
A Study on the Laser Removal of Epoxy Coatings on SS400 Surface by Beam Scanning Patterns


Abstract
:1. Introduction
2. Materials and Methods
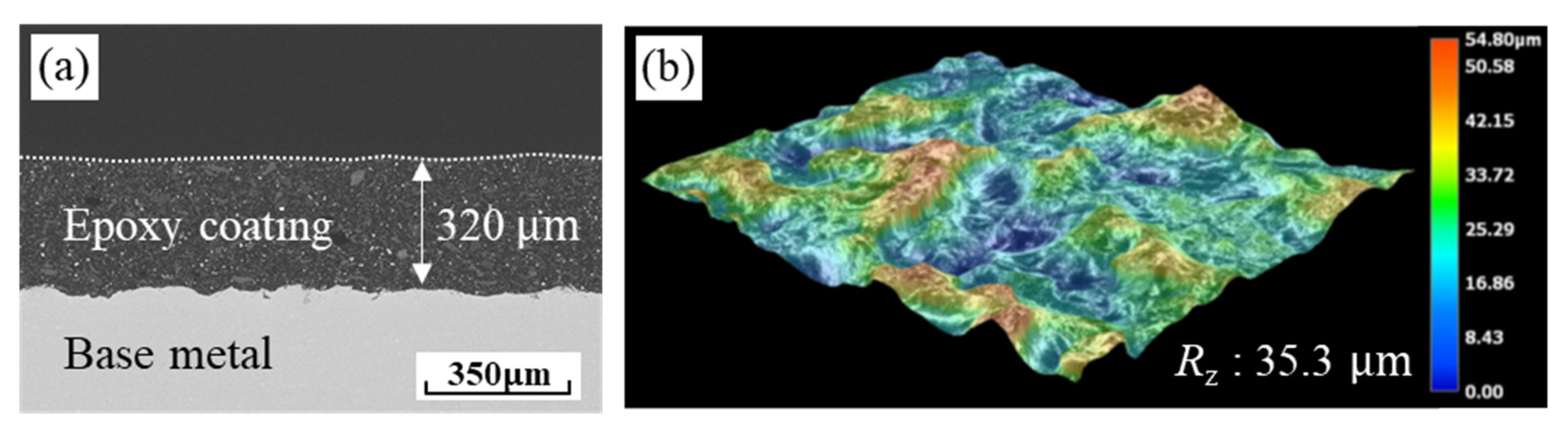
2.1. Experimental Materials
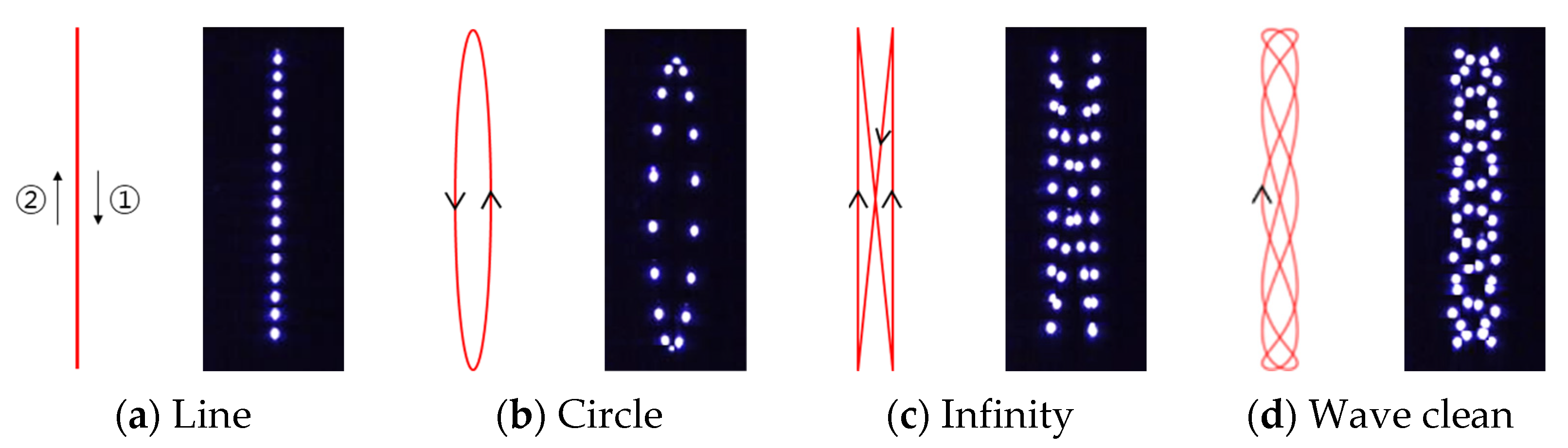
2.2. Laser Cleaning System and Experimental Approach
2.3. Analysis Method
3. Results and Discussion
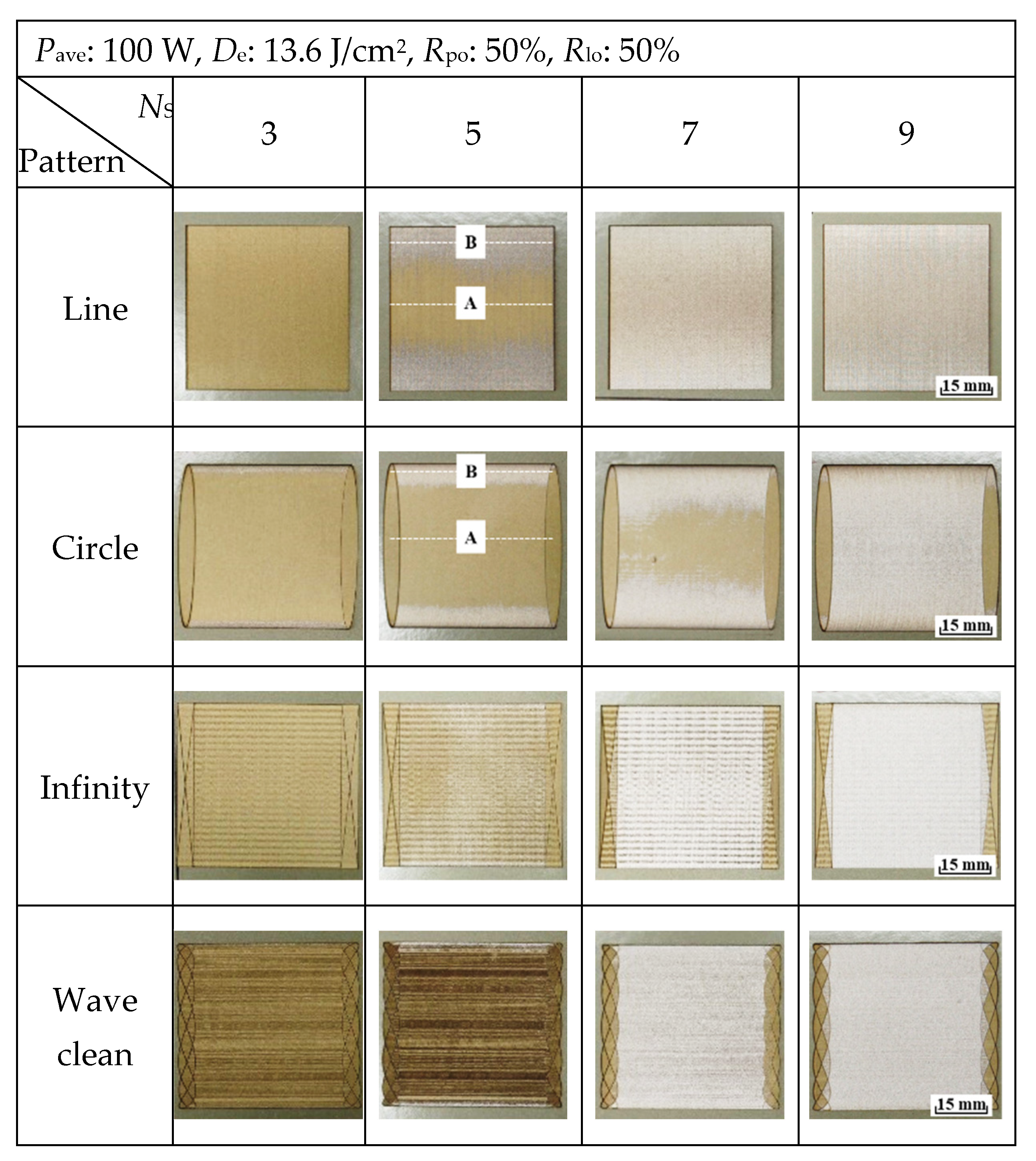
