
Surface Mechanical Properties and Micro-Structure Evolution of 7075 Aluminum Alloy Sheet for 2-Dimension Ellipse Ultrasonic Vibration Incremental Forming: A Pretreatment for Laser Shock Peening
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Experimental Material
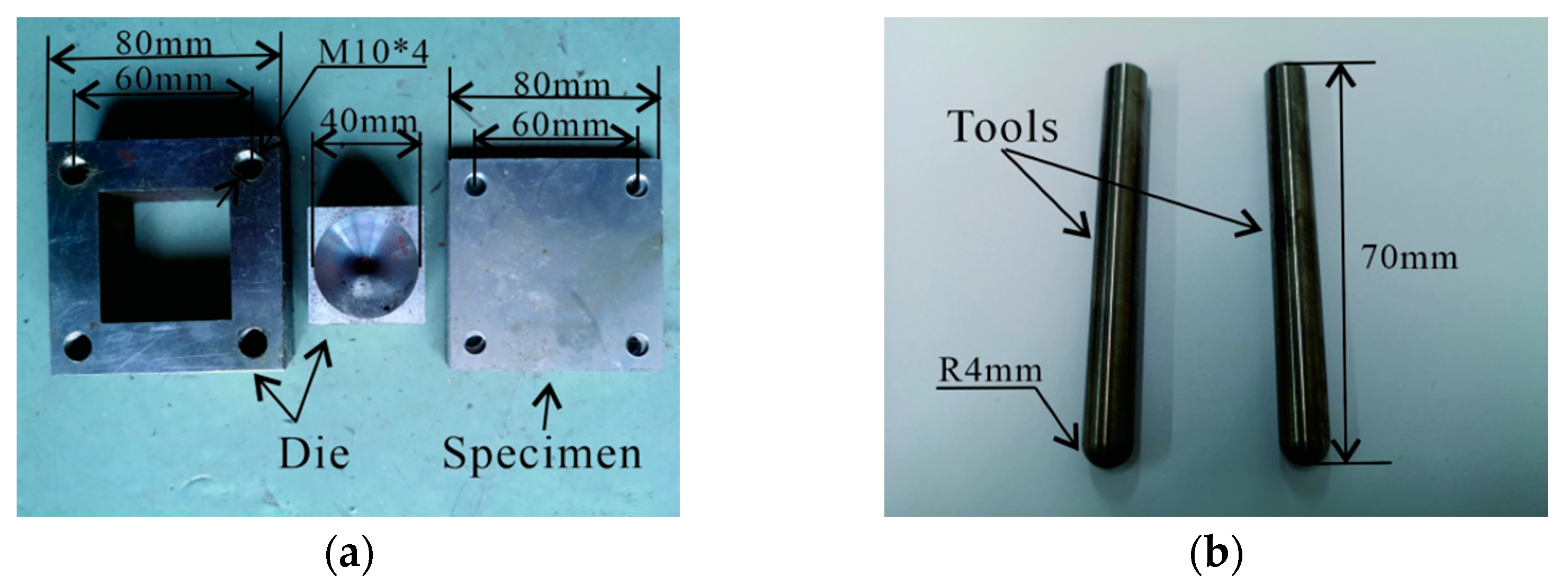
2.2. Preparation of Specimen and Tooling
2.3. Method of Experiment
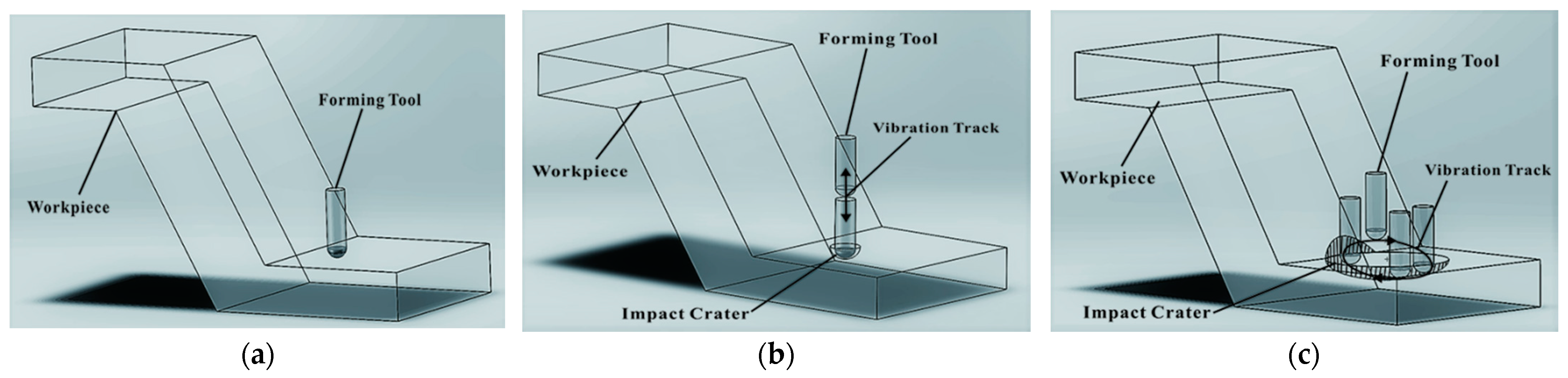
2.3.1. Design of Principle
2.3.2. Design of Equipment
3. Results and Discussion
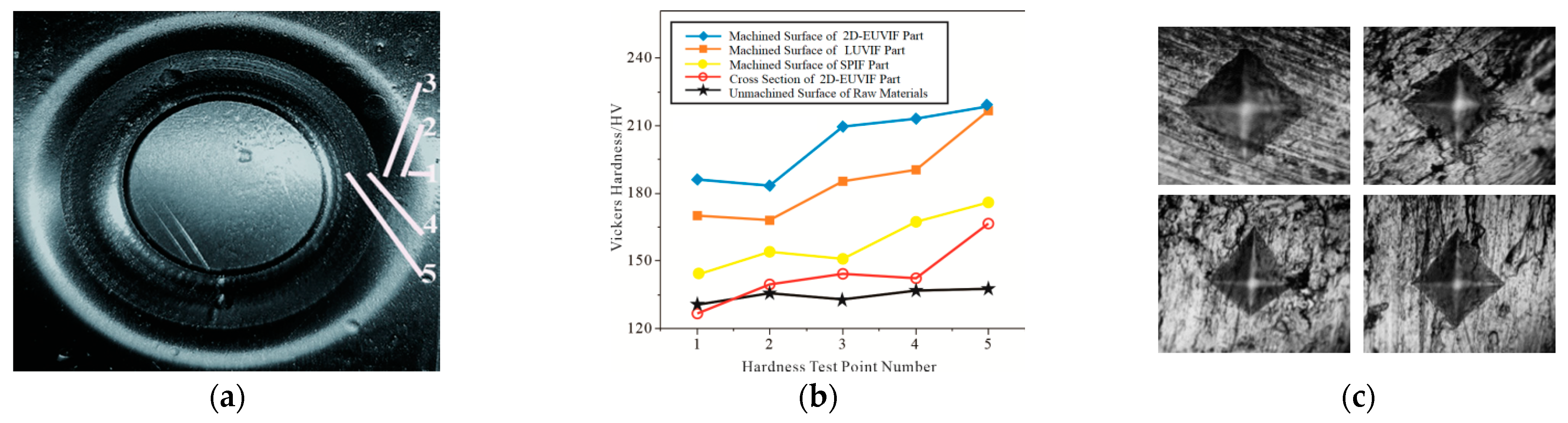
