
In Situ High-Temperature Tensile Fracture Mechanism of PS-PVD EBCs


Abstract
:1. Introduction
2. Experimental
2.1. Coating Preparation
2.2. Characterization
3. Results and Discussion
3.1. Microstructure of the As-Sprayed EBCS
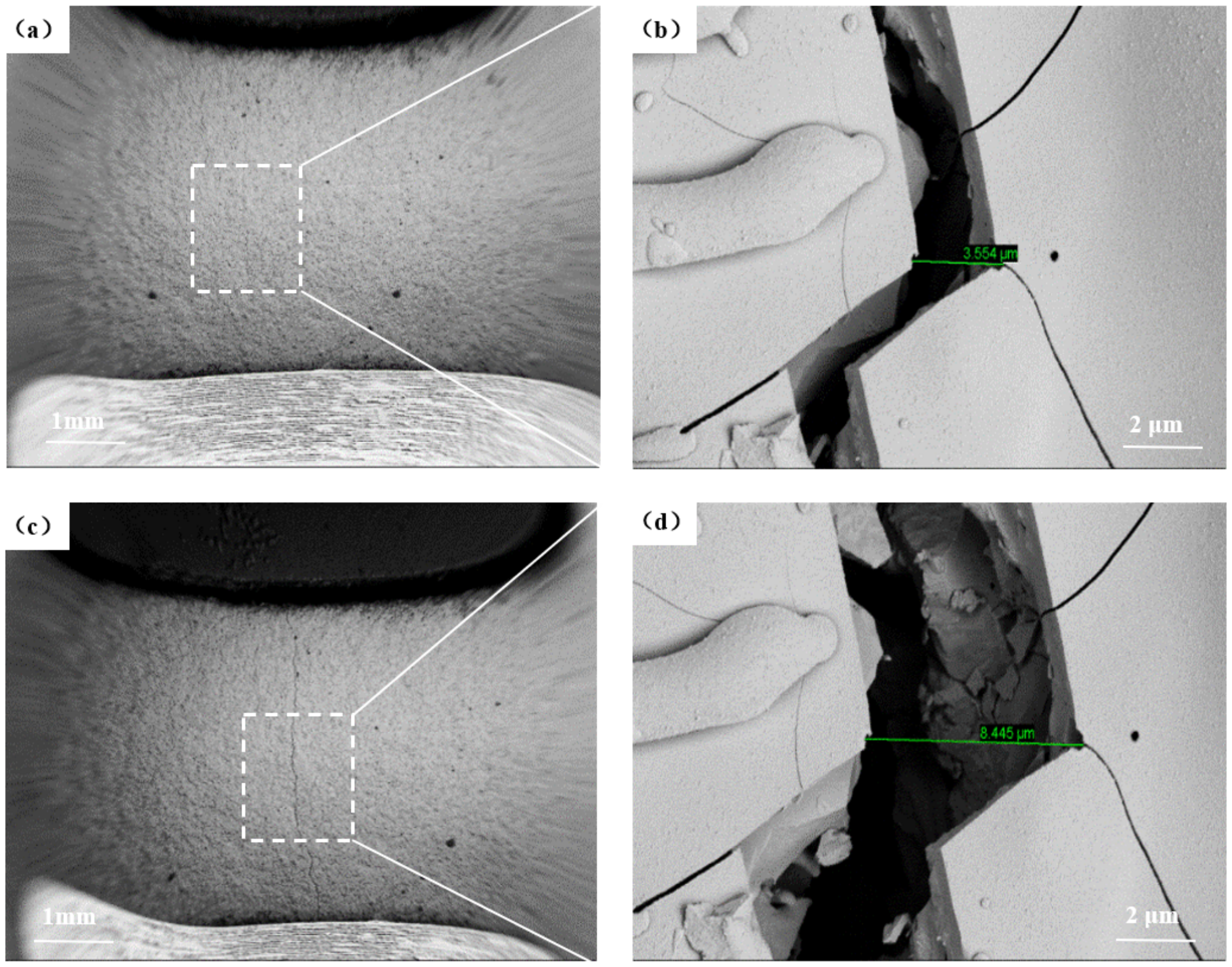
3.2. In Situ Microscopic Morphology of the EBCS under Temperature and Load Conditions
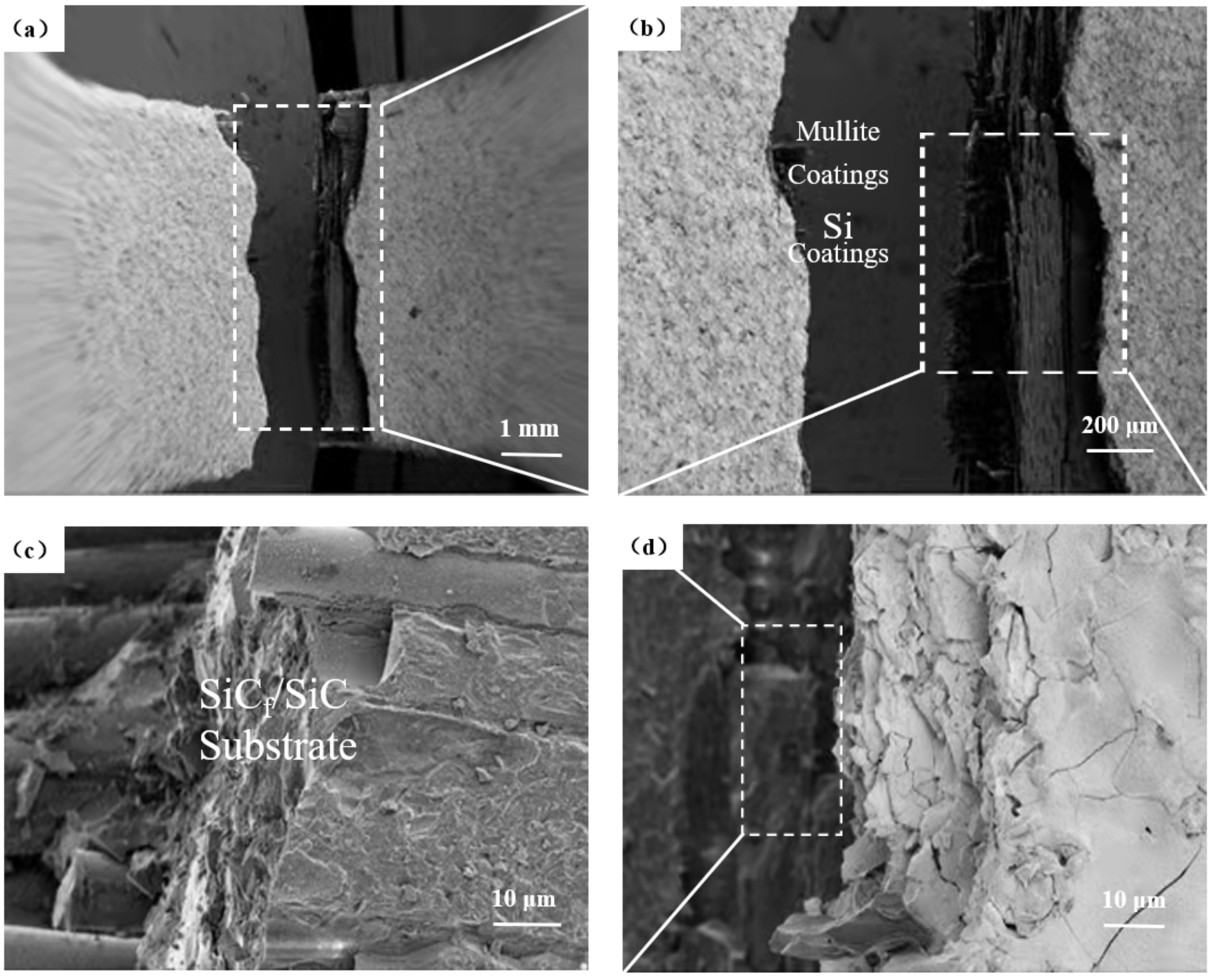
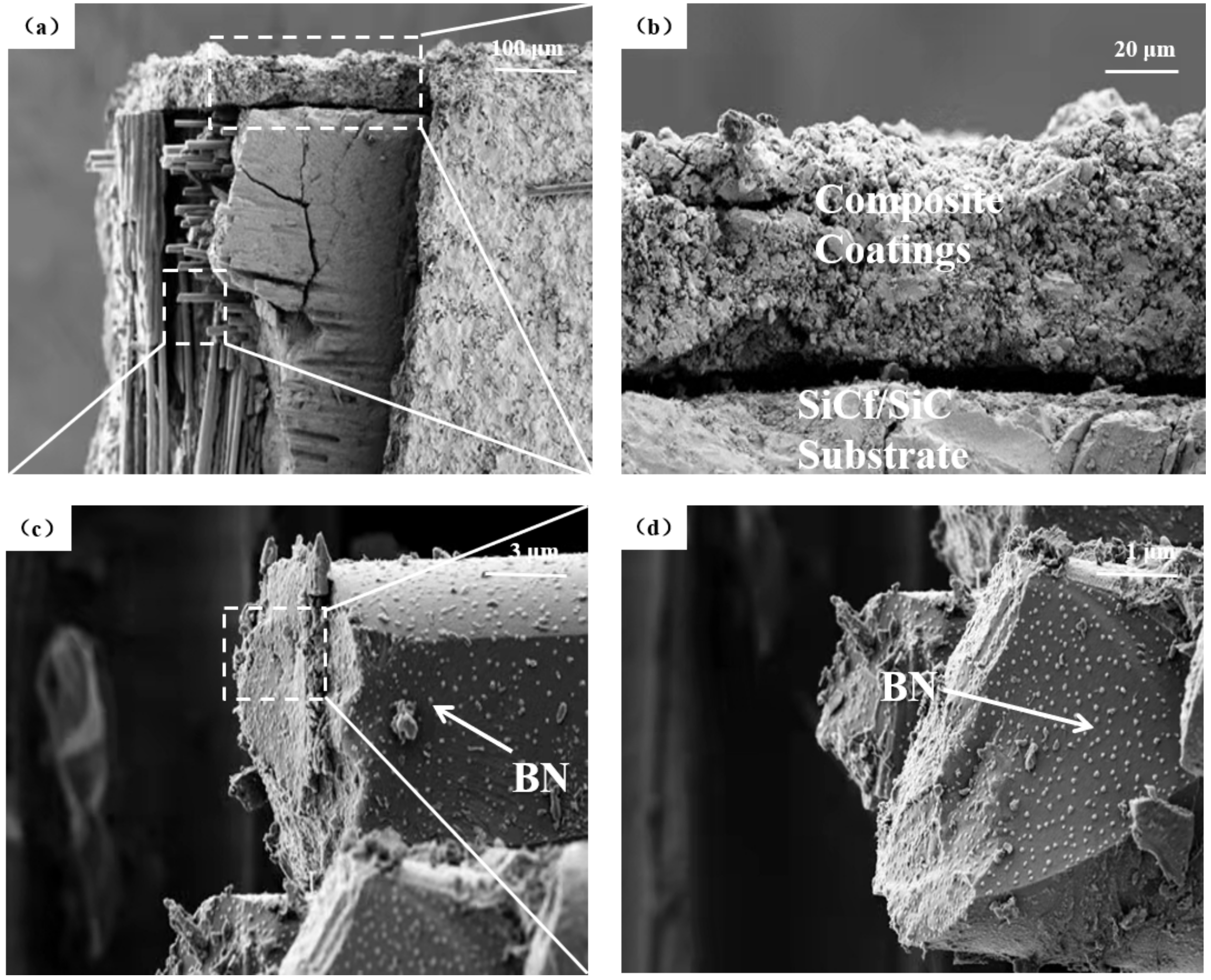
3.3. Microstructure of Fracture
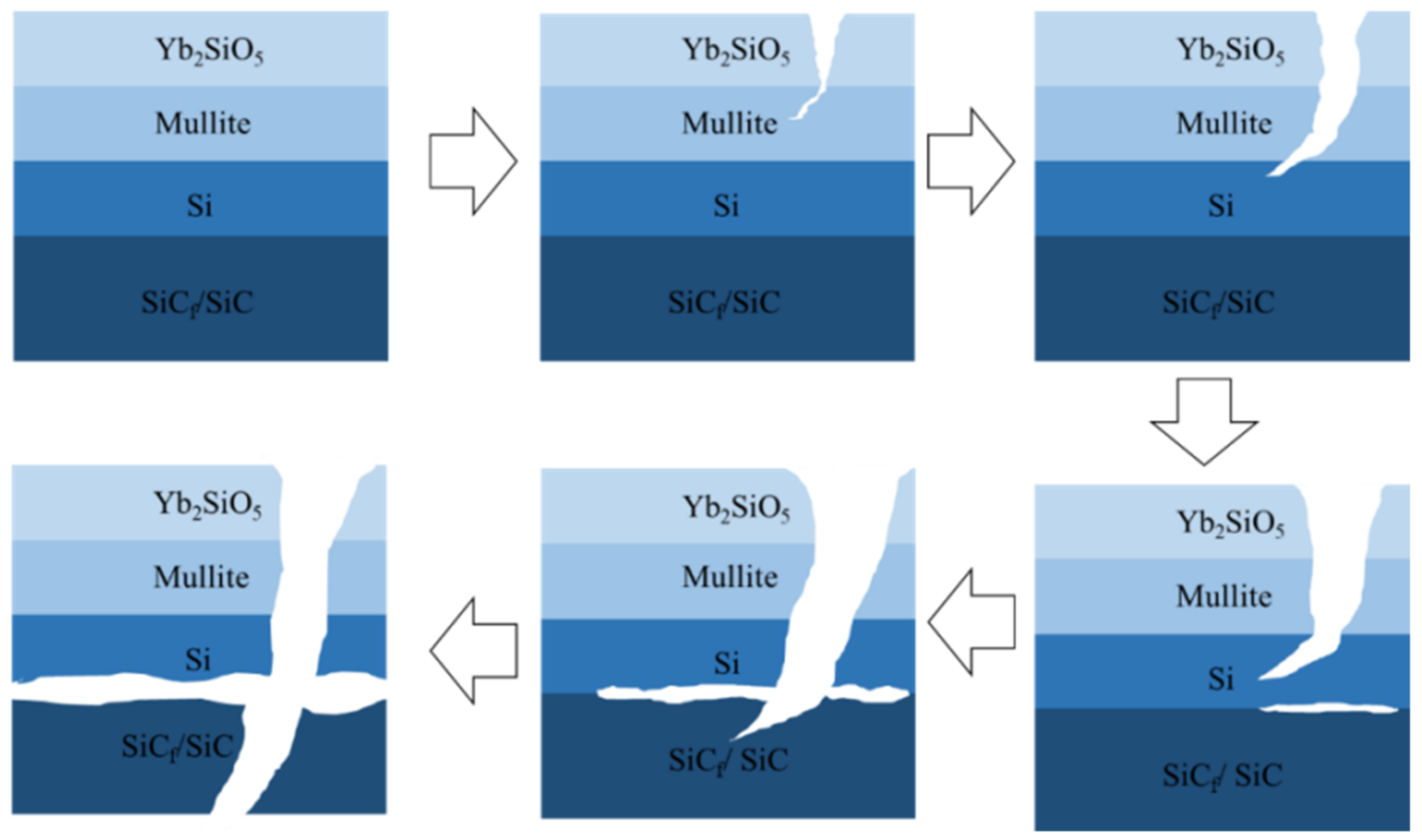
3.4. Failure Mechanism
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, K.; Seo, D.; Canteenwalla, P. The Effect of High-Temperature Water Vapour on Degradation and Failure of Hot Section Components of Gas Turbine Engines. Coatings 2021, 11, 1061. [Google Scholar] [CrossRef]
