3.1. Characteristics of Solidification Behavior of Electron Beam Cladding
The adopted process parameters of scanning power P = 1800 W, scanning speed v = 10 mm/s, and beam spot diameter D = 4 mm were used to study the solidification behavior characteristics of the cladding process, namely temperature gradient, cooling rate, and solidification rate.
The process state at processing time t = 2.5 s was taken to study the temperature gradient during the steady state of cladding.
Figure 3 is a temperature gradient curve. In
Figure 3a, three curves separately represent the temperature gradient in the
x-axis direction,
y-axis direction, and
z-axis direction when the electron beam was scanned. At the point X = 0.025 m, the temperature gradient GX was close to 0, and the temperature gradients on both sides increased in opposite directions, but the gradient in front of the molten pool was much larger than the temperature gradient at the tail; the temperature gradient was approximately zero when the distance exceeded 0.03 m. The main reason is that the electron beam current has not yet been scanned here; the temperature gradient during 0~0.02 m tended to be flat. The main reason is that after electron beam scanning, there are two processes, heat conduction and thermal radiation heat transfer, so the temperature gradient gradually decreases; the temperature gradient GX varied in the range of
°C/m. The temperature gradient GY was the temperature spatial change rate on the line x = 0.025 of the cladding layer; the temperature gradient in the
y-axis direction changed within the range
. At the range of 0–0.001 m, the temperature gradient rose due to the Gaussian distribution of the electron beam heat source model. The temperature gradient near the heat source begins to decrease; when approaching the solid–liquid phase transition junction, the latent heat of phase change decreases after the heat release of the solidification process causes the temperature gradient fluctuation of the solidification process to increase, and gradually becomes flat. The temperature gradient GZ was the change in temperature of the path on the symmetry plane x = 0.025 m, which gradually stabilized as the distance from the surface increased. The difference in thermal properties of the two different materials caused the temperature gradient GZ to fluctuate, and the gradient value was in the range of
. From the perspective of temperature gradients in different directions, the temperature gradient at the surface of the molten pool in the
z-axis direction is the largest, that is, the heat flow along the depth direction is the largest, and the self-cooling effect of the material is the dominant element of cooling and solidification.
Figure 3b shows the transient temperature gradient of a node on the scan path of the model. The node started to enter the cooling solidification process after 2.5 s, so the temperature gradient history change was taken from 2.5 s to 6.0 s. It can be observed from the figure that there was a short, steady process in the temperature gradient of 3.0~3.1 s. The main reason is that the latent heat exothermic process of the phase change of the material makes the temperature gradient change smaller. During 2.8~3.0 s in the molten pool liquid temperature cooling process, the temperature gradient decreased with time. After 3.1 s in a quasi-solid state, the temperature gradient gradually decreased and tended to 0 with time.
The cooling rate is the rate of change of temperature with time, which directly affects the crystal growth and the release of thermal stress during the solidification of the metal, affecting the physical and chemical properties of the material. Therefore, it is particularly important to study the cooling rate change law of the Inconl617 electron beam cladding NiCoCrAlY functional coating. As shown in
Figure 4a,b, the cooling temperature and rate data came from the junction of the simulation model matrix and the coating material, and the positions are the nodes at 0.002, 0.025, and 0.048 m in the scanning direction. As shown in
Figure 4a, the temperature–time history curve showed that the temperature during the electron beam cladding solidification process decreases rapidly with time and enters a slow cooling process when the temperature reaches about 200 °C. Research and analysis found that the cooling process in 0–20 s is mainly influenced by the heat conduction inside the material and the radiation exotherm on the surface of the material; after 20 s, the temperature gradient of the entire sample gradually tended to be uniform, and the heat conduction effect of the material was small, which mainly depends on heat radiation on the surface of the material.
Figure 4b shows the cooling rate curve corresponding to the time history temperature curve of the solidification process. The node cooling rate at x = 0.002 m first increased and then gradually decreased. The time history cooling curve of the node at x = 0.025 m and x = 0.048 m had two oscillations, which is one more rate fluctuation compared to the node at x = 0.002. The higher temperature at the front of the molten pool during the electron beam heating process causes the thermal conductivity to be higher than the initial processing. In addition, the maximum cooling rate of the three nodes at different positions increases, which is mainly caused by the gradual increase in the preheating temperature of the sample during the process, and the thermal conductivity also increases with the temperature. However, no matter how the cooling rate changes, as long as the material enters the quasi-solid state, the cooling rate enters a steady decline and gradually tends to zero. The reasons summarized for the fluctuation of the cooling rate are these: (1) The thermophysical parameters of the material change with the temperature, (2) the release of the latent heat of the phase change of the two materials delays the cooling rate, and (3) the preheating of the material causes the thermal conductivity of the sample to increase.