3.1. Mechanical Property
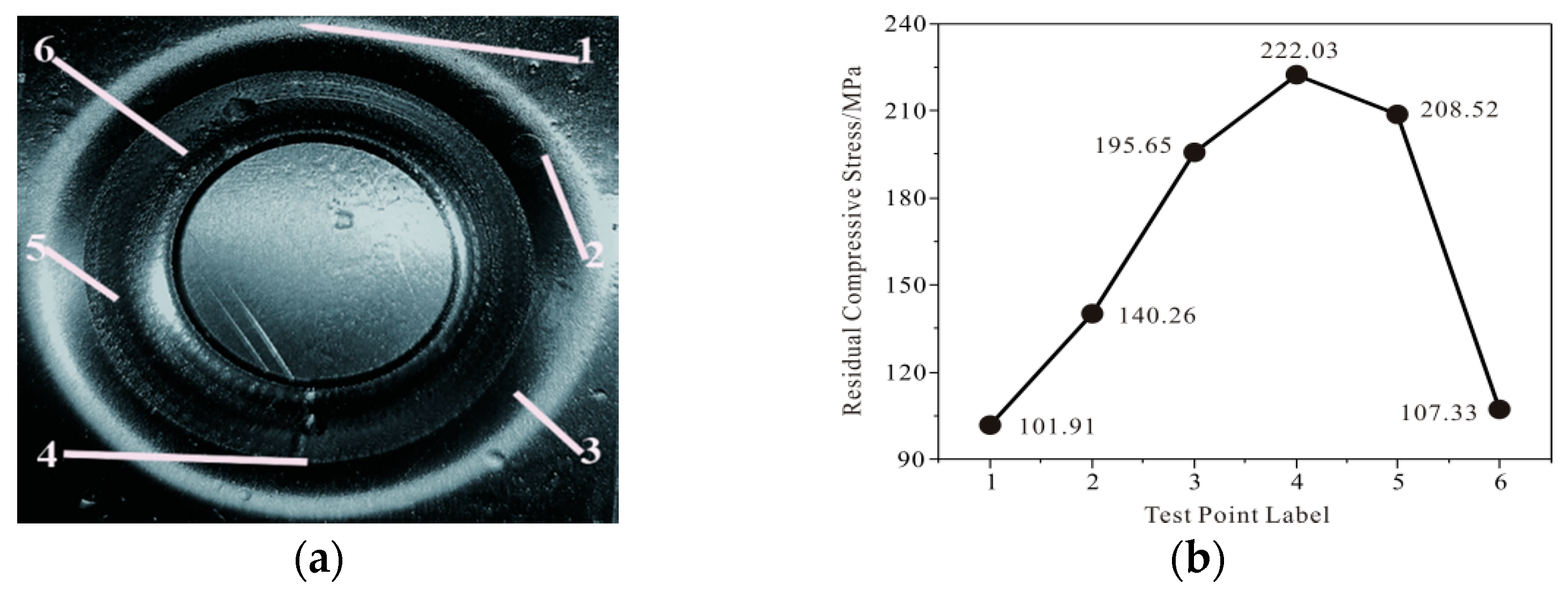
3.2. Residual Stress
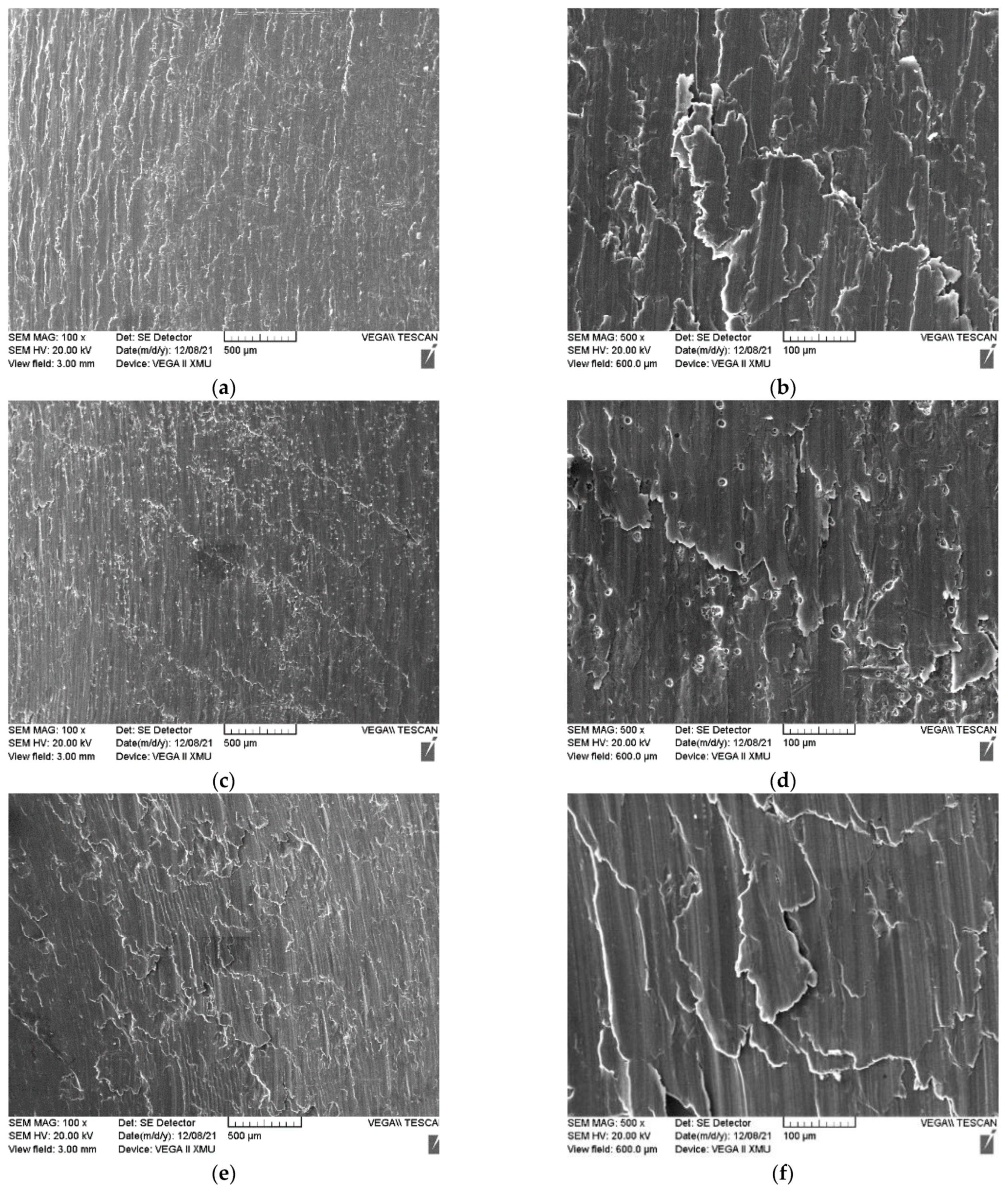
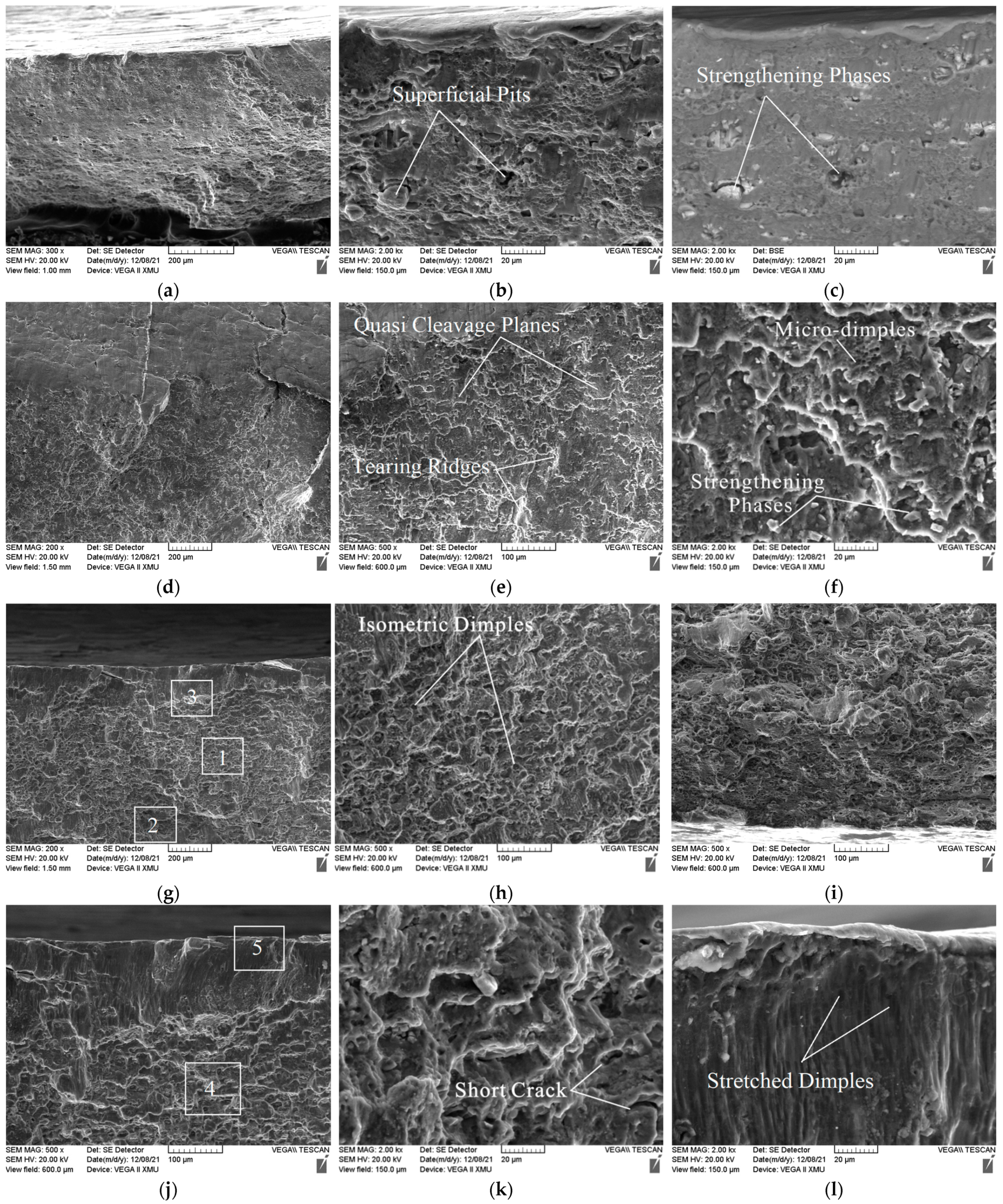
3.3. Micro-Structures and Fracture Features
4. Conclusions
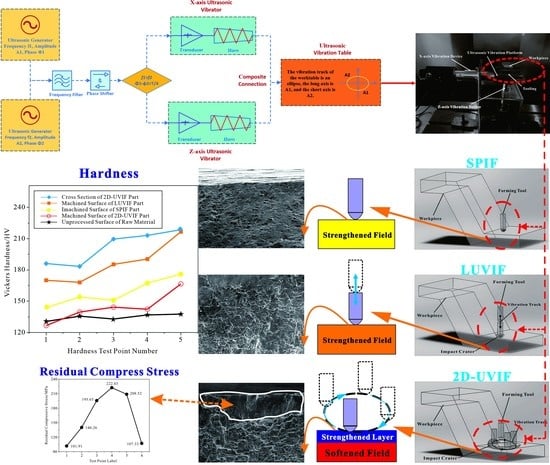
- In this work, a type of 2-dimension ellipse ultrasonic vibration incremental forming process and its unique double-mechanism method of the sectionalized cooperative control of deformation formation and mechanical performance including the internal softening mechanism, which promotes the deformation of materials, and the surface strengthening mechanism, which improves the superficial mechanical properties of sheet, were designed. This innovative technique aims to meet the challenging industry demands on the manufacture of thin-walled aircraft panels of a high-strength aluminum alloy with a complex shape and surface strengthening coating.
- The experimental results showed that the mean value of the surface micro-hardness of the conical sheets processed by single-point incremental forming, longitudinal ultrasonic vibration incremental forming, and 2D ellipse ultrasonic vibration incremental forming were increased accordingly by 17.67%, 38.2%, and 50.13% compared to that of the raw materials of the 7075 aluminum ally. However, the mean value of the cross-sectional micro-hardness of the 2D ellipse ultrasonic vibration incremental forming sheet increased by only 6.87%. The experimental results demonstrated that the mechanical properties of the core materials of the part were nearly the same as or even lower than that of the raw materials. The SEM images of the fracture surface of the sheet for the novel forming technique showed distinct features of the surface strengthening coating with about a 200 μm fibrous-structure thickness and ductile fracture with a great number of dimples induced by softening effects. The testing results totally confirmed the double-mechanism assumption of internal softening and surface strengthening. In addition, a residual compressive stress field located on the surface of the sheet for the novel forming method could improve its fatigue resistance.
