Correlation between Microstructure and Tribological Properties of Laser Surface Heat-Treated Stellite Coatings


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
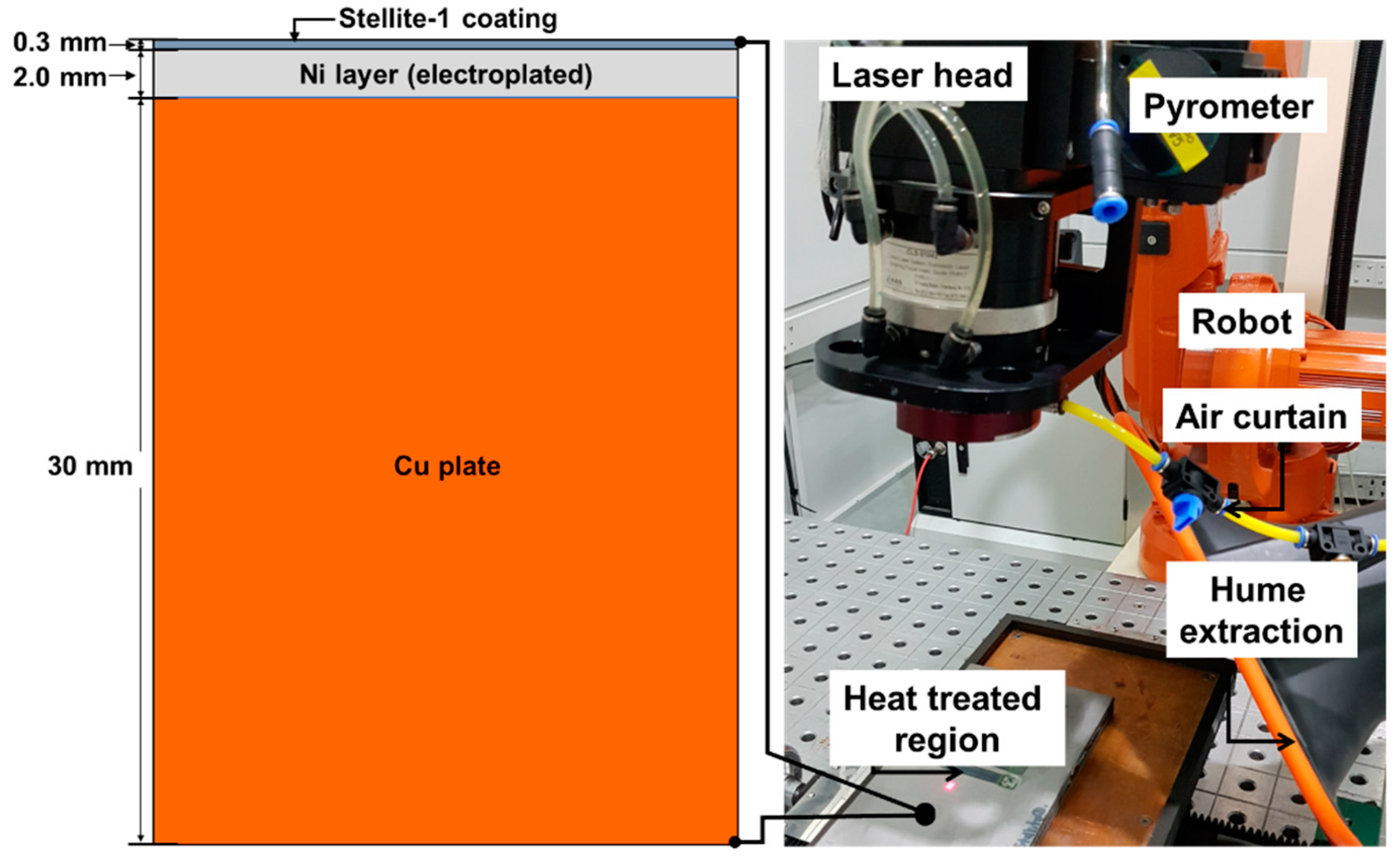
2.2. Experimental Procedures
3. Selection and Control of Laser Heat Treatment Conditions
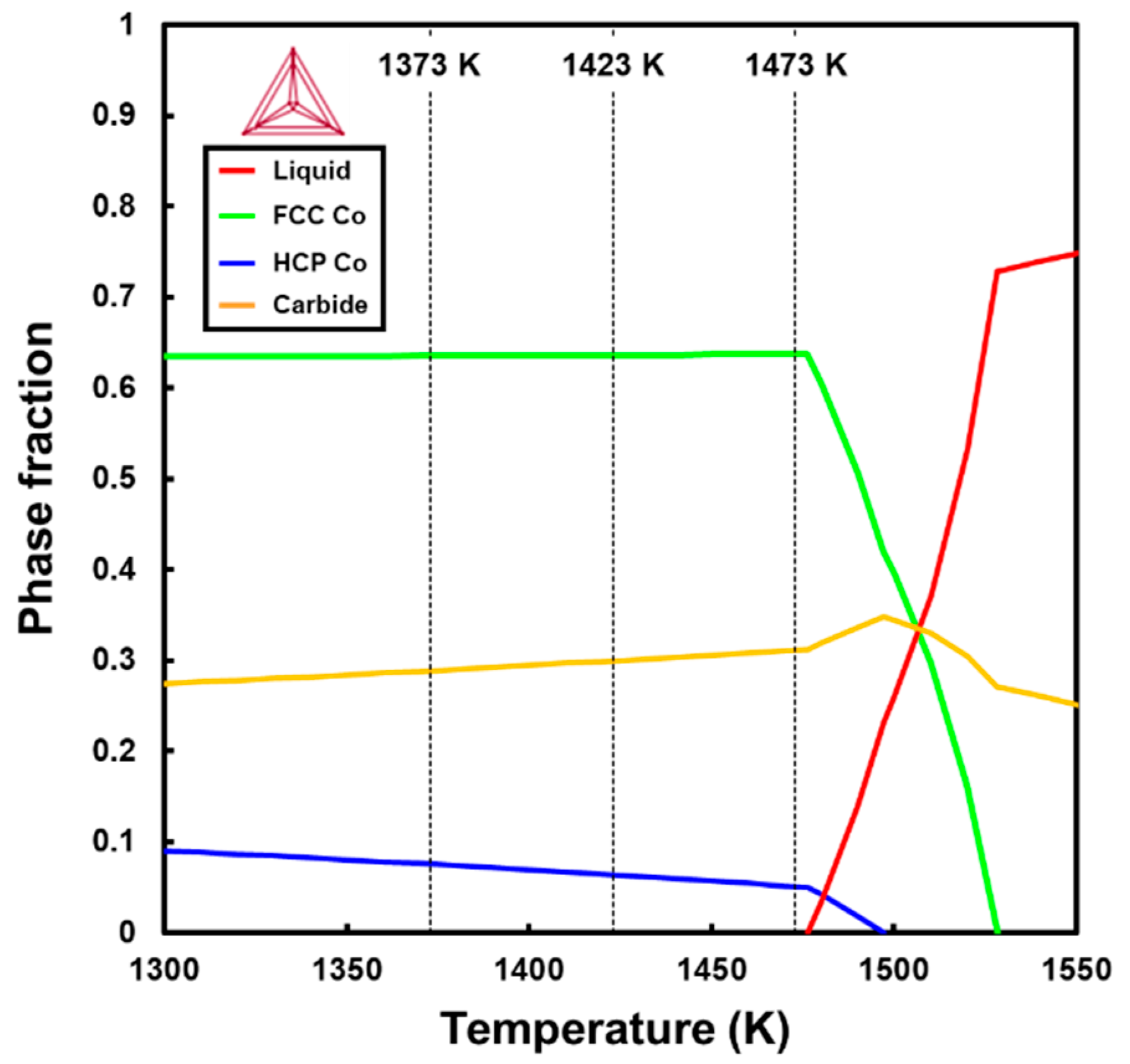
3.1. Thermodynamic Calculation of Phase Fraction
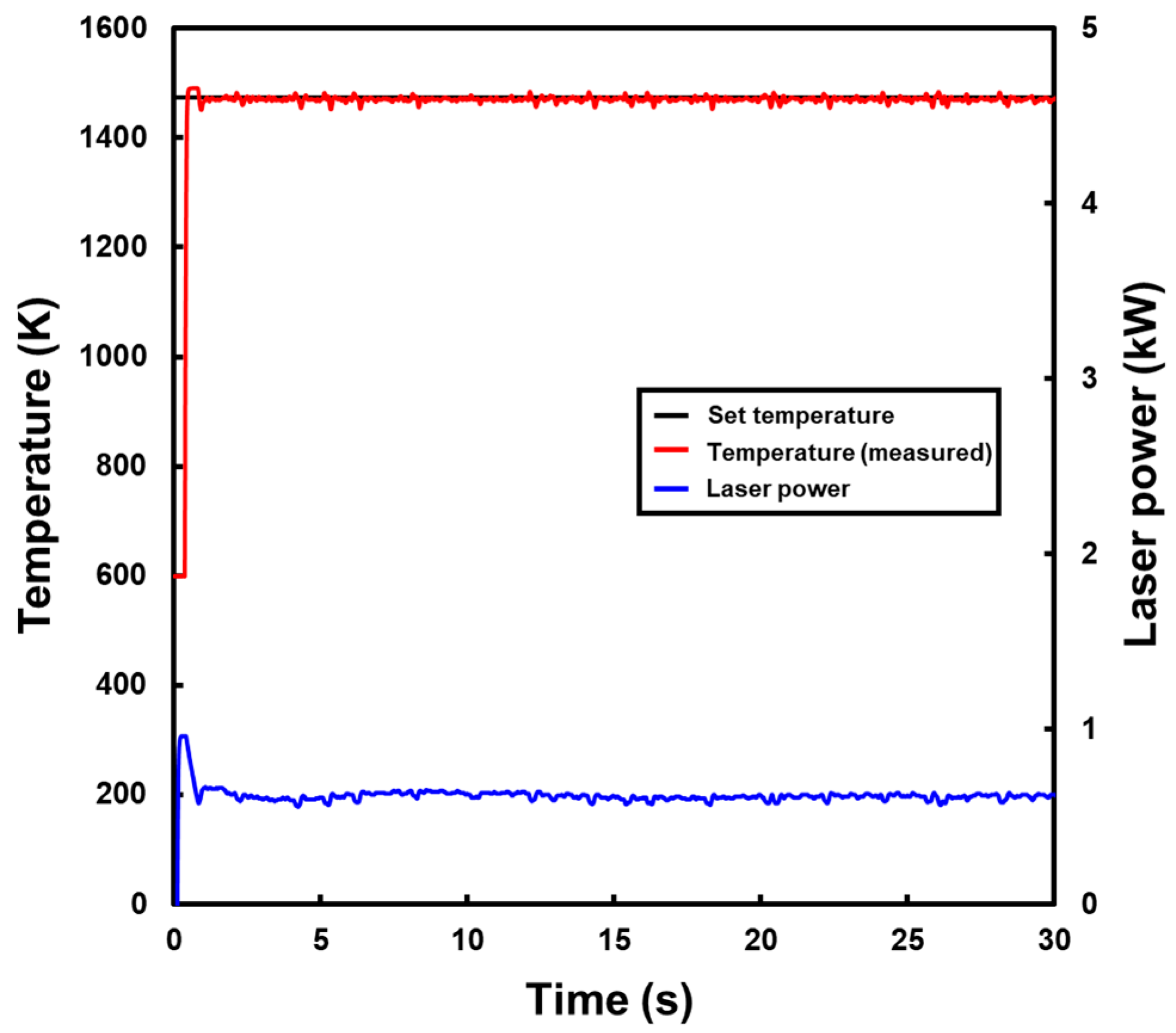
3.2. History of Surface Temperature and Laser Power during Laser Irradiation
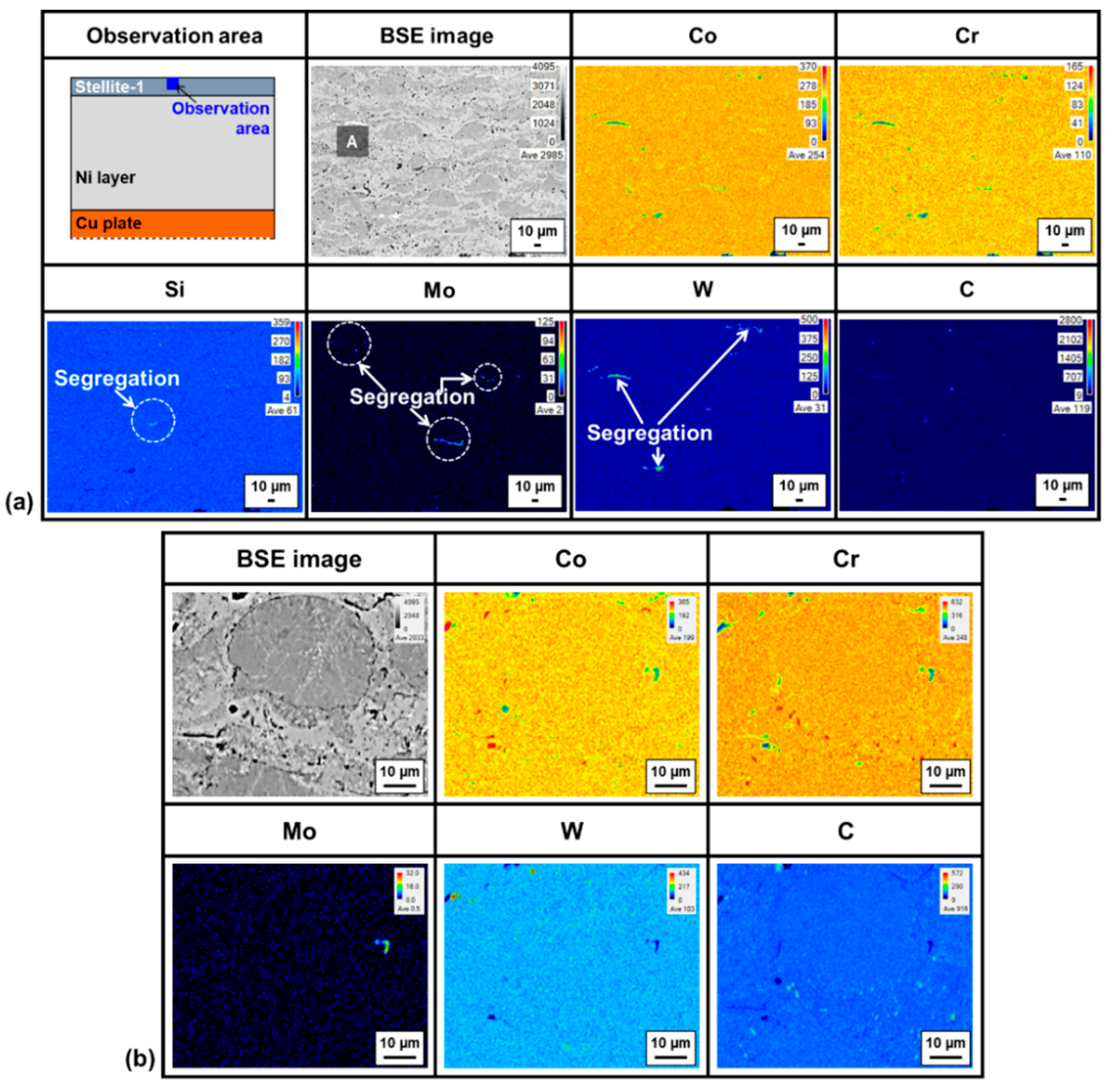
4. Macro- and Microstructure of the As-Sprayed Coating
5. Variation of Macrostructure and Hardness by Laser Heat Treatment
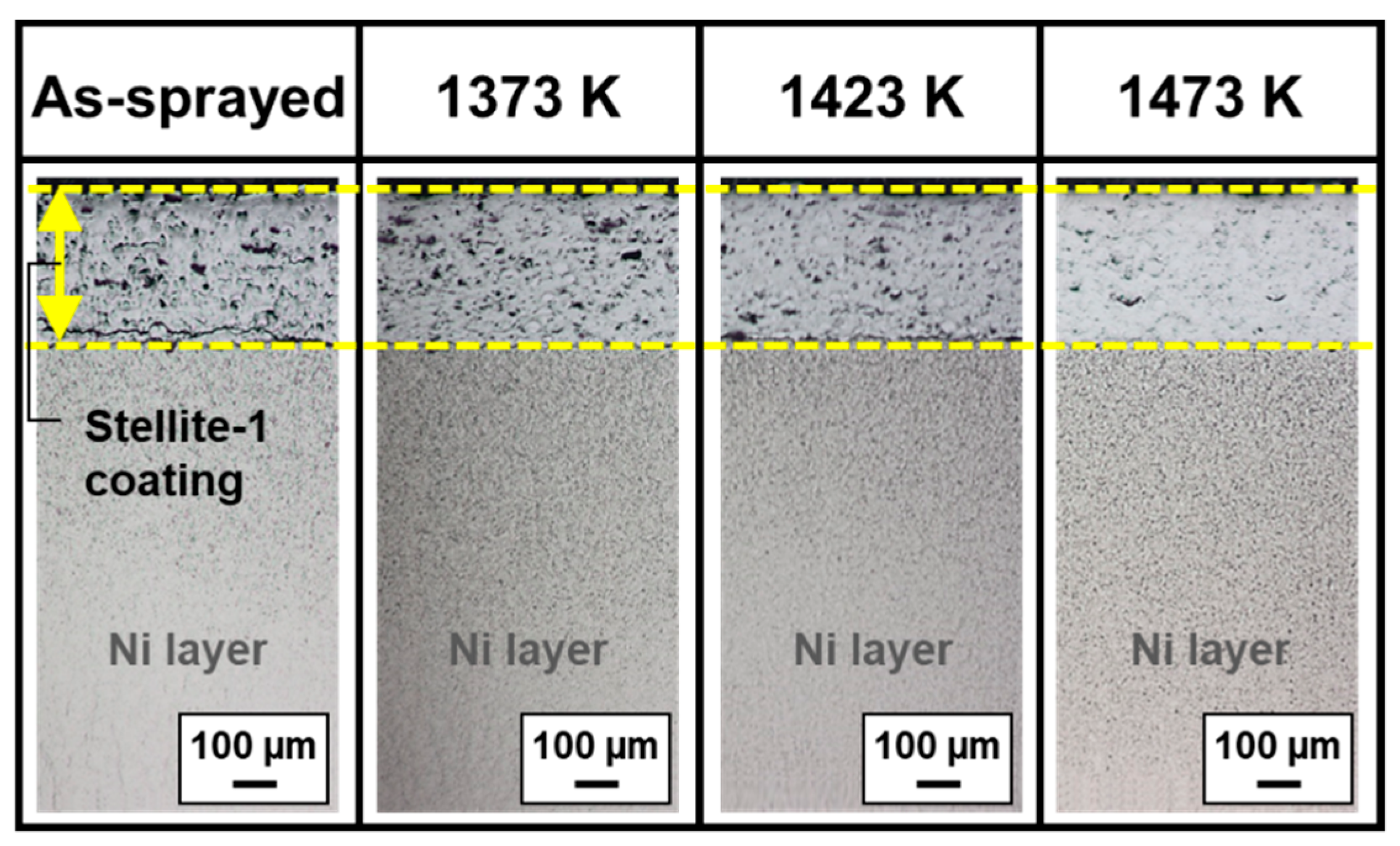
5.1. Cross-Sectional Macrostructure
5.2. Hardness Variation
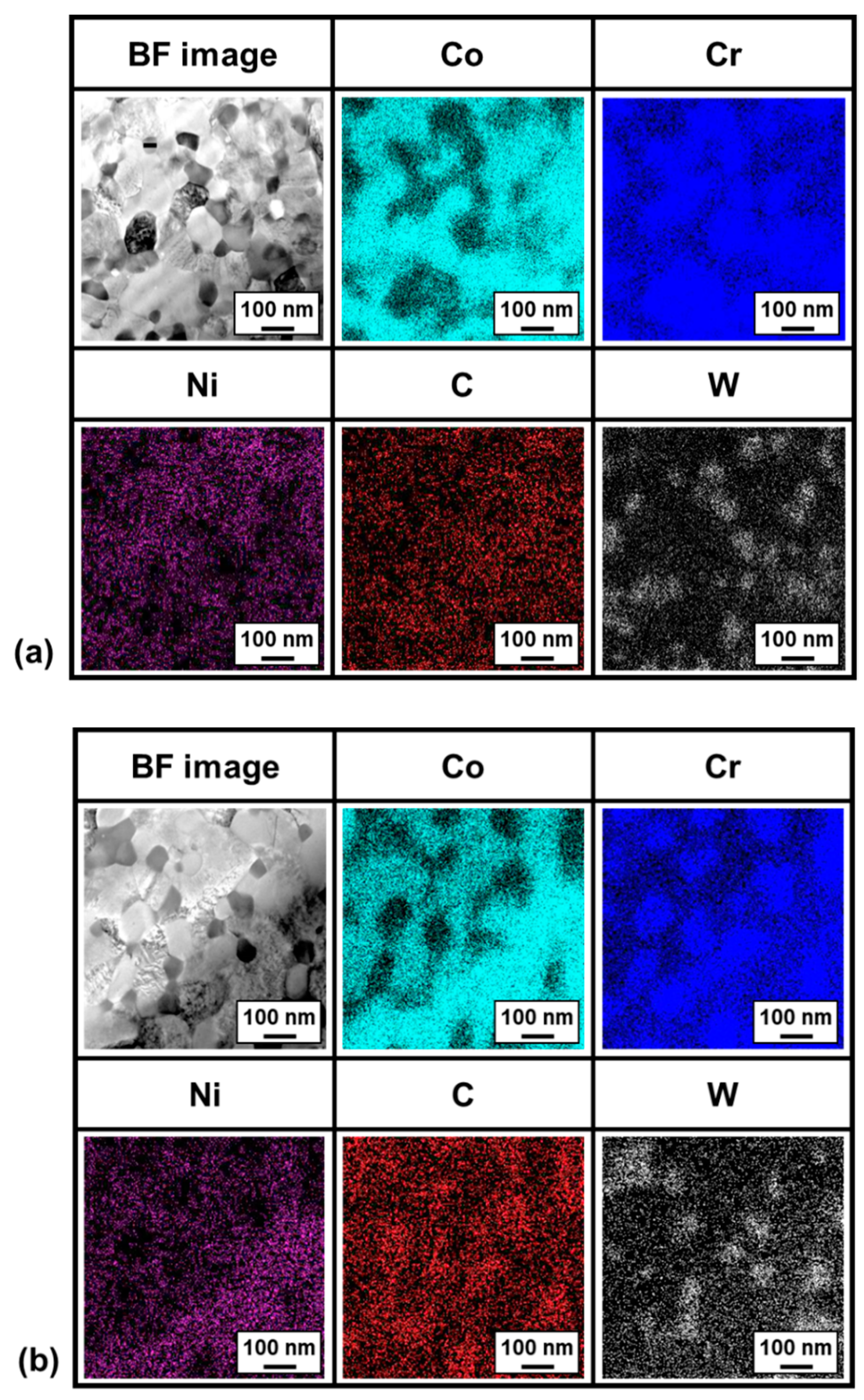
6. Relationship between Hardness and Microstructural Features
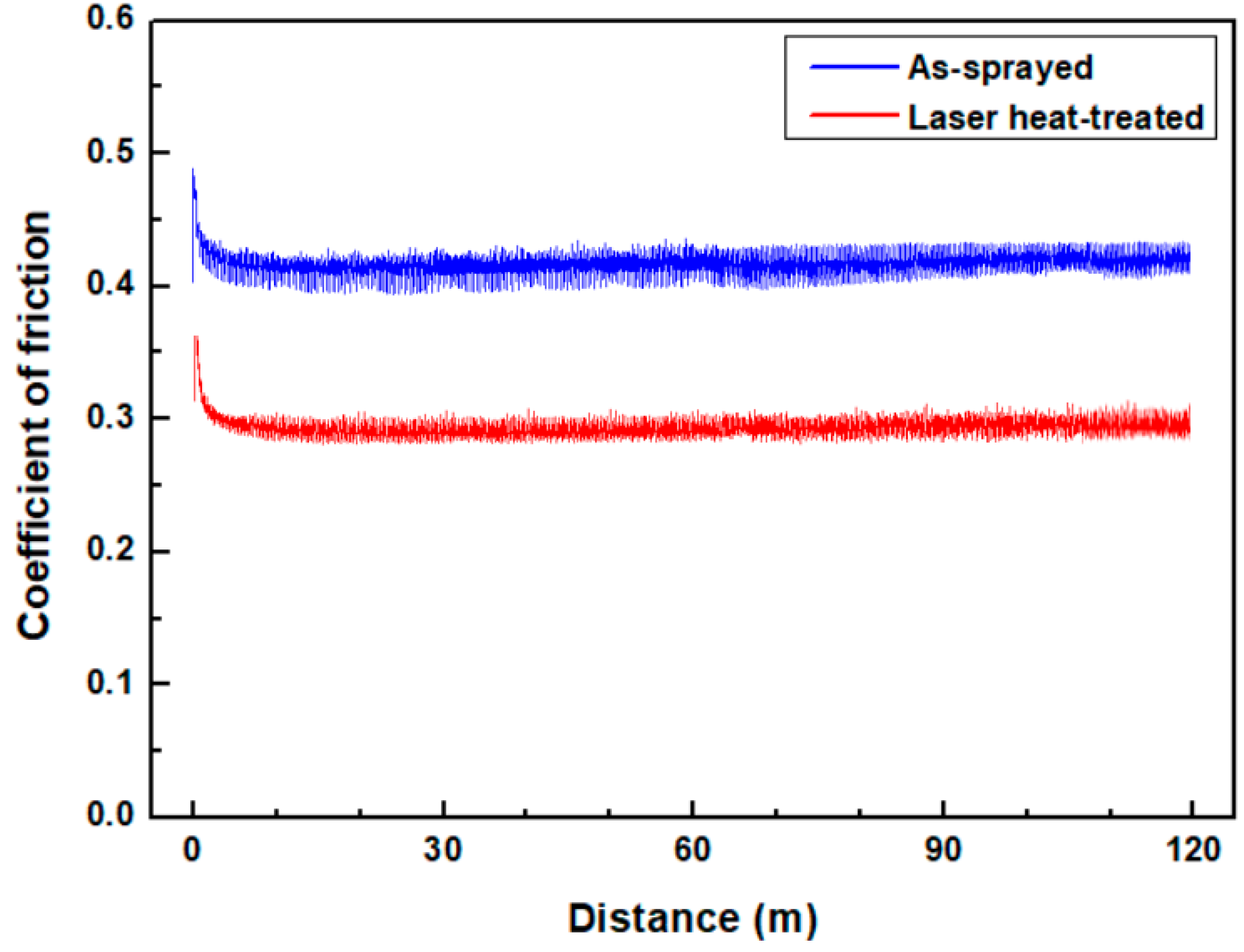
7. Effect of Nano-Sized Carbides Formation and Surface Hardening on Tribological Properties
8. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Sassatelli, P.; Bolelli, G.; Gualtieri, M.L.; Heinonen, E.; Honkanen, M.; Lusvarghi, L.; Manfredini, T.; Rigon, R.; Vippola, M. Properties of HVOF-sprayed Stellite-6 coatings. Surf. Coat. Technol. 2018, 338, 45–62. [Google Scholar] [CrossRef] [Green Version]
- Brownlie, F.; Hodgkiess, T.; Pearson, A.; Galloway, A.M. Effect of nitriding on the corrosive wear performance of a single and double layer Stellite 6 weld cladding. Wear 2017, 376–377, 1279–1285. [Google Scholar] [CrossRef] [Green Version]
- Gholipour, A.; Shamanian, M.; Ashrafizadeh, F. Microstructure and wear behavior of Stellite 6 cladding on 17-4 PH stainless steel. J. Alloy Compd. 2011, 509, 4905–4909. [Google Scholar] [CrossRef]
- Dilawary, S.A.A.; Motallebzadeh, A.; Afzal, M.; Atar, E.; Cimenoglu, H. Laser surface melting of 10 wt% Mo alloyed hardfacing Stellite 12 plasma transferred arc deposits: Structural evolution and high temperature wear performance. Opt. Laser Technol. 2018, 101, 404–412. [Google Scholar] [CrossRef]