3.1. Effect of the Beam Scanning Pattern Types on the Laser Cleaning Performance
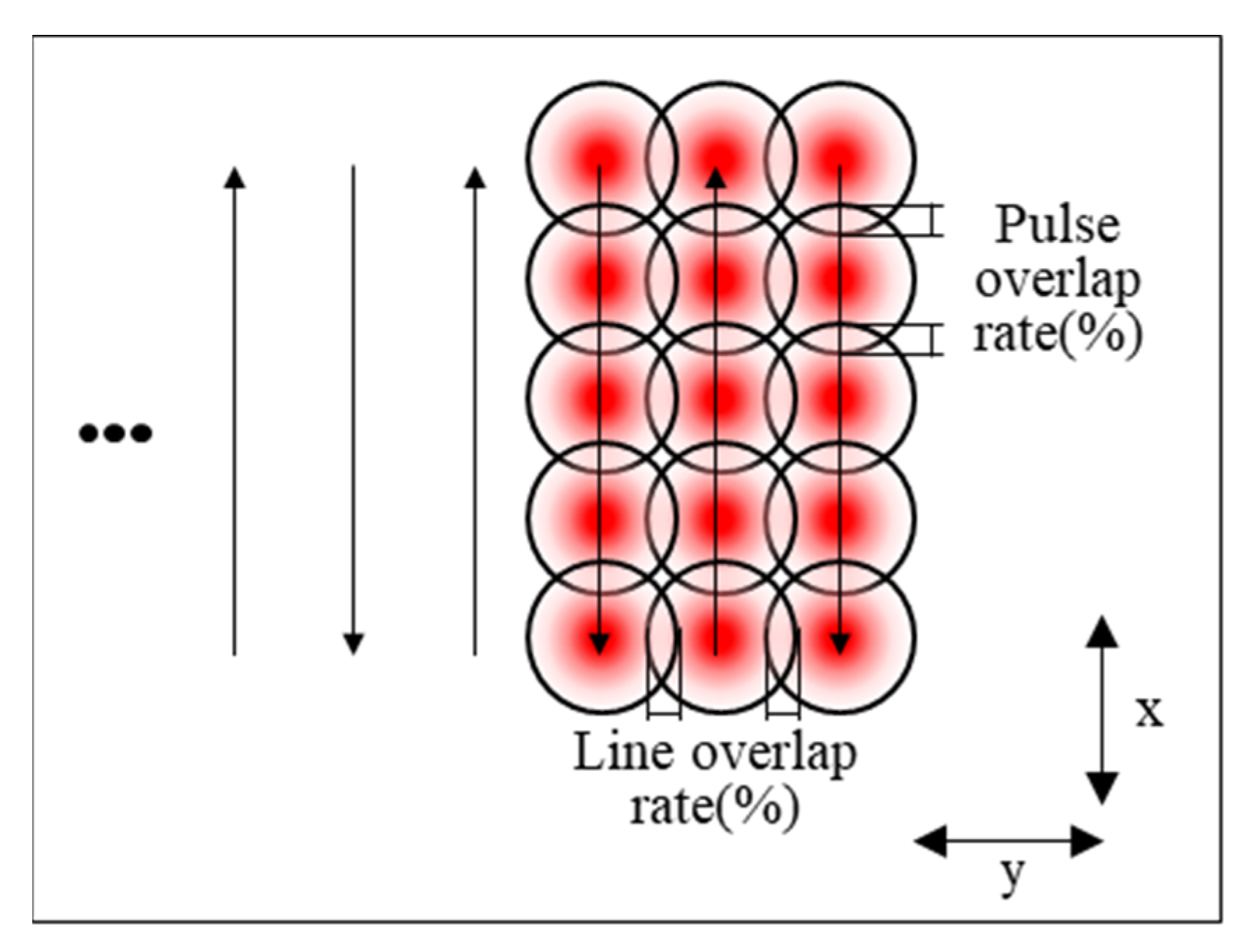
3.2. Effect of the Laser Beam Overlap Rates on the Laser Cleaning Performance
3.3. Laser-Induced Plume/Plasma Behavior Analysis
4. Conclusions
- (1)
- The amount of heat input increased at the edge in the case of the line and circle beam patterns, resulting in a removal deviation between the center and the edge. On the other hand, in the case of the infinity and wave clean beam patterns, by designing the scan path of the laser beam in a complicated manner, it was possible to derive effective cleaning results in which removal deviations by area did not occur. As a result, it was found that not only the process parameters but also the scan path of the laser beam has a great influence on the laser cleaning results.
