1. Introduction
When wood products are exposed to environmental conditions without any protection, they are generally influenced by several weathering factors that modify their natural durability (reducing their mechanical stability) and aesthetic appearance (discolouration). Such factors are, for example, ultraviolet (UV) radiation, rainwater, temperature changes, and abrasion by wind-blown particles. The discolouration of unprotected wood surfaces is caused mainly by UV radiation and is a serious aesthetic problem for many outdoor applications such as terraces, garden constructions and furniture, facades, and balconies [
1,
2]. In order to keep the wood materials in optimal condition as long as possible, it is necessary to cover the wood surfaces with suitable protective coatings.
In recent years, the development of new inorganic/organic composites with unique properties has attracted great interest due to the enhanced properties of the composites compared to their pure components [
3,
4,
5,
6]. These composite materials combine the advantages of the inorganic material (e.g., high refractivity, high mechanical and thermal stability) and the organic polymer (e.g., flexibility, durability, processability, and easy fabrication). These high-performance or high-functional materials have a wide range of potential uses in many innovative industrial applications [
7]. Indeed, organic/inorganic composite materials consisting of titanium dioxide (TiO
2) have attracted much interest because adding titanium dioxide into polymers enhances the properties of polymers, leading to applications in several scientific and technological areas, such as anti-corrosion [
8], anti-bactericidal [
9,
10,
11], UV protection and photocatalysis [
12,
13], biotechnology, and the biomedical sector [
14,
15].
Titanium dioxide as coating material displays a number of fortunate properties. It is biologically and chemically inert, and photo- and thermally stable. Moreover, it possesses photocatalytic properties and is an inexpensive material of low toxicity [
16,
17]. It occurs in nature in three different crystalline structures, known as rutile (tetragonal), anatase (tetragonal) and brookite (orthorhombic).
Especially, rutile and anatase are frequently used materials in industrial applications. Depending on their crystal structures, the properties of the various crystal phases may vary. Thus, anatase is photocatalytically more active than the rutile. This is explained by the larger band gap of anatase when compared to the rutile phase (rutile: ~3.0 eV; anatase: ~3.2 eV) [
17,
18].
Recently, atmospheric plasma deposition techniques have been widely used in the production of hybrid materials [
19,
20]. Atmospheric plasma deposition can be used to prepare thin layers of material on a wide number of substrates. This may provide new functional properties for numerous applications in a cost-efficient way [
21]. Moreover, the process produces only small amounts of side products and waste materials and enables flexible and fast processing. The application of atmospheric plasma at low temperatures allows to deposit films on organic, plastic and biological substrates [
22,
23]. Different variants of atmospheric plasma deposition techniques are used to deposit the coatings. One example is the liquid precursor plasma spraying (LPPS) deposition technique, in which the starting materials are liquid precursors; another method is the plasma spray powder (PSP) coating technique, in which powders are used as feedstock. A method consisting of hybrid processing using powders and liquid precursors by simultaneous feeding in plasma is used for developing composite coatings [
24,
25,
26].
We have previously reported on the deposition of TiO
2 coatings from TTIP on wood surfaces deposited by using an atmospheric plasma jet system via the liquid precursor plasma spraying (LPPS) coating technique [
27]. These TiO
2 coatings showed stability against ultraviolet light and good moisture resistance but a lower adhesion to the wood substrates. Köhler et al. [
28,
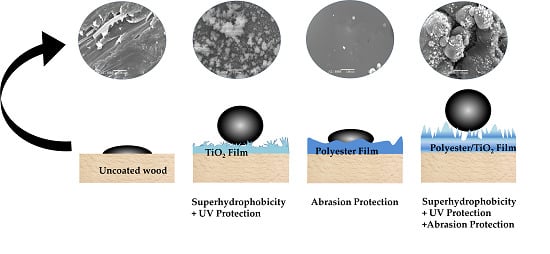
29] reported on the deposition of polyester coatings on wood surfaces deposited by using an atmospheric plasma jet via plasma spray powder (PSP) coating technique. The adhesion of the polyester coatings was good with an average pull-off strength of > 1 MPa. In the present work, a combination between the advantages of the TiO
2 coatings (UV-protection and moisture protection) and the polyester coatings (good adhesion and moisture protection) was produced. These polyester/TiO
2 composite coatings are expected to provide the best properties and functions of both materials (polyester and TiO
2), such as high mechanical properties (good adhesion to wood surfaces), high UV resistance, and high stability and water repellency, which are not achieved by either material alone.
