3.1. Analysis of Coating Microstructure
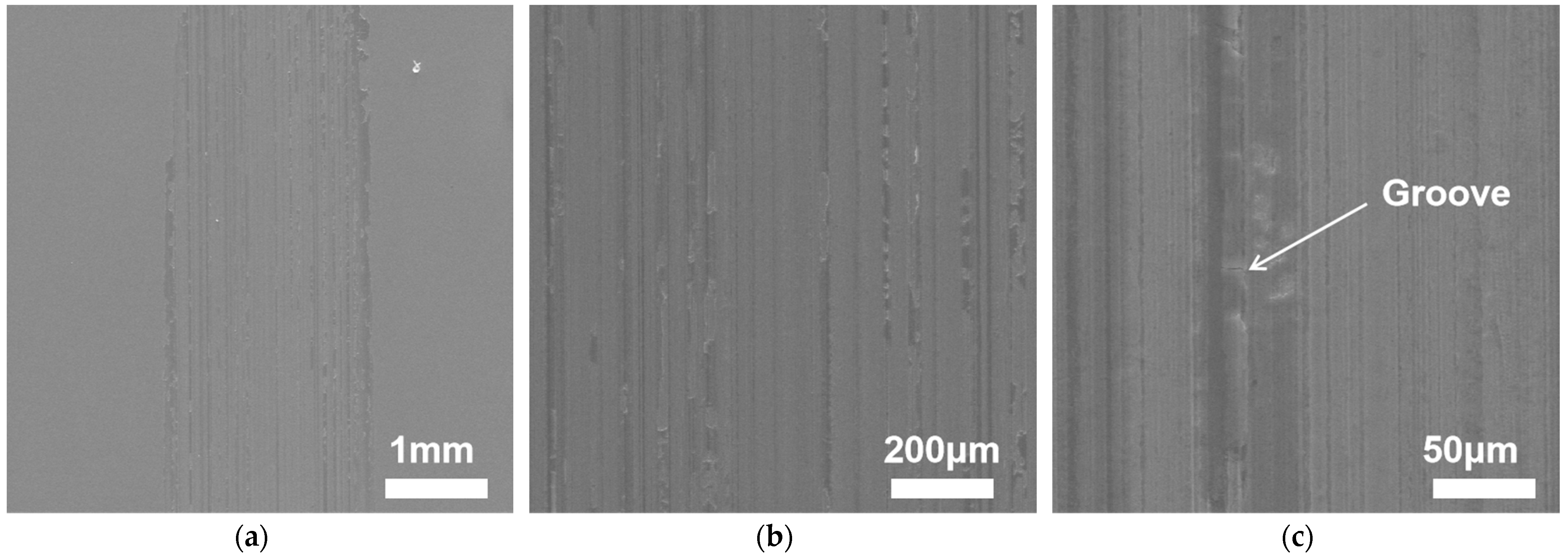
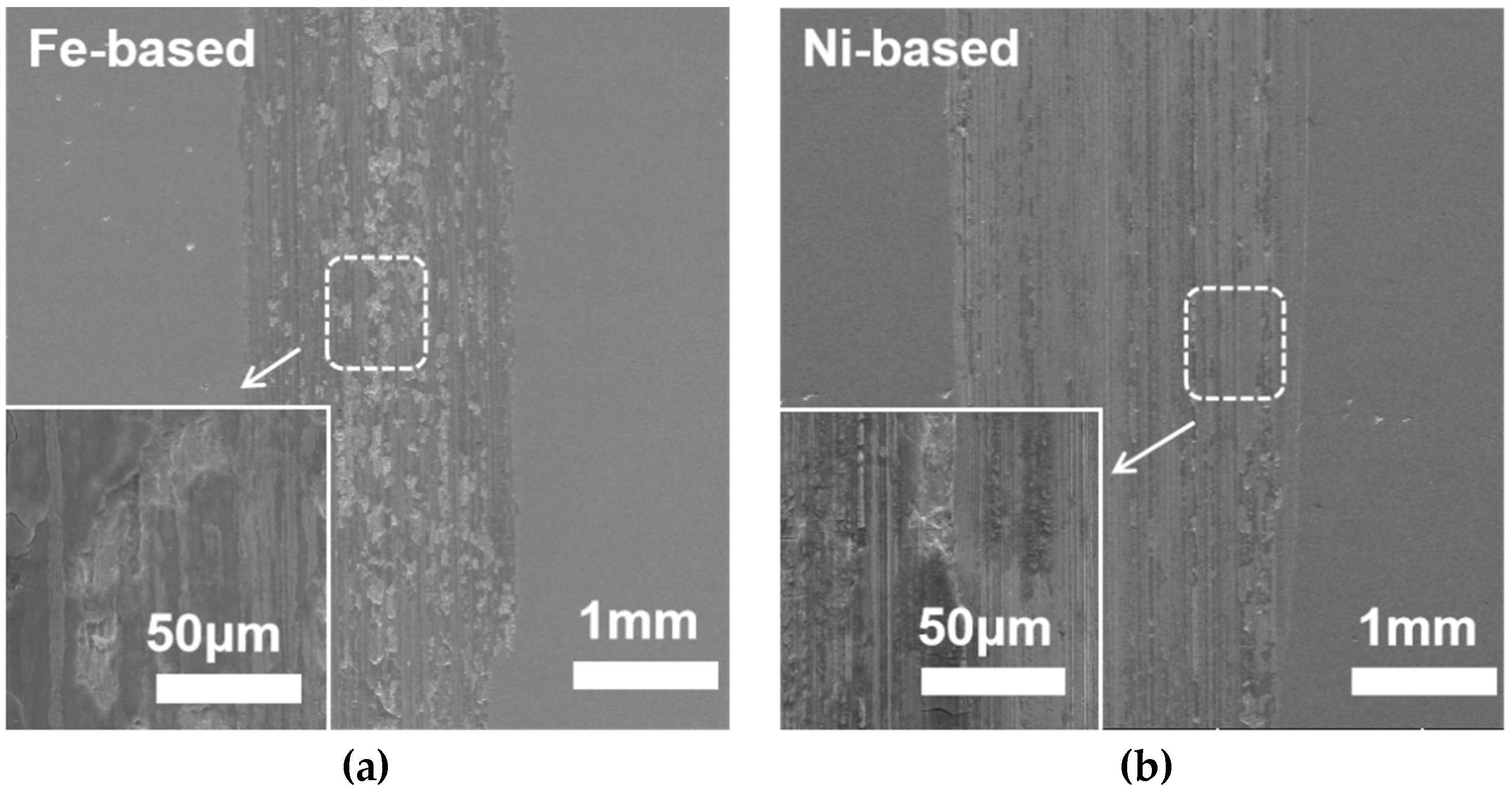
The SEM image of the Fe-based alloy coating at the end of the experiment is shown in
Figure 5. From the figure, it can be observed that the wear marks are elongated and the wear is relatively slight. In the observation under high magnification, it can be found that the wear surface appears as a dark gray elongated area with a small amount of light gray area; this is due to the fact that the dark gray area is the unpeeled area, and the fresh surface that leaks out after peeling becomes the light gray area. Because of the high hardness of the Fe-based alloy coating, it has slight wear and no large plow grooves. It has an even distribution of abrasion marks.
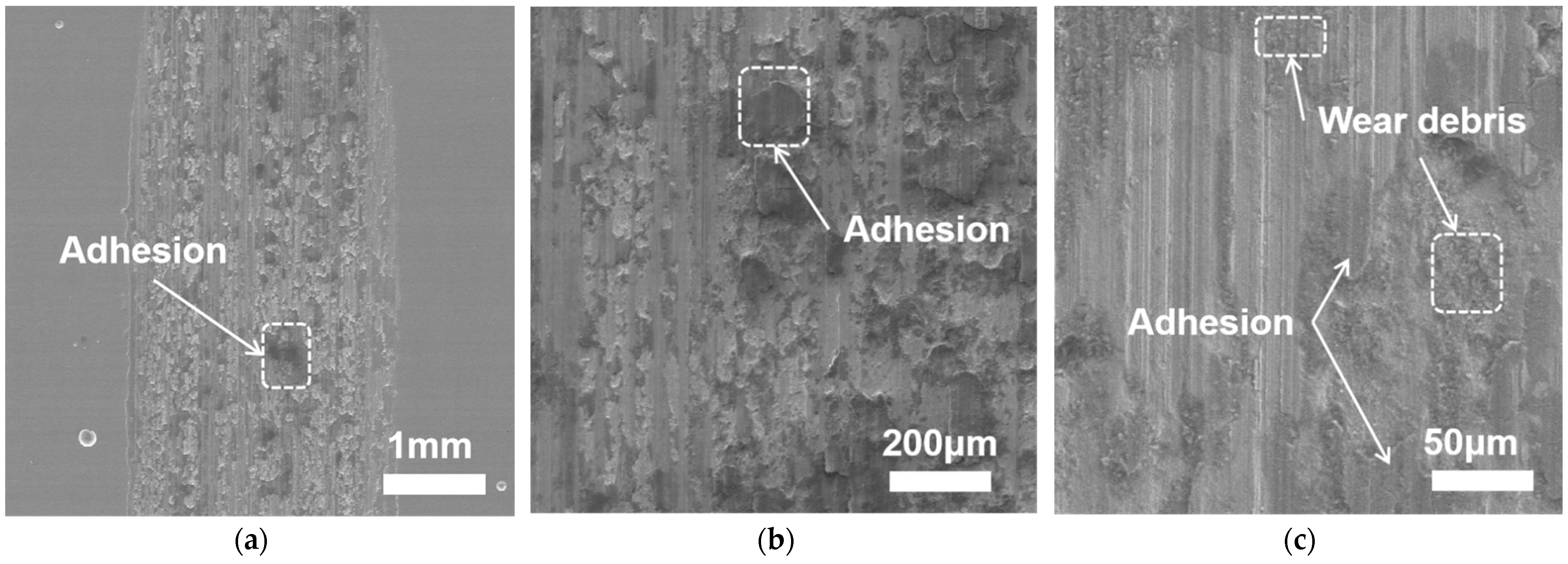
Figure 6 shows the SEM image of the Ni-based alloy coating, from which it can be found that the coating surface shows shallow furrows and material transfer due to adhesion. In
Figure 6, there is a large amount of adhesion on the wear surface, as well as a bump. This is due to the low hardness of the Ni-based alloy coating and the increase in temperature during the friction process, which has made the Ni element in the alloy coating under high-temperature environment and the impact on the performance, resulting in a decrease in performance, leading to a large amount of mottling [
12]. The abrasion marks can be found to be clearer under high magnification, which can be seen due to the generation of adhesion. During the friction experiment, the migration of substances has been the alloy coating, resulting in the formation of mottled bumps.