- (2)
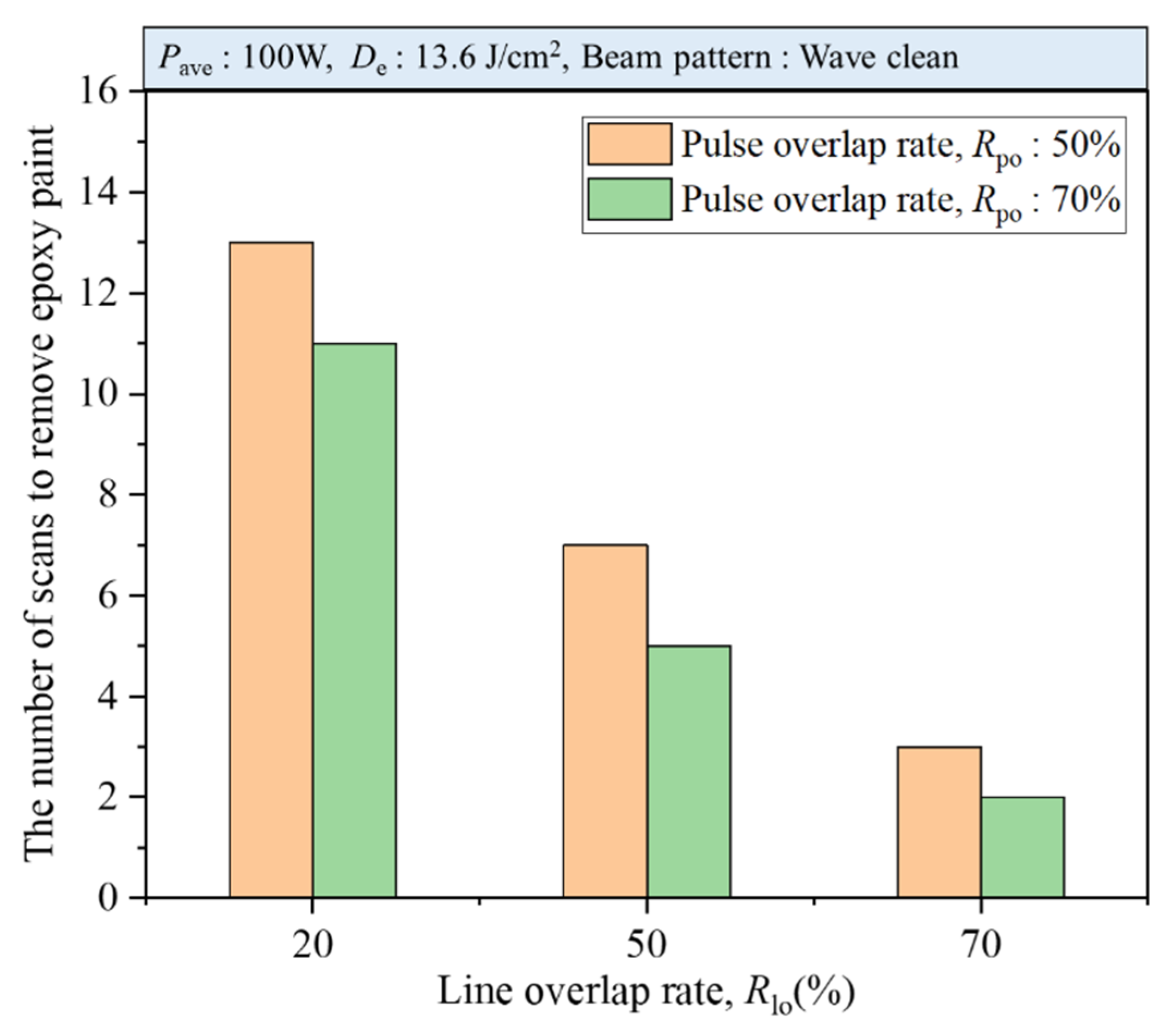
- The number of pulses in a spot (NOP) increased when the laser beam overlap rate increased. This increased the amount of heat input to the material and reduced the number of scans required to remove the epoxy paint.
- (3)
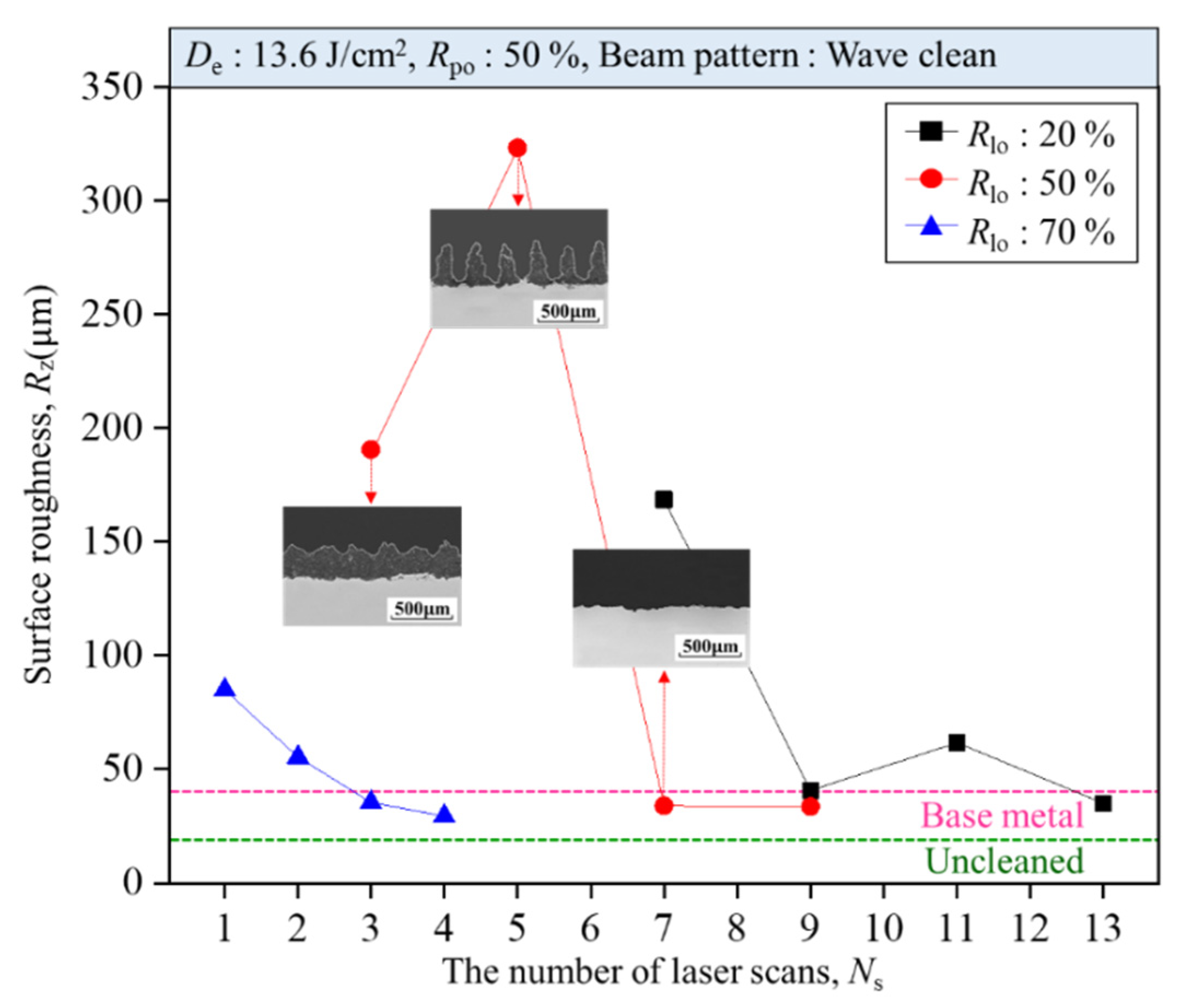
- As a result of analyzing the surface roughness and the microstructure of the laser-cleaned area, the roughness of the cleaned specimen and of the base metal was