
Obtaining Uniform High-Strength and Ductility of 2A12 Aluminum Alloy Cabin Components via Predeformation and Annular Channel Angular Extrusion


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
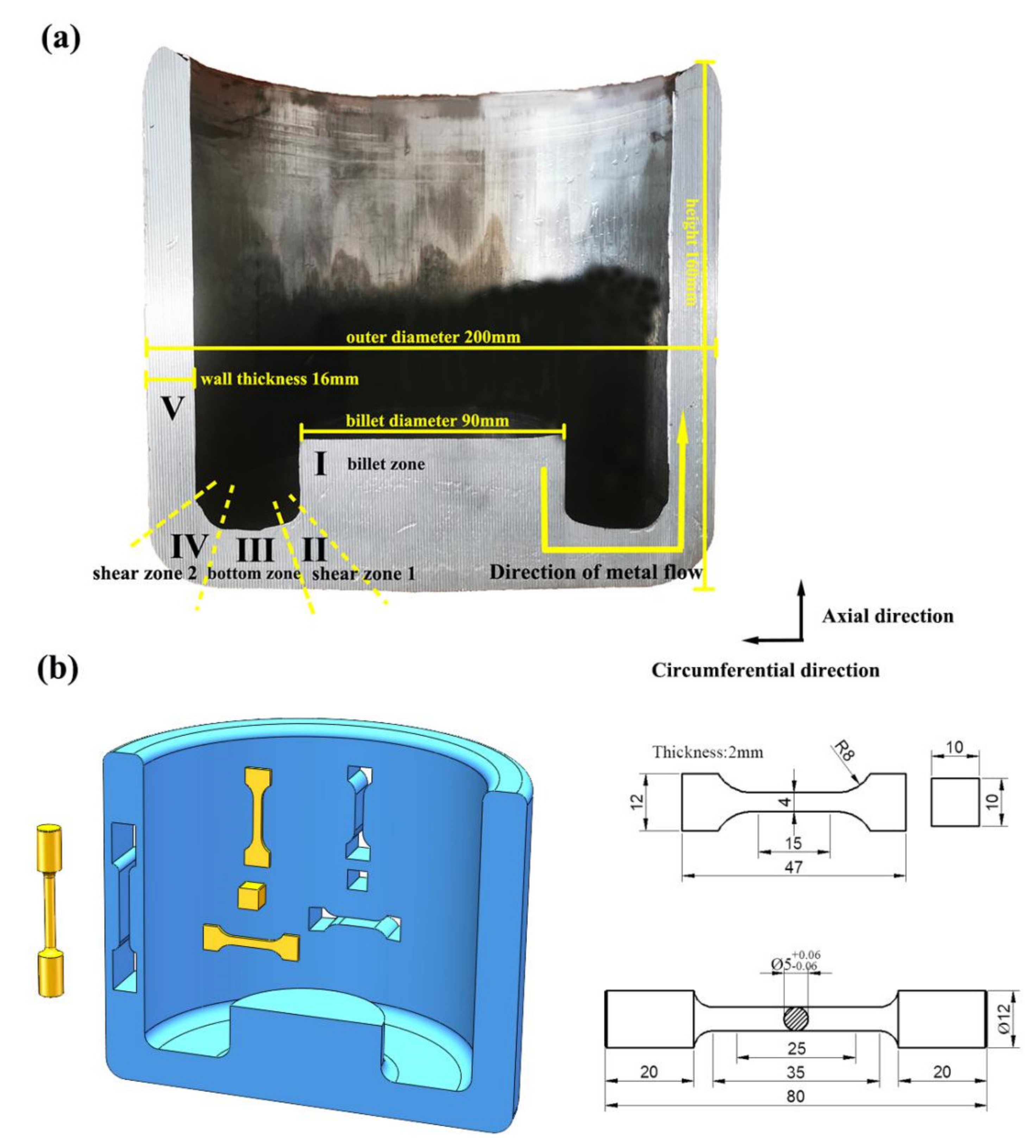
3.1. Finite Element Simulation
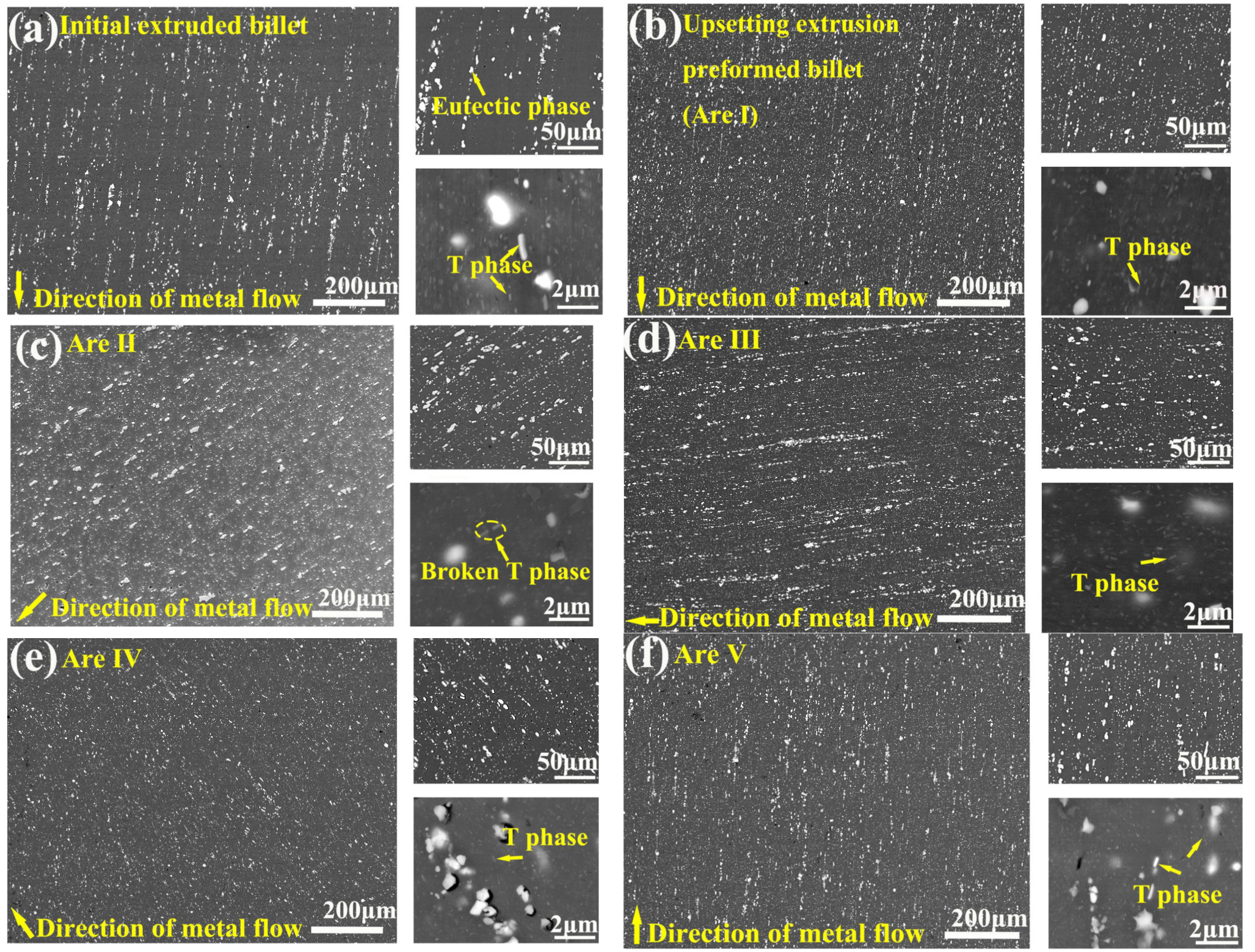
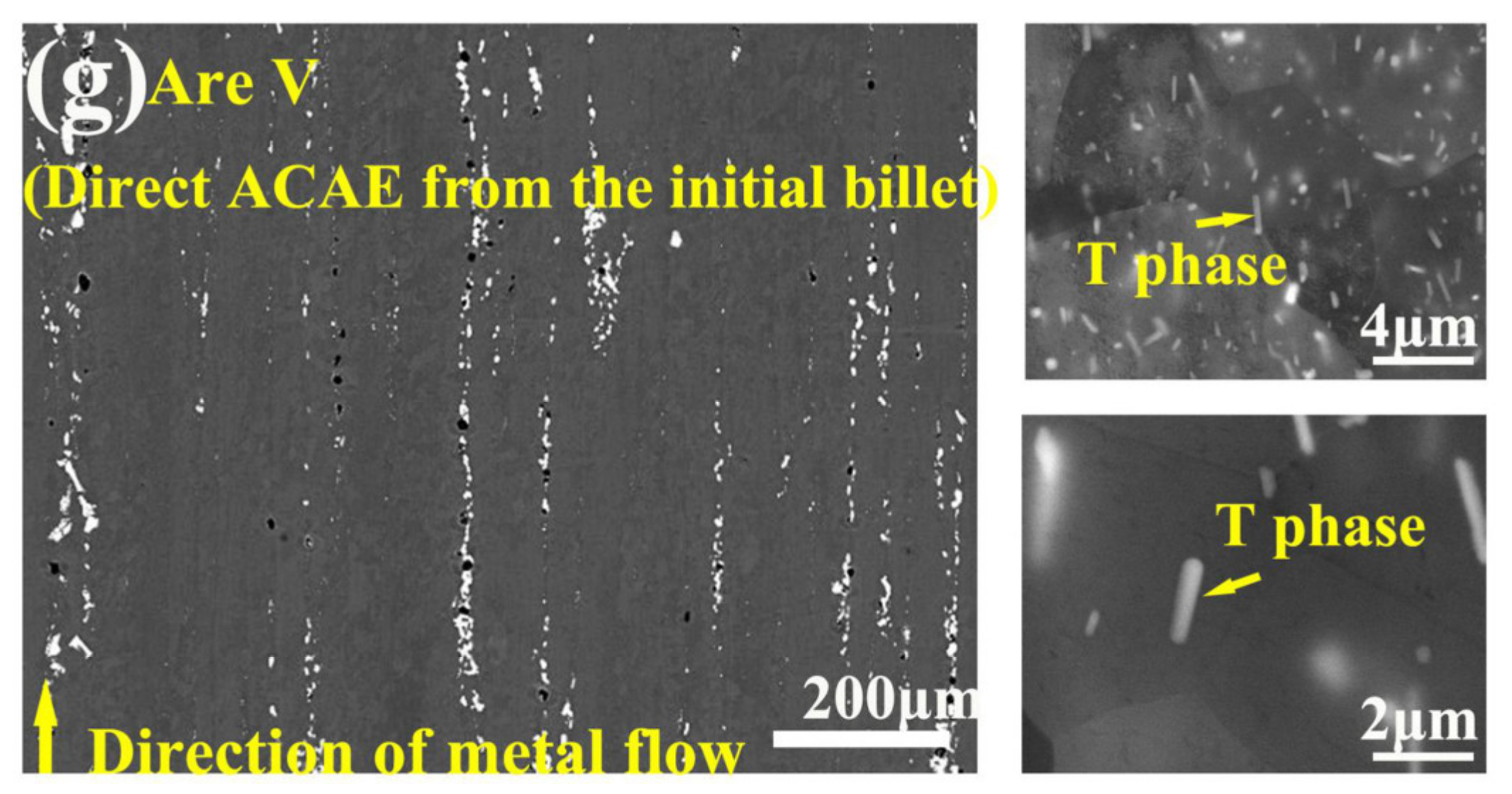
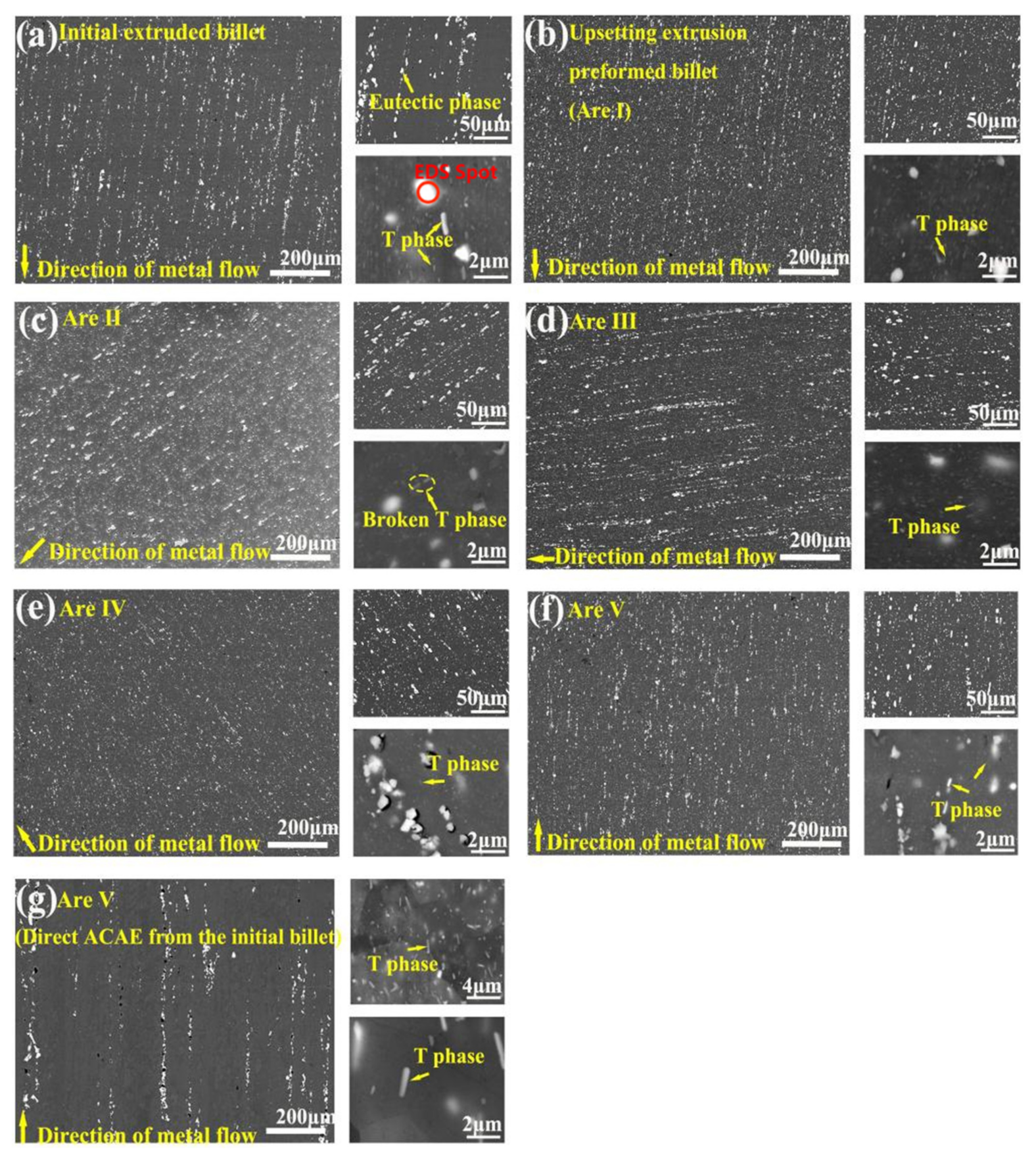
3.2. Microstructure Evolution
3.3. Heat Treatment Microstructure
3.4. Mechanical Properties
4. Conclusions
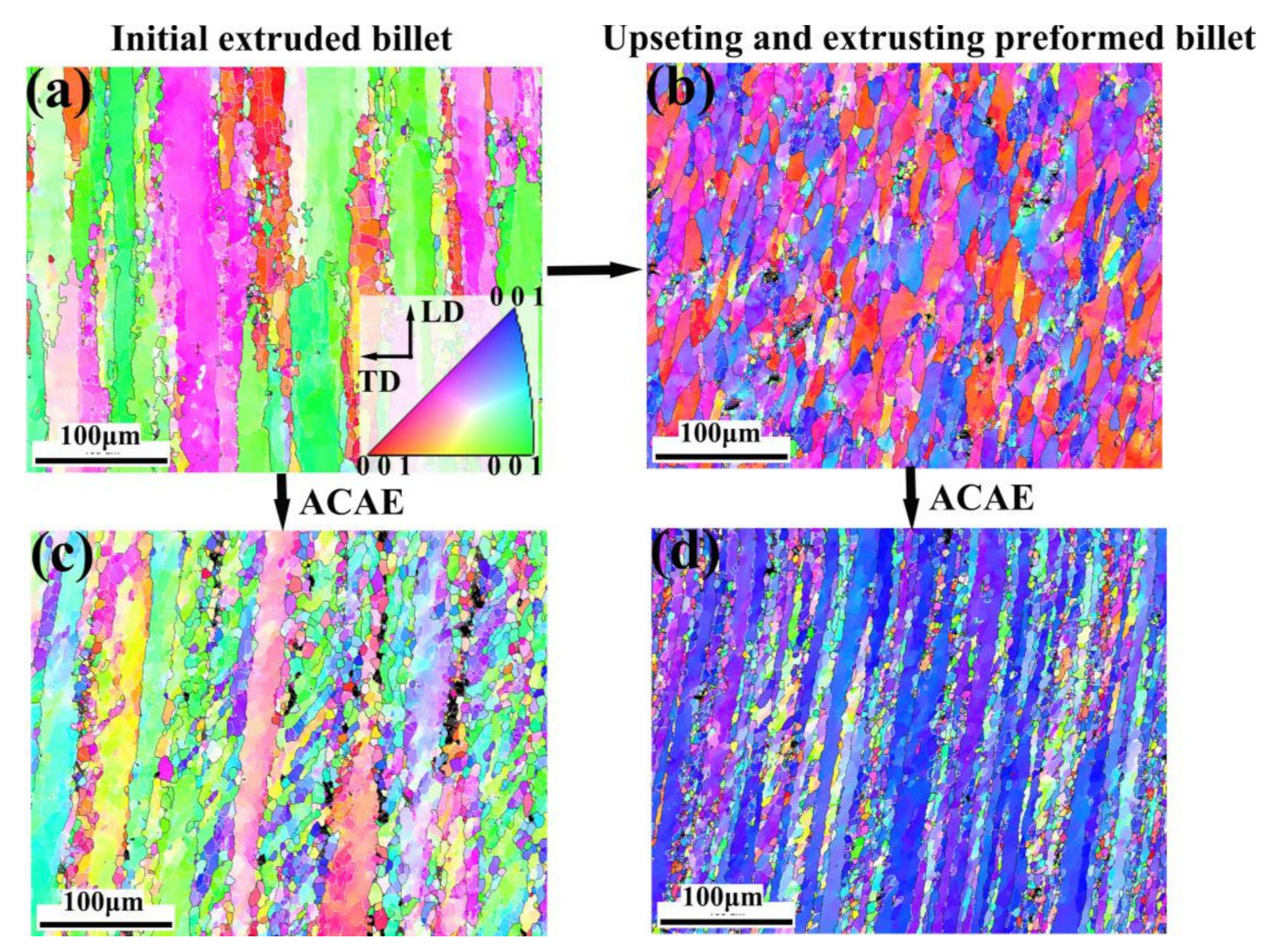
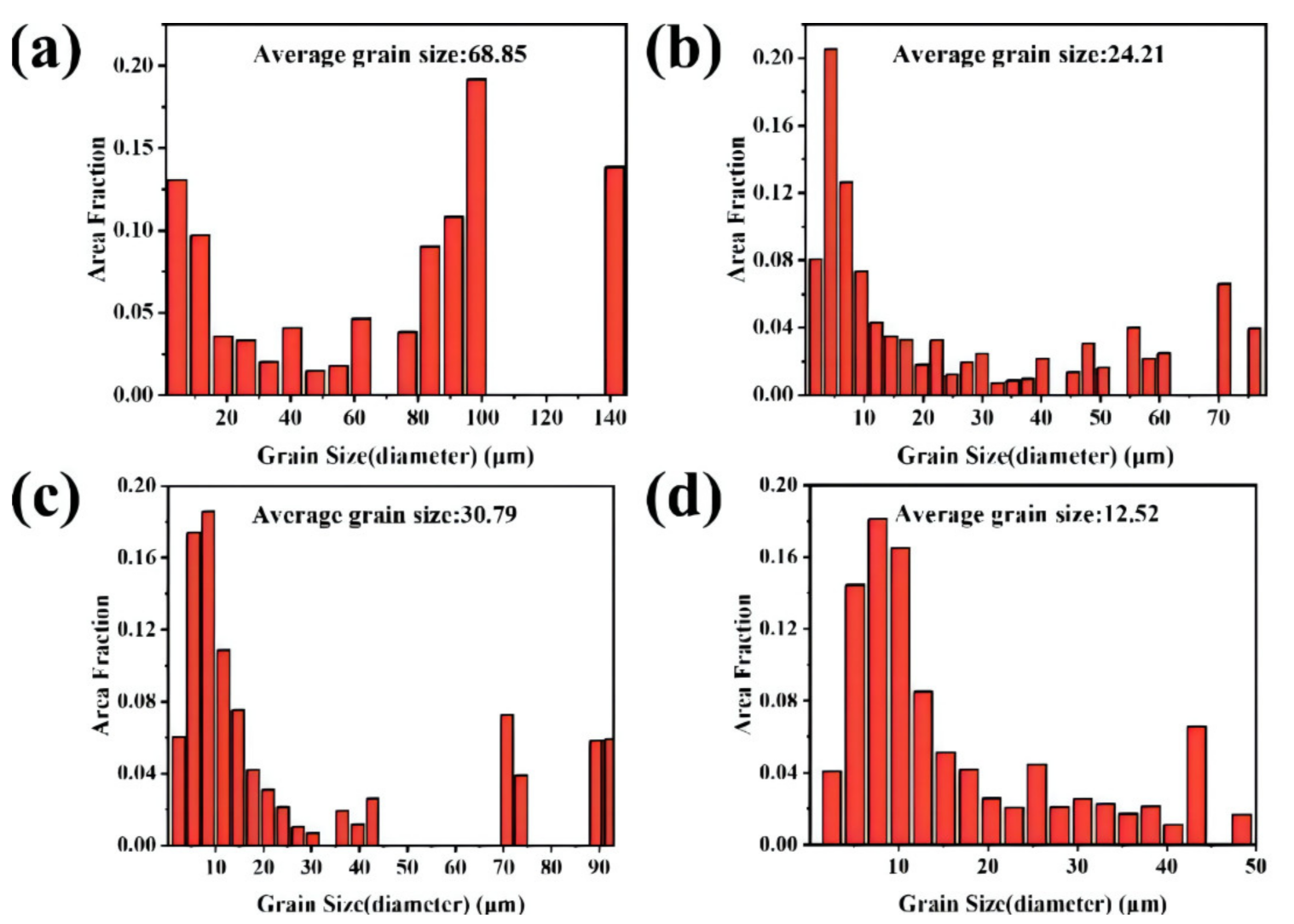
- Preforming the initial billet of the 2A12 aluminum alloy by the upsetting extrusion of several plastic deformations before the ACAE can effectively obtain the regular, fine, and dispersing second phases, and can increase the cumulative deformation, and obtain more refined grains;
- The second phases, with a regular shape and a fine and dispersive distribution, represent a higher ability to coordinate the deformation of the Al matrix, which plays a key role