
Long-Term Performance of Recycled Asphalt Pavement with Recycled Engine Oil Bottom Based on Accelerated Loading Test



Abstract
:1. Introduction
2. Materials and Methods
2.1. REOB Regenerant
- (1)
- Security. The flash point index reflects its construction safety. If this value is too low, it is a fire hazard under high-temperature operation. After testing, the flash point value of REOB is 247 °C, and the flash point value as asphalt regeneration agent meets the requirements of construction safety standards shall not be less than 220 °C.
- (2)
- Components. Aromatic components mainly play the role of dissolving and dispersing asphaltene in aged asphalt; thus, regenerants require a large amount of aromatic components. The four-component analysis revealed that the aromatic content of the REOB regenerant is high at 81.2%, which can supplement the aromatic content missing in the asphalt aging process, while the saturated content also meets the specification requirements of ≤30% regenerant.
- (3)
- Anti-aging properties. The viscosity ratio and mass change reflect the increase in viscosity and the decrease in mass after the film is heated, respectively. The smaller these two values, the better the anti-aging properties of the material. Owing to the high content of light components in REOB, it easily volatilizes at high temperature. Certain amounts of mass loss and viscosity increase are inevitable, but they are within the specification and controllable ranges, namely, a viscosity ratio ≤3 and a mass loss from −4% to 4%.
2.2. Asphalt
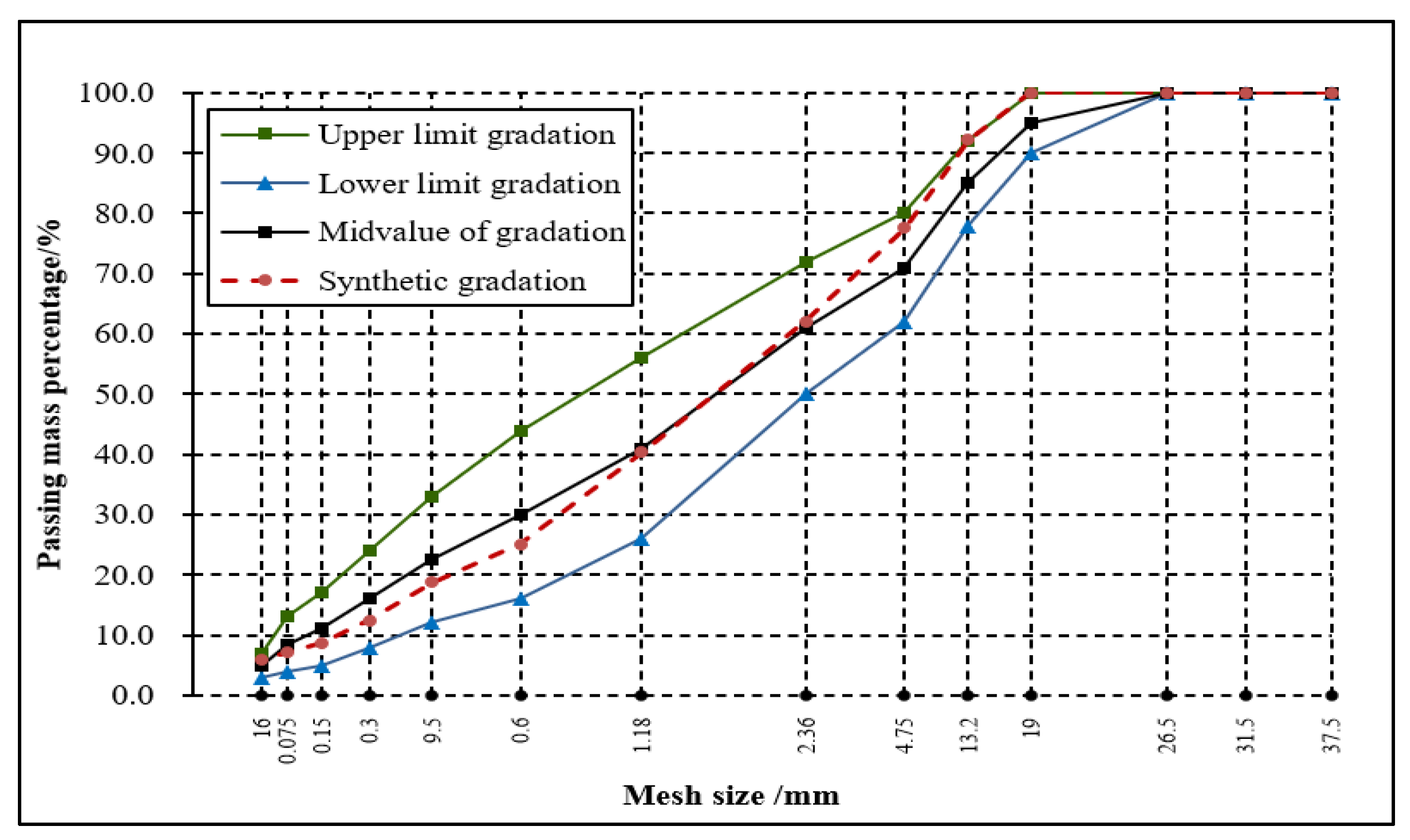