2. Materials and Methods
The polyester/TiO
2 films were obtained applying an atmospheric pressure plasma jet system (APPJ) system (Reinhausen Plasma GmbH, Regensburg, Germany), which has already been described by several authors [
28,
30,
31]. The schematic setup of the experiment is visualized in
Figure 1. It includes an atomizing nozzle attached to the plasma gun to spray the solution precursor. A powder feeder introduces the powder into the plasma jet. The working gas was compressed air, fed to the plasma torch with a fixed flow rate of 60 L/min during the deposition. The plasma was generated between two tubular electrodes applying an ignition voltage of ca. 15 kV, whereas the effective voltage was 2–3 kV. The pulses last about 5–10 μs and were repeated using a frequency of 50 kHz. The electrical power in the experiments was 2 kW. The nozzle was adjusted 24 mm above the substrate applying a plasma of a diameter of about 4 mm. To obtain the coatings, the samples were moved by a xy-linear stage with scan speed fixed at 40 mm/s. The spraying system AGF 10.0 (Palas GmbH, Karlsruhe, Germany) was used to introduce a solution precursor as spray into the plasma jet.
Titanium tetraisopropoxide (TTIP, Ti(OC3H7)4, 97%, Sigma Aldrich, Saint Louis, MO, USA) was used as the metalorganic precursor to obtain TiO2 films. The liquid precursor TTIP was nebulized with a cyclone (cut-off diameter of 10 µm) and sprayed into the plasma jet at the nearest position to the outlet of the plasma nozzle. Nitrogen was used as a carrier gas to spray the precursor.
The powder disperser RBG 2000 (Palas GmbH, Karlsruhe, Germany) was applied as the powder feeder to introduce the powder into the plasma jet. A polyester powder (D
50 = 45 μm), Interpon 610 MZ013GF (Akzo Nobel Powder Coatings GmbH, Arnsberg, Germany), based on an iso- and terephthalic acid (TPA) polyester mix with a density of 120 g/m
3, was used to generate polyester films. Here, to generate the particle aerosol, the powder was uniformly filled into a cylindrical feed stock reservoir and was moved towards a rotating dispersion brush by means of a piston at a constant speed, which defines the speed feed rate. The brush removed the powder from the reservoir. This powder was then dispersed from the rotating brush and carried by an air stream towards the plasma jet. As the carrier gas, compressed air with a pressure of 1.6 × 10
5 Pa was used in this study. The rotating speed of the brush was fixed at 1200 rpm. A reservoir with a cavity of 28 mm in diameter was used.
Table 1 shows the coating parameters.
In the second deposition method, TiO2 nano-powder of 21 nm primary particle size (TEM), ≥ 99.5% trace metals basis (Sigma Aldrich, Saint Louis, MO, USA), was mixed with the polyester powder (30% TiO2, 70% polyester) to obtain polyester/TiO2 coatings via the plasma spray powder (PSP) coating technique. Here, the distance between the plasma nozzle and substrate was fixed at 20 mm, and the powder feed speed was set at 50 mm/h.
Samples of defect-free European beech (Fagus sylvatica L.) and Scots pine (Pinus sylvestris L.) sapwood were prepared with sample sizes of 76 mm × 26 mm × 4 mm (length × width × height). Before the plasma treatment, all samples were allowed to establish a moisture equilibrium by storing the samples at 20 °C and a relative humidity of 65% for 10 days.
In order to determine the thickness and chemical composition (FTIR) of the coatings, some glass samples were prepared in the same process.