in improving the mechanical uniformity and elongation of the 2A12 aluminum alloy ACAE component along the axial and circumferential mechanical properties. After the UE + ACAE process, the axial UTS and EL of the cabin in the extrusion state are 271 MPa and 22.7%, respectively. At the same time, the circumferential UTS and EL are 262 MPa and 23%, respectively. The UE process can significantly improve the mechanical properties of materials by affecting the second phase;
- After proper T6 heat treatment, the UE + ACAE-formed component can still maintain the characteristics of the uniform axial and circumferential mechanical properties and high elongation. After a solution treatment of 515 °C × 1 h, and an artificial aging treatment of 190 °C × 6 h, the 2A12 aluminum alloy cabin enjoys good mechanical properties and uniformity. The axial UTS is 484 MPa, and the EL is 17.5%. The circumferential UTS is 482 MPa, and the EL is 16.8%. The mechanical uniformity is better than in the ACAE process. High-performance cabins with a uniform performance can be prepared by combining the upsetting extrusion of several plastic deformations with the annular channel angular extrusion process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A
References
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Williams, J.C.; Starke, E.A., Jr. Progress in structural materials for aerospace systems. Acta Mater. 2003, 51, 5775–5799. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, Y.; Hu, J. Recent advances in the development of aerospace materials. Prog. Aerosp. Sci. 2018, 97, 22–34. [Google Scholar] [CrossRef]
- Shatermashhadi, V.; Manafi, B.; Abrinia, K.; Faraji, G.; Sanei, M. Development of a novel method for the backward extrusion. Mater. Des. 2014, 62, 361–366. [Google Scholar] [CrossRef]
- Hosseini, S.H.; Abrinia, K.; Faraji, G. Applicability of a modified backward extrusion process on commercially pure aluminum. Mater. Des. 2015, 65, 521–528. [Google Scholar] [CrossRef]