2.3. Asphalt Mixture
2.4. Test Plan
- (1)
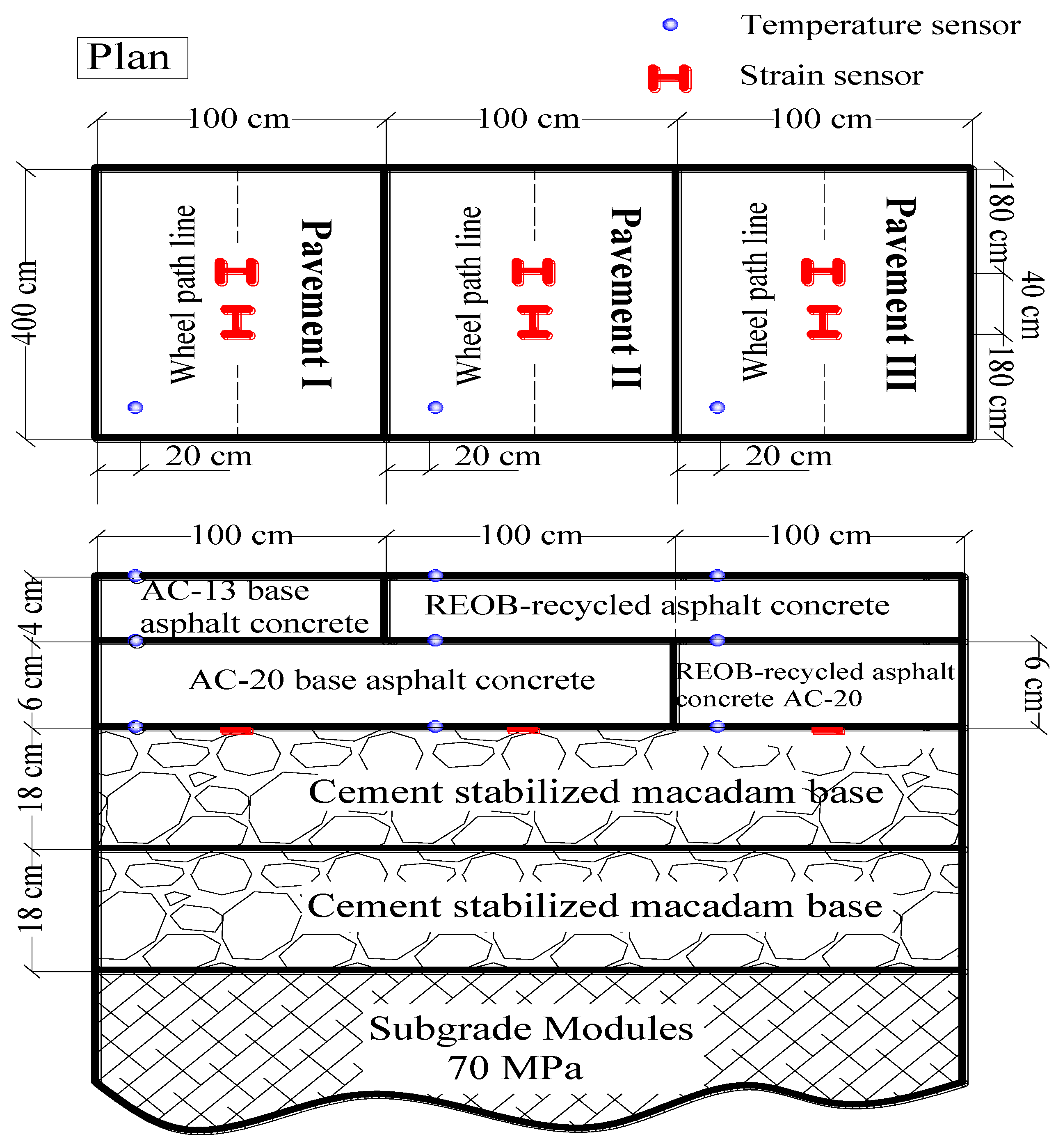
- Pavement temperature: Temperature monitoring was conducted using an embedded thermocouple temperature sensor with a measurement range able to reach −200–500 °C, while the accuracy reached 0.002 °C. A temperature sensor was embedded at the top of the upper layer, the bottom of the upper layer (the top of the lower layer), and the bottom of the lower layer of the three pavements of the test road in the form of pre-burying, which recorded temperature values every 1 h. The layout position is shown in Figure 4. Meanwhile, the indoor temperature of the corresponding time was recorded using a mercury thermometer.
- (2)
- Layer bottom strain: After comparison, the layer bottom strain monitor was used to select the KM-100HAS “I”-shaped resistance strain gauge produced by Japan’s TML company, which provided superior comprehensive performance. The three-dimensional position where the strain sensor was buried was located between the top of the cement-stabilized gravel layer and the bottom of the lower layer along the direction of the wheel track belt, and between the bottom of the upper layer and the top of the lower layer. The strain response data were collected every 10,000 cycles with a 100 Hz acquisition frequency, and the acquisition time was approximately 2 min/12 loading cycles. The strain data acquisition system included a DC-004P dynamic strain gauge that was made by Tokyo Measuring Instruments Lab in Japan, and visual log DC-7004P control software to collect and analyze the strain data.