similar after the paint was completely removed. This is because the paint was selectively evaporated and removed due to the difference in properties between the base metal and the paint. In addition, no heat-affected zone or melted layer was observed in the laser-cleaned surface. That is, after laser cleaning, it was possible to obtain a cleaned area without damage to the base metal and with no thermal effect.
- (4)
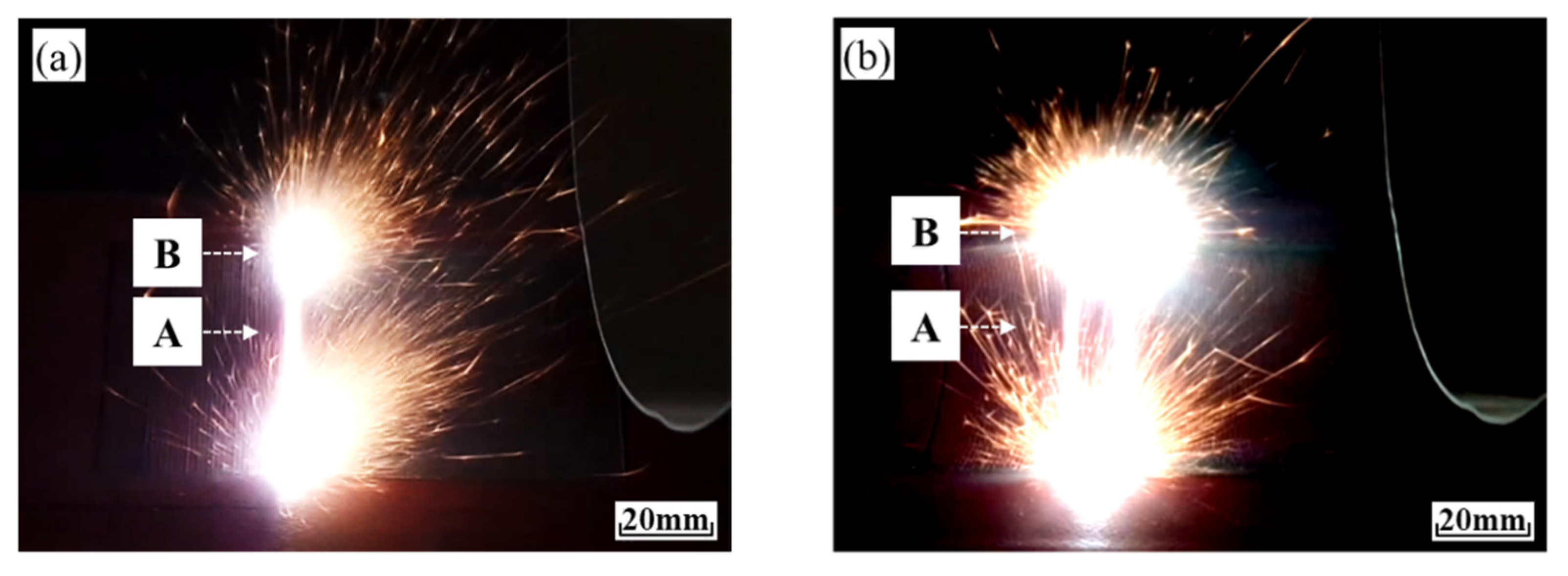