From
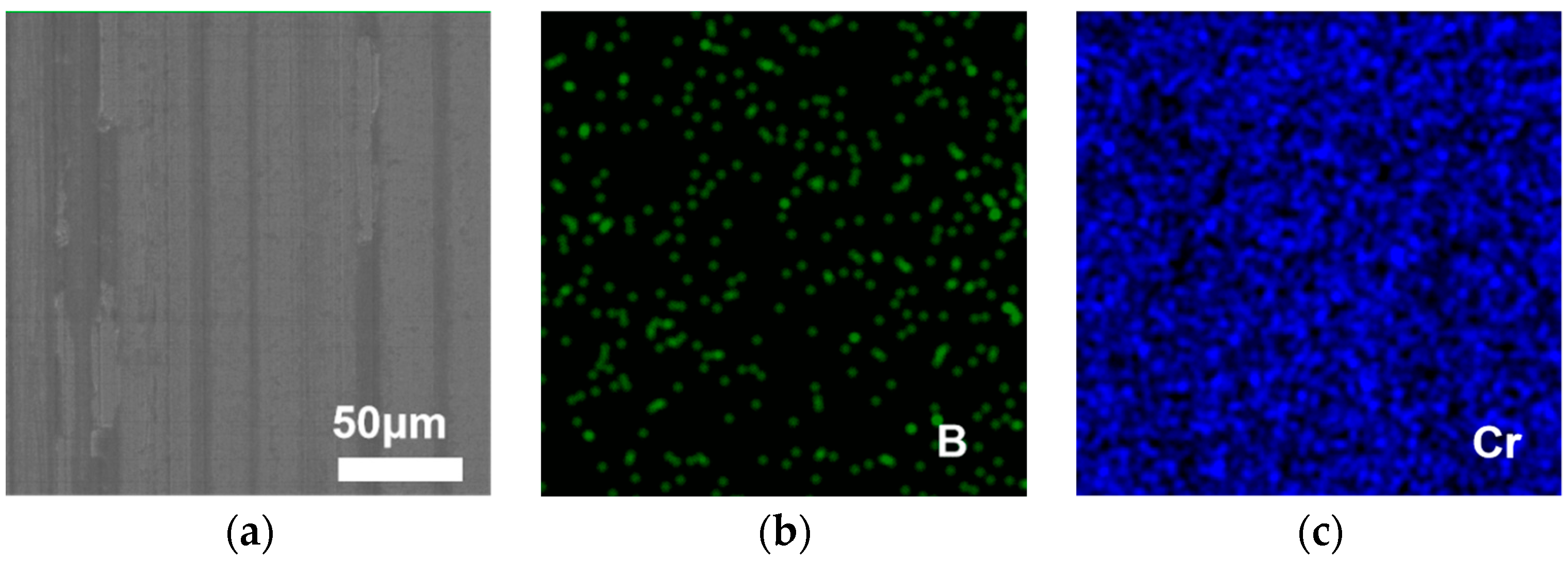
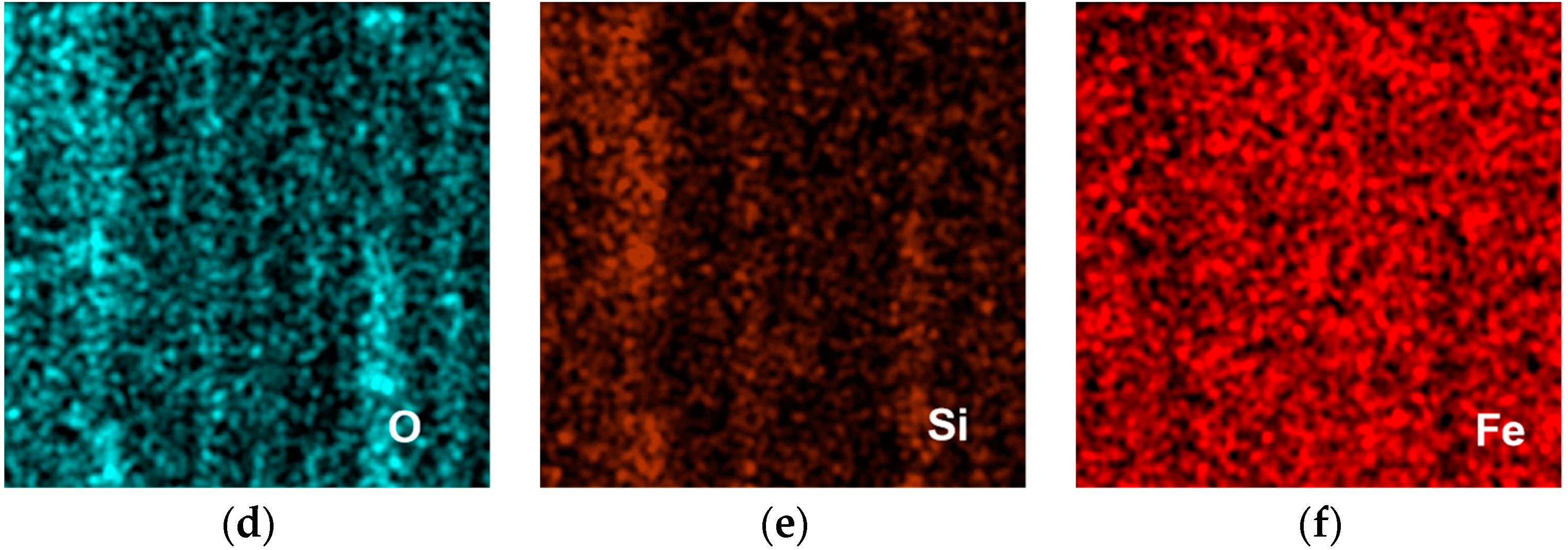
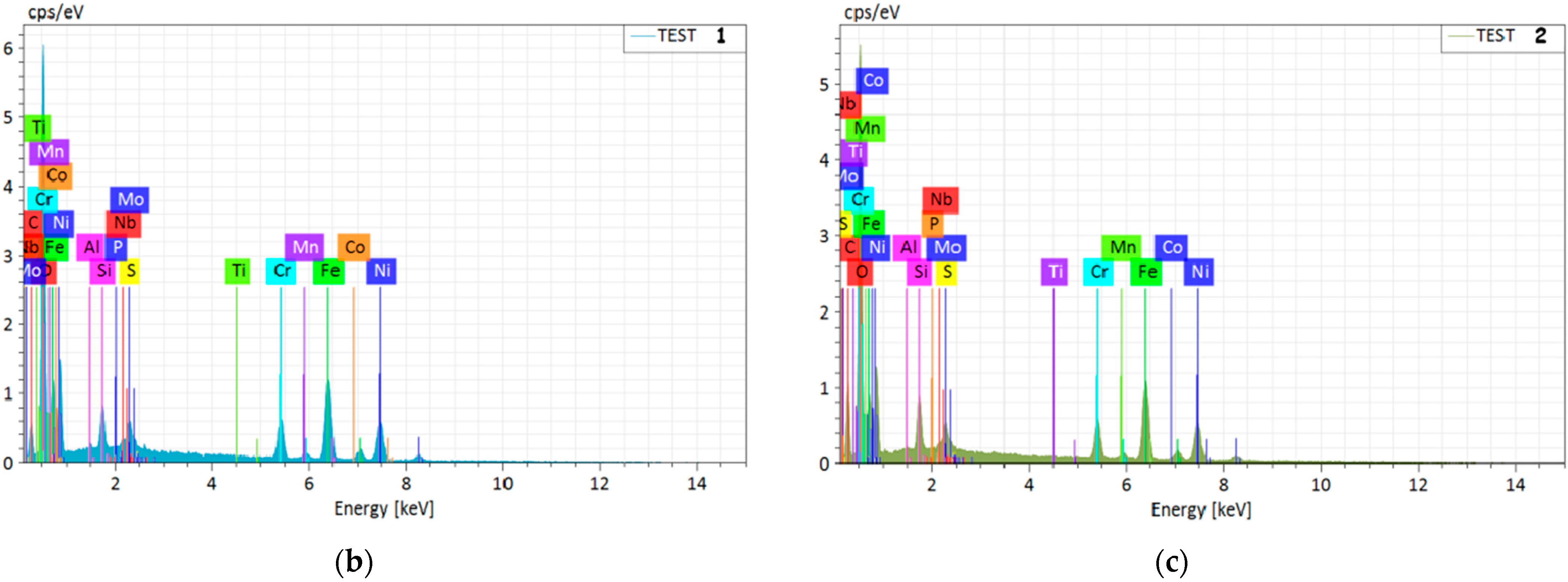
Table 6, it can be found that the two alloys have a higher percentage of O atoms, indicating that the coatings were oxidized. In
Figure 7, the oxygen atom content of the Fe-based is 22.26%. The content of iron atoms is 48.98%. It can be seen that the dark gray area in
Figure 7a gathers oxygen atoms. It was oxidized when it was worn, and the degree of oxidation is less. From
Table 6, the content of the Si element is 3.52%, and the Si element is used to improve the performance of the alloy in the coating. As B and Si are slagging elements, these elements can form carbides and borides with the C and Cr elements in the coating [
13]. From
Figure 7, the wear of it is more even and the wear marks are clear. In
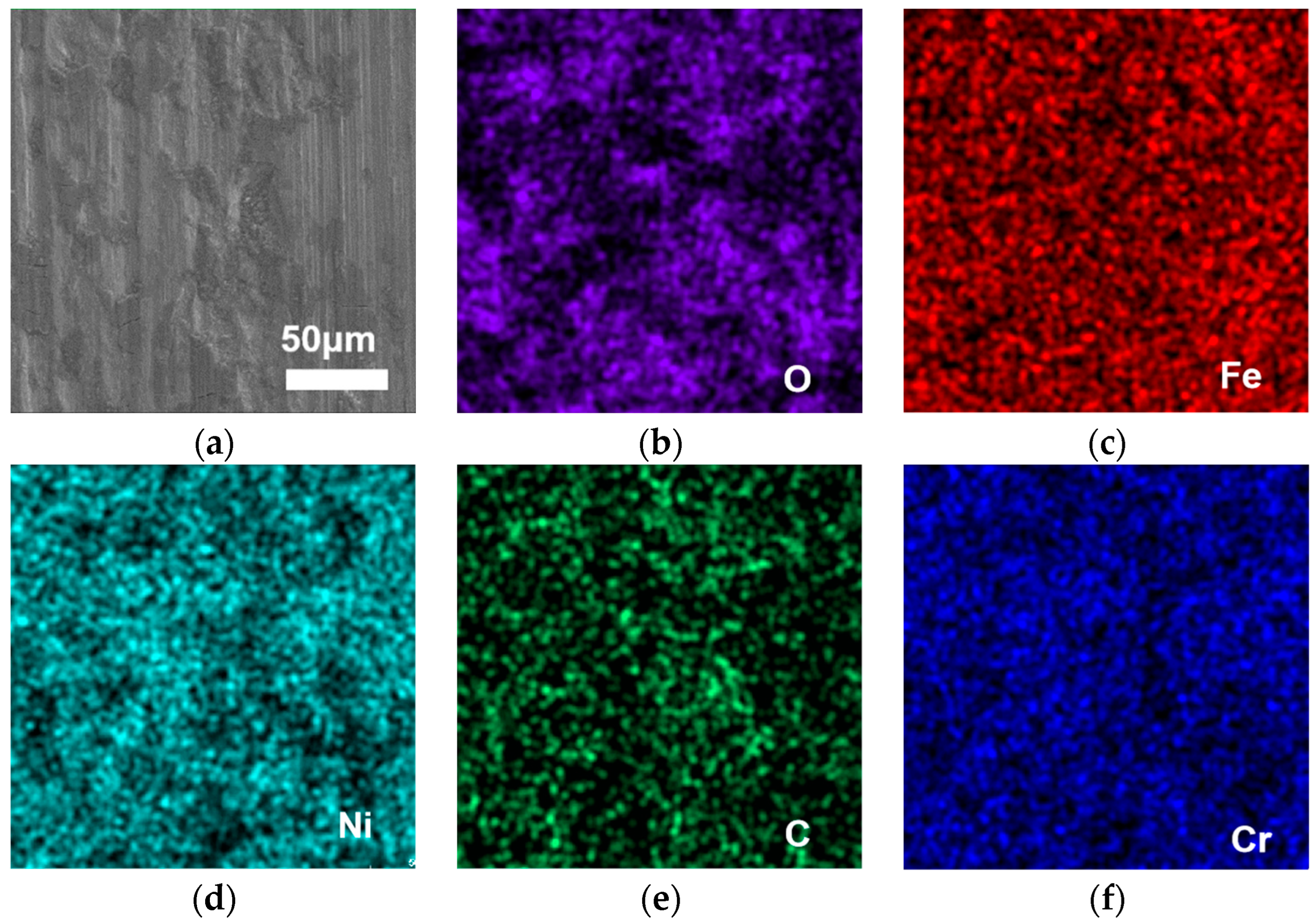
Figure 8, the oxygen atom content of the Ni-based reaches 32.97%, proving that the dark gray area is generated by oxygen massive compounds due to the presence of the Fe elements in the alloy coating of the Ni-based, which is due to the migration of elements. In the friction experiment, the back-and-forth motion of the friction substrate made the Fe elements in the matrix transfer to the alloy coating through the friction substrate. While generating a chemical reaction with the O elements, the generated oxide adheres to the coating to produce adhesion.
Next is the SEM image analysis of the Fe-based matrix part, and from