- (3)
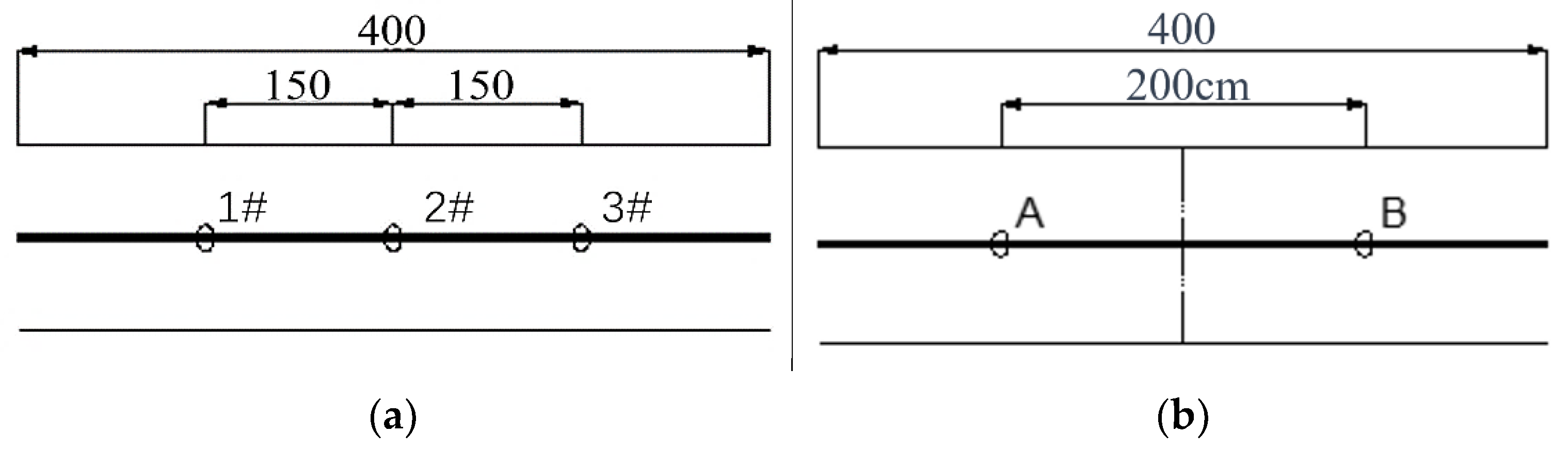
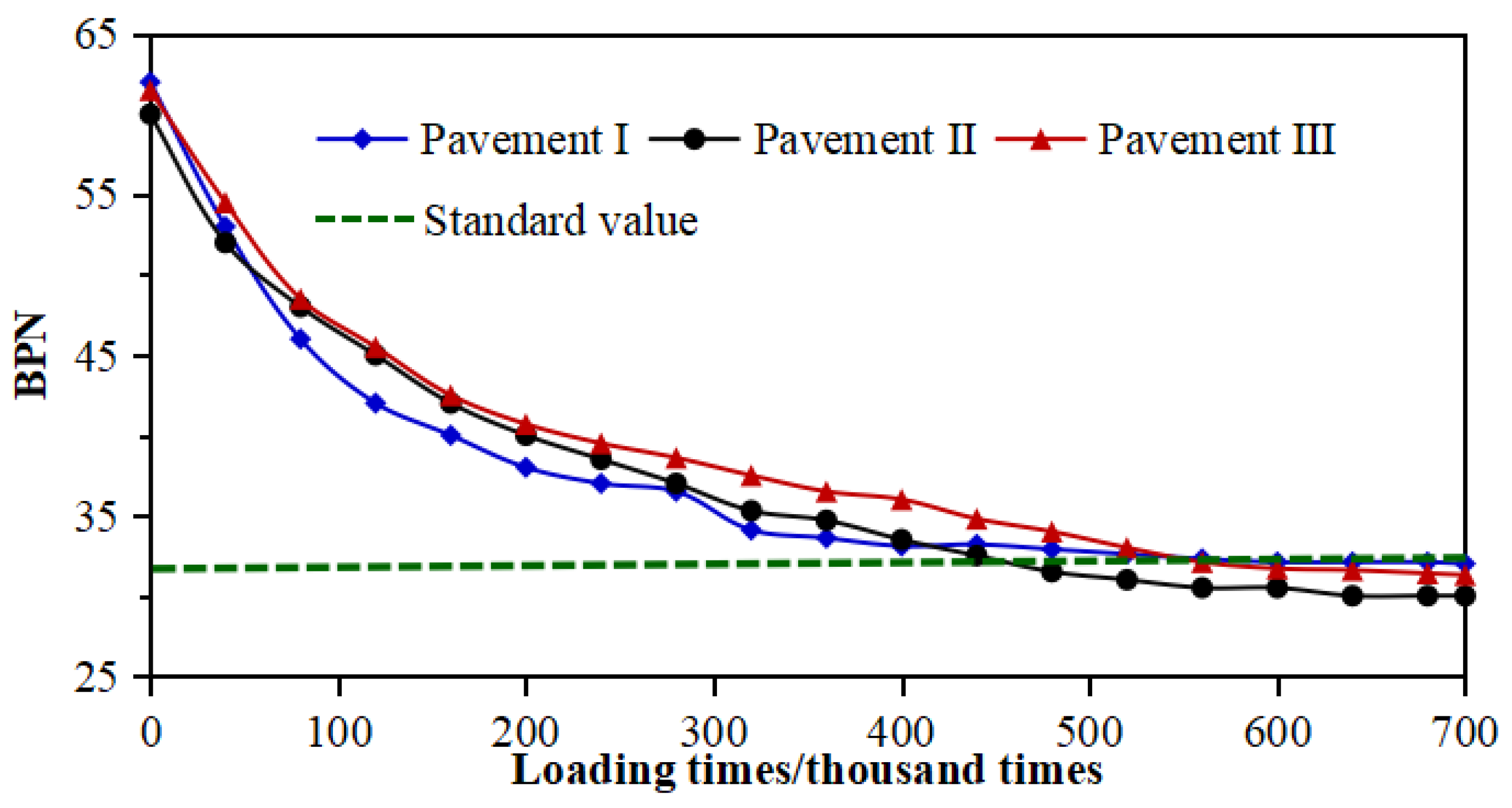
- Anti-sliding performance: Each wheel of the loading equipment was rolled for 5000 cycles, and the friction coefficient data were collected once by a pendulum friction meter, which was the British Pendulum Number (BPN) condition value, representing the anti-sliding ability of the pavement. The friction coefficient of the asphalt pavement was monitored by setting three detection points along the wheel trace direction, as shown in Figure 5a.