- Yao, J.; Li, Z.; Li, B.; Yang, L. Characteristics and bonding behavior of Stellite 6 alloy coating processed with supersonic laser deposition. J. Alloy Compd. 2016, 661, 526−534. [Google Scholar] [CrossRef]
- Yao, J.; Ding, Y.; Liu, R.; Zhang, Q.; Wang, L. Wear and corrosion performance of laser-clad low-carbon high-molybdenum Stellite alloys. Opt. Laser Technol. 2018, 107, 32–45. [Google Scholar] [CrossRef]
- Fallah, V.; Alimardani, M.; Corbin, S.F.; Khajepour, A. Impact of localized surface preheating on the microstructure and crack formation in laser direct deposition of Stellite 1 on AISI 4340 steel. Appl. Surf. Sci. 2010, 257, 1716–1723. [Google Scholar] [CrossRef]
- Alimardani, M.; Fallah, V.; Khajepour, A.; Toyserkani, E. The effect of localized dynamic surface preheating in laser cladding of Stellite 1. Surf. Coat. Tech. 2010, 204, 3911–3919. [Google Scholar] [CrossRef]
- Matthews, S.; James, B. Review of thermal spray coating applications in the steel industry: Part 1– hardware in steel making to the continuous annealing process. J. Therm. Spray Technol. 2010, 19, 1267–1276. [Google Scholar] [CrossRef]