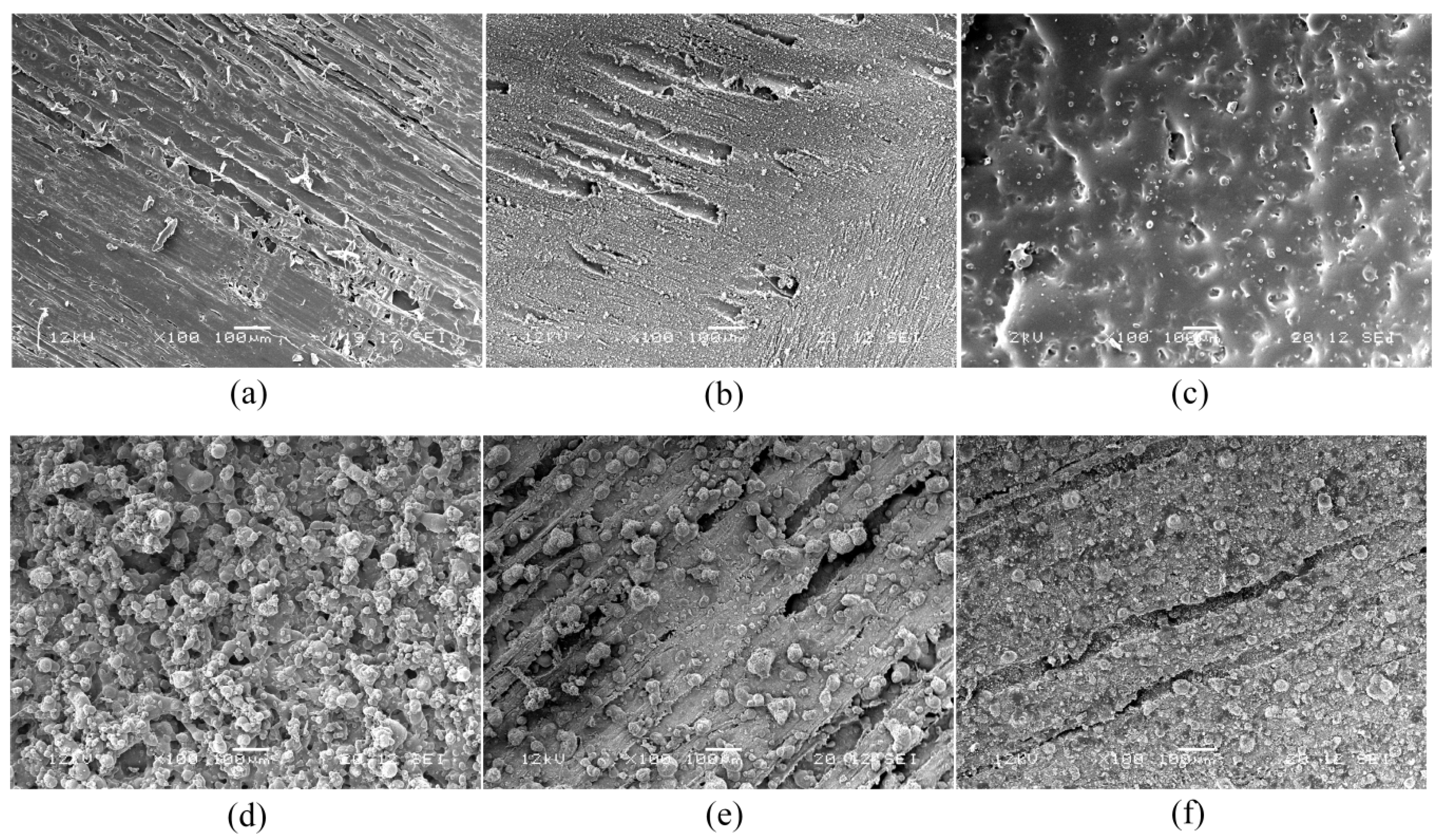
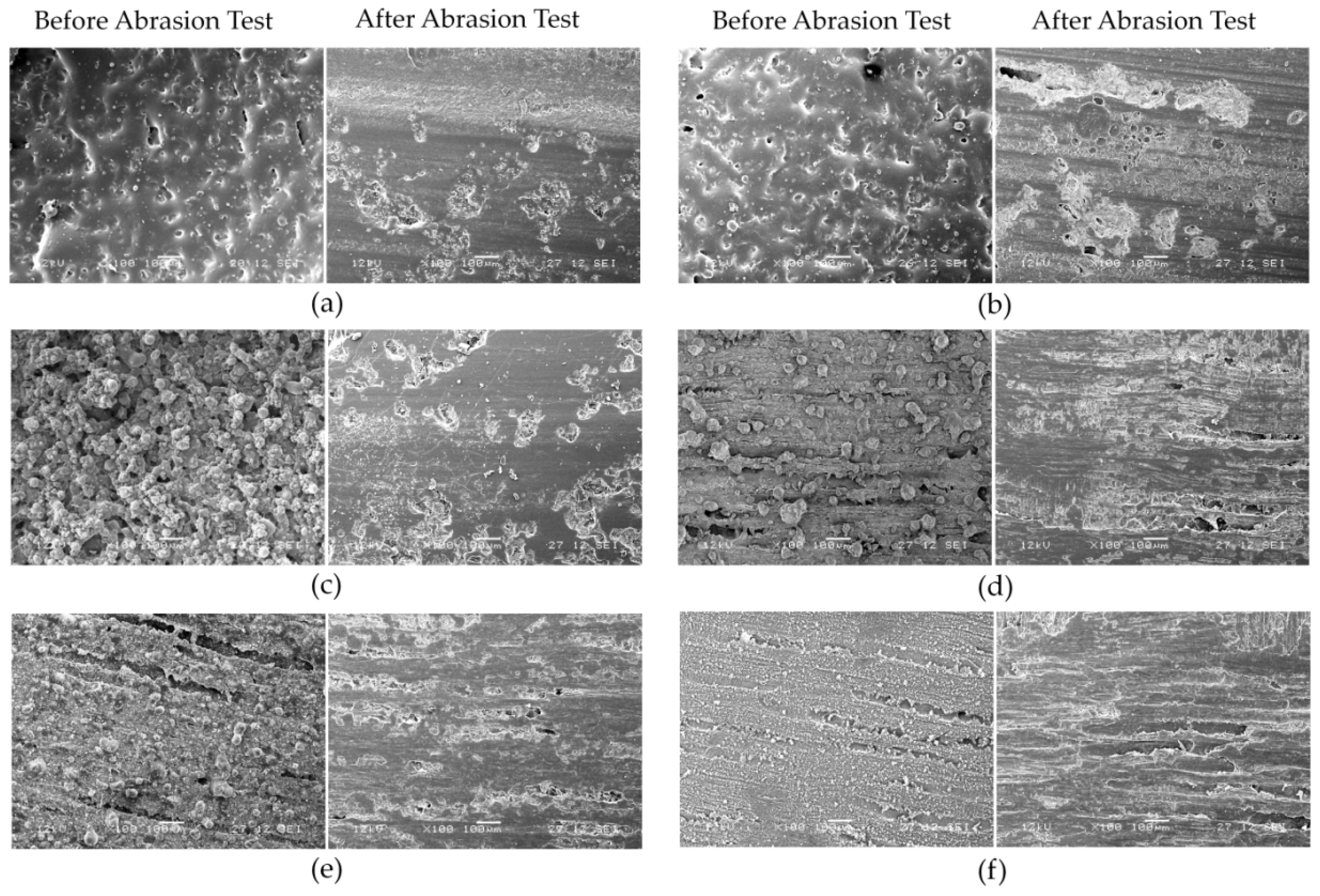
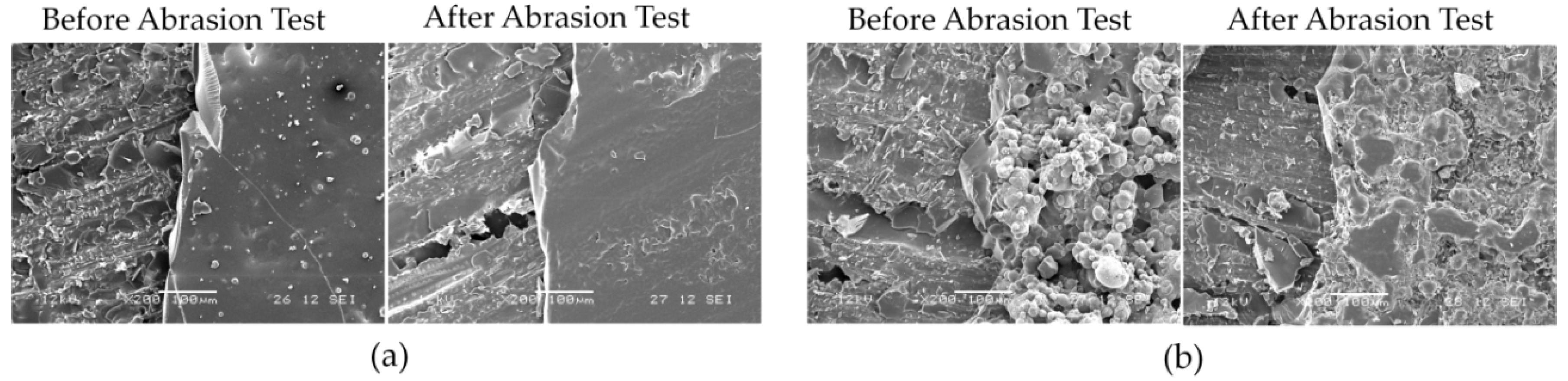
The morphology of the polyester/TiO2 films was examined by scanning electron microscopy (JEOL JSM-5600LV, Tokyo, Japan) at an accelerating voltage of 12 kV. All samples were sputter-coated with a thin gold film (20 nm) to avoid charging effects.
