
Nanoengineered Graphene-Reinforced Coating for Leading Edge Protection of Wind Turbine Blades


 , ,
, ,  and
and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Possibilities of Structural Modifications of Anti-Erosion Coatings: State of the Art Review
Nanoscale Reinforcements in Anti-Erosion Coatings: State of the Art
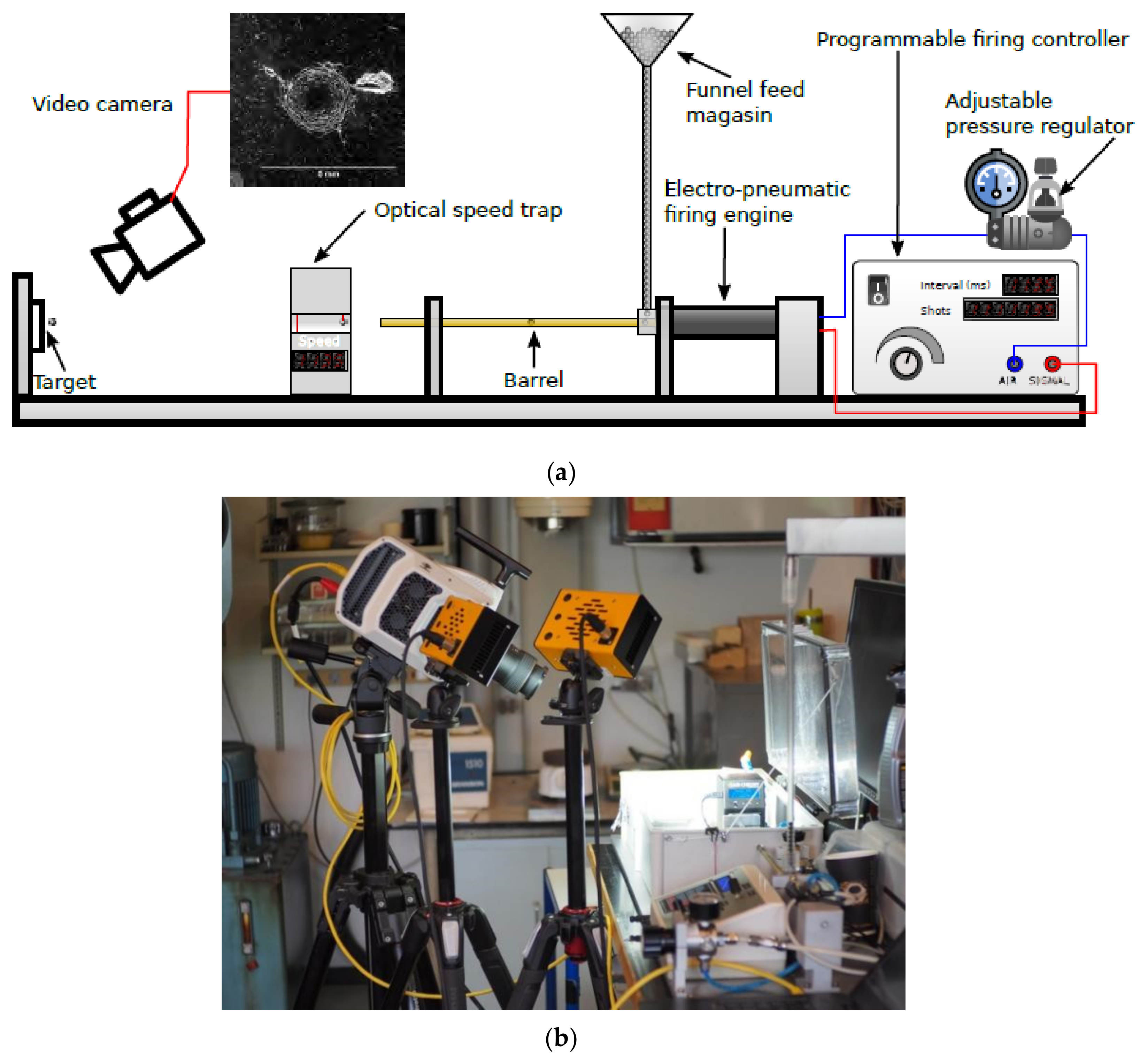
3. Desktop Erosion Testing Technology: Single Point Impact Fatigue Tester (SPIFT)
3.1. Erosion Testing by Single Point Impact Fatigue Tester (SPIFT)
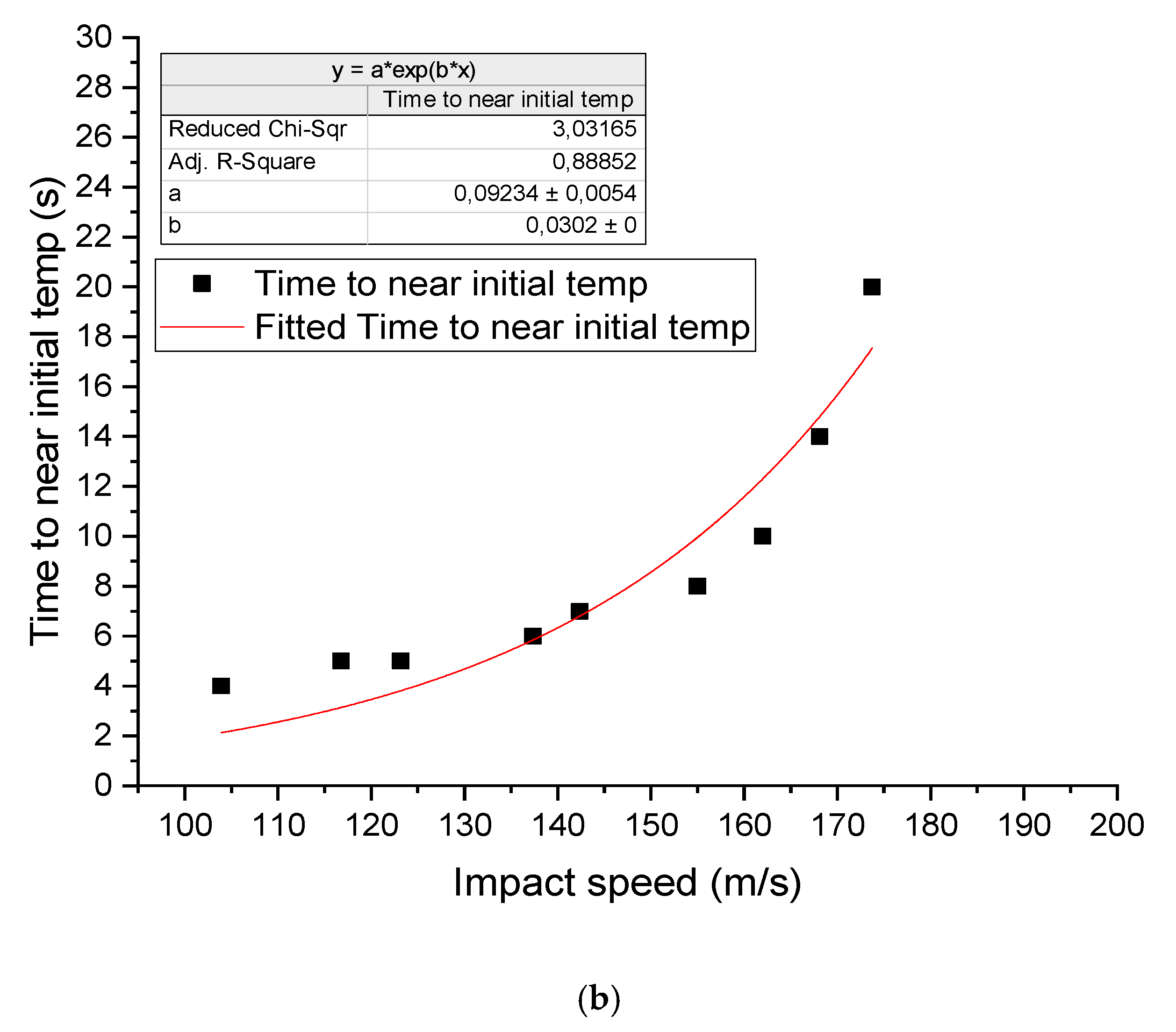
3.2. Investigation of Thermal Effects in Erosion
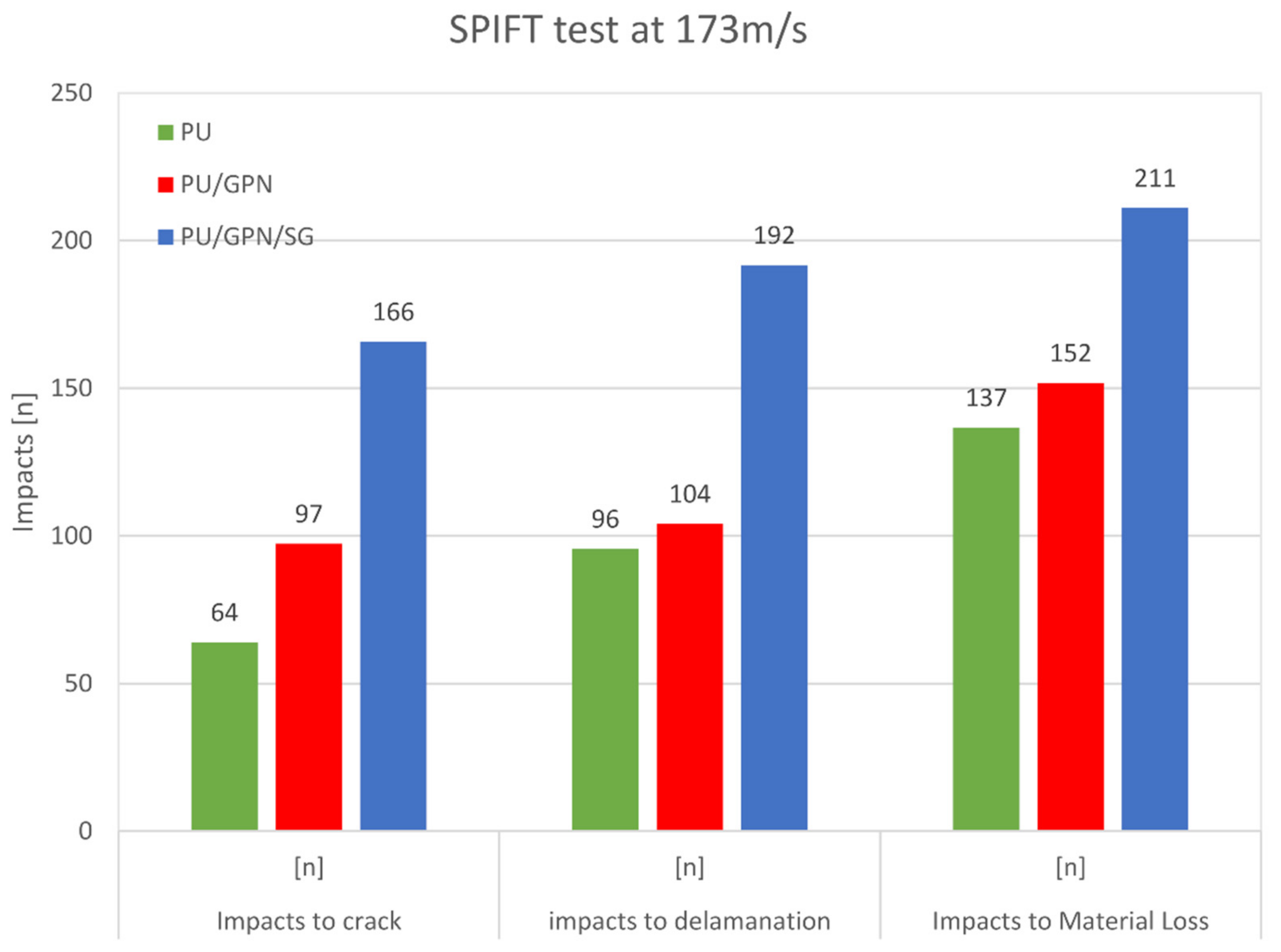
4. Performance of Nanoengineered Coatings: SPIFT Testing