- Lee, K.N.; Eldridge, J.I.; Robinson, R.C. Residual stresses and their effects on the durability of environmental barrier coatings for SiC ceramics. J. Am. Ceram. Soc. 2005, 88, 3483–3488. [Google Scholar] [CrossRef]
- Arnal, S.; Fourcade, S.; Mauvy, F.; Rebillat, F. Design of a new yttrium silicate Environmental Barrier Coating (EBC) based on the relationship between microstructure, transport properties and protection efficiency. J. Eur. Ceram. Soc. 2022, 42, 1061–1076. [Google Scholar] [CrossRef]
- Presby, M.J.; Harder, B.J. Solid particle erosion of a plasma spray–physical vapor deposition environmental barrier coating in a combustion environment. Ceram. Int. 2021, 47, 24403–24411. [Google Scholar] [CrossRef]
- Schmitt, M.P.; Harder, B.J.; Wolfe, D.E. Process-structure-property relations for the erosion durability of plasma spray-physical vapor deposition (PS-PVD) thermal barrier coatings. Surf. Coat. Technol. 2016, 297, 11–18. [Google Scholar] [CrossRef] [Green Version]
- Kong, L.; Karatchevtseva, I.; Gregg, D.J.; Blackford, M.G.; Holmes, R.; Triani, G. Gd2Zr2O7 and Nd2Zr2O7 pyrochlore preparedby aqueous chemical synthesis. J. Eur. Ceram. Soc. 2013, 33, 3273–3285. [Google Scholar] [CrossRef]
- Smialek, J.L. Compiled furnace cyclic lives of EB-PVD thermal barrier coatings. Surf. Coat. Technol. 2015, 276, 31–38. [Google Scholar] [CrossRef] [Green Version]