Figure 9 it can be found that dark gray areas and larger light gray areas are formed on the worn surface of the sample. The dark gray area is the unpeeled area, and the light gray area was formed after shedding to reveal the fresh surface. EDS energy spectrum analysis was performed on the area. The results of the analysis are shown in
Table 7.
After EDS image analysis, the highest O content can be found in the Fe-based matrix, reaching 39.26%. During the friction process, the substrate part reacted chemically with O in the air as well as with moisture. Moreover, oxides were produced, making the oxygen content in the matrix increase. At the same time, the generation of oxides caused certain flaking of the originally dark gray area to become a light gray area. As can also be seen from
Figure 9, the content of the O element in the light gray area is less than the content in the dark gray area. The Fe-based matrix and Cr alloying elements have a high affinity for the O elements, which can easily cause oxidation during the melting and cladding process [
14]. During the experiments, the surfaces were worn to expose fresh surfaces, thus making the oxidation severe and generating a large amount of adhesion.
Figure 9 shows the SEM image of the Ni-based matrix. The organization of the Ni-based matrix is relatively less oxidized, and the wear marks are relatively clear and uniform. Due to the easy combination of Cr, Fe, and Mo with C to form carbides, in the melt-clad layer, these elements are transferred, allowing the wear resistance of the matrix to be enhanced. Cr and Fe are easy to form the solid solution with the Ni elements, thus improving the wear resistance and oxidation resistance of the matrix. Although the content of the matrix O atoms in the Ni-based reached 20.63%, the oxidation of the matrix was also suppressed [
15].
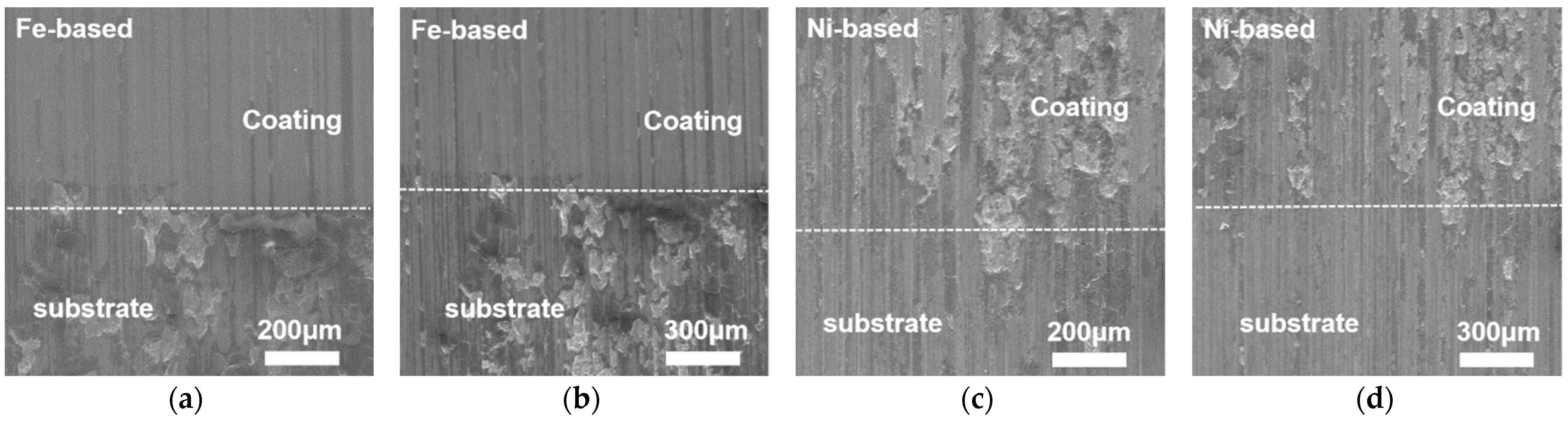
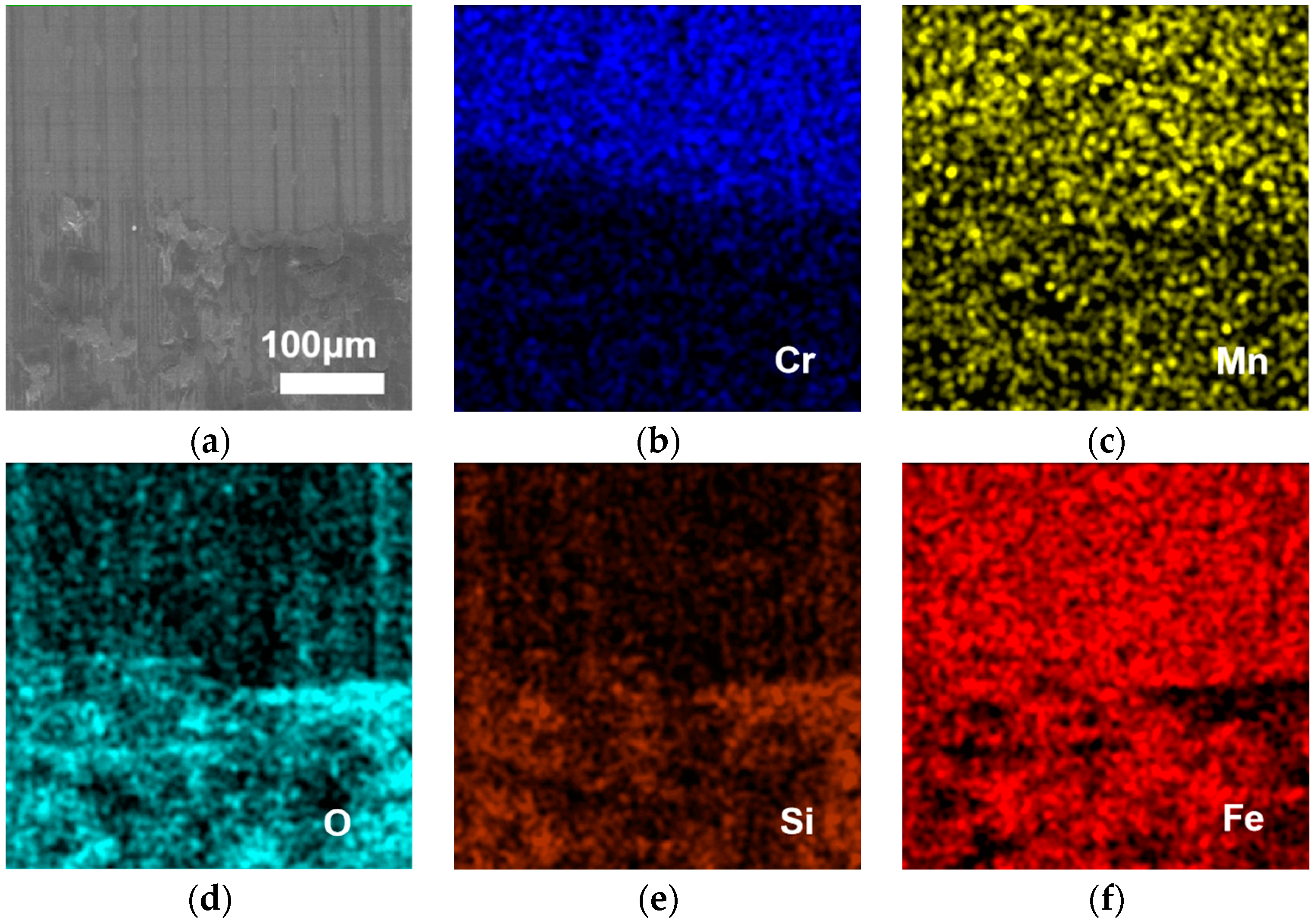
Figure 10 shows the SEM images of the interface between the two alloy coatings and the substrate. The difference between the Fe-based alloy coating and the substrate is obvious, as the coating has uniform and detailed abrasion marks, while the substrate part has many adhesions and a large number of dark gray areas and light gray areas, which were analyzed by EDS and found to have a high atomic content of the O elements in the dark gray areas. From
Figure 11, the EDS image shows that the O elements of the Fe-based alloy coating are distributed in an elongated pattern, while the matrix part is distributed in a large irregular pattern, and the dark gray areas are accompanied by the distribution of the Si elements.
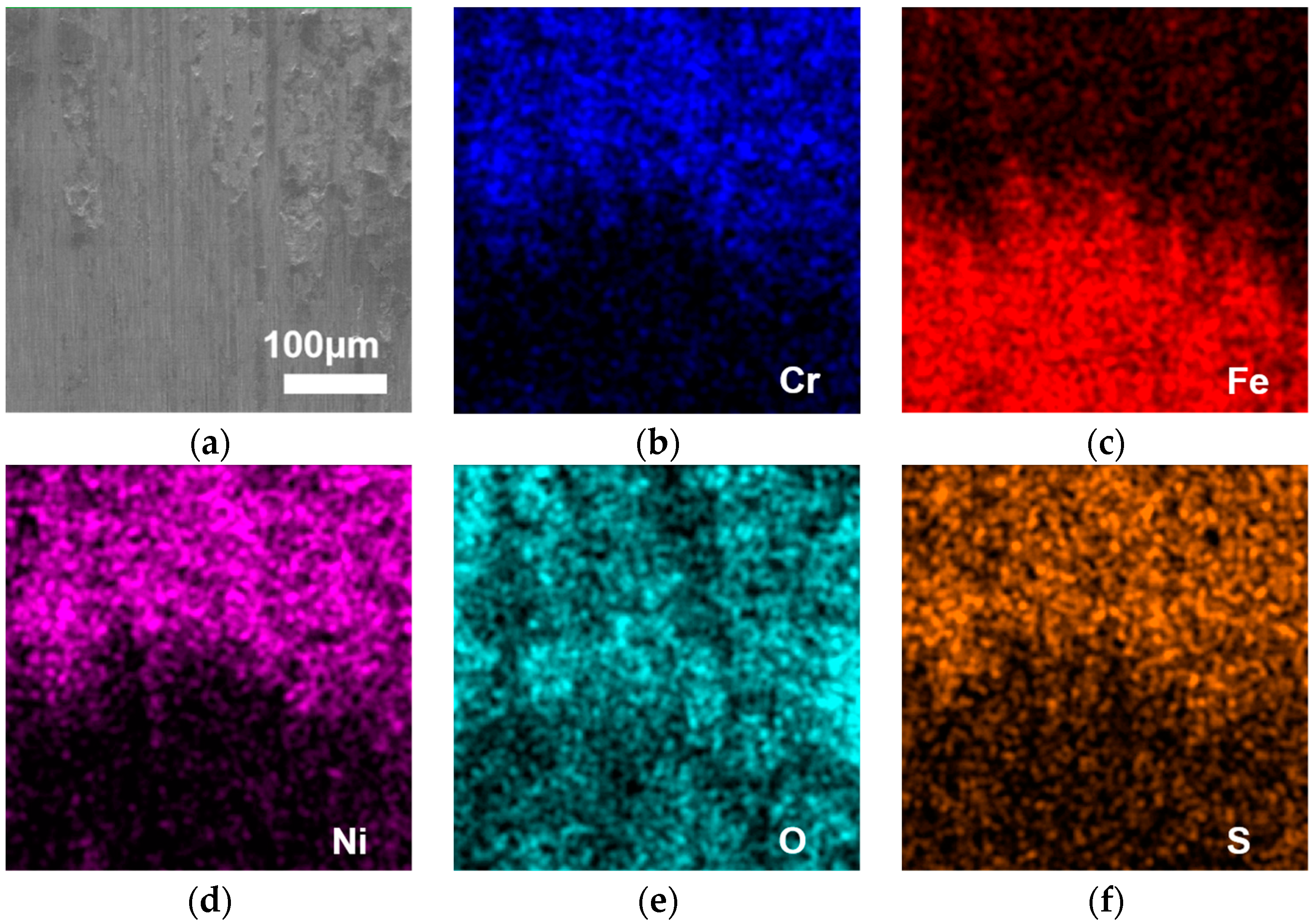
The difference between the Ni-based alloy coating and the substrate is relatively small. At the interface, there is no very obvious demarcation line. However, as can be seen in
Figure 10, there are adhesions on the Ni-based layer that is light gray.