4.1. Preparation of Nanoengineered Polyurethane Coatings for Blades
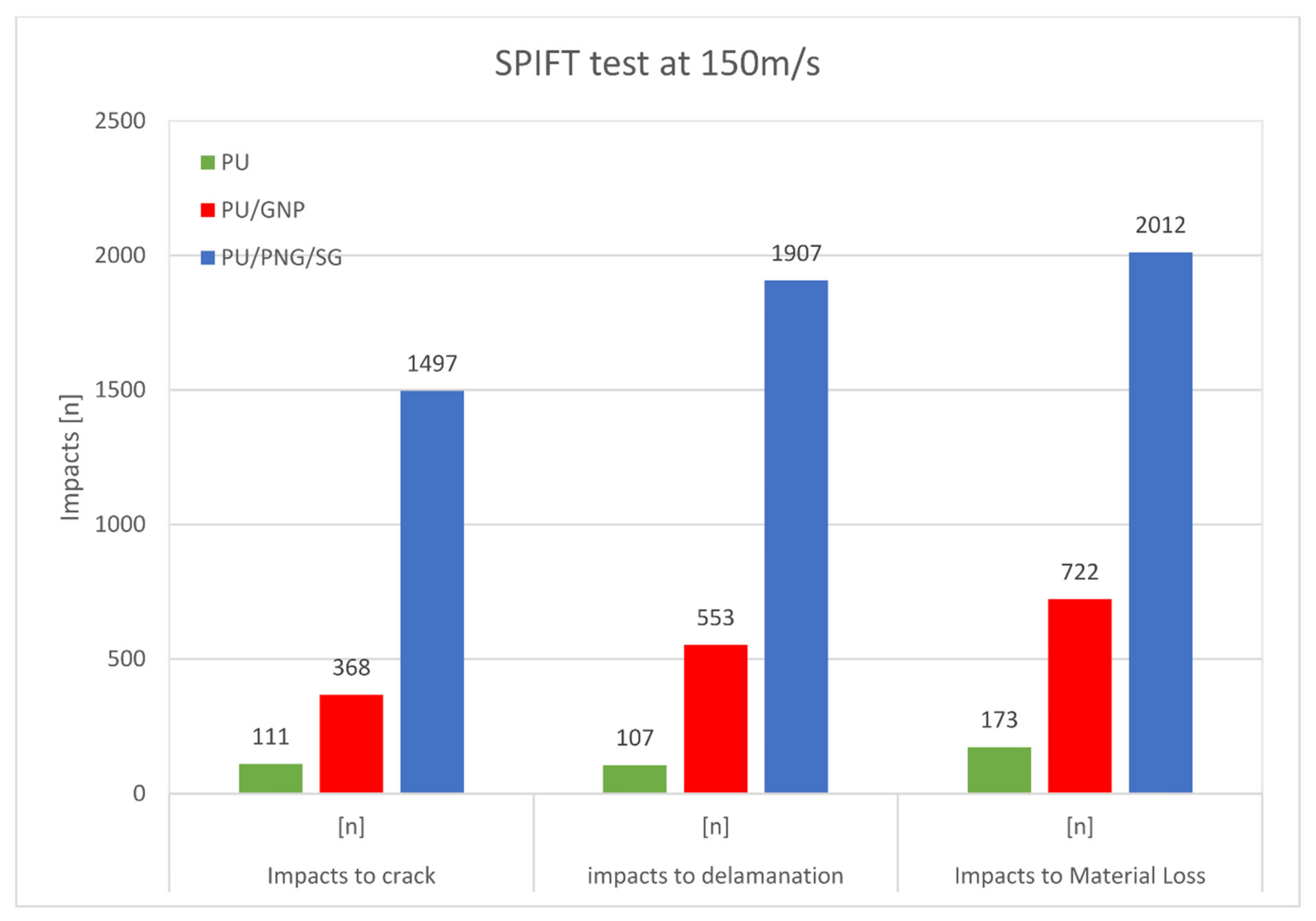
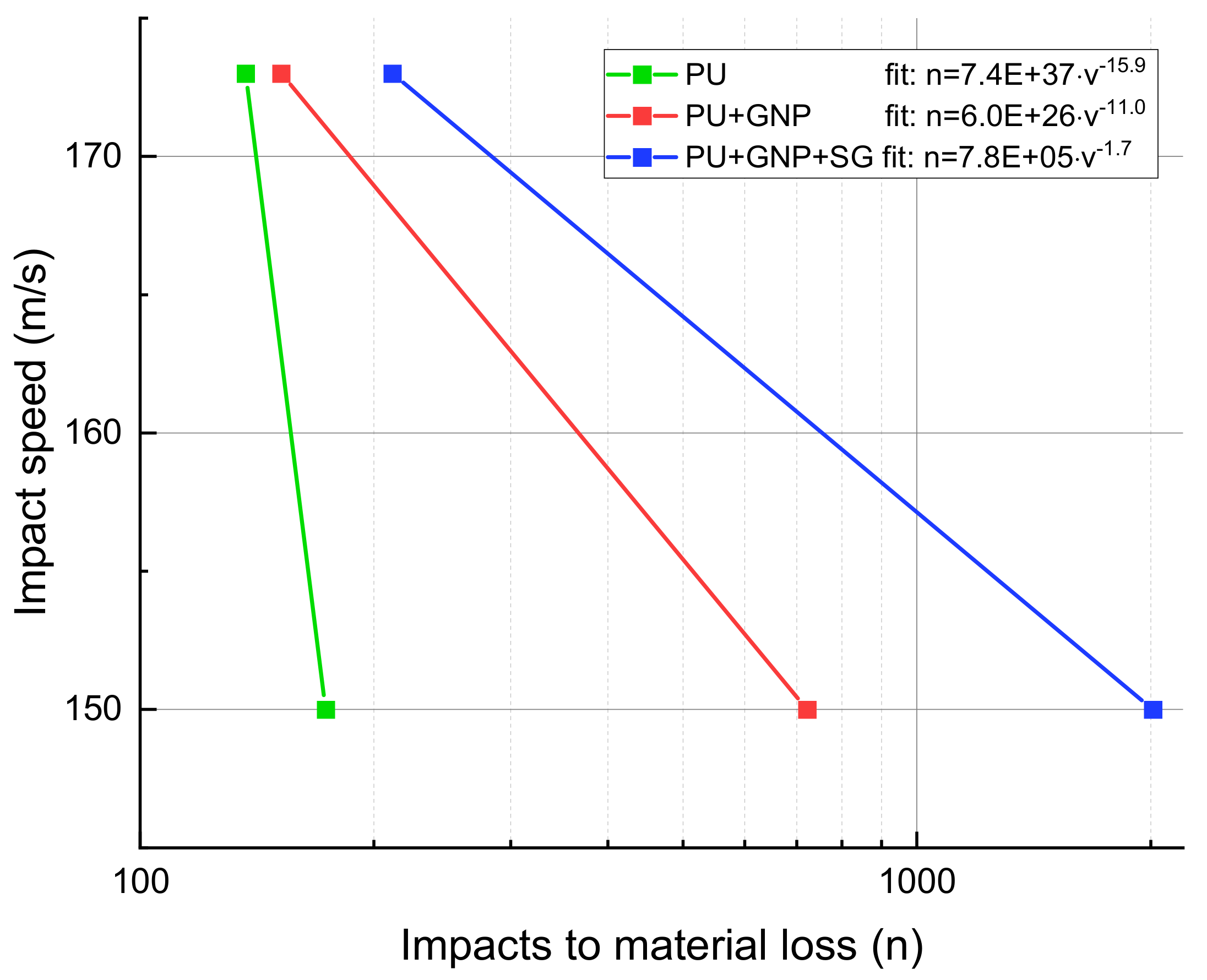
4.2. Erosion Testing of Nanoengineered Coatings
5. Energy Dissipation Mechanisms and Thermal Heating: Effect of the Coating Properties
5.1. Distribution of the Temperature and Relation to Impact Models
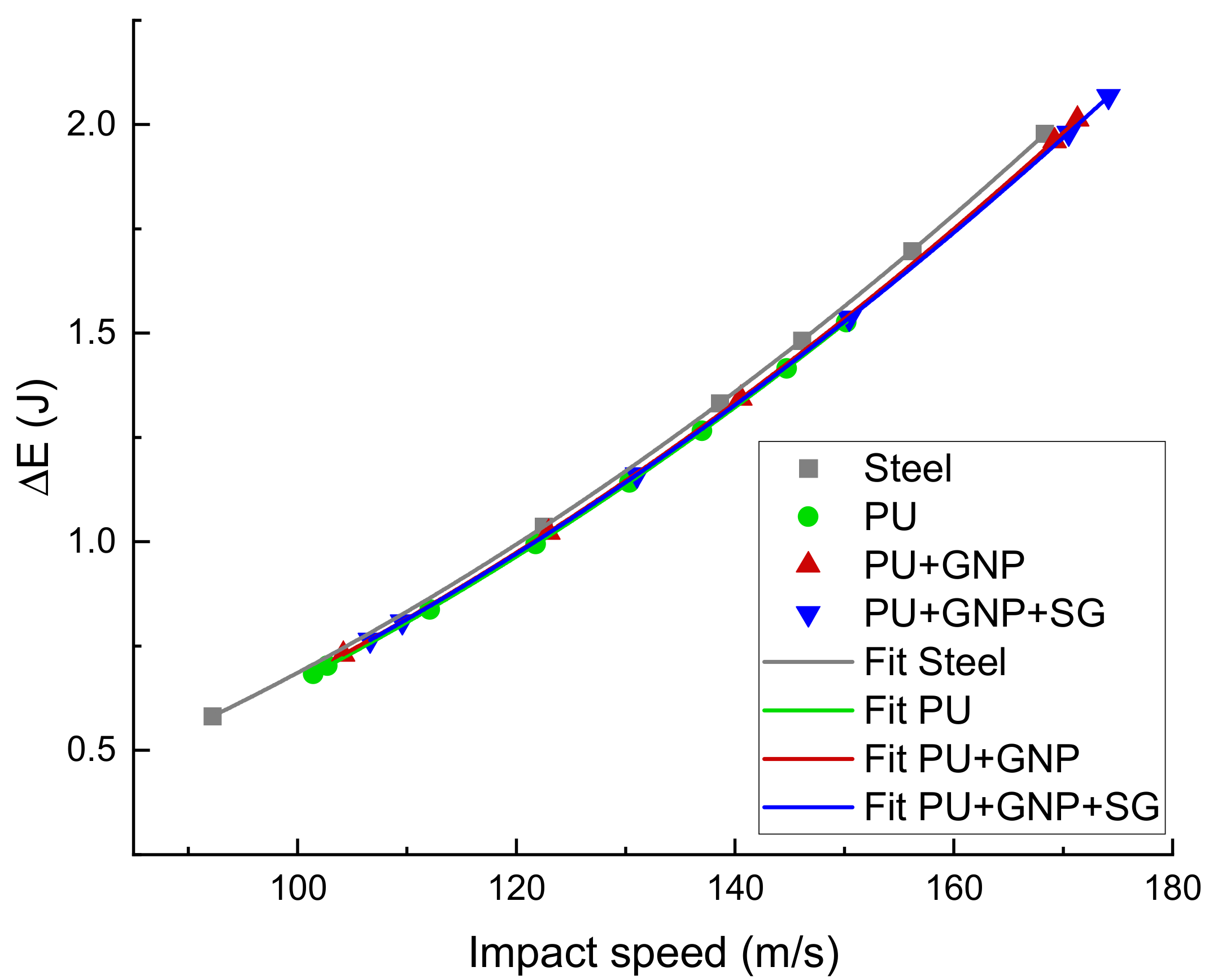
5.2. Effect of Nanoreinforcement on the Change in Kinetic Energy
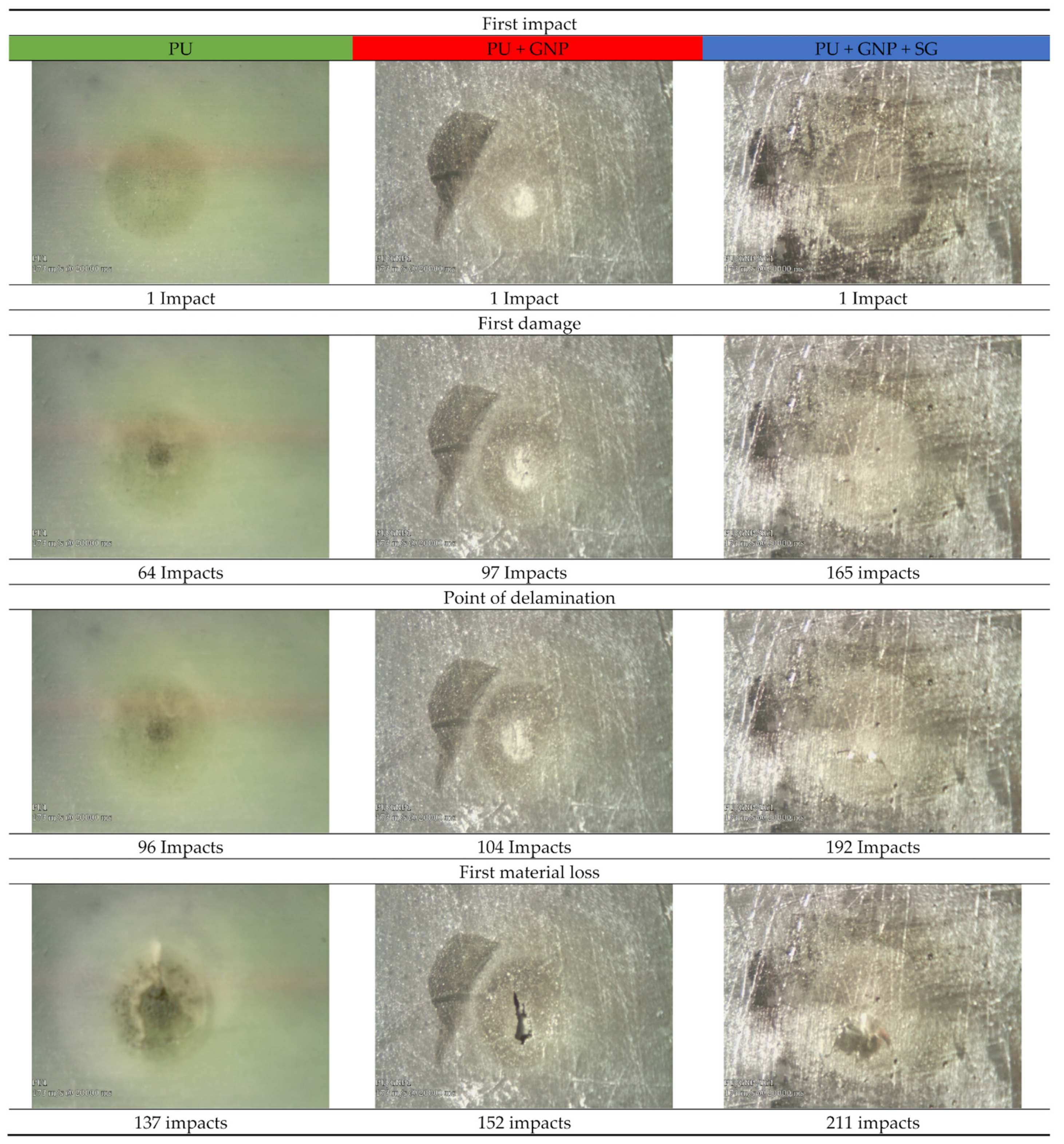
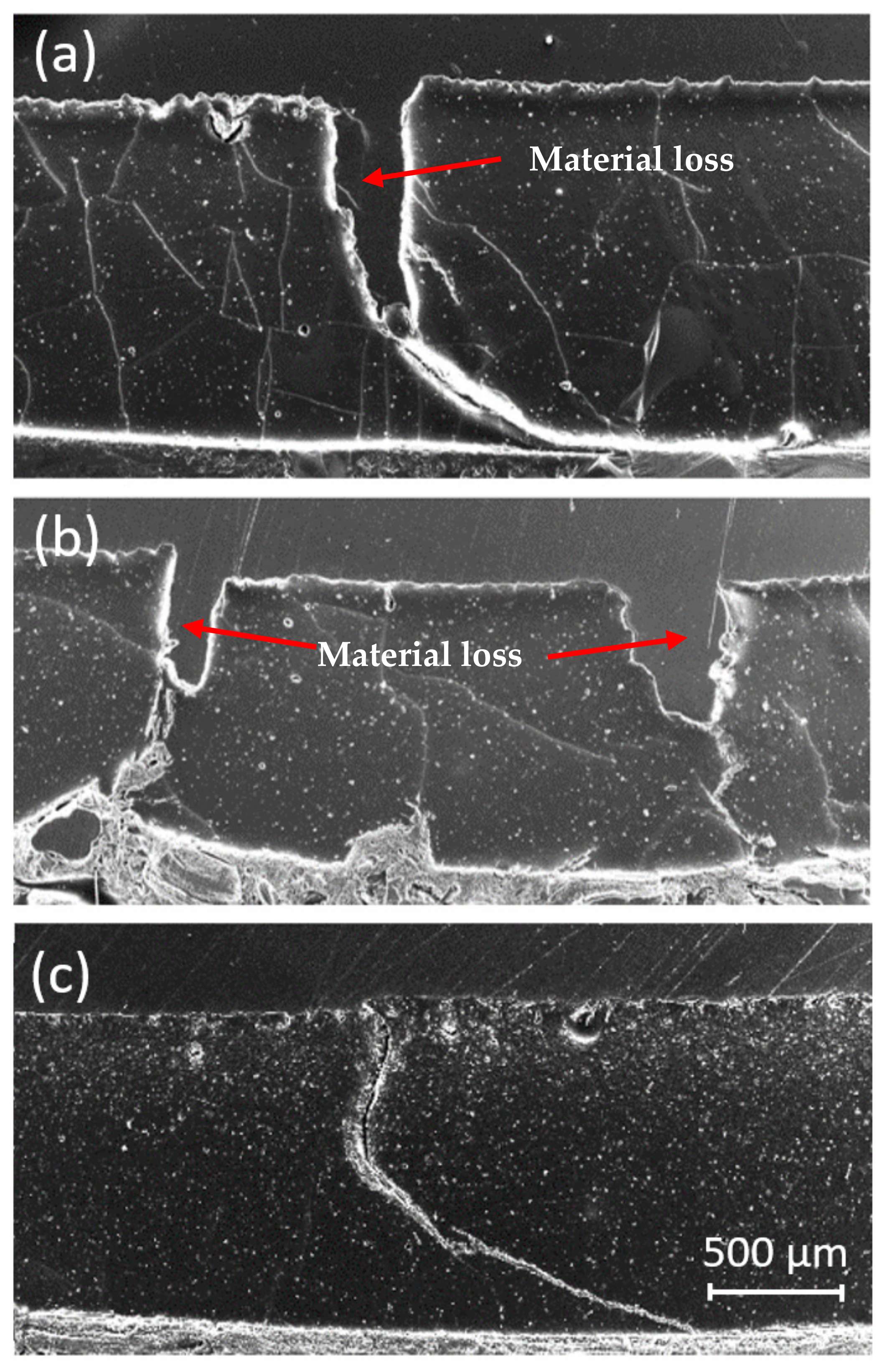
5.3. Microscopic Analysis of the Influence of Coating Modifications on the Damage Mechanisms
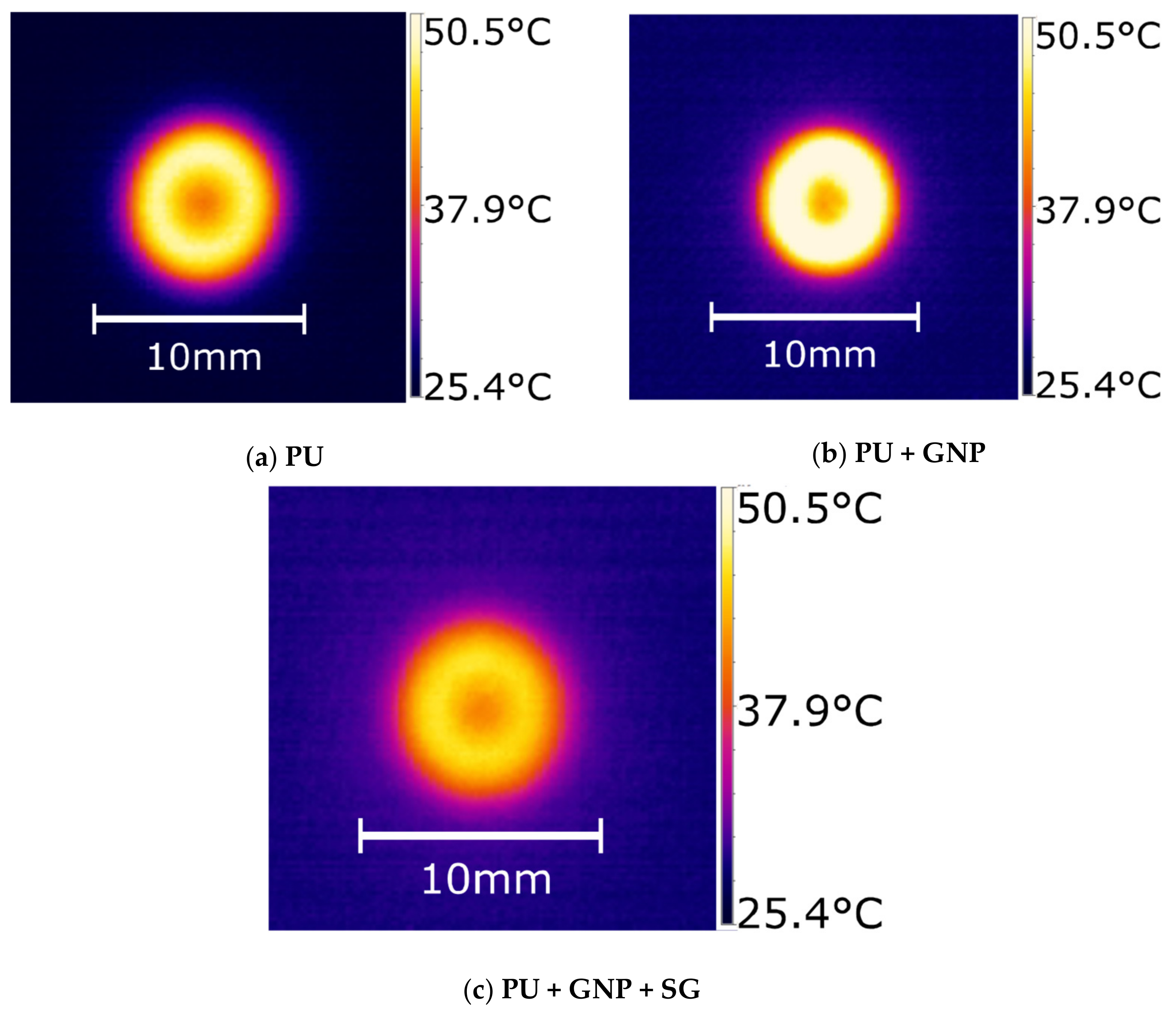