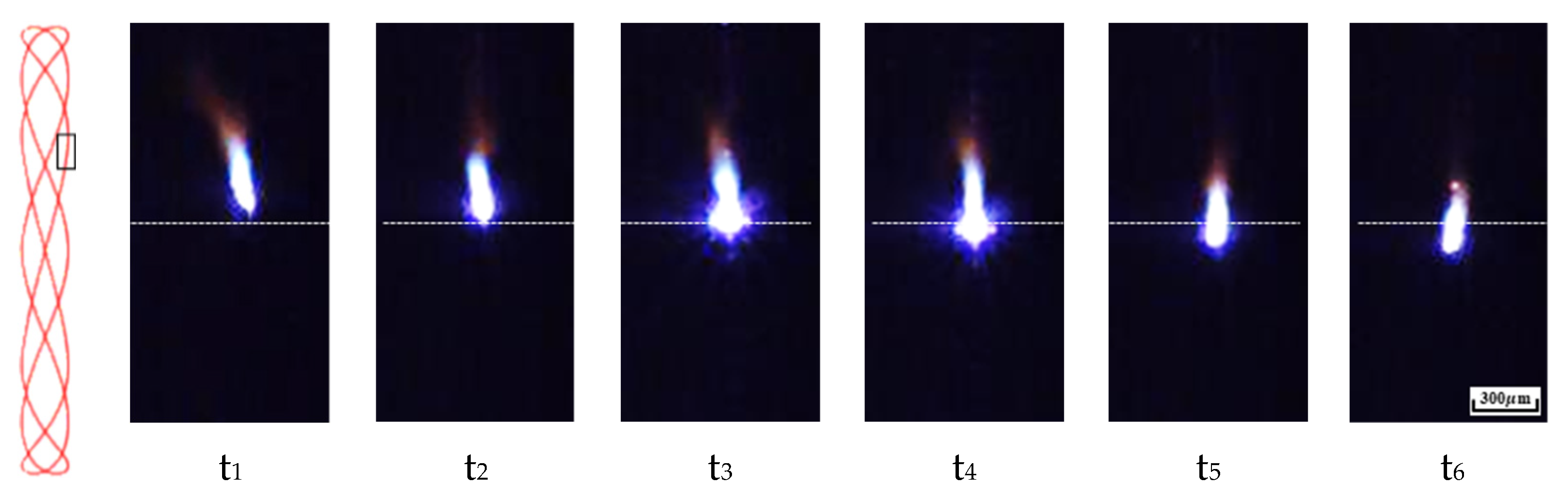
- As a result of laser-induced plume/plasma analysis, less plume/plasma was generated as the paint was removed if the epoxy paint remained on the surface. On the other hand, when all of the paint was removed, a plume/plasma of higher brightness generated by evaporation of the bare metal was observed. As a result, it was possible to determine whether cleaning was sufficient by comparing the difference in plume/plasma generated during laser cleaning.