A 3D digital microscope VHX-6000 (Keyence GmbH, Neu-Isenburg, Germany) was used to measure the thickness of the coatings and to evaluate their surface roughness.
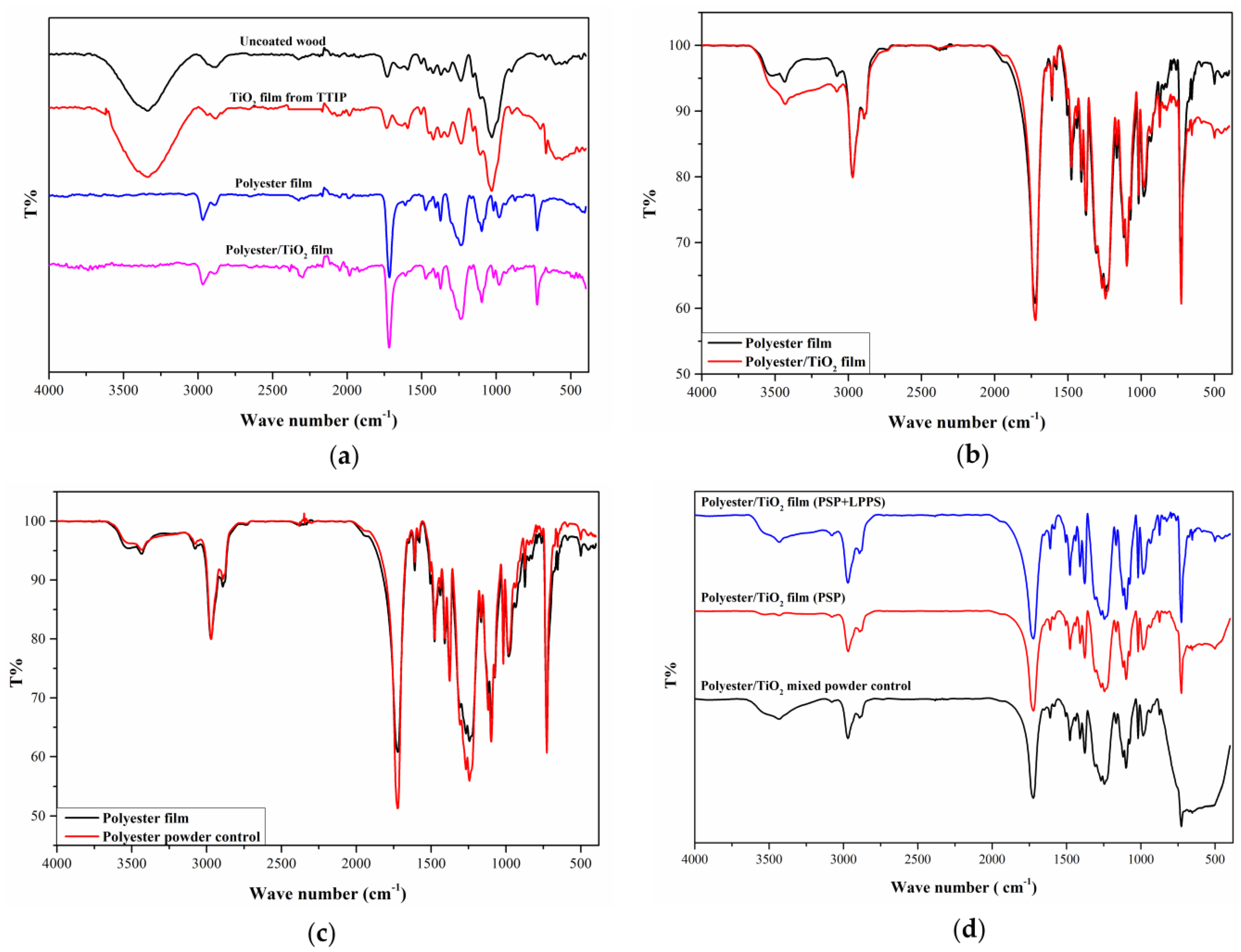
The control and the coated samples were investigated using a FTIR spectrometer (PerkinElmer Frontier spectrometer, Waltham, MA, USA). The samples were prepared using the KBr pellet technique. In addition, the samples were investigated by the attenuated total reflectance (ATR) method. For this, the FTIR spectrometer has been equipped with a special ATR set (Golden Gate Single Reflection Diamond ATR, Specac, Orpington, UK). All spectra were recorded between 4000 cm−1 and 400 cm−1 at a resolution of 4 cm−1 and a number of 64 scans.