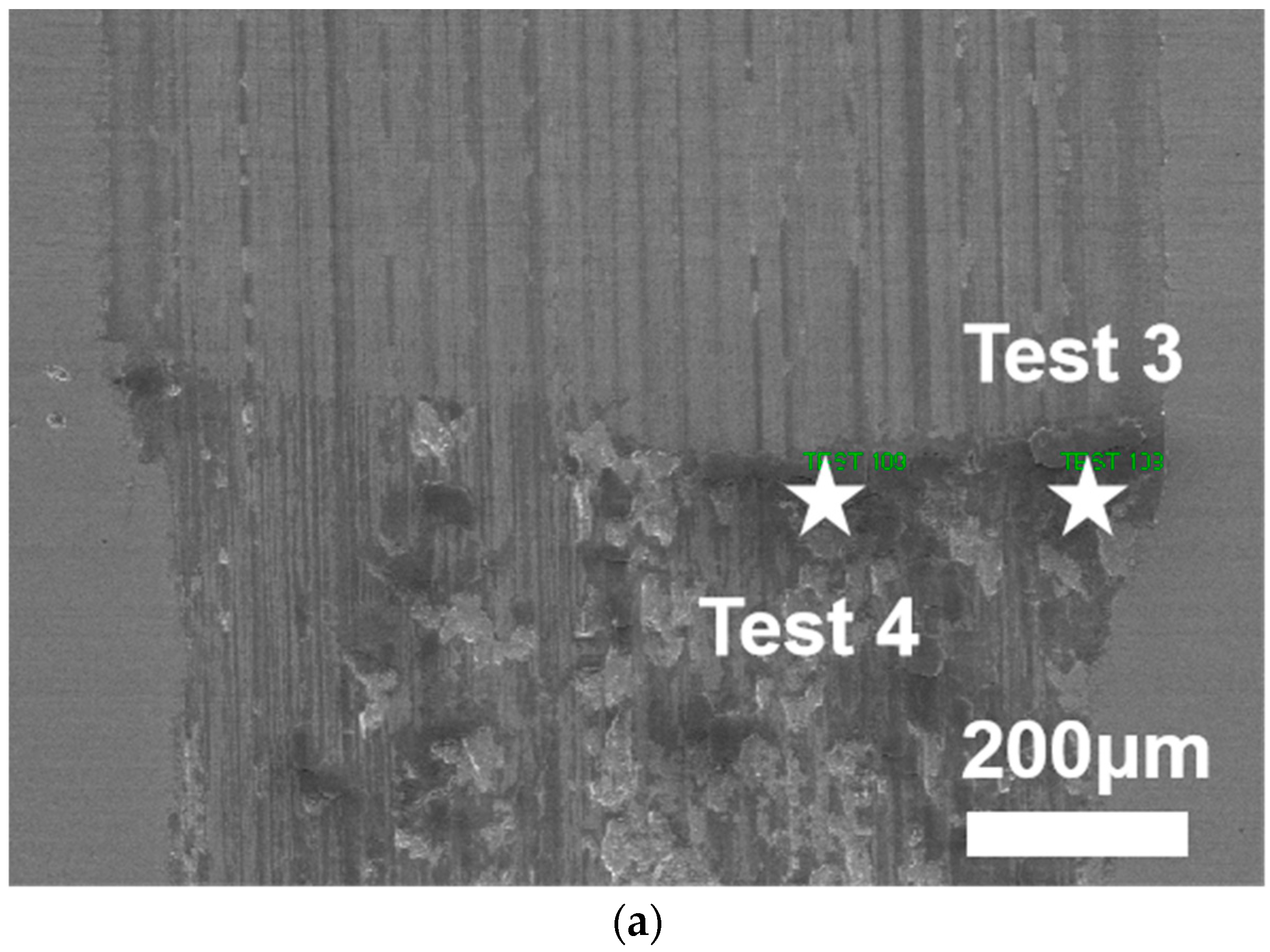
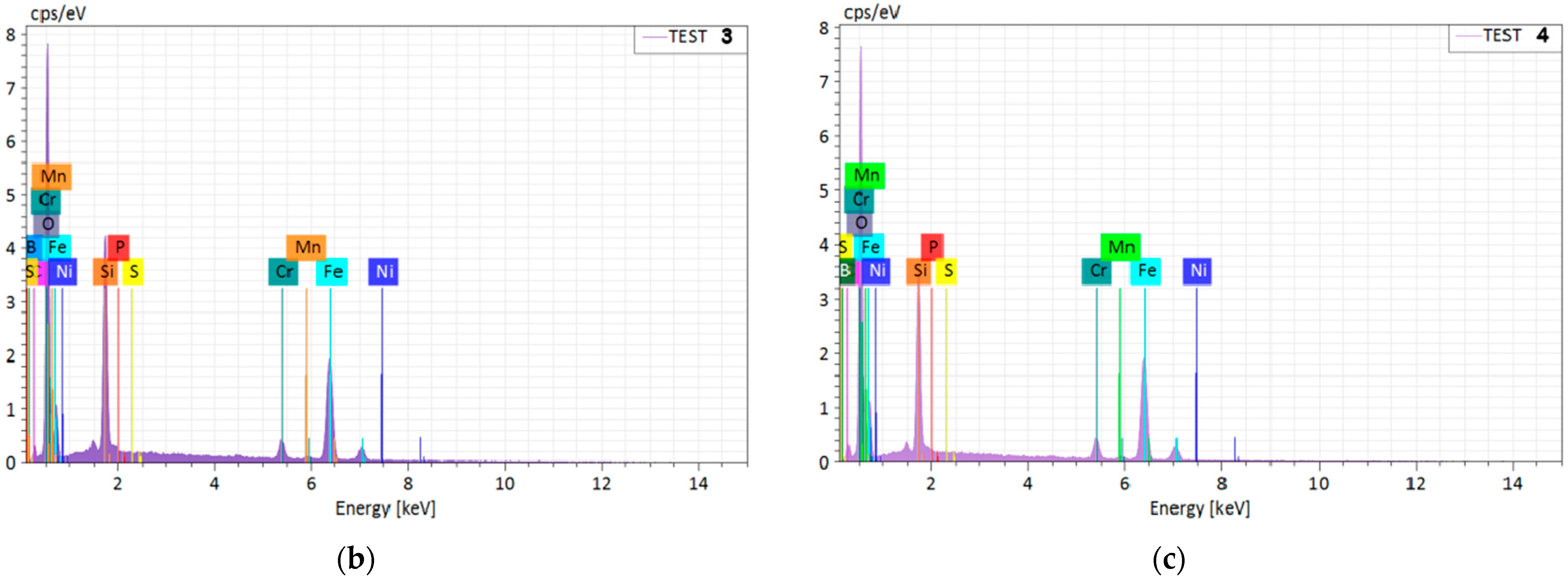
Figure 12 is the Ni-based interface EDS images. From
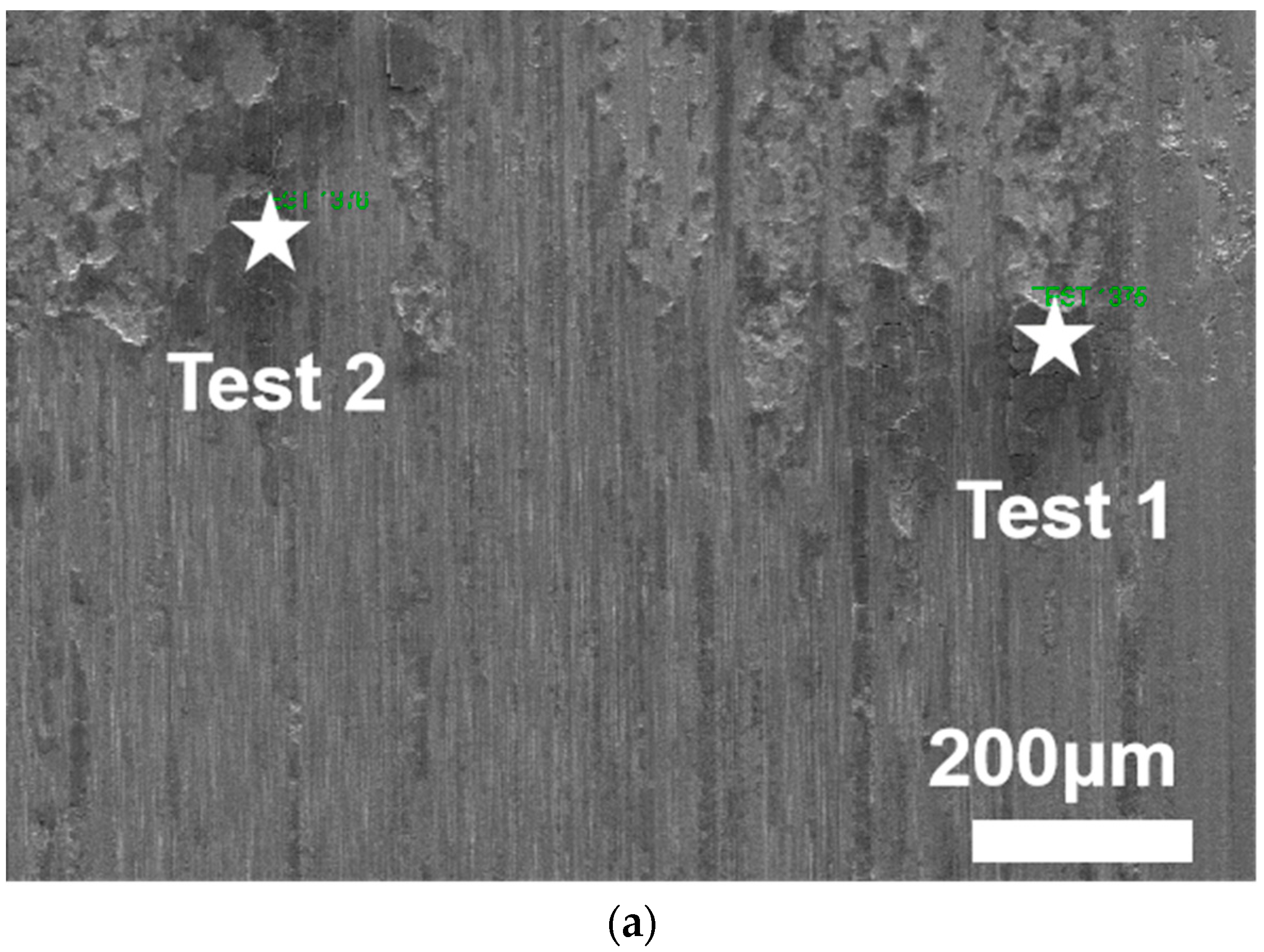
Figure 13, two points in the dark gray area were taken for the EDS analysis. From
Table 8, it can be found that the dark gray region is the one with the largest proportion of O atoms, reaching 56.18% and 50.44%. The proportion of the C elements is also relatively large, which proves that the adhesion contains oxides and carbides. It proves that this region undergoes severe oxidative wear during frictional wear, forming a layer of oxide film on the wear surface, which also indicates at the same time that the oxide film can reduce wear and achieve the effect of wear reduction [
16]. The surface of the area where the exfoliation occurred is relatively smooth, indicating that the fresh surface exposed after exfoliation has not been subjected to further wear from abrasive chips or frictional sub-materials.
From
Figure 14, two points in the dark gray area were taken for the EDS analysis. The EDS point scan of the Fe-based interface is shown in
Table 9, and the analysis of the results shows that the oxygen content in this region is significantly increased, indicating more intense oxidative wear. At the same time, the surface of the substrate part is subjected to secondary wear after flaking off during wear, which makes the wear intensify and the wear rate increase. The generated swarf is squeezed into the friction track by the friction and comes into contact with the fresh surface under a certain load, thus causing the fresh surface to participate in the wear process and wear more severely. In addition, the flaked area also interacts with the frictional sub and is subjected to cutting forces, resulting in wear and the generation of a large number of oxides [
17].