- Chen, H.; Su, L.; Wang, G.; Wan, S.; Zhang, L.; Luo, Z. Fuzzy estimation for heat flux distribution at the slab continuous casting mold surface. Int. J. Therm. Sci. 2014, 83, 80–88. [Google Scholar] [CrossRef]
- Barella, S.; Gruttadauria, A.; Mapelli, C.; Mombelli, D. Investigation of failure and damages on a continuous casting copper mould. Eng. Fail. Anal. 2014, 36, 432–438. [Google Scholar] [CrossRef]
- Sakata, K.; Nakano, K.; Miyahara, H.; Matsubara, Y.; Ogi, K. Microstructure control of thermally sprayed Co-based self-fluxing alloy coatings by diffusion treatment. J. Therm. Spray Technol. 2007, 16, 991–997. [Google Scholar] [CrossRef]
- Houdkova, S.; Smazalova, E.; Pala, Z. Effect of heat treatment on the microstructure and properties of HVOF-sprayed Co-Cr-W coating. J. Therm. Spray Technol. 2016, 25, 546–557. [Google Scholar] [CrossRef]
- Ciubotariu, C.R.; Frunzaverde, D.; Marginean, G.; Serban, V.A.; Birdeanu, A.V. Optimization of the laser remelting process for HVOF-sprayed Stellite 6 wear resistant coatings. Opt. Laser Technol. 2016, 77, 98–103. [Google Scholar] [CrossRef]
