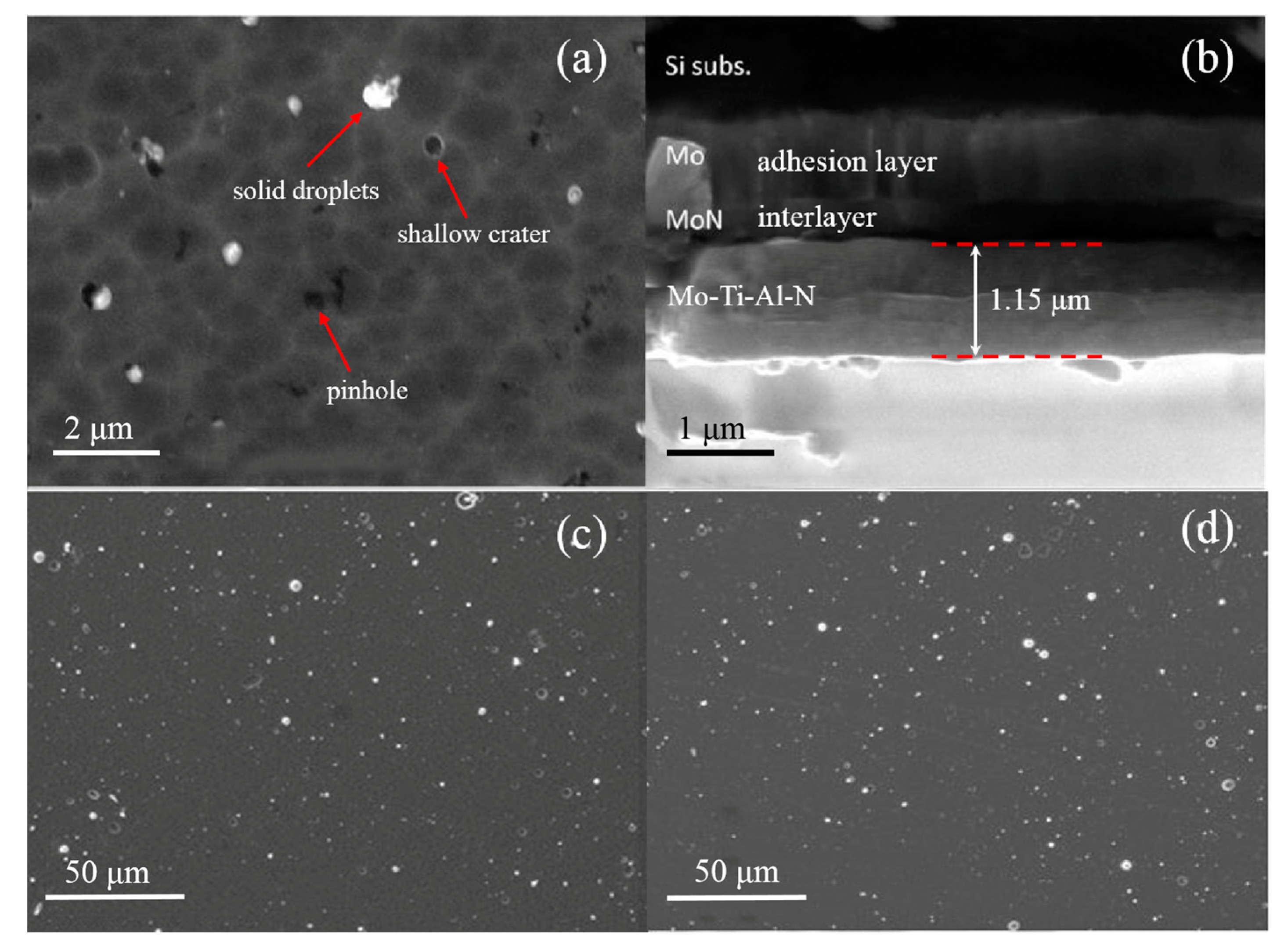
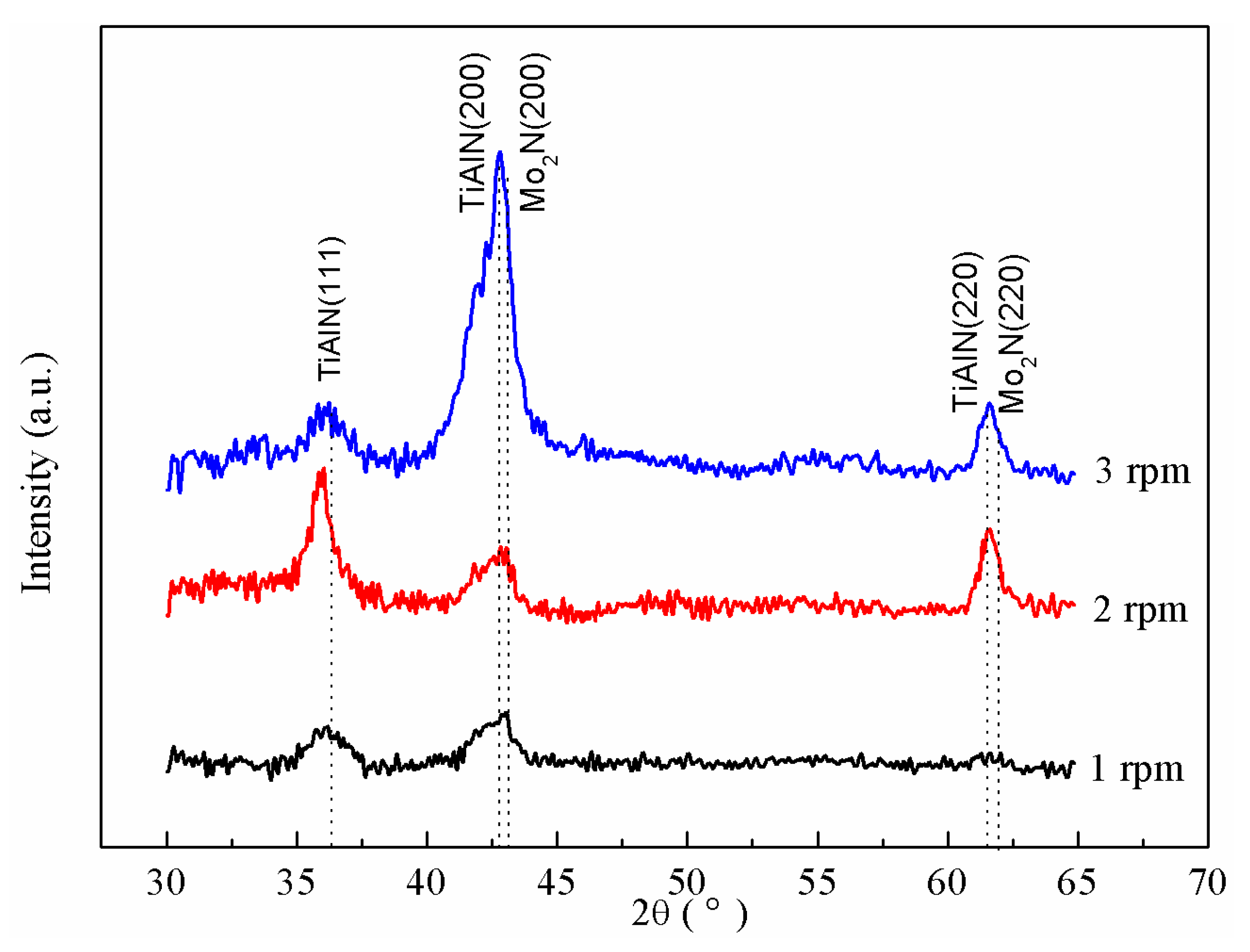
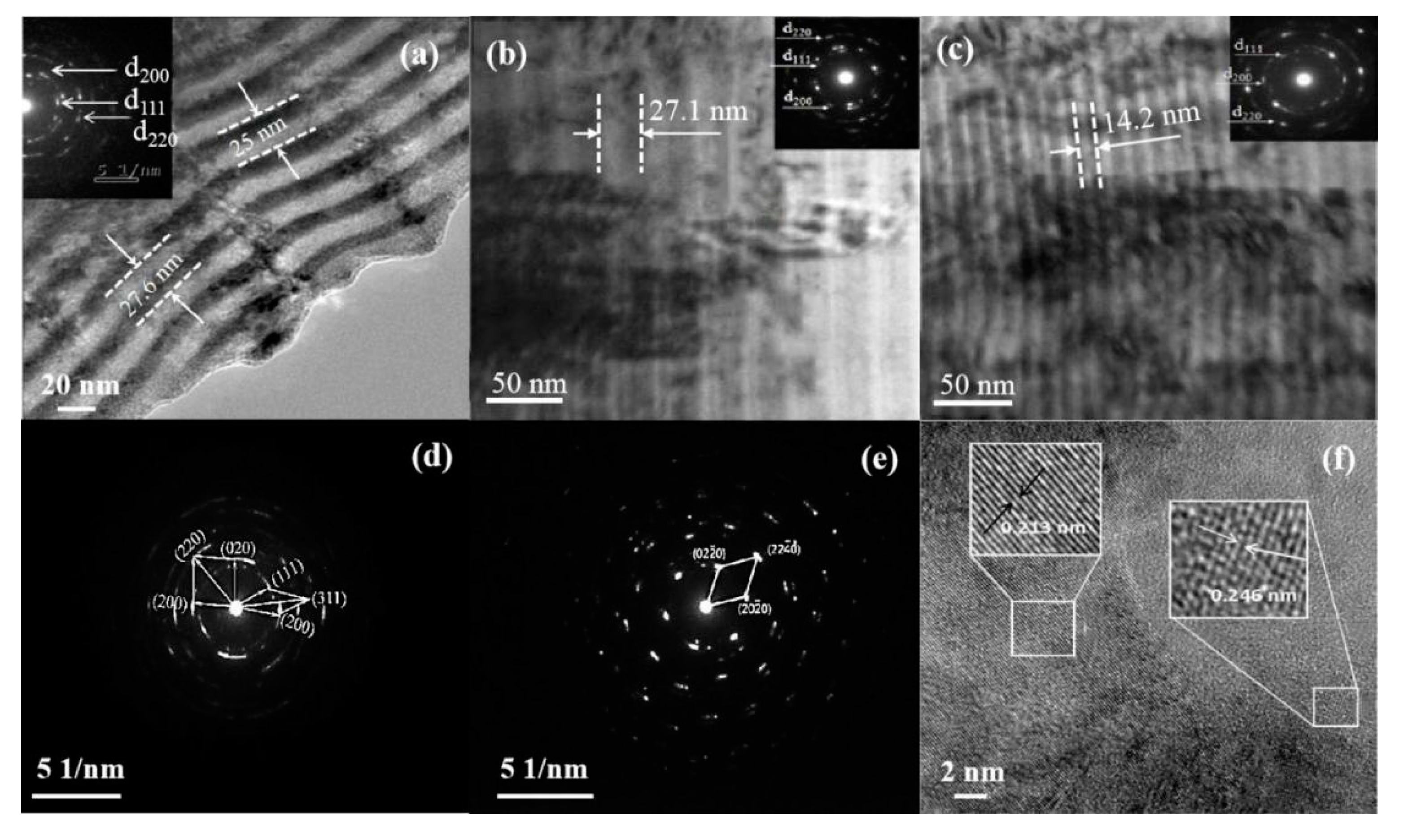
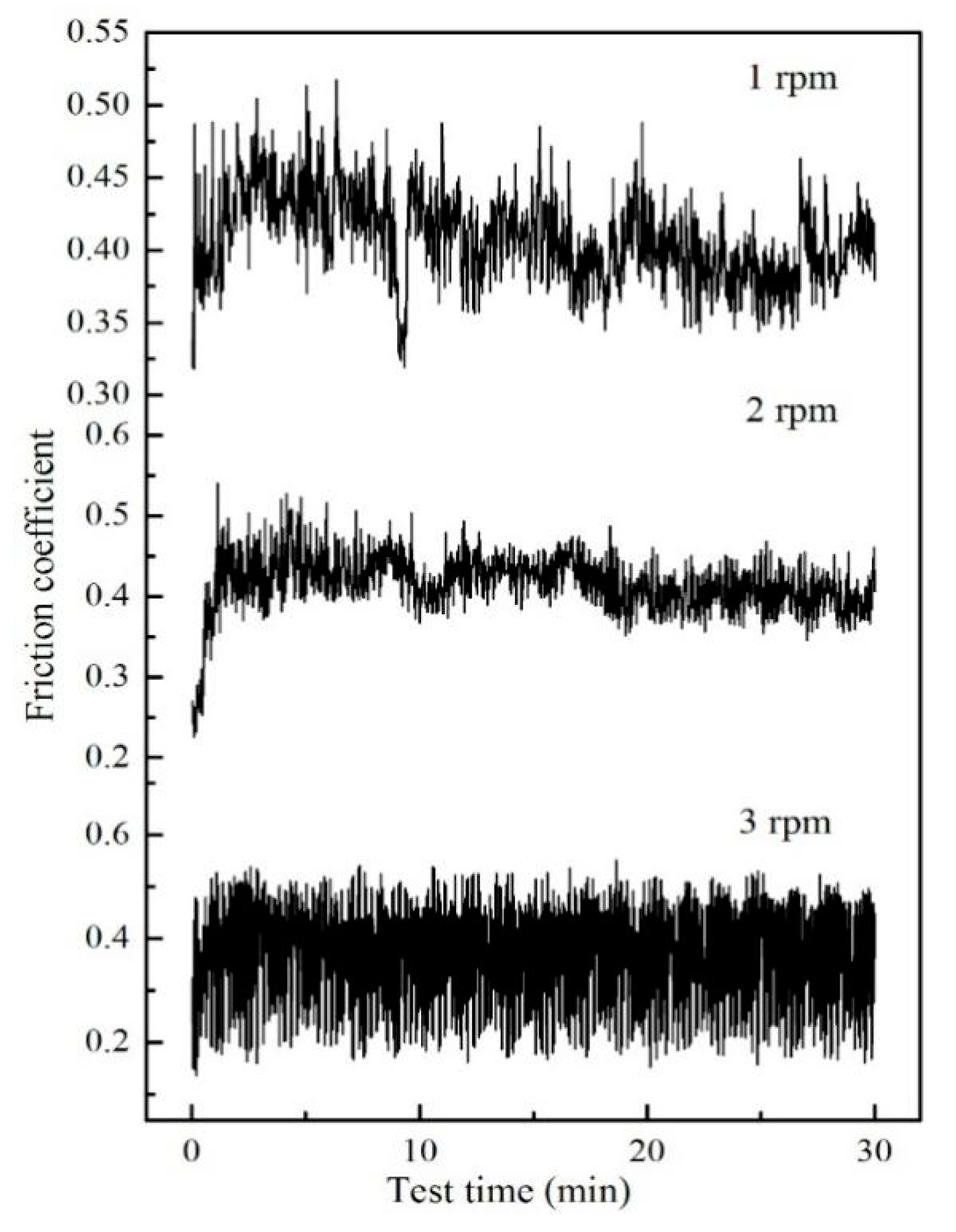
- The deposited coatings represented TiAlN/Mo2N nanocomposite multilayered structures consisting of alternating cubic TiAlN and Mo2N phases with an average modulation period of 26 nm. Under low substrate rotation, their microhardness reached 30, and friction coefficient was as low as 0.4 that bears out hard-lubricant features of the coatings.