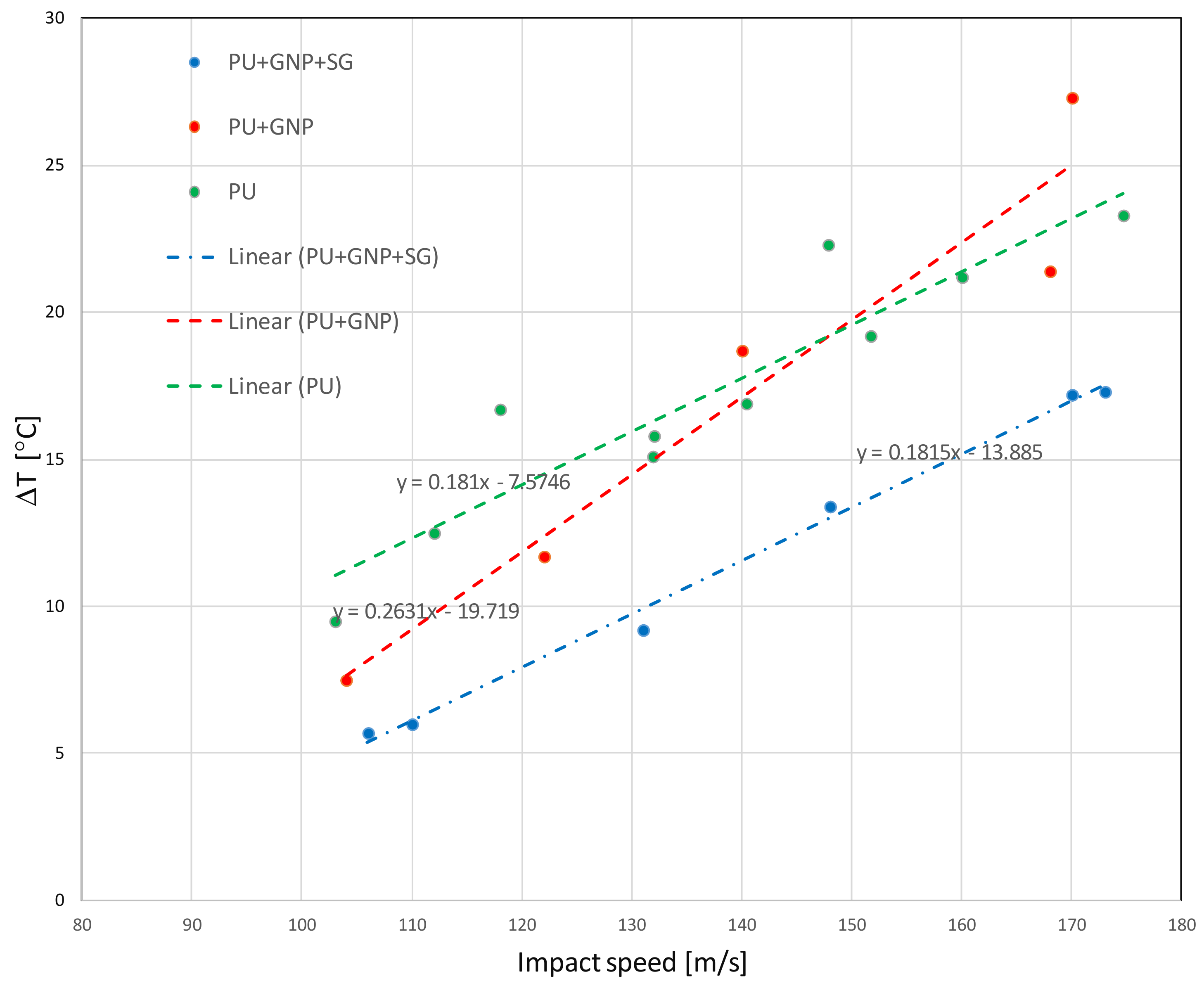
5.4. Impact Heating
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dao, C.; Kazemtabrizi, B.; Crabtree, C. Wind turbine reliability data review and impacts on levelised cost of energy. Wind Energy 2019, 22, 1848–1871. [Google Scholar] [CrossRef] [Green Version]
- Mishnaevsky, L., Jr.; Hasager, C.; Bak, C.; Tilg, A.M.; Bech, J.I.; Rad, S.D.; Fæster, S. Leading edge erosion of wind turbine blades: Understanding, prevention and protection. Renew. Energy 2021, 169, 953e969. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr.; Thomsen, K. Costs of repair of wind turbine blades: Influence of technology aspects. Wind Energy 2020, 23, 2247–2255. [Google Scholar] [CrossRef]