What it takes to determine the solidification tissue structure and cladding forming properties is the size of the solidification rate. The solidification rate can actually be equivalent to the transition speed of the solid–liquid conversion interface. Previous research results have known that the molten pool is small. Therefore, the simulation mainly studied the data changes in x to the scanning path so as to avoid the solidification rate simulation error due to the small melting depth and melting width.
Figure 5 shows the solidification rate curve. The overall trend in the solidification rate are mainly divided into three stages: In the first stage, the solidification rate is in the rising stage 2 s before, because the initial heating process of the electron beam is unstable, and the heat source is moving. The scanned area still has a great influence, and the material has a high thermal conductivity under high-temperature conditions, causing subsequent energy to continue to be conducted in the opposite direction of the scan. As the tailing phenomenon of the molten pool becomes larger, the solidification rate appears to rise. In the second stage, the solidification rate is basically stable, indicating that the electron beam cladding process has entered a steady state, the shape of the molten pool tends to be stable, and the solidification rate value is close to 0.01 m/s. In the third stage, the cladding solidification rate rises again. The reason is that the heat input of the electron beam cladding process is terminated at 5 s, and the entire sample is in no heat input, only heat diffusion and heat output.
3.2. Electron Beam Cladding Solidification Behavior at the Edge of the Molten Pool
The direction of electron beam cladding solidification is affected by the direction of the heat flow, and the temperature gradient and cooling rate determine the speed of the heat flow. The solidification direction is opposite to the heat flow direction, and the heat flow direction is opposite to the temperature gradient direction, that is, the solidification direction is the same as the direction of the normal at the liquid–solid transition cross section. From the simulation, it can be seen that the electron beam cladding was “comet shaped” during the stabilization process, and the size of the molten pool size was constant. Therefore, the geometry of the solidification interface did not change along the scanning direction of the electron beam. The molten pool surface has a maximum solidification rate, the direction refers to the direction in which the heat source moves, and the size is equal to the scanning speed. The moving speed of the solidification interface inside the molten pool is the solidification speed S at the corresponding position.
Figure 6 shows a schematic diagram of the solidification speed of the liquid–solid interface at the back of the molten pool. It was found that the solidification speed at the interface and the moving speed of the molten pool present a cosine function relationship, and the angle is the solidification direction angle. Therefore, the solidification speed at different positions of the solidification boundary from the surface of the molten pool and the moving speed of the molten pool show a relationship as shown in Equation (9). The solidification velocity vector angle from the surface to the bottom of the molten pool transitioned from 0°to 90°, so the solidification velocity S value decreased from 0.010 m/s to 0 m/s.
Figure 7 shows the solidification characteristics of the solidification interface of the steady molten pool at different positions from the cladding surface, and the dual
y-axis is used to represent the cooling rate
and the temperature gradient G at the boundary of the molten pool. It can be seen from the figure that the cooling rate curve showed a downward trend from the surface of the molten pool to the bottom, the surface cooling rate was the largest, the bottom cooling rate was the smallest, and its value dropped from
to
. This phenomenon stems from the fact that the surface of the melt pool has a high temperature thermal radiation effect and is warmer than the interior, so the surface heat flow is significantly higher than the inside of the molten pool. Due to the characteristics of the energy distribution of the heat source and the thermophysical properties of the temperature change, it can be seen from the figure that the temperature gradient of the liquid–solid conversion interface increased with the increase in the distance from the molten pool surface and the temperature gradient value increased from
to
.