- (4)
- Anti-rutting performance: A laser car that was independently developed by Shandong Jiaotong University was used for the rutting test at points A and B in Figure 5. The test range of the laser car was 1 m2. The rutting data were collected after every 5000 loading cycles, and the rutting of a cross-section was tested every 0.2 m, as shown in Figure 5b.
3. Results and Discussion
3.1. Analysis of Long-Term Monitoring Performance of Test Road
3.1.1. Temperature
3.1.2. Skid Resistance
3.1.3. Rut
- (1)
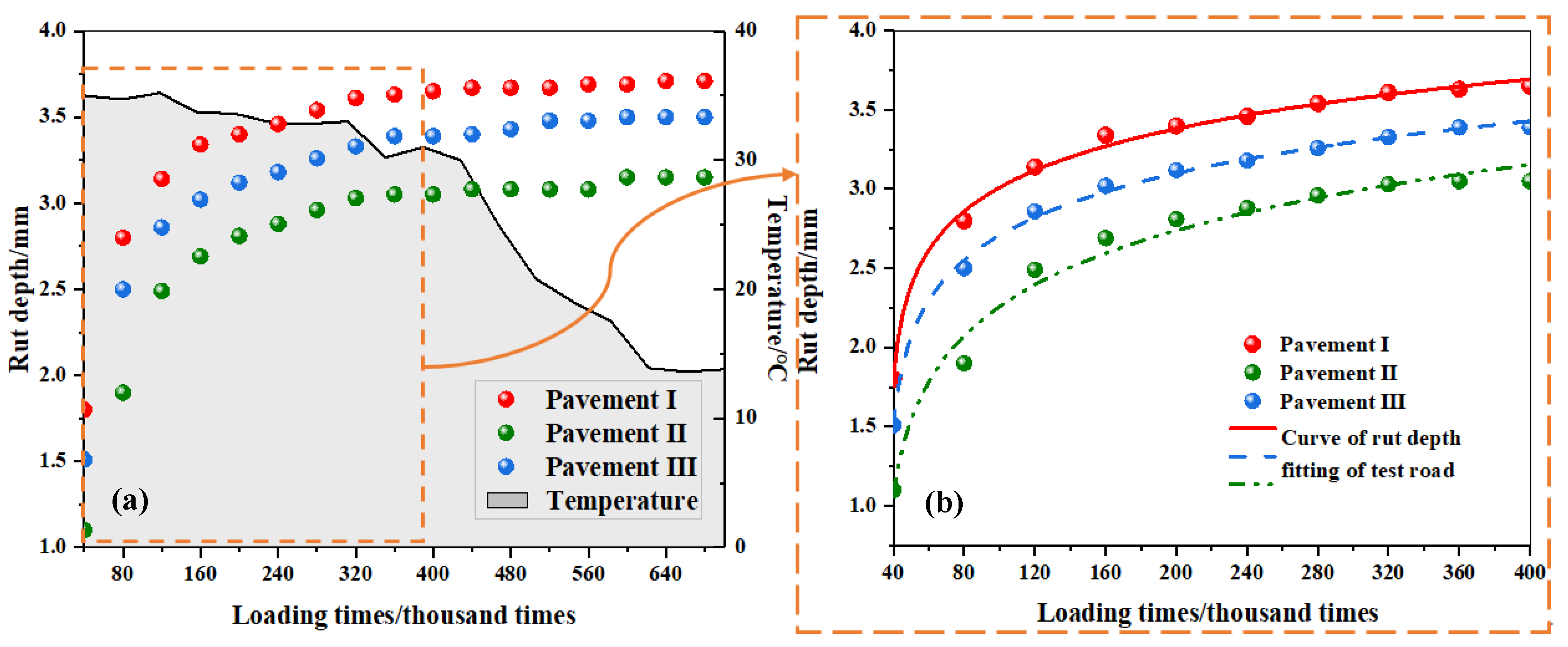
- The overall rutting shapes of the three pavement structures are similar after cycle loading, as shown in Figure 9. The rutting depths of the three types of pavement structures developed rapidly before 220,000 loading cycles with the acceleration loading system; at 160,000 loading cycles, the first inflection point appears in the rutting development, and the second inflection point appears at 220,000 loading cycles. However, after 220,000 loading cycles, the rutting depth tended to increase at a slower rate and remained almost unchanged after 400,000 loading cycles. Because the compaction of the aggregate and the discharge of air were relatively fast, the pavement could be in the stage of aggregate compaction before 220,000 loading cycles.