3.2. Physical Phase Analysis of the Coating
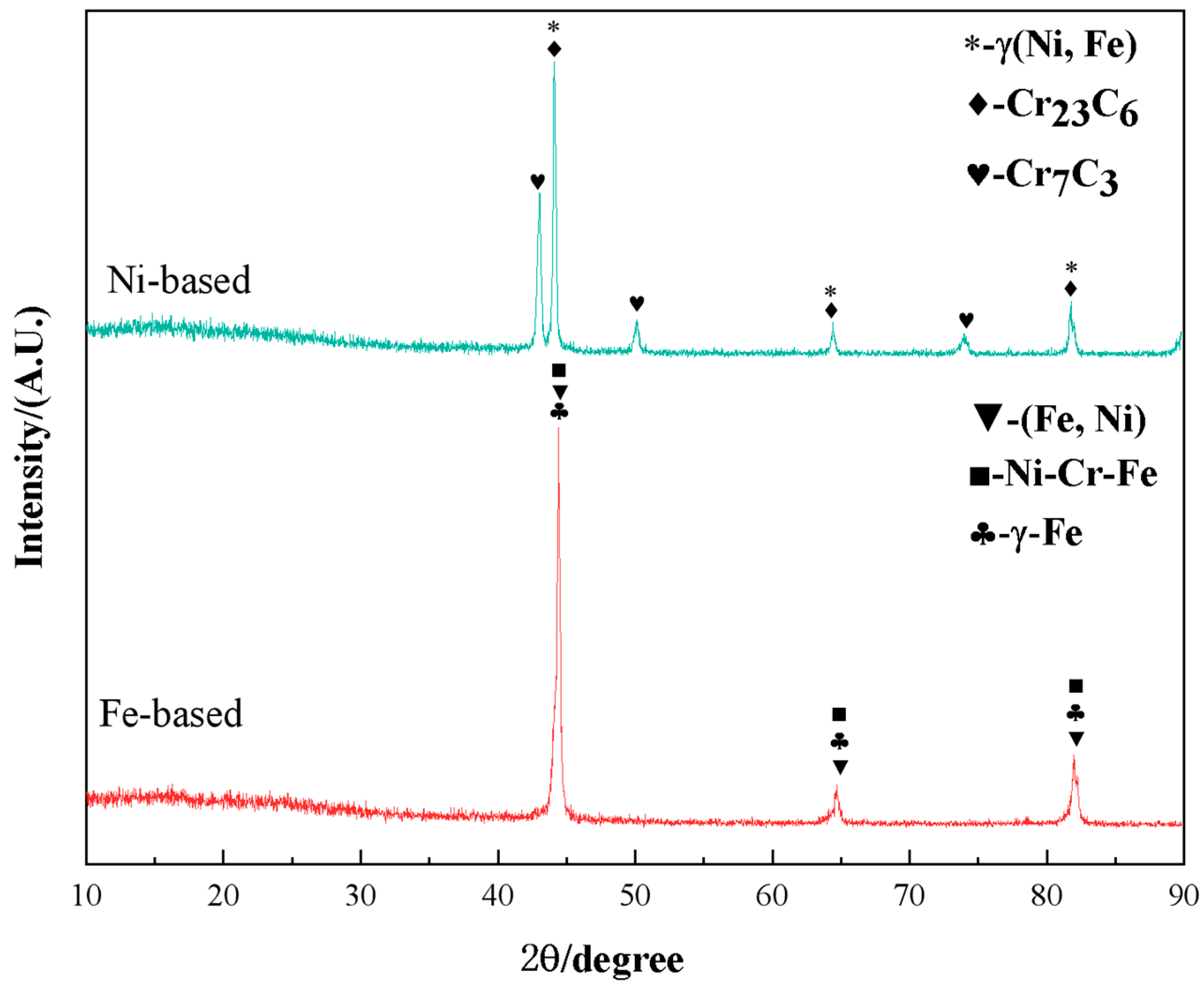
Figure 15 shows the X-ray diffraction (XRD) patterns of the Ni-based and Fe-based alloy coatings, respectively. Combined with the EDS analysis results in
Table 6, it can be found that the Ni-based alloy coatings may contain γ(Ni, Fe), Cr
23C
6, Cr
7C
3, and other phases, and the Fe-based alloy coatings may contain γ-Fe, (Fe, Ni), Ni-Cr-Fe and other phases.
When the laser-cladding tests were performed on both specimens, the elements between the heated substrate and the cladding layer underwent a permeation phenomenon or exchanged with each other. This may lead to the fact that the elements will combine and thus the content of the elements will change [
18].
In the Ni-based alloy coatings, the main element of the molten material powder is Ni, while the higher content of the matrix is Fe. The Fe element diffuses from the region of the matrix to the alloy coating, leading to an increase in the content of the Fe element in the coating. While other elements are less present due to the presence of less content, the change is not obvious due to the diffusion of the elements that occur during laser melting and the insensitivity of the test equipment [
19]. The main element of the Fe-based alloy coating and the substrate is Fe, and the diffusion of the elements is not obvious when laser cladding is performed, which is equivalent to no diffusion of the elements, so the change of the elements is small.
From the energy spectrum EDS analysis of the two specimens in
Table 6, it can be concluded that the Ni-based alloy coating mainly contains Ni, Fe, C, and Cr, which are the main constituent elements of the Ni-based alloy coating. It also contains small amounts of Co, Mo, S, and Nb, etc. The main physical phases are γ(Ni, Fe), Cr
7C
3, and Cr
23C
6. During the laser-cladding process, because the melt pool is generated on the surface of the substrate, in the initial solidification stage, a large amount of austenite is precipitated due to the high temperature. Because of the rapid solidification characteristics of laser cladding, the cooling rate is very rapid, up to 10 °C/s, resulting in a large number of austenite phases without phase transformation, which is retained at room temperature. The main phases in the organization of the Fe-based cladding layer are the (Fe, Ni) solid solution and the Ni-Cr-Fe solid solution because the alloy powder is composed of Fe-Ni-Cr elements, which are all third-period elements with similar atomic radii and can replace each other, so it is easy to form the Fe-Ni-Cr solid solution [
20].
3.3. Microhardness Analysis
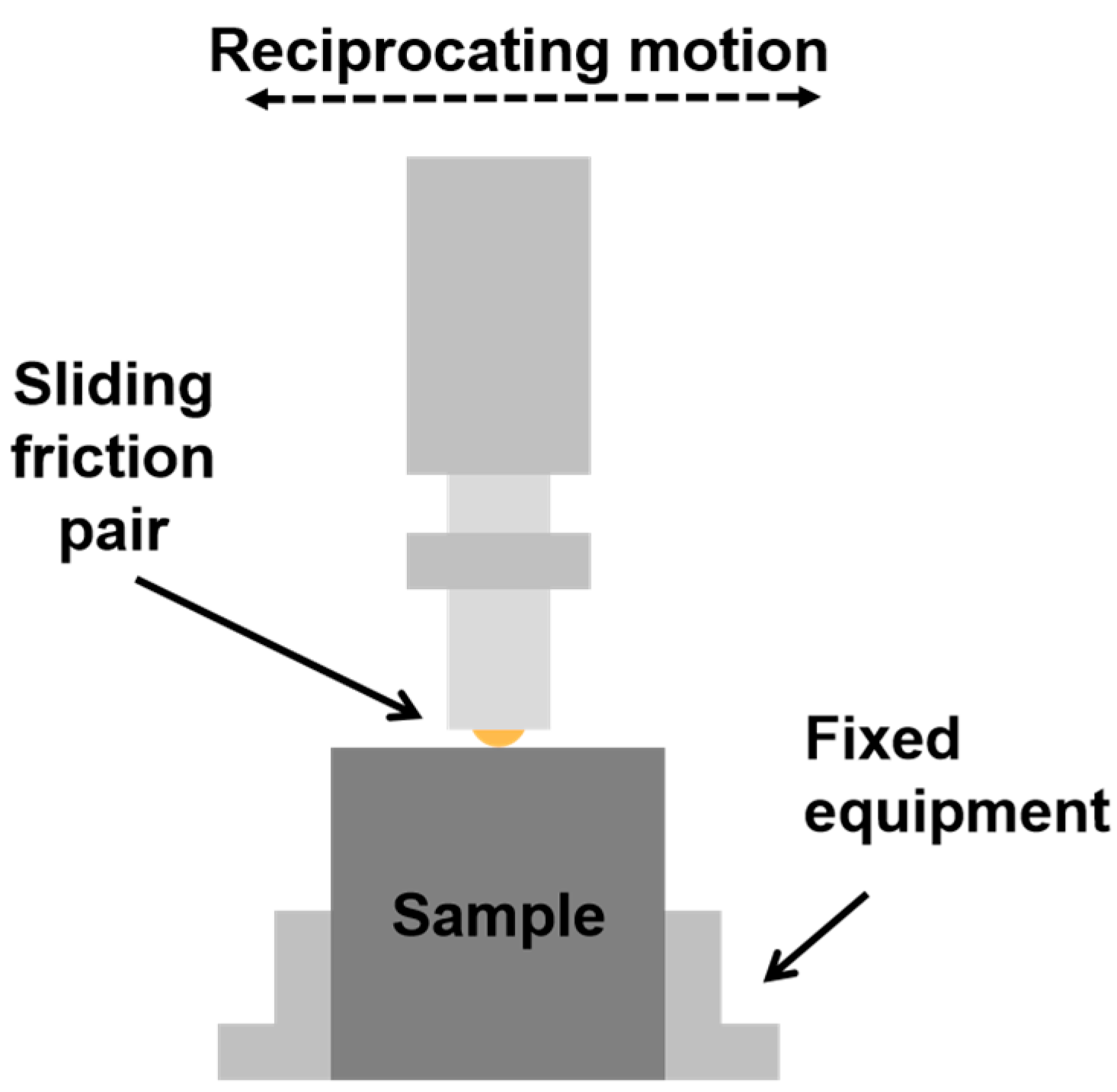
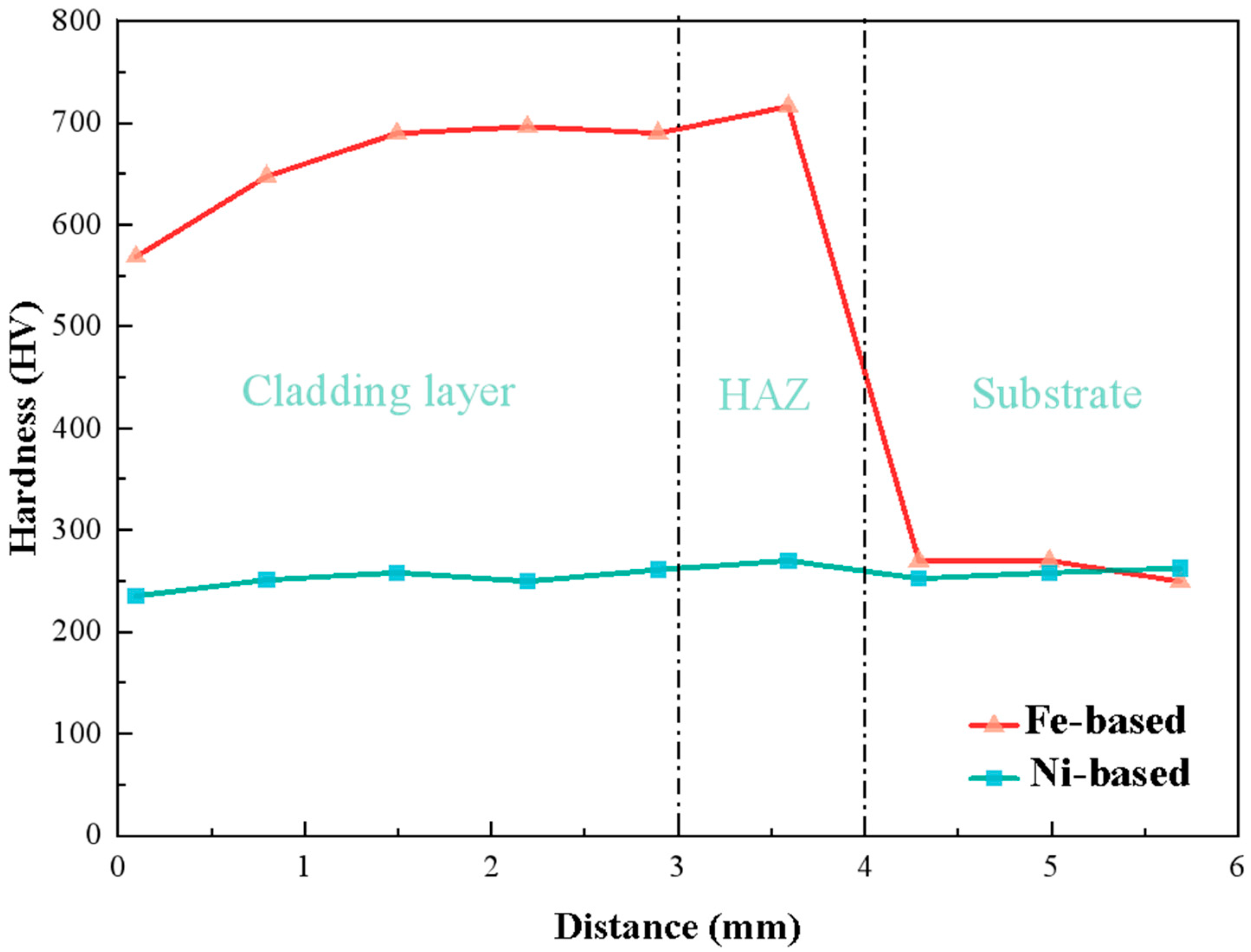