In order to identify the chemical composition of the polyester/TiO2 films deposited on wood surfaces, we used X-ray photoelectron spectroscopy using a PHI 5000 Versa Probe II (ULVAC-PHI, Chigasaki, Japan). The instrument uses a monochromatic Al Kα source with a photon energy of 1486.6 eV to irradiate a spot of 200 μm in diameter. Survey spectra were obtained at a pass energy of 187.85 eV, and the high-resolution spectra were scanned at a pass energy of 23.5 eV with a step size of 0.1 eV. The resulting spectra were analyzed using the software MultiPak (ULVAC-PHI, Chigasaki, Japan).
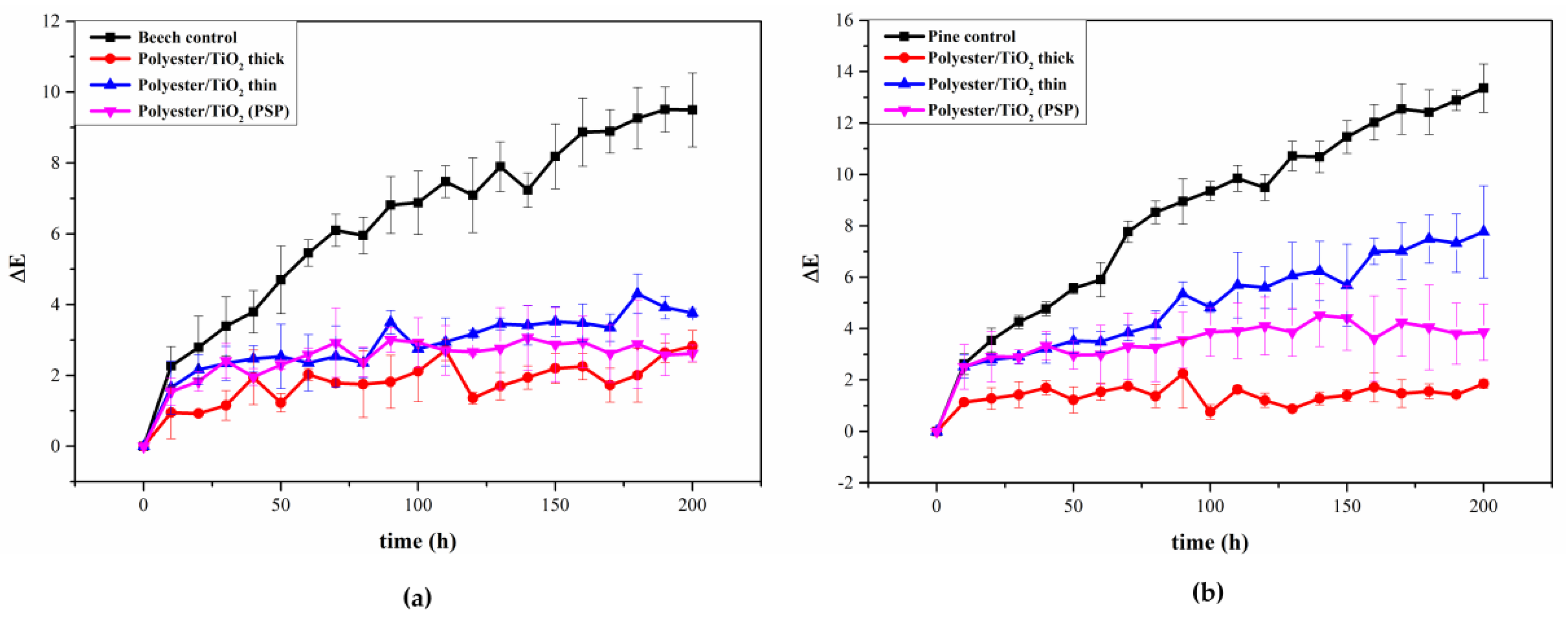
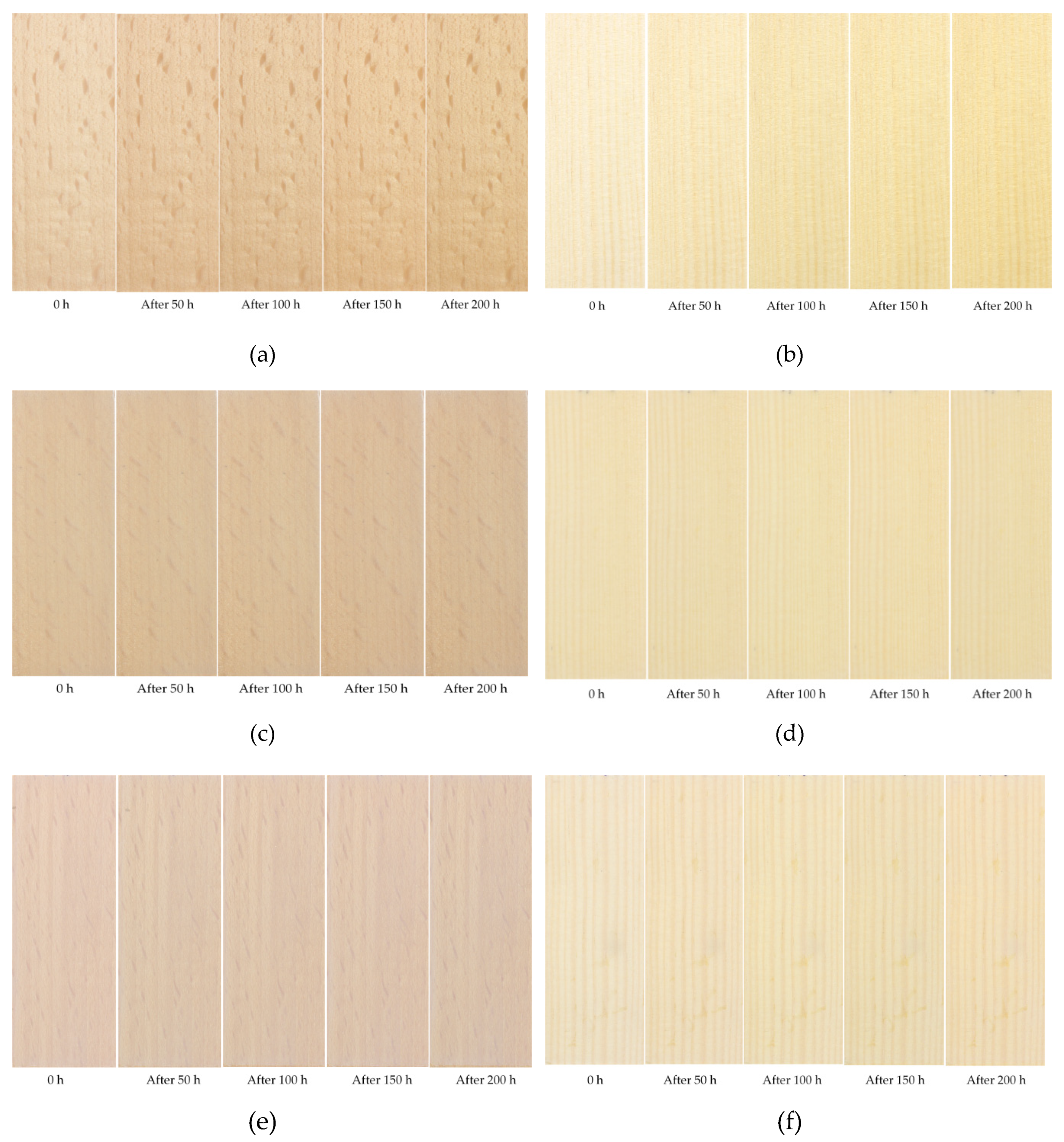
To evaluate the efficiency of UV protection, the polyester/TiO
2-coated samples were exposed to UVA light (λ = 365 nm) at room temperature using a UV lamp (Herolab GmbH, Wiesloch, Germany) with a power input of 8 W. The light intensity was 950 μW/cm
2. The wood samples were exposed to UV light for a total of 200 h and their colour change was monitored in intervals of 10 h. The experiment was performed using three similar samples for each coating composite. The colour values (CIELAB
L*, a*, b*, parameters) of the samples were determined in the given intervals and the average values were calculated. A digital camera EOS 600D (Canon Inc., Tokyo, Japan) was used for colour measurement. The colour measurement method was described in our previous paper [
27].
The CIELab system used in this study is characterized by three parameters:
L*, a*, and
b*. The
L* coordinate represents the lightness and varies from 0 (black) to 100 (white);
a* and
b* are the chromatic indices of colour; +
a* is the red direction; −
a* is green; +
b* is yellow; and −
b* is blue. The
L*,
a*, and
b* colour coordinates of each examined sample before and after UV irradiation were used to calculate the total colour change
∆E* according to the following equation:
where Δ means the difference between the indicated final and initial parameters after UV irradiation [
32]. A low
∆E* value corresponds to a small colour change and indicates that the samples are less sensitive to UV radiation [
33].