- (2)
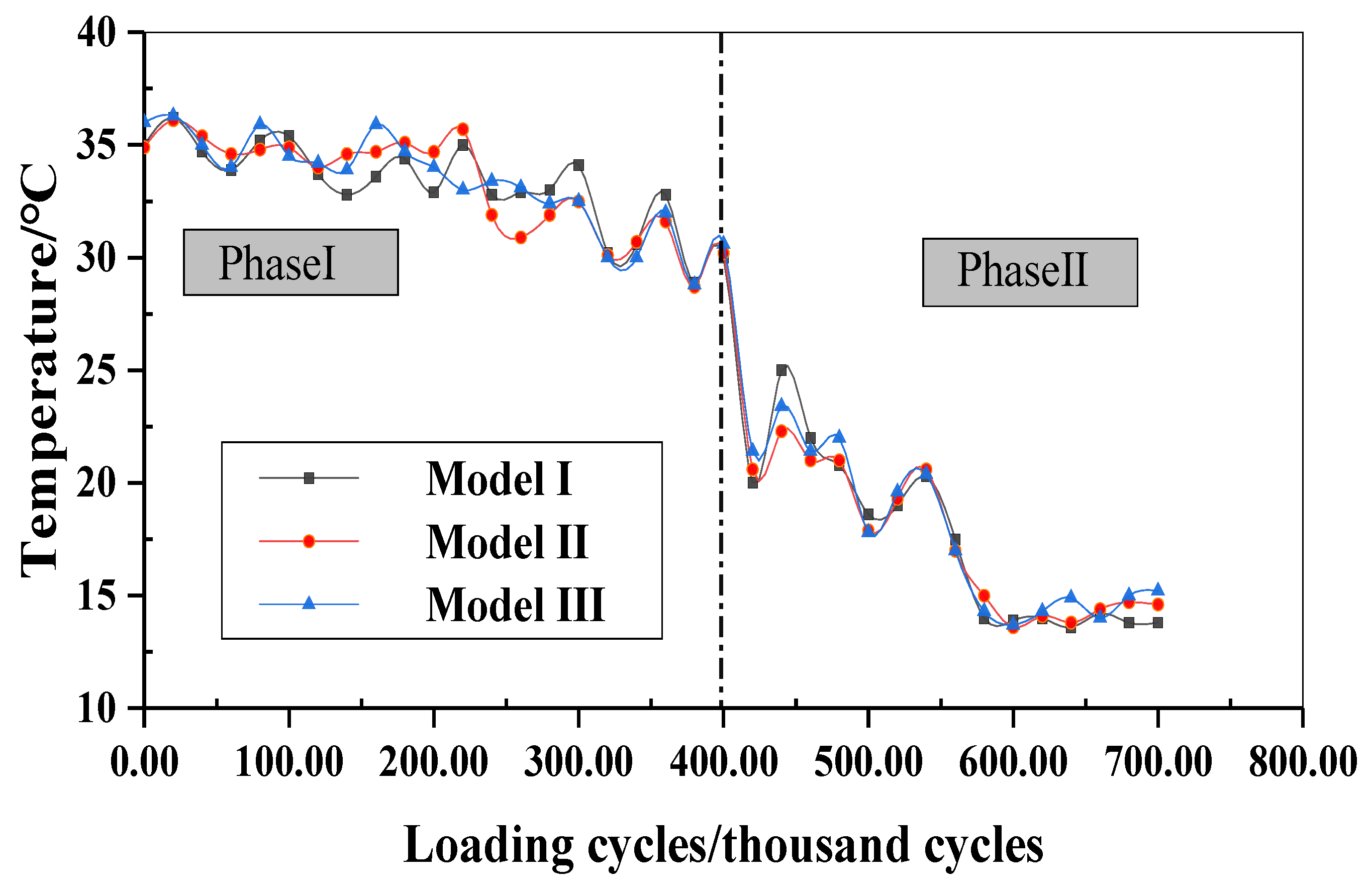
- The gray area shown in Figure 8 is the change in room temperature; hence, higher room temperature and road temperature also played a certain role in promoting the generation of rutting, causing a greater change in the early rutting depth. At the end of 700,000 loading tests, the rutting depths of the first, second, and third structural pavements were 3.7, 3.2, and 3.5 mm, respectively.
- (3)
- Compared with structural Pavements I and II, which had the same form of their lower layer, the anti-rutting ability of recycled Pavement II was approximately 13% better than that of conventional pavement “Pavement I,” when the upper layer of asphalt mixture is comprised of 4 cm of base asphalt AC-13 and REOB-recycled asphalt AC-13, respectively. The upper and lower layers of Pavement III contained the recycled mixture, whereas Pavement II only contained the recycled mixture in the upper layer and showed better anti-rutting performance than Pavement III. Comprehensive analysis shows that the REOB-recycled asphalt mixture has good anti-rutting performance when used in the upper layer.