- Zhao, X.; Li, S.; Zhang, Z.; Gao, P.; Kan, S.; Yan, F. Comparisons of microstructure homogeneity, texture and mechanical properties of AZ80 magnesium alloy fabricated by annular channel angular extrusion and backward extrusion. J. Magnes. Alloy. 2020, 8, 624–639. [Google Scholar] [CrossRef]
- Zhao, X.; Li, S.; Yan, F.; Zhang, Z.; Wu, Y. Microstructure Evolution and Mechanical Properties of AZ80 Mg Alloy during Annular Channel Angular Extrusion Process and Heat Treatment. Materials 2019, 12, 4223. [Google Scholar] [CrossRef] [Green Version]
- Gao, P.; Zhao, X.; Yan, F.; Li, S.; Zhang, Z. Effects of annular channel angular extrusion process and heat treatment on microstructure and mechanical properties of 2A12 aluminum alloy cabin. Mater. Res. Express 2019, 6, 126578. [Google Scholar] [CrossRef]
- Balasundar, I.; Raghu, T. Severe Plastic Deformation (SPD) Using a Combination of Upsetting and Extrusion. J. Metall. Eng. 2013, 2, 130–139. [Google Scholar]
- Xya, B.; Am, A.; Lz, A. Crystallographic anisotropy of corrosion rate and surface faceting of polycrystalline 90Cu-10Ni in acidic NaCl solution. Mater. Des. 2022, 215, 1–14. [Google Scholar]