- Houdkova, S.; Pala, Z.; Smazalova, E.; Vostrak, M.; Cesanek, Z. Microstructure and sliding wear properties of HVOF sprayed, laser remelted and laser clad Stellite 6 coatings. Surf. Coat. Technol. 2017, 318, 129–141. [Google Scholar] [CrossRef]
- Vostrak, M.; Tesar, J.; Houdkova, S.; Smazalova, E.; Hruska, M. Diagnostic of lase remelting of HVOF sprayed Stellite coatings using an infrared camera. Surf. Coat. Tech. 2017, 318, 360–364. [Google Scholar] [CrossRef]
- Gil, L.; Prato, M.A.; Staia, M.H. Effect of post-heat treatment on the corrosion resistance of NiWCrBSi HVOF coatings in chloride solution. J. Therm. Spray Technol. 2002, 11, 95–99. [Google Scholar] [CrossRef]
- Navas, C.; Colaco, R.; Damborene, J.D.; Vilar, R. Abrasive wear behaviour of laser clad and flame sprayed-melted NiCrBSi coatings. Surf. Coat. Technol. 2006, 200, 6854–6862. [Google Scholar] [CrossRef]
- Bolelli, G.; Lusvarghi, L.; Barletta, M. Heat treatment effects on the corrosion resistance of some HVOF-sprayed metal alloy coatings. Surf. Coat. Technol. 2008, 202, 4839–4847. [Google Scholar] [CrossRef]
- Suutala, J.; Tuominen, J.; Vuoristo, P. Laser-assisted spraying and laser treatment of thermally sprayed coatings. Surf. Coat. Technol. 2006, 201, 1981–1987. [Google Scholar] [CrossRef]
- Chun, E.J.; Kim, M.S.; Nishikawa, H.; Park, C.; Suh, J. Laser-assisted selective fusing of thermal sprayed Ni-based self-fluxing alloys by using high-power diode lasers. Opt. Laser Technol. 2018, 100, 317–324. [Google Scholar] [CrossRef]
- Zhang, S.H.; Yoon, J.H.; Li, M.X.; Cho, T.Y.; Joo, Y.K.; Cho, J.Y. Influence of CO2 laser heat treatment on surface properties, electrochemical and tribological performance of HVOF sprayed WC–24%Cr3C2–6%Ni coating. Mater. Chem. Phys. 2010, 119, 458–464. [Google Scholar] [CrossRef]
- Gonzalez, R.; Garcia, M.A.; Penuelas, I.; Cadenas, M.; Fernandez, M.D.R.; Battez, A.H.; Felgueroso, D. Microstructural study of NiCrBSi coatings obtained by different processes. Wear 2007, 263, 619–624. [Google Scholar] [CrossRef]