- (4)
- At high temperature conditions, above 30 °C, damage is related to rutting but not fatigue. At intermediate temperature conditions, below 20 °C, damage is related to fatigue, and the ruts change slightly and gradually flatten out. According to the above test data results and relevant research data, the rutting changes with the loading cycles in a logarithmic form [17], and the regression curve above 30 °C (the first 400,000 loads) is shown in Figure 8b. The fitting model is shown in Table 3. The correlation coefficient R2 of the fitted logarithmic curve is over 0.98, indicating that the fitted function is reliable.
3.1.4. Layer Bottom Strain
- (1)
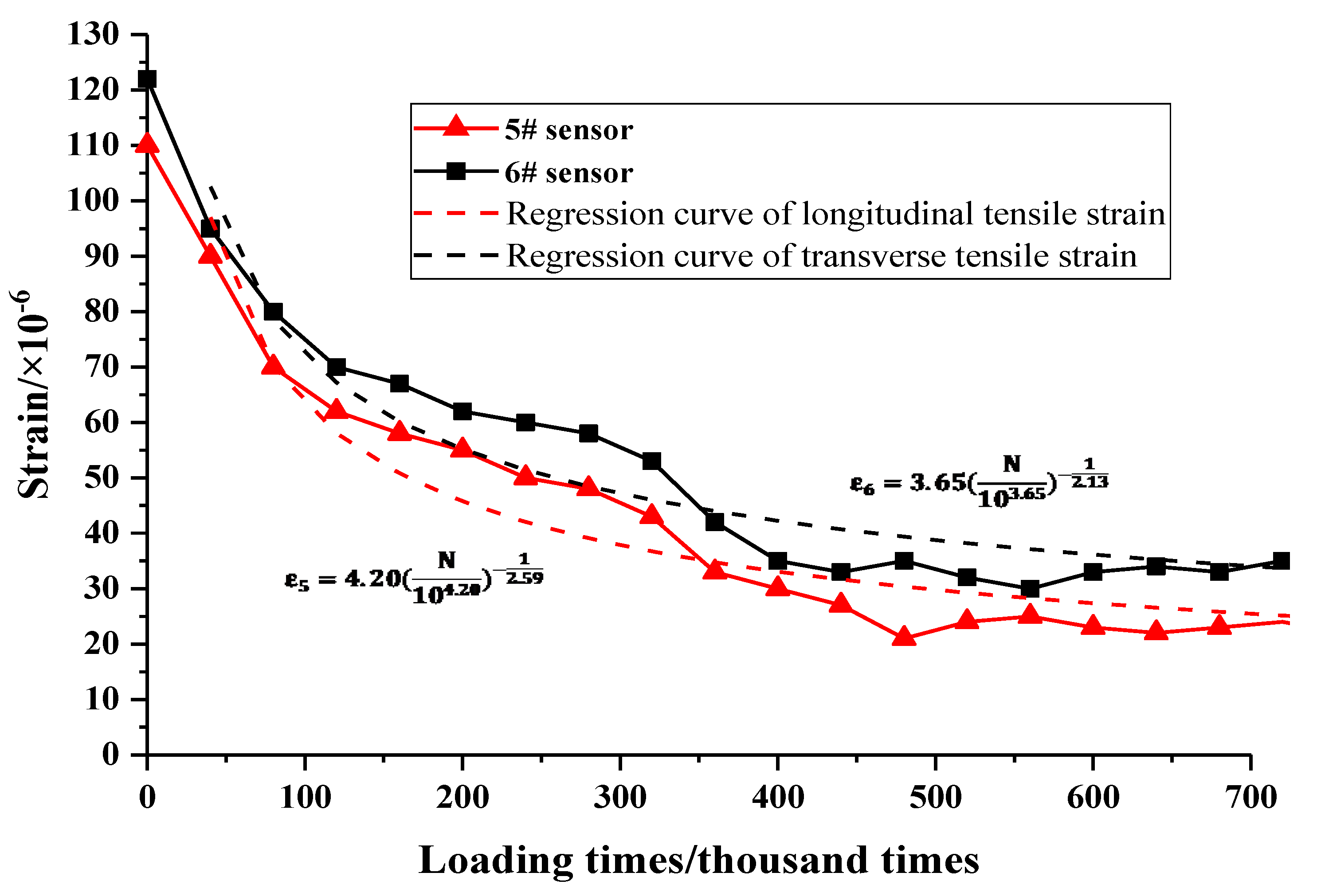
- As seen in Figure 9, the change trends of the transverse and longitudinal sensors of each pavement structure are consistent, whereas the numerical values differ. The initial strain values of Pavements I, II, and III are above 80 × 10−6, 100 × 10−6, and 110 × 10−6, respectively. After 80,000 loads, these values drop to approximately 40 × 10−6, 50 × 10−6, and 70 × 10−6, respectively. At this time, the strain changes are related to the high temperature and compaction of the mixture. As there is only a limited number of load cycles for intermediate temperatures, fatigue does not occur yet, and thereafter, the strain is only related to the temperature conditions.
- (2)
- The strain change during the entire loading process may be divided into three stages. In the initial stage of loading, the temperature is relatively high, in which the layer bottom strain is also high. In the middle stage of loading, the temperature drops sharply from 350,000 to 500,000 loading cycles. With the long-term effect of the load, the strain decreases gradually. Before the end of loading, from 500,000 to 700,000 loading cycles, the temperature drops, causing a halt in the change in strain value.