- Fraisse, A.; Bech, J.; Borum, K.; Fedorov, V.; Frost-Jensen, N.; McGugan, M.; Mishnaevsky, L., Jr.; Kusano, Y. Impact fatigue damage of coated glass fibre reinforced polymer laminate. Renew. Energy 2018, 126, 1102–1112. [Google Scholar] [CrossRef] [Green Version]
- Mishnaevsky, L., Jr. Toolbox for optimizing anti-erosion protective coatings of wind turbine blades: Overview of mechanisms and technical solutions. Wind Energy 2019, 22, 1636–1653. [Google Scholar] [CrossRef]
- Beltzer, A.I.; Brauner, N. The dynamic response of random composites by a causal differential method. Mech. Mater. 1987, 6, 337–345. [Google Scholar] [CrossRef]
- Waterman, P.C.; Truell, R.I. Multiple scattering of waves. J. Math. Phys. 1961, 24, 512–537. [Google Scholar] [CrossRef]
- Rahimzadeh, M. Elastic wave propagation in nano-composites with random distribution of spherical inclusions. Lat. Am. J. Solids Struct. 2013, 10, 813–831. [Google Scholar] [CrossRef] [Green Version]
- Hu, B.; Hu, N.; Li, Y.; Akagi, K.; Yuan, W.; Watanabe, T.; Cai, Y. Multi-scale numerical simulations on piezoresistivity of CNT/polymer nanocomposites. Nanoscale Res. Lett. 2012, 7, 402. [Google Scholar] [CrossRef] [Green Version]
- Dai, G.M.; Mishnaevsky, L., Jr. Carbone nanotube reinforced hybrid composites: Computational modelling of environmental fatigue and usability for wind blades. Compos. Part B 2015, 78, 349–360. [Google Scholar] [CrossRef] [Green Version]
- Kang, I.; Schulz, M.J.; Kim, J.H.; Shanov, V.; Shi, D. A carbon nanotube strain sensor for structural health monitoring. Smart Mater. Struct. 2006, 15, 737. [Google Scholar] [CrossRef]
- Valaker, E.A.; Armada, S.; Wilson, S. Droplet erosion protection coatings for offshore wind turbine blades. Energy Procedia 2015, 80, 263–275. [Google Scholar] [CrossRef] [Green Version]
- Armada, S.; Bjørgum, A.; Knudsen, O.Ø.; Simon, C.; Pilz, M. Organic Coatings Reinforced with Ceramic Particles: An Erosion Study. 2010. NOWITECH. Available online: https://www.sintef.no/projectweb/nowitech/ (accessed on 10 September 2021).