- Tang, Y.; Shen, X.; Liu, Z. Corrosion Behaviors of Selective Laser Melted Inconel 718 Alloy in NaOH Solution. Acta Metal. Sin. 2022, 58, 324–333. [Google Scholar]
- Haigen, W.; Fuzhong, X.; Mingpu, W. Effect of ingot grain refinement on the tensile properties of 2024 Al alloy sheets. Mater. Sci. Eng. A 2017, 682, 1–11. [Google Scholar] [CrossRef]
- Liu, X.Y.; Pan, Q.L.; Lu, Z.L.; Cao, S.F.; He, Y.B.; Li, W.B. Effects of solution treatment on the microstructure and mechanical properties of Al–Cu–Mg–Ag alloy. Mater. Des. 2010, 31, 4392–4397. [Google Scholar] [CrossRef]
- Chen, Z.; Chen, P.; Li, S. Effect of Ce addition on microstructure of Al20Cu2Mn3 twin phase in an Al–Cu–Mn casting alloy. Mater. Sci. Eng. A 2012, 532, 606–609. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Huang, K.; Logé, R. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Maizza, G.; Pero, R.; Richetta, M.; Montanari, R. Continuous dynamic recrystallization (CDRX) model for aluminum alloys. J. Mater. Sci. 2017, 53, 4563–4573. [Google Scholar] [CrossRef]