- (5)
- This study not only reported the effect of beam scanning pattern during laser cleaning, but it also improved cleaning effect and performance during paint removal in a small surface area. Through this, it is expected to change the paradigm of the laser cleaning process with the conventionally used line beam.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kim, J.D.; Kim, J.E.; Song, M.K.; Lee, J.M. A Fundamental Study on the High-Power Fiber Laser Cleaning for Removing the Multi-Layer Coating. J. Weld. Join. 2020, 38, 563–568. [Google Scholar] [CrossRef]
- D’Addona, D.M.; Genna, S.; Giordano, A.; Leone, D.M.C.; Nele, L. Laser Ablation of Primer During the Welding Process of Iron Plate for Shipbuilding Industry. Procedia CIRP 2015, 33, 464–469. [Google Scholar] [CrossRef]
- Chen, G.X.; Kwee, T.J.; Tan, K.P.; Choo, Y.S.; Hong, M.H. High-Power Fibre Laser Cleaning for Green Ship-building. J. Laser Micro/Nanoeng. 2012, 7, 249–253. [Google Scholar] [CrossRef] [Green Version]
- Razaba, M.K.A.A.; Noorb, A.M.; Jaafarc, M.S.; Abdullahb, N.H.; Suhaimid, F.M.; Mohamedb, M.; Adame, N.; Yusuf, N.A.A.N. A review of incorporating Nd:YAG laser cleaning principal in automotive industry. J. Radiat. Res. Appl. Sci. 2018, 11, 393–402. [Google Scholar] [CrossRef] [Green Version]
- Marimuthu, S.; Sezer, H.K.; Kamara, A.M. Applications of Laser Cleaning Process in High Value Manufacturing Industries. Dev. Surf. Contam. Clean. 2019, 11, 251–288. [Google Scholar]
- Tang, Q.H.; Zhou, D.; Wang, Y.L.; Liu, G.F. Laser cleaning of sulfide scale on compressor impeller blade. Appl. Surf. Sci. 2015, 355, 334–340. [Google Scholar] [CrossRef]
- Kim, J.-E.; Kim, J.-D. A study on the removal of paint and oxide layer on the steel surface by laser beam scanning method. Int. J. Mod. Phys. B 2021, 2021, 2140006. [Google Scholar] [CrossRef]
- Turner, M.W.; Crouse, P.L.; Li, L.; Smith, A.J.E. Investigation into CO2 laser cleaning of titanium alloys for gas-turbine component manufacture. Appl. Surf. Sci. 2006, 252, 4798–4802. [Google Scholar] [CrossRef]
- Zhu, G.; Wang, S.; Cheng, W.; Ren, Y.; Wen, D. Corrosion and wear performance of aircraft skin after laser cleaning. Opt. Laser Technol. 2020, 132, 1–14. [Google Scholar] [CrossRef]
- AlShaer, A.W.; Li, L.; Mistry, A. The effects of short pulse laser surface cleaning on porosity formation and reduction in laser welding of aluminium alloy for automotive component manufacture. Opt. Laser Technol. 2014, 64, 162–171. [Google Scholar] [CrossRef]
- Zhu, G.; Wang, S.; Cheng, W.; Wang, G.; Liu, W.; Ren, Y. Investigation on the Surface Properties of 5A12 Aluminum Alloy after Nd: YAG Laser Cleaning. Coatings 2019, 9, 578. [Google Scholar] [CrossRef] [Green Version]
- Hu, C.; He, G.; Chen, J.; Fang, Z.; Yang, Z.; Zhang, Z. Research on Cleaning Mechanism of Anti-Erosion Coating Based on Thermal and Force Effects of Laser Shock. Coatings 2020, 10, 638. [Google Scholar] [CrossRef]
- Kim, J.E.; Song, M.K.; Lee, J.M.; Hyun, J.H.; Kim, J.D. A Study on the Effect of Overlap Rate on Laser Beam Cleaning Characteristics while Cleaning Paint Using a Low Power Pulsed Laser(I). J. Weld. Join. 2019, 37, 435–440. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.E.; Song, M.K.; Lee, J.M.; Hyun, J.H.; Kim, J.D. A Study on the Effect of Overlap Rate on Laser Beam Cleaning Characteristics while Cleaning Paint Using a Low Power Pulsed Laser(II). J. Weld. Join. 2019, 37, 441–447. [Google Scholar] [CrossRef]
- Kim, J.D.; Kim, J.E.; Song, M.K.; Lee, J.M.; Han, M.S. A Study on Laser Cleaning Efficiency of Epoxy Paint According to Process Parameters (I). Trans. Korean Soc. Mech. Eng. A 2020, 44, 199–205. [Google Scholar] [CrossRef]
- Kim, J.D.; Kim, J.E.; Song, M.K.; Lee, J.M.; Han, M.S. A Study on Laser Cleaning Efficiency of Epoxy Paint According to Process Parameters (II). Trans. Korean Soc. Mech. Eng. A 2020, 44, 207–212. [Google Scholar] [CrossRef]