- Gou, J.; Tang, Y.; Liang, F.; Zhao, Z.; Firsich, D.; Fielding, J. Carbon nanofiber paper for lightning strike protection of composite materials. Compos. Part B Eng. 2010, 41, 192–198. [Google Scholar] [CrossRef]
- Liang, F.; Gou, J.; Kapat, J.; Gu, H.; Song, G. Multifunctional nanocomposite coating for wind turbine blades. Int. J. Smart Nano Mater. 2011, 2, 120–133. [Google Scholar] [CrossRef]
- Diblíková, L.; Koukalová, A.; Kudláček, J.; Zoubek, M.; Herrmann, F. Properties of functional epoxy coatings modified by carbon nanoparticles. Solid State Phenom. 2014, 227, 127–130. [Google Scholar] [CrossRef]
- Grundwürmer, M.; Nuyken, O.; Meyer, M.; Wehr, J.; Schupp, N. Sol-gel derived erosion protection coatings against damage caused by liquid impact. Wear 2007, 263, 318–329. [Google Scholar] [CrossRef]
- Hintze-Bruening, H.; Leroux, F. Nanocomposite based multifunctional coatings. In New Advances in Vehicular Technology and Automotive Engineering; Carmo, J., Ed.; IntechOpen: London, UK, 2012. [Google Scholar] [CrossRef] [Green Version]
- Peng, H.-X. Polyurethane nanocomposite coatings for aeronautical applications. In Multifunctional Polymer Nanocomposites; Taylor and Francis: Abingdon, UK, 2010; pp. 337–387. [Google Scholar]
- Limmack, A.P. Development of Polyurethane Based Nanocomposite Coatings for Composite Structures in Harsh Environments. Ph.D. Thesis, University of Bristol, Bristol, UK, 2011. [Google Scholar]
- Malaki, M.; Hashemzadeh, Y.; Karevan, M. Effect of nano-silica on the mechanical properties of acrylic polyurethane coatings. Prog. Org. Coat. 2016, 101, 477–485. [Google Scholar] [CrossRef]
- Jespersen, K.M.; Monastyreckis, G.; Mishnaevsky, L., Jr. On the potential of particle engineered anti-erosion coatings for leading edge protection of wind turbine blades: Computational studies. In IOP Conference Series: Materials Science and Engineering, Proceedings of the 41st Risø Symposium, Roskiled, Denmark, 7–10 September 2020; IOP Publishing: Bristol, UK, 2020; Volume 942, p. 012027. [Google Scholar]
- Abenojar, J.; Tutor, J.; Ballesteros, Y.; del Real-Romero, J.C.; Martínez, M.A. Wear and cavitation effect in an epoxy filled with boron and silicon nanocarbides. In International Journal of Fracture Fatigue and Wear, Proceedings of the 4th International Conference on Fracture Fatigue and Wear (FFW 2015), Ghent, Belgium, 27–28 August 2015; Wahab, M.A., Ed.; Laboratory Soete—Ghent University: Zwijnaarde, Belgium, 2015; Volume 3, pp. 167–173. [Google Scholar]
- Abenojar, J.; Tutor, J.; Ballesteros, Y.; del Real, J.C.; Martínez, M.A. Friction wear behaviour of carbon based epoxy nanocomposites. In International Journal of Fracture Fatigue and Wear, Proceedings of the 3rd International Conference on Fracture Fatigue and Wear (FFW 2014), Kitakyushu, Japan, 1–3 September 2014; Wahab, M.A., Ed.; Laboratory Soete—Ghent University: Zwijnaarde, Belgium, 2014; Volume 2, pp. 281–287. [Google Scholar]
- Syamsundar, C.; Chatterjee, D.; Kamaraj, M.; Maiti, A.K. Erosion characteristics of nanoparticle-reinforced polyurethane coatings on stainless steel substrate. J. Mater. Eng. Perform. 2015, 24, 1391–1405. [Google Scholar] [CrossRef]
- Dashtkar, A.; Hadavinia, H.; Sahinkaya, M.; Williams, S.; Ismail, F.; Turner, M. Rain erosion-resistant coatings for wind turbine blades: A review. Polym. Polym. Compos. 2019, 27, 443–475. [Google Scholar] [CrossRef]
- Gohardani, O.; Williamson, D.M.; Hammond, D.W. Multiple liquid impacts on polymeric matrix composites reinforced with carbon nanotubes. Wear 2012, 294, 336–346. [Google Scholar] [CrossRef]
- Wojdyla, A.M.; Durand, G.; Taylor, A.; Boyd, I.W. Advanced low-energy durable coatings. Int. J. Energy Res. 2015, 39, 165–171. [Google Scholar] [CrossRef]
- Barkoula, N.-M.; Karger-Kocsis, J. Effects of fiber content and relative fiber-orientation on the solid particle erosion of GF/PP composites. Wear 2002, 252, 80–87. [Google Scholar] [CrossRef]
- Dai, G.M.; Mishnaevsky, L., Jr. Graphene monolayer nanocomposites: 3D simulation of damage and fracture. Comput. Mater. Sci. 2014, 95, 684–692. [Google Scholar] [CrossRef] [Green Version]
- Pontenfisso, A.; Mishnaevsky, L., Jr. Nanomorphology of graphene and CNT reinforced polymer and its effect on damage: Micromechanical numerical study. Compos. Part B Eng. 2016, 96, 338–349. [Google Scholar] [CrossRef]
- Kilikevicius, S.; Kvietkaite, S.; Mishnaevsky, L., Jr.; Omastová, M.; Aniskevich, A.; Zeleniakiene, D. Novel hybrid polymer composites with graphene and Mxene nano-reinforcements: Computational analysis. Polymers 2021, 13, 1013. [Google Scholar] [CrossRef]
- Prasad, K.E.; Das, B.; Maitra, U.; Ramamurty, U.; Rao, C.N.R. Extraordinary synergy in the mechanical properties of polymer matrix composites reinforced with 2 nanocarbons. Proc. Natl. Acad. Sci. USA 2009, 106, 13186–13189. [Google Scholar] [CrossRef] [Green Version]
- Li, W.; Dichiara, A.; Bai, J. Carbon nanotube–graphene nanoplatelet hybrids as high-performance multifunctional reinforcements in epoxy composites. Compos. Sci. Technol. 2013, 74, 221–227. [Google Scholar] [CrossRef]
- Yue, L.; Pircheraghi, G.; Monemian, S.A.; Manas-Zloczower, I. Epoxy composites with carbon nanotubes and graphene nanoplatelets—Dispersion and synergy effects. Carbon 2014, 78, 268–278. [Google Scholar] [CrossRef]