- Wang, F.; Zheng, R.; Chen, J.; Lyu, S.; Li, Y.; Xiao, W.; Ma, C. Significant improvement in the strength of Mg-Al-Zn-Ca-Mn extruded alloy by tailoring the initial microstructure. Vacuum 2019, 161, 429–433. [Google Scholar] [CrossRef]
- Chen, X.H.; Liu, L.Z.; Liu, J.; Pan, F.S. Enhanced Electromagnetic Interference Shielding of Mg–Zn–Zr Alloy by Ce Addition. Acta Metall. Sin. 2015, 28, 492–498. [Google Scholar] [CrossRef]
- Robson, J.D.; Henry, D.T.; Davis, B. Particle effects on recrystallization in magnesium–manganese alloys: Particle pinning. Mater. Sci. Eng. A 2011, 528, 4239–4247. [Google Scholar] [CrossRef]
- Styles, M.J.; Hutchinson, C.R.; Chen, Y.; Deschamps, A.; Bastow, T.J. The coexistence of two S (Al2CuMg) phases in Al-Cu-Mg alloys. Acta Mater. 2012, 60, 6940–6951. [Google Scholar] [CrossRef]
- Wang, S.C.; Starink, M.J. Two types of S phase precipitates in Al-Cu-Mg alloy. Acta Mater. 2007, 55, 933–941. [Google Scholar] [CrossRef] [Green Version]