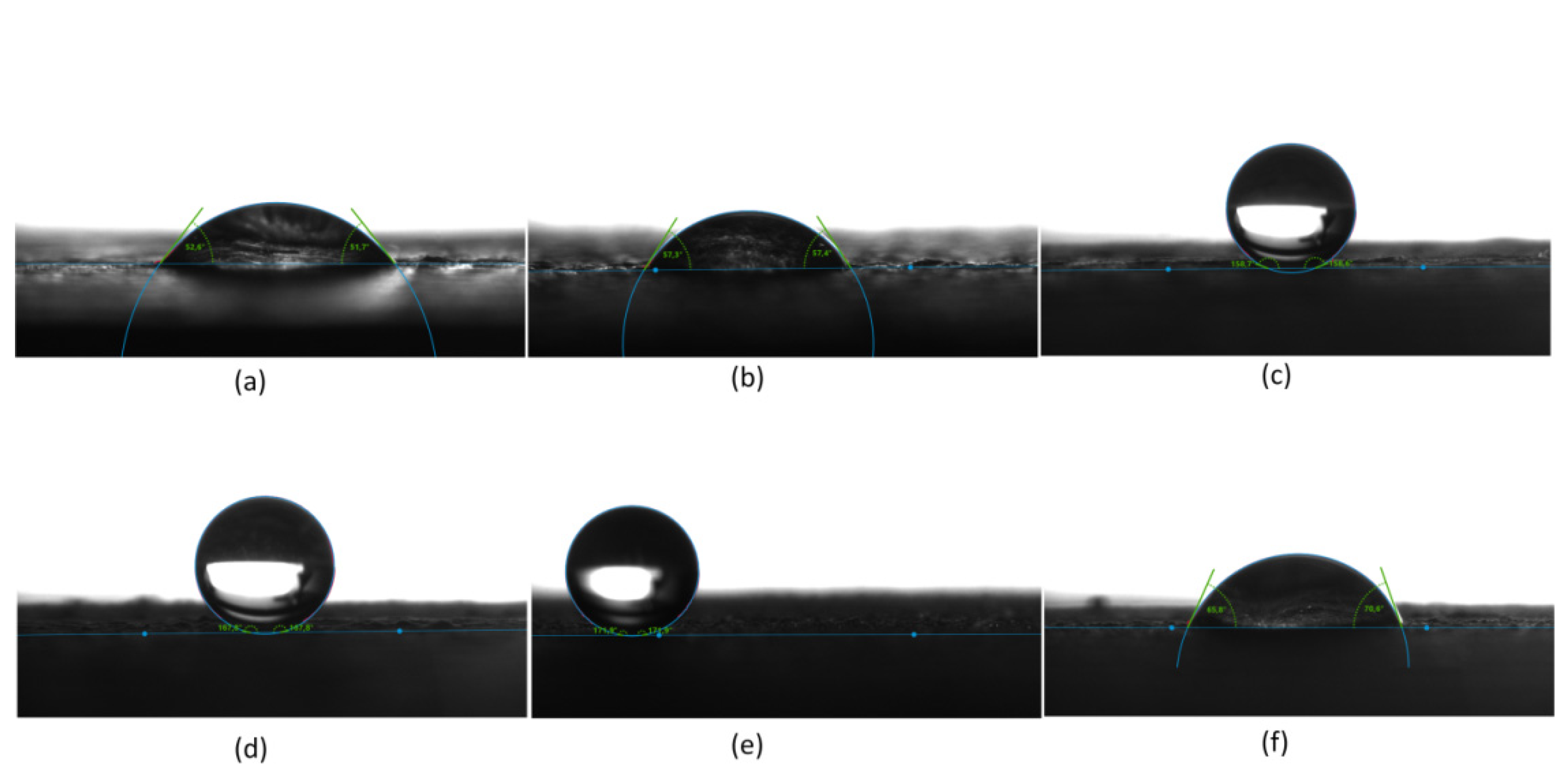
The water contact angle (WCA) was measured to evaluate the wettability of the uncoated and coated wood samples using a Mobile Surface Analyzer-MSA (Krüss GmbH, Hamburg, Germany). The contact angle measurements were performed with distilled water at room temperature. Water drops with volumes of 1 μL were applied. As there is a change of contact angles with time, all values were recorded after a constant elapsed time of 10 s. For each of the samples, five separate measurements were carried out, and the average value of the measurements was calculated.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}