- Kim, J.E.; Han, M.S.; Kim, J.D. Removal characteristics of shop-primer paint by laser energy density in Q-switching fiber laser cleaning. Mod. Phys. Lett. B 2020, 34, 1–6. [Google Scholar] [CrossRef]
- Han, J.; Cui, X.; Wang, S.; Feng, G.; Deng, G.; Hu, R. Laser effects based optimal laser parameter identifications for paint removal from metal substrate at 1064 nm: A multi-pulse model. J. Mod. Opt. 2017, 64, 1947–1959. [Google Scholar] [CrossRef]
- Shamsujjoha, M.; Agnew, S.R.; Melia, M.A.; Brooks, J.R.; Tyler, T.J.; Fitz-Gerald, J.M. Effects of laser ablation coating removal (LACR) on a steel substrate: Part 1: Surface profile, microstructure, hardness, and adhesion. Surf. Coat. Technol. 2015, 281, 193–205. [Google Scholar] [CrossRef]
- Shamsujjoha, M.; Agnew, S.R.; Brooks, J.R.; Tyler, T.J.; Fitz-Gerald, J.M. Effects of laser ablation coating removal (LACR) on a steel substrate: Part 2: Residual stress and fatigue. Surf. Coat. Technol. 2015, 281, 206–214. [Google Scholar] [CrossRef]
- Schmidt, M.J.J.; Li, L.; Spencer, J.T. An investigation into the feasibility and characteristics of using a 2.5 kW high power diode laser for paint stripping. J. Mater. Process. Technol. 2003, 138, 109–115. [Google Scholar] [CrossRef]
- Kuang, Z.; Guo, W.; Li, J.; Jin, Y.; Qian, D.; Ouyang, J.; Fu, L.; Fearon, E.; Hardacre, R.; Liu, Z.; et al. Nanosecond fibre laser paint stripping with suppression of flames and sparks. J. Mater. Process. Technol. 2019, 266, 474–483. [Google Scholar] [CrossRef]
- Litchfield, R.E.; Critchlow, G.W.; Wilson, S. Surface cleaning technologies for the removal of crosslinked epoxide resin. Int. J. Adhes. Adhes. 2006, 26, 295–303. [Google Scholar] [CrossRef] [Green Version]
- Kmar, M.; Bhargava, P.; Biswas, A.K.; Sahu, S.; Mandloi, V.; Ittoop, M.O.; Khattak, B.Q.; Tiwari, M.K.; Kukreja, L.M. Epoxy-paint stripping using TEA CO2 laser: Determination of threshold fluence and the process parameters. Opt. Laser Technol. 2013, 46, 29–36. [Google Scholar] [CrossRef]
- Taheri, M.; Razavi, M.; Kashani-Bozorg, S.F.; Torkamany, M.J. Relationship between solidification and liquationcracks in the joining of GTD-111 nickel-basedsuperalloy by Nd:YAG pulsed-laser weld. J. Mater. Res. Technol. 2021, 15, 5635–5649. [Google Scholar] [CrossRef]
- See, T.L.; Liu, Z.; Cheetham, S.; Dilworth, S.; Li, L. Laser abrading of carbon fibre reinforced composite for improving paint adhesion. Appl. Phys. A 2014, 117, 1045–1054. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, W.; Zhang, D.; Tian, Z.; Sun, X.; Wei, Z. Experimental investigations into cleaning mechanism of ship shell plant surface involved in dry laser cleaning by controlling laser power. Appl. Phys. A Mater. Sci. Process. 2020, 126, 866. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Main Component | Melting Point * (°C) | Boiling Point * (°C) | Thickness (mm) | |
|---|---|---|---|---|---|
| Material | |||||
| Epoxy | Bisphenol epoxy A | 158 | 220 | 0.32 | |
| SS400 | Fe | 1538 | 2862 | 3 | |
| Laser Parameter | Value |
|---|---|
| Laser type | Q-switching fiber laser |
| Average power, Pave | 100 W |
| Wave length | 1070 ± 5 nm |
| Energy density(fluence), De | 13.6 J/cm2 |
| Pulse duration time | 150 ns |
| Pulse frequency, f | 100 kHz |
| Beam diameter, d | 97 µm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.-E.; Lee, J.-M.; Hyun, J.-H.; Jeong, J.-H.; Kim, J.-D. A Study on the Laser Removal of Epoxy Coatings on SS400 Surface by Beam Scanning Patterns. Coatings 2021, 11, 1510. https://doi.org/10.3390/coatings11121510
Kim J-E, Lee J-M, Hyun J-H, Jeong J-H, Kim J-D. A Study on the Laser Removal of Epoxy Coatings on SS400 Surface by Beam Scanning Patterns. Coatings. 2021; 11(12):1510. https://doi.org/10.3390/coatings11121510
Chicago/Turabian StyleKim, Ji-Eon, Jong-Myoung Lee, Jeong-Hun Hyun, Je-Han Jeong, and Jong-Do Kim. 2021. "A Study on the Laser Removal of Epoxy Coatings on SS400 Surface by Beam Scanning Patterns" Coatings 11, no. 12: 1510. https://doi.org/10.3390/coatings11121510