- Hu, Z.Y.; Fan, C.H.; Tong, S.H.; Ling, O.U.; Dai, N.S.; Lu, W.A. Effect of aging treatment on evolution of S′ phase in rapid cold punched Al-Cu-Mg alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 1930–1938. [Google Scholar] [CrossRef]
- Hu, Z.Y.; Fan, C.H.; Zheng, D.S.; Liu, W.L.; Chen, X.H. Microstructure evolution of Al-Cu-Mg alloy during rapid cold punching and recrystallization annealing. Trans. Nonferrous Met. Soc. China 2019, 29, 1816–1823. [Google Scholar] [CrossRef]
- Feng, Z.; Yang, Y.; Huang, B.; Han, M.; Luo, X.; Ru, J. Precipitation process along dislocations in Al–Cu–Mg alloy during artificial aging. Mater. Sci. Eng. A 2010, 528, 706–714. [Google Scholar] [CrossRef]
- Liu, Z.; Bai, S.; Zhou, X.; Gu, Y. On strain-induced dissolution of θ′ and θ particles in Al–Cu binary alloy during equal channel angular pressing. Mater. Sci. Eng. A 2011, 528, 2217–2222. [Google Scholar] [CrossRef]
- Cabibbo, M.; Evangelista, E.; Vedani, M. Influence of severe plastic deformations on secondary phase precipitation in a 6082 Al-Mg-Si alloy. Met. Mater. Trans. A 2005, 36, 1353–1364. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Weight % |
