Research on Material Removal Mechanism of Micro-EDM in Deionized Water

Abstract
:1. Introduction
2. Materials and Methods
2.1. Electrothermal Model
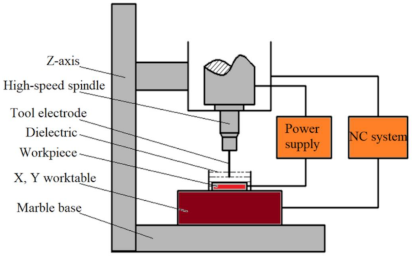
2.2. Experimental Setup
2.3. Experimental Procedure
3. Results and Discussion
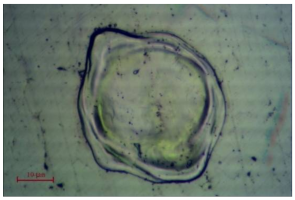
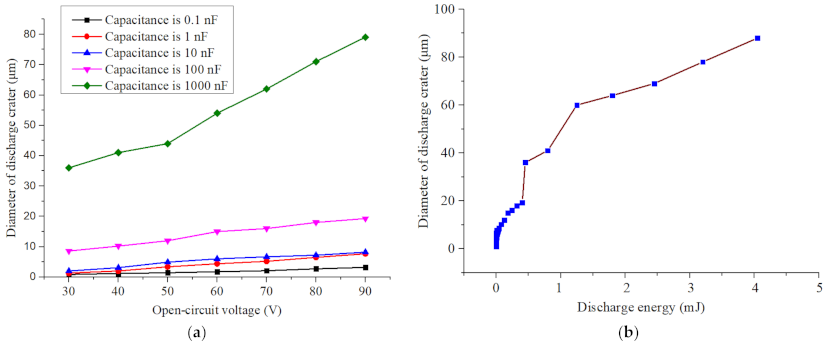
3.1. Influence of Discharge Energy on Discharge Crater Diameter
3.2. Influence of Discharge Energy on Discharge Crater Depth
3.3. Influence of Discharge Energy on Discharge Crater Volume
4. Conclusions
- The larger the open-circuit voltage and capacitance, the larger the discharge energy, and thus there is more energy consumed in the formation of a discharge crater. The diameter of the discharge crater increases with capacitance and open-circuit voltage. The minimum diameter of the discharge crater is 0.85 µm when the discharge energy is 4.5 × 10−5 mJ, while the maximum diameter of the discharge crater is 79.1 µm when the discharge energy is 4.05 mJ.
- Due to the high energy density of the discharge plasma when the dielectric is broken down, the depth of the discharge crater significantly increases with the capacitance and open-circuit voltage.
- The increase of the discharge energy causes more materials to melt and vaporize, leading to the increase of the discharge crater volume. The minimum volume of the discharge crater is 0.03 µm3 when the discharge energy is 4.5 × 10−5 mJ, while the maximum volume of the discharge crater is 27,724 µm3 when the discharge energy is 4.05 mJ. This is consistent with the theoretical analysis. This study has reference value for the further application of micro-EDM in adopting deionized water as a dielectric.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Rafa, W.; Dorota, O. Experimental investigation of surface layer properties of high thermal conductivity tool steel after electrical discharge machining. Metals 2017, 7, 550. [Google Scholar]
- Sabyrov, N.; Jahan, M.; Bilal, A.; Perveen, A. Ultrasonic vibration assisted electro-discharge machining (EDM)—An overview. Materials 2019, 12, 522. [Google Scholar] [CrossRef] [Green Version]
- Quarto, M.; Bissacco, G.; D’Urso, G. Study on ZrB2-based ceramics reinforced with SiC fibers or whiskers machined by micro-electrical discharge machining. Micromachines 2020, 11, 959. [Google Scholar] [CrossRef] [PubMed]
- Muthuramalingam, T. Effect of diluted dielectric medium on spark energy in green EDM process using TGRA approach. J. Clean. Prod. 2019, 238, 117894.1–117894.8. [Google Scholar] [CrossRef]
- Ray, A. Multi-objective optimization of green EDM: An integrated theory. J. Inst. Eng. 2014, 96, 41–47. [Google Scholar]
- Baroi, B.K.; Jagadish, T.D.; Patowari, P.K. Machinability assessment of titanium grade 2 alloy using deionized water in EDM. Mater. Today Proc. 2020, 26, 2221–2225. [Google Scholar] [CrossRef]
- Nguyen, M.D.; Rahman, M.; Wong, Y.S. An experimental study on micro-EDM in low-resistivity deionized water using short voltage pulses. Int. J. Adv. Manuf. Tech. 2012, 58, 533–544. [Google Scholar] [CrossRef]