- The SEM images of the fracture surface of the sheet for the novel technique showed that the ductile feature of the isometric dimples decreased along the depth and more quasi-cleavage planes appeared far from the source of ultrasonic vibration. Obviously, these phenomena were closely related to the affecting range of ultrasonic vibration. Although the double-mechanism method was proven to be feasible, the conditions for the motivating softening effects or hardening effects that play a leading role are still unknown. The precise quantification of ultrasonic softening, ultrasonic hardening, thermal softening, work hardening, refined crystalline strengthening, and stress superposition is challenging but vital for application of the 2D ellipse ultrasonic vibration incremental forming process and the double-mechanism method in industry.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, C.; Zhao, Z.; Zhang, X.; Wang, J. A progressive approach to predict shot peening process parameters for forming integral panel of Al7050-T7451. Chin. J. Aeronaut. 2021, 34, 617–627. [Google Scholar] [CrossRef]
- Wang, D.; Xu, F.; Yuan, L.; Zhang, D.; Liu, J.; Hu, Y.; Kang, H.; Ma, Q.; Tong, Y.; Han, W. Brief introduction and recent development on the manufacture of aluminium alloy integral panels in aerospace applications. Int. J. Mater. Struct. Integr. 2021, 14, 299–318. [Google Scholar] [CrossRef]
- Malhotra, R.; Xue, L.; Belytschko, T.; Cao, J. Mechanics of fracture in single point incremental forming. J. Mater. Process. Technol. 2012, 212, 1573–1590. [Google Scholar] [CrossRef]
- Aerens, R.; Eyckens, P.; Van Bael, A.; Duflou, J.R. Force prediction for single point incremental forming deduced from experimental and FEM observations. Int. J. Adv. Manuf. Technol. 2010, 46, 969–982. [Google Scholar] [CrossRef]
- Vanhove, H.; Mohammadi, A.; Guo, Y.S.; Duflou, J.R. High-Speed Single Point Incremental Forming of an Automotive Aluminium Alloy. Key Eng. Mater. 2014, 622–623, 433–439. [Google Scholar] [CrossRef]
- Bastos, R.N.P.; De Sousa, R.J.A.; Ferreira, J.A.F. Enhancing time efficiency on single point incremental forming processes. Int. J. Mater. Form. 2016, 9, 653–662. [Google Scholar] [CrossRef]
- Azevedo, N.G.; Farias, J.S.; Bastos, R.P.; Teixeira, P.; Davim, J.P.; de Sousa, R.J.A. Lubrication aspects during Single Point Incremental Forming for steel and aluminum materials. Int. J. Precis. Eng. Manuf. 2015, 16, 589–595. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Kubit, A.; Dzierwa, A.; Krasowski, B.; Jurczak, W. Surface Finish Analysis in Single Point Incremental Sheet Forming of Rib-Stiffened 2024-T3 and 7075-T6 Alclad Aluminium Alloy Panels. Materials 2021, 14, 1640. [Google Scholar] [CrossRef]
- Bansal, A.; Lingam, R.; Yadav, S.K.; Reddy, N.V. Prediction of forming forces in single point incremental forming. J. Manuf. Process. 2017, 28, 486–493. [Google Scholar] [CrossRef]
- Zhang, H.; Lu, B.; Chen, J.; Feng, S.; Li, Z.; Long, H. Thickness control in a new flexible hybrid incremental sheet forming process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 779–791. [Google Scholar] [CrossRef]
- Liu, S.; Shan, X.; Guo, K.; Yang, Y.; Xie, T. Experimental study on titanium wire drawing with ultrasonic vibration. Ultrasonics 2018, 83, 60–67. [Google Scholar] [CrossRef]
- Zhou, H.; Cui, H.; Qin, Q.H. Influence of ultrasonic vibration on the plasticity of metals during compression process. J. Mater. Process. Technol. 2018, 251, 146–159. [Google Scholar] [CrossRef]
- Tao, G.; Ma, C.; Bai, L.; Shen, X.; Zhang, J. Feed-direction ultrasonic vibration−assisted milling surface texture formation. Mater. Manuf. Process. 2017, 32, 193–198. [Google Scholar] [CrossRef]
- Sun, S.; Tang, J.; Shao, W.; Chen, C.; Liu, Y. Research on the matching relationship between ultrasonic-assisted grinding parameters and workpiece surface roughness. Int. J. Adv. Manuf. Technol. 2019, 102, 487–496. [Google Scholar] [CrossRef]
- Hu, J.; Shimizu, T.; Yang, M. Investigation on ultrasonic volume effects: Stress superposition, acoustic softening and dynamic impact. Ultrason. Sonochem. 2018, 48, 240–248. [Google Scholar] [CrossRef] [PubMed]