|---|---|
| Al | Others |
| Mg | 1.5 |
| Cu | 4.5 |
| Zn | ≤0.30 |
| Mn | 0.4 |
| Si | 0.1 |
| Ti | ≤0.15 |
| Ni | ≤0.10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, K.; Zhao, X.; Wang, D.-K.; Guo, L.-F.; Zhang, Z.-M. Obtaining Uniform High-Strength and Ductility of 2A12 Aluminum Alloy Cabin Components via Predeformation and Annular Channel Angular Extrusion. Coatings 2022, 12, 477. https://doi.org/10.3390/coatings12040477
Chen K, Zhao X, Wang D-K, Guo L-F, Zhang Z-M. Obtaining Uniform High-Strength and Ductility of 2A12 Aluminum Alloy Cabin Components via Predeformation and Annular Channel Angular Extrusion. Coatings. 2022; 12(4):477. https://doi.org/10.3390/coatings12040477
Chicago/Turabian StyleChen, Kai, Xi Zhao, Deng-Kui Wang, La-Feng Guo, and Zhi-Min Zhang. 2022. "Obtaining Uniform High-Strength and Ductility of 2A12 Aluminum Alloy Cabin Components via Predeformation and Annular Channel Angular Extrusion" Coatings 12, no. 4: 477. https://doi.org/10.3390/coatings12040477