- Gonzalez, R.; Cadenas, M.; Fernandez, R.; Cortizo, J.L.; Rodriguez, E. Wear behaviour of flame sprayed NiCrBSi coating remelted by flame or by laser. Wear 2007, 262, 301–307. [Google Scholar] [CrossRef]
- Lugscheider, E.; Hofmann, D.; Nicoll, A.R. Optimization of spraying process and laser treatment of CoNiCrAlY. J. Therm. Spray Technol. 1992, 1, 239–247. [Google Scholar] [CrossRef]
- Frenk, A.; Kurz, W. Microstructural effects on the sliding wear resistance of a cobalt-based alloy. Wear 1994, 174, 81–91. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Co | Cr | C | W | Ni | Si | Fe | Mo |
|---|---|---|---|---|---|---|---|---|
| Stellite-1 | Bal. | 31 | 2.5 | 12 | 3.0 | 2.0 | 3.0 | 1.0 |
| Parameter | Value |
|---|---|
| Thermal sprayer | JP-5000® |
| Powder flow rate (g/m) | 70–100 |
| Oxygen flow rate (ℓ/m) | 1000–1200 |
| Gasoline flow rate (ℓ/m) | 3–5 |
| Thickness of sprayed layer (mm) | 0.3 |
| Parameter | Value |
|---|---|
| Oscillator | 4 kW (capable maximum power) diode laser |
| Wavelength of laser beam (nm) | 970 |
| Beam dimensions (mm) | 6 × 4 (square type) |
| Direction of laser beam irradiation | Perpendicular to specimen |
| Focal length (mm) | 310 |
| Defocus distance (mm) | 0 |
| Scan speed of laser beam (mm/s) | 0.5 |
| Homogenization temperature (K) | 1373–1473 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, C.-K.; Lee, J.-H.; Kang, N.-H.; Chun, E.-J. Correlation between Microstructure and Tribological Properties of Laser Surface Heat-Treated Stellite Coatings. Coatings 2020, 10, 433. https://doi.org/10.3390/coatings10050433
Park C-K, Lee J-H, Kang N-H, Chun E-J. Correlation between Microstructure and Tribological Properties of Laser Surface Heat-Treated Stellite Coatings. Coatings. 2020; 10(5):433. https://doi.org/10.3390/coatings10050433
Chicago/Turabian StylePark, Chang-Kyoo, Jung-Hoon Lee, Nam-Hyun Kang, and Eun-Joon Chun. 2020. "Correlation between Microstructure and Tribological Properties of Laser Surface Heat-Treated Stellite Coatings" Coatings 10, no. 5: 433. https://doi.org/10.3390/coatings10050433