- Siddiq, A.; El Sayed, T. Ultrasonic-assisted manufacturing processes: Variational model and numerical simulations. Ultrasonics 2012, 52, 521–529. [Google Scholar] [CrossRef] [PubMed]
- Deshpande, A.; Hsu, K. Acoustic energy enabled dynamic recovery in aluminium and its effects on stress evolution and post-deformation microstructure. Mater. Sci. Eng. A 2018, 711, 62–68. [Google Scholar] [CrossRef]
- Hu, J.; Shimizu, T.; Yoshino, T.; Shiratori, T.; Yang, M. Ultrasonic dynamic impact effect on deformation of aluminum during micro-compression tests. J. Mater. Process. Technol. 2018, 258, 144–154. [Google Scholar] [CrossRef]
- Li, Y.; Chen, X.; Sun, J.; Li, J.; Zhao, G. Effects of ultrasonic vibration on deformation mechanism of incremental point-forming process. Procedia Eng. 2017, 207, 777–782. [Google Scholar] [CrossRef]
- Zhai, W.; Li, Y.; Cheng, Z.; Sun, L.; Li, F.; Li, J. Investigation on the forming force and surface quality during ultrasonic-assisted incremental sheet forming process. Int. J. Adv. Manuf. Technol. 2020, 106, 2703–2719. [Google Scholar] [CrossRef]
- Sakhtemanian, M.R.; Honarpisheh, M.; Amini, S. A novel material modeling technique in the single-point incremental forming assisted by the ultrasonic vibration of low carbon steel/commercially pure titanium bimetal sheet. Int. J. Adv. Manuf. Technol. 2019, 102, 473–486. [Google Scholar] [CrossRef]
- Sun, Y.; Lu, Z.; Li, C.; Wang, R.; Zhai, W. Study on the Springback Effect and Surface Property for Ultrasonic-Assisted Incremental Sheet Forming of Aluminum Alloy. Symmetry 2021, 13, 1217. [Google Scholar] [CrossRef]
- Li, Y.; Zhai, W.; Wang, Z.; Li, X.; Sun, L.; Li, J.; Zhao, G. Investigation on the material flow and deformation behavior during ultrasonic-assisted incremental forming of straight grooves. J. Mater. Res. Technol. 2020, 9, 433–454. [Google Scholar] [CrossRef]
- Amini, S.; Gollo, A.H.; Paktinat, H. An investigation of conventional and ultrasonic-assisted incremental forming of annealed AA1050 sheet. Int. J. Adv. Manuf. Technol. 2016, 90, 1569–1578. [Google Scholar] [CrossRef]
- Li, Y.; Cheng, Z.; Chen, X.; Long, Y.; Li, X.; Li, F.; Li, J.; Twiefel, J. Constitutive modeling and deformation analysis for the ultrasonic-assisted incremental forming process. Int. J. Adv. Manuf. Technol. 2019, 104, 2287–2299. [Google Scholar] [CrossRef]
- ASTM E915-2010; Standard Test Method for Verifying the Alignment of X-ray Diffraction Instrumentation for Residual Stress Measurement. ASTM International: West Conshohocken, PA, USA, 2010. Available online: https://www.mendeley.com/catalogue/0dc87e11-4cd6-33f1-b58d-498da3460460/ (accessed on 3 November 2022).
- EN 15305-2008; Non-Destructive Testing-Test Method for Residual Stress Analysis by X-ray Diffraction. Beuth GmbH: Berlin, Germany, 2009. Available online: https://www.antpedia.com/standard/pdf/H26/1702/BS%20EN%2015305-2008_1875.pdf (accessed on 3 November 2022).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| ≤0.4 | ≤0.5 | 1.2–2.0 | ≤0.3 | 2.1–2.9 | 0.18–0.28 | 5.1–6.1 | ≤0.2 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, Y.; Dong, M.; Pan, X.; Yi, C.; Su, J. Surface Mechanical Properties and Micro-Structure Evolution of 7075 Aluminum Alloy Sheet for 2-Dimension Ellipse Ultrasonic Vibration Incremental Forming: A Pretreatment for Laser Shock Peening. Coatings 2022, 12, 1914. https://doi.org/10.3390/coatings12121914
Lv Y, Dong M, Pan X, Yi C, Su J. Surface Mechanical Properties and Micro-Structure Evolution of 7075 Aluminum Alloy Sheet for 2-Dimension Ellipse Ultrasonic Vibration Incremental Forming: A Pretreatment for Laser Shock Peening. Coatings. 2022; 12(12):1914. https://doi.org/10.3390/coatings12121914
Chicago/Turabian StyleLv, Yuan, Mengen Dong, Xixiang Pan, Cong Yi, and Jiaqi Su. 2022. "Surface Mechanical Properties and Micro-Structure Evolution of 7075 Aluminum Alloy Sheet for 2-Dimension Ellipse Ultrasonic Vibration Incremental Forming: A Pretreatment for Laser Shock Peening" Coatings 12, no. 12: 1914. https://doi.org/10.3390/coatings12121914