- Chung, D.K.; Shin, H.S.; Kim, B.H.; Park, M.S.; Chu, C.N. Surface finishing of micro-edm holes using deionized water. J. Micromech. Microeng. 2009, 19, 045025. [Google Scholar] [CrossRef]
- Yu, Z.; Kunieda, M. Study on material removal rate of EDM in deionized water. Denki Kako Gakkaishi 2010, 33, 28–36. [Google Scholar] [CrossRef]
- Liu, Q.; Zhang, Q.; Zhang, M.; Zhang, J. Review of size effects in micro electrical discharge machining. Precis. Eng. 2016, 44, 29–40. [Google Scholar] [CrossRef]
- Liu, Q.; Zhang, Q.; Zhang, M.; Yang, F. Study on the discharge characteristics of single-pulse discharge in micro-EDM. Micromachines 2020, 11, 55. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ablyaz, T.R.; Shlykov, E.S.; Muratov, K.R.; Mahajan, A.; Singh, G.; Devgan, S.; Sidhu, S.S. Surface characterization and tribological performance analysis of electric discharge machined duplex stainless steel. Micromachines 2020, 11, 926. [Google Scholar] [CrossRef] [PubMed]
- Quarto, M.; Bissacco, G.; D’Urso, G. Machinability and energy efficiency in micro-EDM milling of zirconium boride reinforced with silicon carbide fibers. Materials 2019, 12, 3920. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- D’Urso, G.; Maccarini, G.; Quarto, M.; Ravasio, C.; Caldara, M. Micro-electro discharge machining drilling of stainless steel with copper electrode: The influence of process parameters and electrode size. Adv. Mech. Eng. 2016, 8, 1–16. [Google Scholar] [CrossRef] [Green Version]
- Zhu, Z.; Guo, D.; Xu, J.; Lin, J.; Lei, J.; Xu, B.; Wu, X.; Wang, X. processing characteristics of micro electrical discharge machining for surface modification of TiNi shape memory alloys using a TiC powder dielectric. Micromachines 2020, 11, 1018. [Google Scholar] [CrossRef] [PubMed]
- Wang, K.; Zhang, Q.; Zhu, G.; Liu, Q.; Huang, Y.; Zhang, J. Research on the energy distribution of micro EDM by utilization of electro-thermal model. Int. J. Adv. Manuf. Tech. 2017, 93, 4179–4186. [Google Scholar] [CrossRef]
- Panda, D.K.; Bhoi, R.K. Developing transient three dimensional thermal models for electro discharge machining of semi infinite and infinite solid. J. Mater. Process. Manuf. Sci. 2001, 10, 71–89. [Google Scholar] [CrossRef]
- D’Urso, G.; Maccarini, G.; Ravasio, C. Process performance of micro-EDM drilling of stainless steel. Int. J. Adv. Manuf. Tech. 2014, 72, 1287–1298. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machining Parameter | Value |
|---|---|
| Open-circuit voltage (U/V) | 30, 40, 50, 60, 70, 80, 90 |
| Capacitance (C/nF) | 0.1, 1, 10, 100, 1000 |
| Current-limiting resistance (R/Ω) | 50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ni, T.; Liu, Q.; Wang, Y.; Chen, Z.; Jiang, D. Research on Material Removal Mechanism of Micro-EDM in Deionized Water. Coatings 2021, 11, 322. https://doi.org/10.3390/coatings11030322
Ni T, Liu Q, Wang Y, Chen Z, Jiang D. Research on Material Removal Mechanism of Micro-EDM in Deionized Water. Coatings. 2021; 11(3):322. https://doi.org/10.3390/coatings11030322
Chicago/Turabian StyleNi, Tingting, Qingyu Liu, Yunzhong Wang, Zhiheng Chen, and Dongsheng Jiang. 2021. "Research on Material Removal Mechanism of Micro-EDM in Deionized Water" Coatings 11, no. 3: 322. https://doi.org/10.3390/coatings11030322