- (3)
- In the later stage of loading (from 500,000 to 700,000 cycles), the strain values of Pavements I, II, and III are stable at 9–11 × 10−6, 10–19 × 10−6 and 21–33 × 10−6, respectively. The strain at the bottom of the third layer of the pavement is at a relatively high level compared to other pavements. This result shows that the pavement using REOB-recycled asphalt mixture on both the upper and lower layers has less sufficient mechanical properties than the pavement using this asphalt mixture only in the upper layer and the conventional asphalt pavement in the lower one. Excessive strain could directly cause pavement damage, and the anti-fatigue performance of the third layer of the pavement is poor.
3.2. Material Properties before and after Loading
4. Conclusions
- (1)
- After using the ALT-R100 accelerated loading system to perform 700,000 loading cycles, the anti-skid performance and anti-rutting performance of concrete pavement with REOB-recycled asphalt and conventional asphalt are basically consistent, both meeting use requirements.
- (2)
- The pavement with the REOB-recycled asphalt mixture in the upper and lower layers enters the compaction stage sooner; thus, it is prone to rutting damage earlier, and the asphalt binder is more prone to aging. This problem does not occur when REOB-recycled asphalt mixture is only used in the upper layer.
- (3)
- A logarithmic model for predicting rutting and a Wohler-equation-based strain prediction model of the three-section test road under ALT-R100 accelerated loading were obtained, revealing the development laws for rutting and bottom strain within the applied loading times.
- (4)
- The rutting depth, BPN value, and bottom strain of the pavement gradually stabilized after loading for 400,000 cycles. When ALT-R100 is used to evaluate the high-temperature rutting resistance and anti-skid performance of asphalt mixtures, the standard test can be performed for 400,000 to 500,000 loading cycles.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jia, X.; Huang, B.; Bowers, B.F.; Zhao, S. Infrared spectra and rheological properties of asphalt cement containing waste engine oil residues. Constr. Build. Mater. 2014, 50, 683–691. [Google Scholar] [CrossRef]
- Hesp, S.A.; Shurvell, H.F. X-ray fluorescence detection of waste engine oil residue in asphalt and its effect on cracking in service. Int. J. Pavement Eng. 2010, 11, 541–553. [Google Scholar] [CrossRef]
- Hesp, S.A.M.; Shurvell, H.F. Waste Engine oil Residue in Asphalt Cement. In Proceedings of the Seventh International Conference on Maintenance and Rehabilitation of Pavements and Technological Control, Thessaloniki, Greece, 12–17 June 2019. [Google Scholar]
- Golalipour, A. Investigation of the Effect of Oil Modification on Critical Characteristics of Asphalt Binders. Ph.D Thesis, The University of Wisconsin—Madison, Madison, WI, USA, 2013. [Google Scholar]
- Herrington, P.R.; Hamilton, P.G. Recycling of Waste Oil Distillation Bottoms in Asphalt; Transfund New Zealand Research Report; California Transit Association: Sacramento, CA, USA, 1998. [Google Scholar]
- Bennert, T.; Ericson, C.; Pezeshki, D.; Haas, E.; Shamborovskyy, R.; Corun, R. Laboratory performance of refined engine oil bottoms (REOB) modified asphalt. J. Assoc. Asph. Paving Technol. 2016, 163–207. [Google Scholar]
- Cooper, S.B., Jr.; Mohammad, L.N.; Elseifi, M.A. Laboratory Performance of Asphalt Mixtures Containing Recycled Asphalt Shingles and Re-Refined Engine Oil Bottoms. J. Mater. Civ. Eng. 2017, 29, 04017106. [Google Scholar] [CrossRef]
- Li, X.; Gibson, N.; Andriescu, A.; Arnold, T.S. Performance evaluation of REOB-modified asphalt binders and mixtures. Road Mater. Pavement Des. 2017, 18, 128–153. [Google Scholar] [CrossRef]
- Zaumanis, M.; Mallick, R.B.; Frank, R. Evaluation of rejuvenator’s effectiveness with conventional mix testing for 100% reclaimed asphalt pavement mixtures. Transp. Res. Rec. J. Transp. Res. Board 2013, 2370, 17–25. [Google Scholar] [CrossRef] [Green Version]
- Sirin, O.; Tia, M.; Roque, R.; Choubane, B. Evaluation of performance characteristics of the heavy vehicle simulator in Florida. Build. Environ. 2007, 42, 1270–1277. [Google Scholar] [CrossRef]
- Choubane, B.; Gokhale, S.; Sholar, G.; Moseley, H. Evaluation of coarse and fine graded superpave mixtures under accelerated pavement testing. Transp. Res. Rec. J. Transp. Res. Board 2006, 1974, 120–127. [Google Scholar] [CrossRef]
- Theyse, H.L.; Hoover, T.P.; Harvey, J.T.; Monismith, C.L.; Coetzee, N.F. A mechanistic-empirical subgrade design model based on heavy vehicle simulator test results. Pavement Mech. Perform. 2006, 154, 195–202. [Google Scholar]
- Hugo, F.; De Vos, E.R.; Tayob, H. Aspects of cement stabilized mozambique sand base material performance under MMLS3 and MLS10 APT trafficking. SATC 2007. Available online: http://hdl.handle.net/10019.1/43003 (accessed on 6 April 2022).
- ASTM D8125-2017; Standard Specification for re-Refined Engine Oil Bottoms (REOB)/Vacuum Tower Asphalt Extender (VTAE). American Society for Testing and Materials: West Conshohocken, PA, USA, 2017.