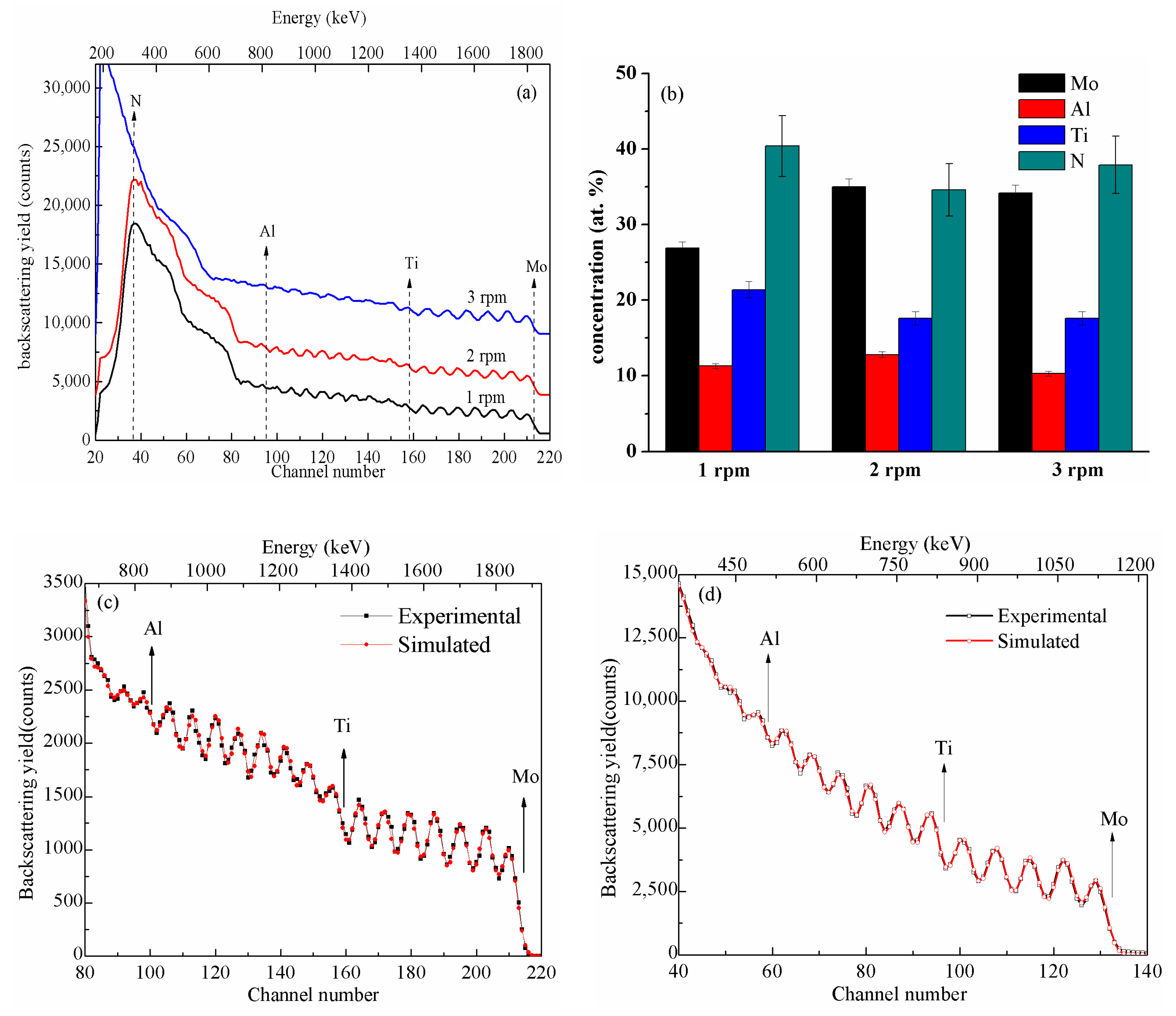
- For Mo-Ti-Al-N multilayered coatings, RBS together with the SIMNRA code was used for evaluating the total atomic concentrations that can be figured out by EDS while the underdetermined N contents are almost equivalent at the corresponding substrate rotations. The Mo/(Ti + Al) ratio in the Mo0.269Ti0.214Al0.113N0.404 coatings at 1 rpm was lower than that of Mo0.350Ti0.176Al0.128N0.346 coatings at 2 rpm and Mo0.342Ti0.176Al0.103N0.379 coatings at 3 rpm, indicating that higher substrate rotation promoted an enrichment of Mo in the coatings dedicated to the reduction of friction coefficient.