The hardness of a laser-fused coating has a profound effect on the frictional wear properties of the coating and is one of the main factors in frictional wear performance. Using a Vickers hardness tester, the hardness of the molten sample is measured. The parameters of the Vickers hardness tester measurement were specifically: load 200 gf, loading time 15 s, objective magnification 40×, 9 points were selected for each specimen, respectively, and the distance interval between points was 0.7 mm.
Figure 16 shows the distribution curve of the microhardness of the wear surface of the iron-based and the nickel-based. It is obvious from the figure that 4~5.5 mm is the hardness of the substrate. The microhardness of the substrate is about 260 HV
0.7, and from 0~3 mm is the hardness of the fused layer. The hardness of the Fe-based alloy coating is higher than the hardness of the Ni-based alloy coating. The cross-sectional hardness of the the Fe-based coating reaches a maximum of about 715 HV
0.7, which is about 2.8 times higher than the microhardness of the ER9 substrate. While the Ni-based alloy coating hardness microhardness fluctuates less, the distribution is more uniform. The average hardness is maintained at about 250 HV
0.7. 3~4 mm called heat-affected zone. The hardness of the Ni-based increases slightly in the HAZ, but the change is not obvious, while the Fe-based hardness value will drop rapidly to about 400 HV
0.7 in the part near the substrate. This is due to the difference in the material composition of the substrate and the clad layer as well as the fast melting and fast cooling characteristics of the cladding process, which makes the hardness drop rapidly. When the wheel steel is in the cladding process, the laser beam is irradiated on the surface of the clad material and therefore melts and solidifies rapidly. In the experiment of laser cladding, due to the presence of heat transfer, the heat in the solution is transferred to the substrate, which causes the temperature to plunge, thus cooling rapidly and forming a bonding zone with the substrate material, also known as the heat-affected zone [
21]. The hardness of the Fe-based alloy coating itself is about to be greater than the hardness of the substrate, in the process of cladding the grain refining, which plays the role of solid-solution strengthening and forms some carbides. These carbides have a hard phase, which makes the hardness of the clad layer significantly higher than that of the substrate. During the cladding process, after the solution solidifies, the solution has to transfer a large amount of heat to the substrate through heat transfer, which makes the heat-affected zone produce a quenching effect locally because of the presence of high temperature, thus making the hardness of the heat-affected zone increase and also become higher than that of the substrate [
22].
3.5. Three-Dimensional Morphological Analysis
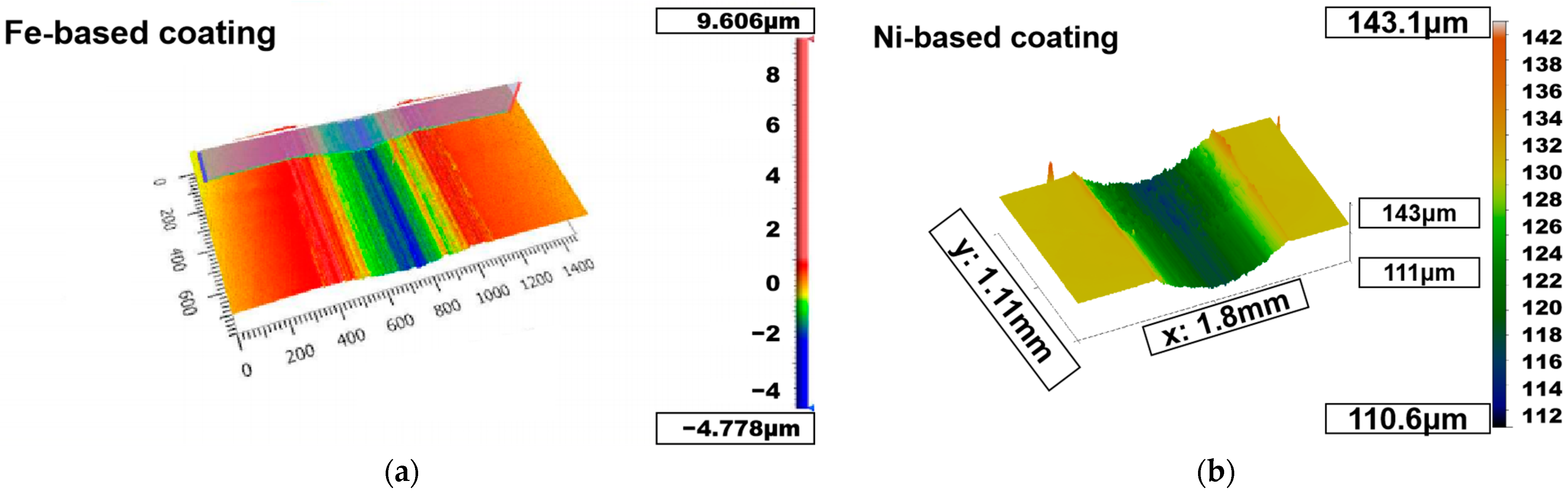
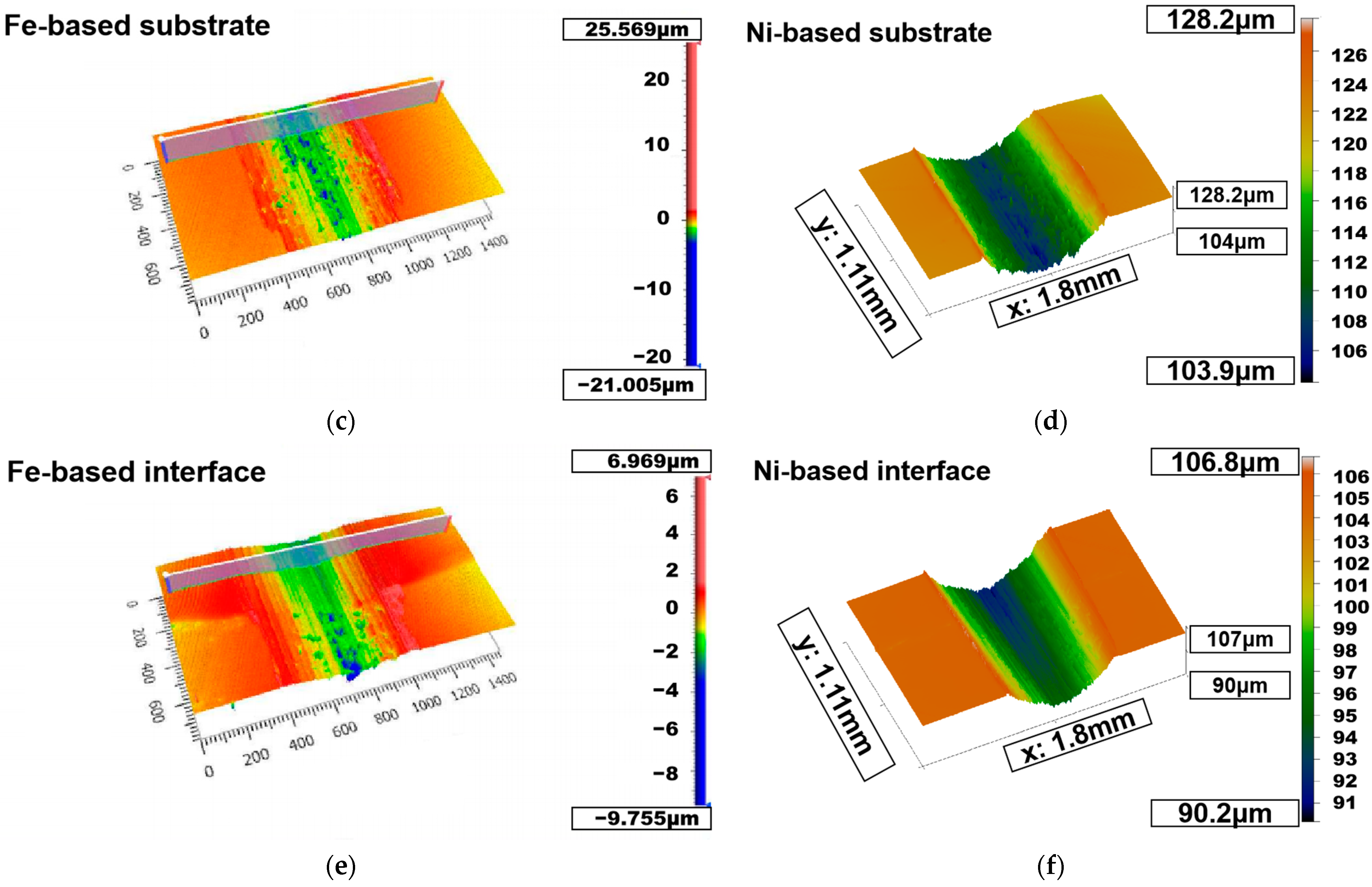
The 3D wear pattern of each specimen under dry friction conditions is shown in