Through the temperature field simulation, the characteristic parameters of the edge solidification of the NiCoCrAlY molten pool formed on the surface of the 617 nickel-based alloy were simulated. It was found that as the distance from the molten pool increases, the cooling rate decreases, the temperature gradient increases, and the solidification rate decreases. At the same time, analysis of the temperature gradient at the back of the molten pool found that the surface vector direction is consistent with the electron beam movement direction (
x-axis), and the vector direction at the bottom of the molten pool is perpendicular to the surface (
z-axis). According to the theory of dendrite growth, the dendrites near the metallurgical bonding zone grow along the
z-axis direction, and the dendrites on the surface of the alloy layer grow along the
z-axis direction. According to solidification theory, the characteristic parameters of solidification affect the structure and size distribution of the electron beam cladding layer. As shown in
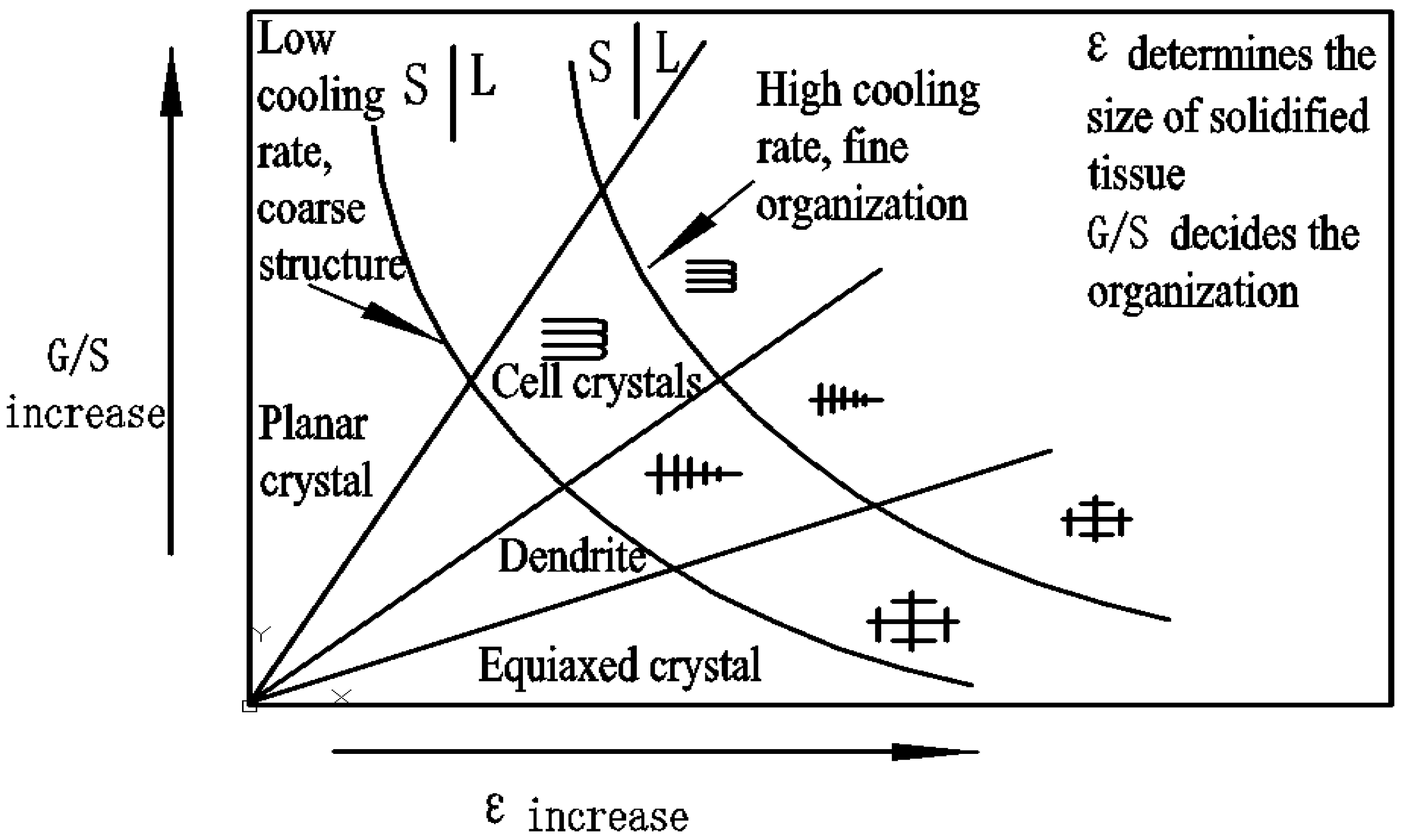
Figure 8, the solidification organization and size were related to the characteristic parameters, along the depth of the molten pool; as the temperature gradient G increased and the solidification velocity v decreased, the shape control factor describing the solidification structure gradually increased. At the same time, as the cooling rate in the depth direction decreased, the size of the structure changed from fine to thick. Based on this, it can be predicted that the molten pool surface k is small and ε is large, causing the top of the molten pool to show mainly fine isometric crystals. The bottom of the molten pool has a large k and a small ε, resulting in a relatively coarse dendrite at the bottom; in the middle of the molten pool, k changes from small to large and
changes from large to small, so the middle part is mainly manifested as transitional short dendrites.