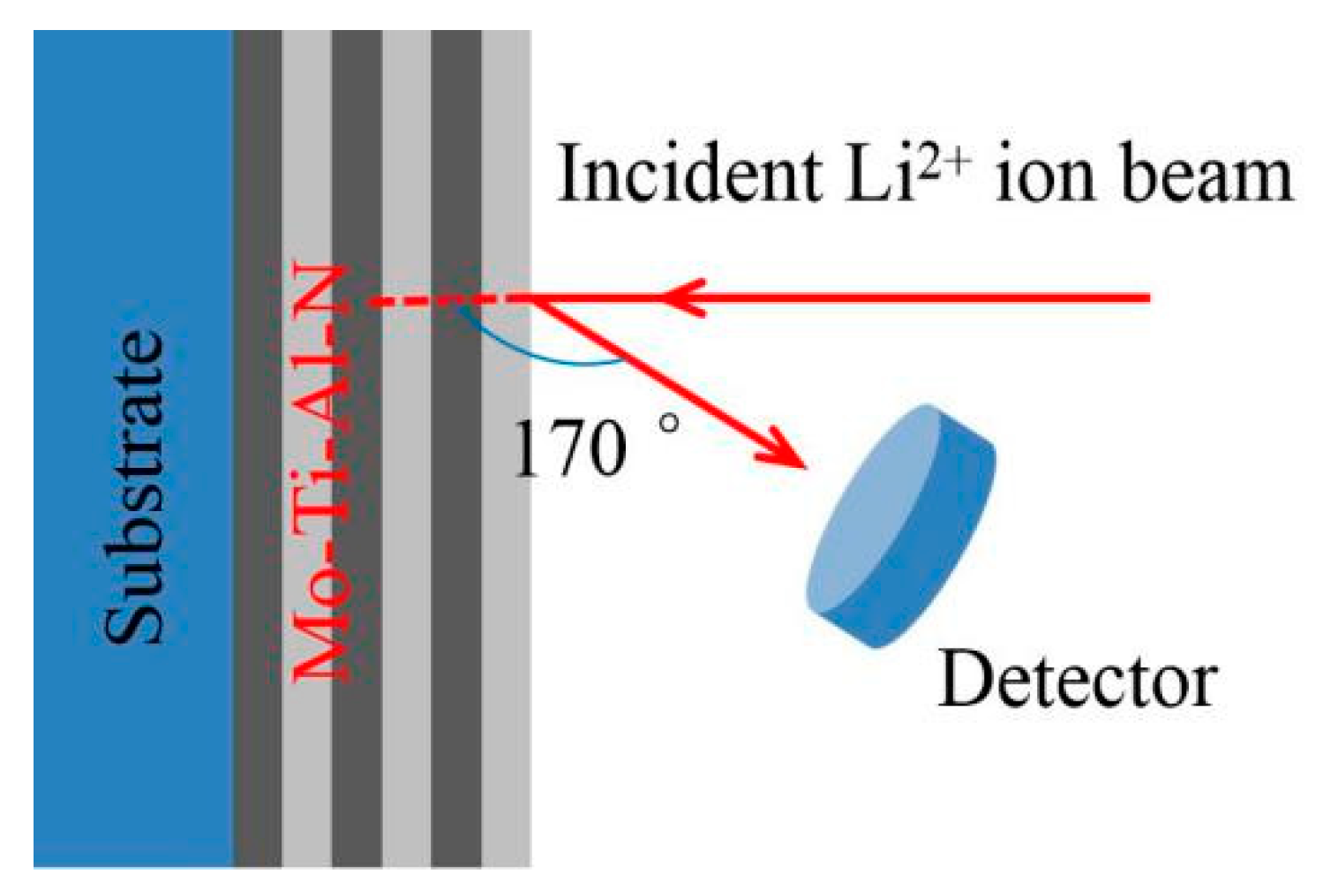
- RBS was also used for quantification of the individual bilayer of TiAlN/Mo2N multilayered coatings. When the initial energy of incident 7Li2+ ion beam reduced from 2.42 to 1.52 MeV, the estimated values of the modulation period were extrapolated to be 30.16 and 42.68 nm, respectively. Compared to HRTEM measurements, the main deviation possibly derived from the data processing of ideal structure model of the coatings. RBS as a non-destructive and quantitative ion-beam technique can provide a reliable and informative microstructural characterization of nanomultilayers.
Author Contributions
Funding
Conflicts of Interest
References
- Cselle, T.; Barimani, A. Today’s applications and future developments of coatings for drills and rotating cutting tools. Surf. Coat. Technol. 1995, 76, 712–718. [Google Scholar] [CrossRef]
- Starling, C.M.D.; Branco, J.R.T. Thermal fatigue of hot work tool steel with hard coatings. Thin Solid Films 1997, 308, 436–442. [Google Scholar] [CrossRef]
- Derflinger, V.; Brändle, H.; Zimmermann, H. New hard/lubricant coating for dry machining. Surf. Coat. Technol. 1999, 113, 286–292. [Google Scholar] [CrossRef]
- Kalss, W.; Reiter, A.; Derflinger, V.; Gey, C.; Endrino, J.L. Modern coatings in high performance cutting applications. Int. J. Refract. Met. Hard Mater. 2006, 24, 399–404. [Google Scholar] [CrossRef]
- Peter, I.; Rosso, M.; Gobber, F.S. Study of protective coatings for aluminum die casting molds. Appl. Surf. Sci. 2015, 358, 563–571. [Google Scholar] [CrossRef]
- Barnett, S.A.; Shinn, M. Plastic and elastic properties of compositionally modulated thin films. Annu. Rev. Mater. Sci. 1994, 24, 481–485. [Google Scholar] [CrossRef]
- Caiazzo, F.C.; Sisti, V.; Trasatti, S.P.; Trasatti, S. Electrochemical characterization of multilayer Cr/CrN-based coatings. Coatings 2014, 4, 508–526. [Google Scholar] [CrossRef] [Green Version]
- PalDey, S.; Deevi, S.C. Single layer and multilayer wear resistant coatings of (Ti, Al) N: A review. Mater. Sci. Eng. A 2003, 342, 58–79. [Google Scholar] [CrossRef]
- Qiu, Y.; Zhang, S.; Lee, J.W.; Li, B.; Wang, Y.X.; Zhao, D.L. Self-lubricating CrAlN/VN multilayer coatings at room temperature. Appl. Surf. Sci. 2013, 279, 189–196. [Google Scholar] [CrossRef]
- Gannon, P.E.; Tripp, C.T.; Knospe, A.K.; Ramana, C.V.; Deibert, M.; Smith, R.J.; Gorokhovsky, V.I.; Shutthanandan, V.; Gelles, D. High-temperature oxidation resistance and surface electrical conductivity of stainless steels with filtered arc Cr-Al-N multilayer and/or superlattice coatings. Surf. Coat. Technol. 2004, 188, 55–61. [Google Scholar] [CrossRef]
- Bardi, U.; Chenakin, S.P.; Ghezzi, F.; Giolli, C.; Goruppa, A.; Lavacchi, A.; Miorin, E.; Pagura, C.; Tolstogouzov, A. High-temperature oxidation of CrN/AlN multilayer coatings. Appl. Surf. Sci. 2005, 252, 1339–1349. [Google Scholar] [CrossRef]
- Yao, S.H.; Kao, W.H.; Su, Y.L.; Liu, T.H. Effect of periods on wear performance of TiN/AlN superlattice films. Mater. Sci. Eng. A 2005, 392, 380–385. [Google Scholar] [CrossRef]
- Chen, L.; Du, Y.; Yin, F.; Li, J. Mechanical properties of (Ti, Al) N monolayer and TiN/(Ti, Al) N multilayer coatings. Int. J. Refract. Met. Hard Mater. 2007, 25, 72–76. [Google Scholar] [CrossRef]
- Ehiasarian, A.P.; Hovsepian, P.E.; Hultman, L.; Helmersson, U. Comparison of microstructure and mechanical properties of chromium nitride-based coatings deposited by high power impulse magnetron sputtering and by the combined steered cathodic arc/unbalanced magnetron technique. Thin Solid Films 2004, 457, 270–277. [Google Scholar] [CrossRef]