- Yu, M.Z. Design and Road Performance Test of Recycled Asphalt Mixture with REOB. Ph.D. Thesis, Shandong Jiaotong University, Shandong, China, 2019. (In Chinese). [Google Scholar]
- Li, J.; Yu, M.; Cui, X.; Wang, W. Properties and Components of Recycled Engine Oil Bottom Rejuvenated Asphalt and Its Grey Relationship Analysis. Adv. Mater. Sci. Eng. 2019, 2019, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Wang, P.C.; Hao, X.W.; Zhang, Y. Long term performance of warm mix asphalt mixture based on accelerated loading test. J. Shenyang Jianzhu Univ. 2020, 36, 860–869. (In Chinese) [Google Scholar]
- Coutinho, R.P.; Babadopulos, L.F.A.L.; Freire, R.A.; Branco, V.T.F.C.; Soares, J.B. The use of stress sweep tests for asphalt mixtures nonlinear viscoelastic and fatigue damage responses identification. Mater. Struct. 2013, 47, 895–909. [Google Scholar] [CrossRef]
- Luo, S.; Qian, Z.D.; Harvey, J. Fatigue decay characteristics test of epoxy asphalt mixture. Chin. J. Highw. 2013, 26, 20–25. (In Chinese) [Google Scholar]
- Powell, W.D.; Potter, J.F.; Mayhew, H.C.; Nunn, M.E. The structural design of bituminous roads. Transp. Road Res. Lab. 1984, 1132, 1984. [Google Scholar]
- Elliot, R.P.; Thompson, M.R. Mechanistic design concepts for conventional flexible pavement. Transp. Eng. Ser. Urbana: Univ. Ill. 1986. Available online: https://www.researchgate.net/publication/269090247 (accessed on 6 April 2022).
- Monismith, C.L.; Deacon, J.A. Fatigue of asphalt paving mixtures. Transp. Eng. J. 1969, 95, 122–131. [Google Scholar] [CrossRef]
- Wang, X.D.; Sha, A.M.; Xu, Z.H. Dynamic Characteristics and Dynamic Parameters of Asphalt Pavement Materials; People’s Communications Press: Beijing, China, 2002. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Properties | Ash Content/% | Relative Density | 60 °C Viscosity/Cst | Flash Point/°C | Thin Film Oven Test | |
| Viscosity Ratio | Quality Change/% | |||||
| 3.7 | 0.911 | 484 | 247 | 1.69 | −1.284 | |
| Four-component analysis | Asphaltene/% | Colloid/% | Aromatics/% | Saturation/% | ||
| 0.2 | 17.7 | 81.2 | 0.9 | |||
| Test Index | Unit | Base Asphalt | Aged Asphalt | 7% REOB-Recycled Asphalt | |
|---|---|---|---|---|---|
| Test Parameters | |||||
| Penetration (25 °C) | 0.1 mm | 72.7 | 29 | 71 | |
| Softening point | °C | 49.7 | 68 | 51.9 | |
| Ductility (10 °C, 5 cm/min) | cm | 56.4 | 0.6 | 50.0 | |
| Relative density (25 °C) | / | 1.024 | 1.036 | 1.022 | |
| Viscosity (135 °C) | Cst | 338.2 | 1651.5 | 391 | |
| RTFOT (163 °C, 5 h) | Mass loss | % | −0.17 | −0.09 | −0.18 |
| Residual Penetration ratio | % | 79.1 | 67.0 | 80.2 | |
| Residual ductility (10 °C) | cm | 21.2 | 0 | 16.2 | |
| Pavement Structure Model | Rutting Prediction Model | R2 |
|---|---|---|
| Structural Pavement I | rut = 0.38959 ln(N − 3.71988) + 2.9481 | 0.99598 |
| Structural Pavement II | rut = 0.41277 ln(N − 3.65412) + 1.94652 | 0.99743 |
| Structural Pavement III | rut = 0.52695 ln(N − 3.27094) + 1.25467 | 0.98152 |
| Coring Position | Resilience Modulus/MPa | |||
|---|---|---|---|---|
| Mixture | Unload-Area-Upper | Uplift-Upper | Pit-Upper | |
| Upper layer Pavement I | 673 | 666 | 785 | 826 |
| Upper layer Pavement II | 679 | 671 | 792 | 807 |
| Upper layer Pavement III | 679 | 670 | 788 | 801 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Zhu, L.; Yu, M.; Zuo, S.; Cui, X.; Liu, P. Long-Term Performance of Recycled Asphalt Pavement with Recycled Engine Oil Bottom Based on Accelerated Loading Test. Coatings 2022, 12, 522. https://doi.org/10.3390/coatings12040522
Li J, Zhu L, Yu M, Zuo S, Cui X, Liu P. Long-Term Performance of Recycled Asphalt Pavement with Recycled Engine Oil Bottom Based on Accelerated Loading Test. Coatings. 2022; 12(4):522. https://doi.org/10.3390/coatings12040522
Chicago/Turabian StyleLi, Jin, Li Zhu, Miaozhang Yu, Shen Zuo, Xinzhuang Cui, and Peng Liu. 2022. "Long-Term Performance of Recycled Asphalt Pavement with Recycled Engine Oil Bottom Based on Accelerated Loading Test" Coatings 12, no. 4: 522. https://doi.org/10.3390/coatings12040522