- Chatterjee, S.; Nafezarefi, F.; Tai, N.H.; Schlagenhauf, L.; Nüesch, F.A.; Chu, B.T.T. Size and synergy effects of nanofiller hybrids including graphene nanoplatelets and carbon nanotubes in mechanical properties of epoxy composites. Carbon 2012, 50, 5380–5386. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr.; Fæster, S.; Mikkelsen, L.P.; Kusano, Y.; Bech, J.I. Micromechanisms of leading edge erosion of wind turbine blades: X-ray tomography analysis and computational studies. Wind Energy 2019, 23, 547–562. [Google Scholar] [CrossRef]
- Fæster, S.; Johansen, N.F.J.; Mishnaevsky, L., Jr.; Kusano, Y.; Bech, J.I.; Madsen, M.B. Rain erosion of wind turbine blades and the effect of air bubbles in the coatings. Wind Energy 2021. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr. Repair of wind turbine blades: Review of methods and related computational mechanics problems. Renew. Energy 2019, 140, 828–839. [Google Scholar] [CrossRef]
- Zhang, S.; Dam-Johansen, K.; Nørkjær, S.; Bernad, P.L.; Kiil, S. Erosion of wind turbine blade coatings—Design and analysis of jet-based laboratory equipment for performance evaluation. Prog. Org. Coat. 2015, 78, 103–115. [Google Scholar] [CrossRef]
- DNV-GL. Recommended Practice—DNVGL-RP-0171; DNV-GL: Oslo, Norway, 2018. [Google Scholar]
- DNVGL-RP-0573: Evaluation of Erosion and Delamination for Leading Edge Protection Systems of Rotor Blades. December 2020. Available online: https://standards.globalspec.com/std/14351426/DNVGL-RP-0573 (accessed on 10 September 2021).
- Prayogo, G.; Homma, H.; Soemardi, T.P.; Danardono, A.S. Impact fatigue damage of GFRP materials due to repeated raindrop collisions. Trans. Indian Inst. Met. 2011, 64, 501–506. [Google Scholar] [CrossRef]
- Adler, W.F. Rain impact retrospective and vision for the future. Wear 1999, 233–235, 25–38. [Google Scholar] [CrossRef]
- Graham, M.E.; Carlyle, J.D.; Menna, T.L. Facility for high-speed particle impact testing. Rev. Sci. Instrum. 1975, 46, 1221–1225. [Google Scholar] [CrossRef]
- Elhadi Ibrahim, M.; Medraj, M. Water droplet erosion of wind turbine blades: Mechanics, testing, modeling and future perspectives. Materials 2019, 13, 157. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Springer, G.S. Erosion by Liquid Impact; Scripta Publishing Co—A Division of Scripta Technica, Inc.: Dallas, TX, USA, 1976. [Google Scholar]
- Gohardani, O. Impact of erosion testing aspects on current and future flight conditions. Prog. Aerosp. Sci. 2011, 47, 280–303. [Google Scholar] [CrossRef]
- Weigel, W.D. Advanced Rotor Blade Erosion Protection System; Defense Technical Information Center: Fort Belvoir, VA, USA, 1996. [Google Scholar]
- Rad, S.D.; Mishnaevsky, L., Jr. Leading edge erosion of wind turbine blades: Computational modelling of multiaxial fatigue. Wind Energy 2020, 23, 1752–1766. [Google Scholar]
- Johansen, N.F.-J. Test Methods for Evaluating Rain Erosion Performance of Wind Turbine Blade Leading Edge Protection Systems; DCAMM Special Report No. S276; Technical University of Denmark: Lyngby, Denmark, 2020. [Google Scholar]
- Mishnaevsky, L., Jr.; Sütterlin, J. Micromechanical model of surface erosion of polyurethane coatings on wind turbine blades. Polym. Degrad. Stab. 2019, 166, 283–289. [Google Scholar] [CrossRef]
- Dashtkar, A.; Hadavinia, H.; Barros-Rodriguez, J.; Williams, N.A.; Turner, M.; Vahid, S. Quantifying damping coefficient and attenuation at different frequencies for graphene modified polyurethane by drop ball test. Polym. Test. 2021, 100, 107267. [Google Scholar] [CrossRef]
- Gaertner, E.; Rinker, J.; Sethuraman, L.; Zahle, F.; Anderson, B.; Barter, G.E.; Abbas, N.J.; Meng, F.; Bortolotti, P.; Skrzypinski, W.; et al. Definition of the IEA 15-Megawatt Offshore Reference Wind Turbine; Technical Report NREL/TP-5000-75698; National Renewable Energy Lab. (NREL): Golden, CO, USA, 2020; pp. 1–44. [Google Scholar] [CrossRef]
- Adler, W.F. Liquid drop collisions on deformable media. J. Mater. Sci. 1977, 12, 1253–1271. [Google Scholar] [CrossRef]
- ASTM. Standard practice for statistical analysis of linear or linearized stress-life (S-N). In Annual Book of ASTM Standards i(Reapproved); American Society for Testing Materials: West Conshohocken, PA, USA, 2012; pp. 1–7. [Google Scholar] [CrossRef]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Frost-Jensen Johansen, N.; Mishnaevsky, L., Jr.; Dashtkar, A.; Williams, N.A.; Fæster, S.; Silvello, A.; Cano, I.G.; Hadavinia, H. Nanoengineered Graphene-Reinforced Coating for Leading Edge Protection of Wind Turbine Blades. Coatings 2021, 11, 1104. https://doi.org/10.3390/coatings11091104
Frost-Jensen Johansen N, Mishnaevsky L Jr., Dashtkar A, Williams NA, Fæster S, Silvello A, Cano IG, Hadavinia H. Nanoengineered Graphene-Reinforced Coating for Leading Edge Protection of Wind Turbine Blades. Coatings. 2021; 11(9):1104. https://doi.org/10.3390/coatings11091104
Chicago/Turabian StyleFrost-Jensen Johansen, Nicolai, Leon Mishnaevsky, Jr., Arash Dashtkar, Neil A. Williams, Søren Fæster, Alessio Silvello, Irene Garcia Cano, and Homayoun Hadavinia. 2021. "Nanoengineered Graphene-Reinforced Coating for Leading Edge Protection of Wind Turbine Blades" Coatings 11, no. 9: 1104. https://doi.org/10.3390/coatings11091104