- Ou, Y.X.; Lin, J.; Tong, S.; Sproul, W.D.; Lei, M.K. Structure, adhesion and corrosion behavior of CrN/TiN superlattice coatings deposited by the combined deep oscillation magnetron sputtering and pulsed dc magnetron sputtering. Surf. Coat. Technol. 2016, 293, 21–27. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Liu, J.; Wang, L.; Li, X.M.; Ke, P.L.; Wang, A.Y. Dense and high-stability Ti2AlN MAX phase coatings prepared by the combined cathodic arc/sputter technique. Appl. Surf. Sci. 2017, 396, 1435–1442. [Google Scholar] [CrossRef]
- Peng, C.; Zhao, Y.H.; Jin, S.J.; Wang, J.R.; Liu, R.; Liu, H.; Shi, W.B.; Sharafadeen, K.K.; Ren, L.; Yu, B.H.; et al. Antibacterial TiCu/TiCuN multilayer films with good corrosion resistance deposited by axial magnetic field-enhanced arc ion plating. ACS Appl. Mater. Interfaces 2019, 11, 125–136. [Google Scholar] [CrossRef]
- Irudayaraj, A.A.; Kuppusami, P.; Thirumurugesan, R.; Mohandas, E.; Kalainathan, S.V.; Raghunathan, S. Influence of nitrogen flow rate on growth of TiAlN films prepared by DC magnetron sputtering. Surf. Eng. 2007, 23, 7–11. [Google Scholar] [CrossRef]
- Yi, P.Y.; Peng, L.F.; Huang, J.Q. Multilayered TiAlN films on Ti6Al4V alloy for biomedical applications by closed field unbalanced magnetron sputter ion plating process. Mater. Sci. Eng. C 2016, 59, 669–676. [Google Scholar] [CrossRef]
- Geng, Z.; Shi, G.L.; Shao, T.M.; Liu, Y.; Quan, D.L.; Reddyhoff, T. Tribological behavior of patterned TiAlN coatings at elevated temperatures. Surf. Coat. Technol. 2019, 364, 99–114. [Google Scholar] [CrossRef]
- Yousaf, M.I.; Pelenovich, V.O.; Yang, B.; Liu, C.S.; Fu, D.J. Effect of bilayer period on structural and mechanical properties of nanocomposite TiAlN/MoN multilayer films synthesized by cathodic arc ion-plating. Surf. Coat. Technol. 2015, 282, 94–102. [Google Scholar] [CrossRef]
- Tian, C.X.; Han, B.; Zou, C.W.; Xie, W.; Li, S.Q.; Liang, F.; Tang, S.X.; Wang, Z.S.; Pelenovich, V.O.; Zeng, X.M.; et al. Synthesis of monolayer MoNx and nanomultilayer CrN/Mo2N coatings using arc ion plating. Surf. Coat. Technol. 2019, 370, 125–129. [Google Scholar] [CrossRef]
- Gliewicz, A.; Warcholinski, B.; Murzynski, D. The properties of molybdenum nitride coatings obtained by cathodic arc evaporation. Surf. Coat. Technol. 2013, 236, 149–158. [Google Scholar] [CrossRef]
- Seibert, F.; Döbeli, M.; Fopp-Spori, D.M.; Glaentz, K.; Rudigier, H.; Schwarzer, N.; Widrig, B.; Ramm, J. Comparison of arc evaporated Mo-based coatings versus Cr1N1 and ta–C coatings by reciprocating wear test. Wear 2013, 298, 14–22. [Google Scholar] [CrossRef]
- Koshy, A.; Graham, M.E.; Marks, L.D. Synthesis and characterization of CrN/Mo2N multilayers and phases of molybdenum nitride. Surf. Coat. Technol. 2007, 202, 1123–1128. [Google Scholar] [CrossRef]
- Embury, J.D.; Hirth, J.P. On dislocation storage and the mechanical response of fine scale microstructures. Acta Metall. Mater. 1994, 42, 2051–2056. [Google Scholar] [CrossRef]
- Subedi, S.; Beyerlein, I.J.; LeSar, R.; Rollett, A.D. Strength of nanoscale metallic multilayers. Scripta Mater. 2018, 145, 132–136. [Google Scholar] [CrossRef]
- Pogrebnjak, A.; Smyrnova, K.; Bondar, O. Nanocomposite multilayer binary nitride coatings based on transition and refractory metals: structure and properties. Coatings 2019, 9, 155. [Google Scholar] [CrossRef] [Green Version]
- Chu, W.K.; Mayer, J.W.; Nicolet, M.-A. Backscattering Spectrometry; Academic Press: New York, NY, USA, 1978. [Google Scholar]
- Wang, Y.Q.; Michael, A.N. Handbook of Modern Ion Beam Materials Analysis, 2nd ed.; Materials Research Society Press: Warrendale, PA, USA, 2010. [Google Scholar]