3.3. Experimental Verification
The electron beam cladding material was preprepared as the NiCoCrAlY composite coating to the substrate Inconel617 surface using supersonic plasma spraying.
Figure 9a is the cross section before electron beam cladding. It is obvious that there were pores, cracks, and boundaries at the metal junction of the substrate and the prefabricated layer, as well as many defects in the prefabricated layer, which will cause poor material performance, cracks in actual use, and expansion and peeling of the coating.
Figure 9b shows the cross-sectional morphology after electron beam melting, and the melt pool was free of obvious cracks, pores, and other defects. The substrate and the coating formed a dense metallurgical bonding layer, and the outline of the melt pool was clearly visible. Area 1 is the modified zone, and area 2 is the metallurgical bonding zone.
Figure 9c shows the temperature distribution cloud of the melt pool interface obtained from the numerical simulation, and the melt pool was inside the white boundary, which had an elliptical shape due to the uneven heating temperature distribution, resulting in different thermal physical parameters within the melt pool. Comparing
Figure 9b,c, the actual molten pool profile was more complicated than numerical calculations due to thermal deformation at the edge of the molten pool, artifact creep, and uneven electron beam energy distribution in the experiment. However, it was found that the size and shape of the melt pool in the simulation and experiment are basically the same region.
Figure 10 shows the morphology of the molten pool. The left side shows the overall morphology of the molten pool without obvious cracks, but there were a small number of pores. The crystals showed an increasing trend from the top to the bottom, which is basically consistent with the previous prediction trend in the size of the solidified structure. This phenomenon is due to the reduced cooling rate of the melt pool along the depth direction.
Figure 10a shows that the top structure of the molten pool was mainly tiny equiaxed crystals and the downward structures were short and thin dendrites.
Figure 10c shows that the structure at the bottom of the molten pool was relatively coarse dendrites. In addition,
Figure 10b shows a thin and short dendrite transition structure in the middle of the molten pool. The distribution of the microstructure in the molten pool basically verifies the change trend of the solidification characteristic parameters of the molten pool and conforms to the distribution state of the microstructure predicted by solidification theory.
Figure 11a is the cross-sectional morphology of the weld pool bonding area. It is obvious that the coating had a good metallurgical bonding effect with the matrix. Compared with the structure of the bonding area before electron beam cladding (the name before cladding is written here), the structure of the bonding area after cladding was excessively flat.
Figure 11b is EDS mapping spectrum diagram of the combined zone, and it can be viewed the distribution of elements both from the substrate and the surface coating. This is attributed to the mass transfer between the matrix and the upper coating during the molten process. The interdiffusion enable good metallurgical bonding at the interface, which is helpful to reduce the peeling possibility of the coating in harsh environment, further reducing the coating cracking and peeling possibility in a harsh environment.
A micro-hardness tester was used to measure the distribution of sectional hardness values before and after electron beam cladding. As shown in
Figure 12, the two curves respectively represent the hardness of the coating preset by thermal spraying (before cladding) and the coating after electron beam cladding in the thickness direction. Among them, the hardness curve of the thermal spraying preset coating shows that the hardness value in the range of 0~0.8 mm was 470~530 Hv
0.2 and the hardness value changed gently; the hardness in the range of 0.8~1.2 mm dropped sharply to 230 Hv
0.2, and the hardness in other areas far from the preset coating was 230 Hv
0.2.
However, after electron beam cladding, the hardness values in the 0~0.8 mm range were 605~760 Hv0.2, and the hardness values of the modified zone decreased gradually along the thickness direction. The hardness values in the 0.8~1.6 mm metallurgical bonding range were 490~610 Hv0.2, and the hardness values decreased steadily. The hardness values of the heat-affected zone and the matrix in the range of 1.6~3.0 mm decreased slowly to 230 Hv0.2. Compared with the data in the figure, it was found that the hardness of the coating preset by electron beam cladding is higher than that by thermal spraying, and the hardness of the transition region decreases slowly. It was found that the metallurgical bonding of electron beam cladding is good, and the microstructure of the transition zone leads to a slow decrease of the microhardness of the specimen after cladding. The change in hardness is caused by the transition from fine grains on the surface to coarse grains in the bonding zone. Due to the rapid melting and solidification of electron beam treatment and metallurgical combination, the hardness of the modified zone increased by about 200 Hv0.2 after electron beam treatment compared with that before.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}