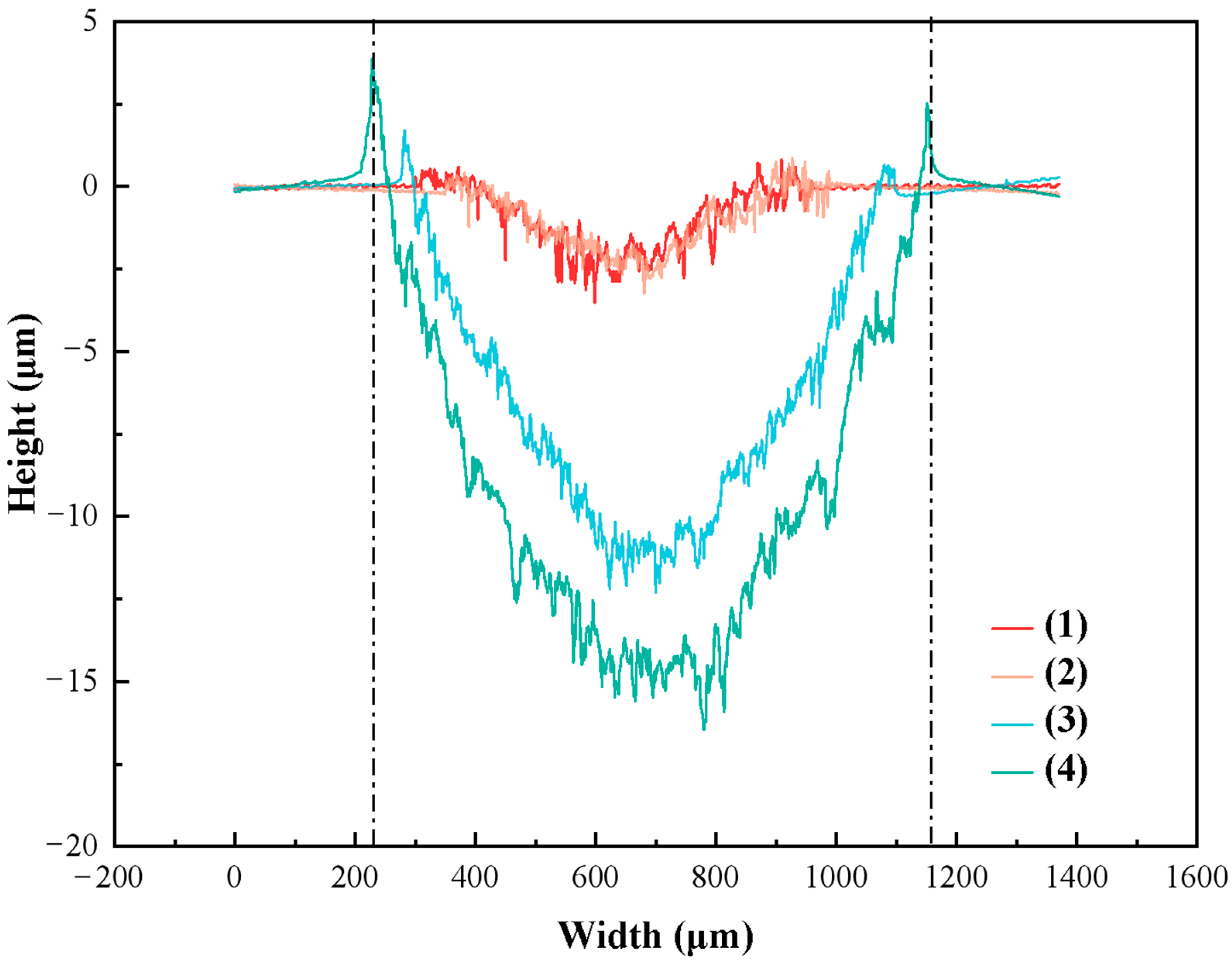
Figure 18, from which it can be found that the width of the wear part of the Fe-based is shorter than that of the Ni-based coating part, while the wear depth is also greater for the Ni-based. This is mainly due to the higher hardness of the Fe-based alloy coating, while in comparison, the Ni-based alloy coating has lower hardness and wears more easily, and the depth and width of wear are also larger.
Figure 19 shows that the wear width of the Ni-based alloy coating and the substrate is about 1000 μm, and the wear width of the Fe-based specimen is about 500 μm.
Moreover, it can be found from
Figure 18 that the wear depths of the two specimens are different. From the shades of color in the 3D morphology, it can be judged that the blue area of the Fe-based material is lighter, indicating that the wear of the Fe-based material is low and the depth is also low. On the contrary, the Ni-based material is not only darker in the blue area, but also wider in the green area, indicating that the Ni-based wear is not only severe in the transverse direction with more intense wear in the longitudinal direction. The deepest wear depth of the Ni-based material is about 17 μm, and the wear depth of the Ni-based matrix part is about 13 μm. The deepest wear depth of the matrix and alloy coating part of the Fe-based material is about 3.5 μm, and the wear degree of the Ni-based is about 4 times deeper than the Fe-based.
The analysis concluded that the wear area at the Fe-based interface was lighter in color, indicating lower wear and that there were pits and bumps on the substrate surface due to oxides and adhesions on the substrate. The Ni-based interface is much smoother and more uniform than the Fe-based, but there is a slight mottling above the interface, which is at the alloy coating. Compared with the matrix part, the wear width of the Ni-based alloy coating part is slightly wider. The wear depth at the interface of the two materials also differs significantly. The wear depth of the Fe-based is green, indicating slight wear, while the wear depth of the Ni-based is a large blue. The depth and wear degree are deeper than that of the Fe-based, which is mainly due to the characteristics of the Ni-based material itself. In addition, the difference between the hardness of the base and the hardness of the Ni-based alloy coating is small, so the wear marks are deeper. The Fe-based alloy coating, on the other hand, has a solid-solution strengthening, as well as a preheating post-treatment, which makes the hardness increase and lets the wear resistance improve. At the same time, because of the friction test, due to the back-and-forth movement of the friction sub, it makes a slight transfer of the elements in the coating, so that the Fe-based substrate has a protective effect and suffered less wear [
25,
26].



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}