- Hans, M.; to Baben, M.; Chen, Y.T.; Pradeep, K.G.; Holzapfel, D.M.; Primetzhofer, D.; Kurapov, D.; Ramm, J.; Arndt, M.; Rudigier, H.; et al. Substrate rotation-induced chemical modulation in Ti-Al-O-N coatings synthesized by cathodic arc in an industrial deposition plant. Surf. Coat. Technol. 2016, 305, 249–253. [Google Scholar] [CrossRef]
- Hans, M.; Schneider, J.M. On the chemical composition of TiAlN thin films-Comparison of ion beam analysis and laser-assisted atom probe tomography with varying laser pulse energy. Thin Solid Films 2019, 688, 137251. [Google Scholar] [CrossRef]
- Tavares, C.J.; Rebouta, L.; Alves, E.; Barradas, N.P.; Pacaud, J.; Riviere, J.P. Study of roughness in Ti0.4Al0.6N/Mo multilayer structures. Nucl. Instrum. Methods Phys. Res. Sect. B 2002, 188, 90–95. [Google Scholar] [CrossRef]
- Tavares, C.J.; Rebouta, L.; Riviere, J.P.; Girardeau, T.; Goudeau, P.; Alves, E.; Barradas, N.P. Atomic environment and interfacial structural order of TiAlN/Mo multilayers. Surf. Coat. Technol. 2004, 187, 393–398. [Google Scholar] [CrossRef] [Green Version]
- Kong, D.J.; Fu, G.Z.; Wang, J.C. Interfacial bonding mechanism and bonding strength of AlTiCrN coating by cathodic arc ion plating. Surf. Interface Anal. 2015, 47, 198–205. [Google Scholar] [CrossRef]
- Mayer, M. SIMNRA, a simulation program for the analysis of NRA, RBS and ERDA. In AIP Conference Proceedings; IOP Institute of Physics Publishing LTD: Bristol, UK, 1999; Volume 475, pp. 541–544. [Google Scholar]
- Kotai, E. Computer methods for analysis and simulation of RBS and ERDA spectra. Nucl. Instrum. Methods Phys. Res. Sect. B 1994, 85, 588–596. [Google Scholar] [CrossRef]
- Mayer, M. SIMNRA User’s Guide of SIMNRA Version 7.01; Max-Planck-Institut für Plasmaphysik: Garching bei München, Germany, 2017. [Google Scholar]
- Sarioglu, C.; Demirler, U.; Kazmanli, M.K.; Urgen, M. Measurement of residual stresses by X-ray diffraction techniques in MoN and Mo2N coatings deposited by arc PVD on high-speed steel substrate. Surf. Coat. Technol. 2005, 190, 238–243. [Google Scholar] [CrossRef]
- Abadias, G. Stress and preferred orientation in nitride-based PVD coatings. Surf. Coat. Technol. 2008, 202, 2223–2235. [Google Scholar] [CrossRef]
- Klug, H.P.; Alexander, L.E. X-Ray Diffraction Procedures: For Polycrystalline and Amorphous Materials, 2nd ed.; Wiley-VCH: Weinheim, Germany, 1974. [Google Scholar]
- Ihara, H.; Kimura, Y.; Senzaki, K.; Hirabayashi, M. Electronic structures of B1 MoN, fcc Mo2N, and hexagonal MoN. Phys. Rev. B 1985, 31, 3177–3178. [Google Scholar] [CrossRef]
- Fukumoto, N.; Ezura, H.; Yamamoto, K.; Hotta, A.; Suzuki, T. Effects of bilayer thickness and post-deposition annealing on the mechanical and structural properties of (Ti, Cr, Al) N/(Al, Si) N multilayer coatings. Surf. Coat. Technol. 2009, 203, 1343–1348. [Google Scholar] [CrossRef]
- Xu, Y.X.; Chen, L.; Pei, F.; Du, Y. Structure and thermal properties of TiAlN/CrN multilayered coatings with various modulation ratios. Surf. Coat. Technol. 2016, 304, 512–518. [Google Scholar] [CrossRef]
- Chowdhury, S.; Beake, B.D.; Yamamoto, K.; Bose, B.; Aguirre, M.; Fox-Rabinovich, G.S.; Veldhuis, S.C. Improvement of wear performance of nano-multilayer PVD coatings under dry hard end milling conditions based on their architectural development. Coatings 2018, 8, 59. [Google Scholar] [CrossRef] [Green Version]
- Zhou, S.Y.; Pelenovich, V.O.; Han, B.; Yousaf, M.I.; Yan, S.J.; Tian, C.X.; Fu, D.J. Effects of modulation period on microstructure, mechanical properties of TiBN/TiN nanomultilayered films deposited by multi arc ion plating. Vacuum 2016, 126, 34–40. [Google Scholar] [CrossRef]
- Fu, T.; Zhang, Z.J.; Peng, X.H.; Weng, S.Y.; Miao, Y.H.; Zhao, Y.B.; Fu, S.Y.; Hu, N. Effects of modulation periods on mechanical properties of V/VN nano-multilayers. Ceram. Int. 2019, 45, 10295–10303. [Google Scholar] [CrossRef]
- Chu, X.; Barnett, S.A.; Wong, M.S.; Sproul, W.D. Reactive unbalanced magnetron sputter deposition of polycrystalline TiN/NbN superlattice coatings. Surf. Coat. Technol. 1993, 57, 13–18. [Google Scholar] [CrossRef]
- Wu, W.W.; Chen, W.L.; Yang, S.B.; Lin, Y.; Zhang, S.H.; Cho, T.-Y.; Lee, G.H.; Kwon, S.-K. Design of AlCrSiN multilayers and nanocomposite coating for HSS cutting tools. Appl. Surf. Sci. 2015, 351, 803–810. [Google Scholar] [CrossRef]
- Svahn, F.; Kassman-Rudolphi, Å.; Wallen, E. The influence of surface roughness on friction and wear of machine element coatings. Wear 2003, 254, 1092–1098. [Google Scholar] [CrossRef]
- Harlin, P.; Carlsson, P.; Bexell, U.; Olsson, M. Influence of surface roughness of PVD coatings on tribological performance in sliding contacts. Surf. Coat. Technol. 2006, 201, 4253–4259. [Google Scholar] [CrossRef]
- To Baben, M.; Raumann, L.; Music, D.; Schneider, J.M. Origin of the nitrogen over- and understoichiometry in Ti0.5Al0.5N thin films. J. Phys. Condens. Matter 2012, 24, 155401. [Google Scholar] [CrossRef]
- To Baben, M.; Hans, M.; Primetzhofer, D.; Evertz, S.; Ruess, H. Unprecedented thermal stability of inherently metastable titanium aluminum nitride by point defect engineering. Mater. Res. Lett. 2017, 5, 158–169. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Deposition Parameters | Value |
|---|---|
| Base pressure | <2 × 10−3 Pa |
| Cathode targets | Mo and Ti-Al (Ti 70 at.%) |
| Ar+ plasma cleaning | −800 V substrate bias voltage with 80% duty cycle for 20 min |
| Reactive gas flux and pressure | N2, 40 sccm, 2.5 Pa |
| Cathodic arc current | 80 A for Mo target and 60 A for Ti-Al target |
| Substrate bias voltage and temperature | −200 V and 300 ℃ |
| Rotating speed of sample bracket | 1, 2, 3 rpm |
| Deposition time of Mo-Ti-Al-N | 20 min |
| Mo and MoN interlayers | Mo target arc current 70 A, bias voltage −200 V, working pressure 0.5 Pa, deposition time 18 min |
| Substrate Rotation Rate | Chemical Composition (at.%) | Nano- Hardness (GPa) | Young’s Modulus (GPa) | Mean Friction Coefficient | |||
|---|---|---|---|---|---|---|---|
| Mo L | Ti K | Al K | N K | ||||
| 1 rpm | 33.25 | 22.18 | 9.84 | 34.73 | 28 ± 2 | 475 ± 20 | 0.407 |
| 2 rpm | 35.76 | 23.17 | 10.13 | 30.94 | 32 ± 1 | 500 ± 30 | 0.415 |
| 3 rpm | 35.07 | 22.72 | 9.96 | 32.25 | 35 ± 2 | 600 ± 50 | 0.387 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Tian, C.; Tolstogouzov, A.; Liang, F.; Zou, C.; Li, S.; Gusev, S.I.; Yousaf, M.I.; Pelenovich, V.; Zuo, W.; et al. Microstructure and Rutherford Backscattering Spectrometry of Hard/Lubricant Mo-Ti-Al-N Multilayered Coatings Prepared by Multi-Arc Ion Plating at Low Substrate Rotation. Coatings 2020, 10, 101. https://doi.org/10.3390/coatings10020101
Wang Z, Tian C, Tolstogouzov A, Liang F, Zou C, Li S, Gusev SI, Yousaf MI, Pelenovich V, Zuo W, et al. Microstructure and Rutherford Backscattering Spectrometry of Hard/Lubricant Mo-Ti-Al-N Multilayered Coatings Prepared by Multi-Arc Ion Plating at Low Substrate Rotation. Coatings. 2020; 10(2):101. https://doi.org/10.3390/coatings10020101
Chicago/Turabian StyleWang, Zesong, Canxin Tian, Alexander Tolstogouzov, Feng Liang, Changwei Zou, Songquan Li, Sergey I. Gusev, Muhammad Imran Yousaf, Vasiliy Pelenovich, Wenbin Zuo, and et al. 2020. "Microstructure and Rutherford Backscattering Spectrometry of Hard/Lubricant Mo-Ti-Al-N Multilayered Coatings Prepared by Multi-Arc Ion Plating at Low Substrate Rotation" Coatings 10, no. 2: 101. https://doi.org/10.3390/coatings10020101