- Zhong, X.; Niu, Y.; Li, H.; Zhu, T.; Song, X.; Zeng, Y.; Zheng, X.; Ding, C.; Sun, J. Comparative study on high-temperature performance and thermal shock behavior of plasma-sprayed Yb2SiO5 and Yb2Si2O7 coatings. Surf. Coat. Technol. 2018, 349, 636–646. [Google Scholar] [CrossRef]
- Harder, B.J. Oxidation performance of Si–HfO2 environmental barrier coating bond coats deposited via plasma spray-physical vapor deposition. Surf. Coat. Technol. 2020, 384, 125311. [Google Scholar] [CrossRef]
- Rezanka, S.; Somsen, C.; Eggeler, G.; Mauer, G.; Vaßen, R.; Guillon, O. A TEM Investigation of Columnar-Structured Thermal Barrier Coatings Deposited by Plasma Spray-Physical Vapor Deposition (PS-PVD). Plasma Chem. Plasma Process. 2018, 38, 791–802. [Google Scholar] [CrossRef]
- He, W.; Mauer, G.; Schwedt, A.; Guillon, O.; Vaßen, R. Advanced crystallographic study of the columnar growth of YZS coatings produced by PS-PVD. J. Eur. Ceram. Soc. 2018, 38, 2449–2453. [Google Scholar] [CrossRef]
- Mauer, G.; Vaben, R. Conditions for nucleation and growth in the substrate boundary layer at plasma spray-physical vapor deposition (PS-PVD). Surf. Coat. Technol. 2019, 371, 417–427. [Google Scholar] [CrossRef]
- Zhang, X.F.; Song, J.B.; Deng, Z.Q.; Wang, C.; Niu, S.P.; Liu, G.; Deng, C.M.; Deng, C.G.; Liu, M.; Zhou, K.S.; et al. Interface evolution of Si/Mullite/Yb2SiO5 PS-PVD environmental barrier coatings under high temperature. J. Eur. Ceram. Soc. 2020, 40, 1478–1487. [Google Scholar] [CrossRef]
- Blagoeva, D.T.; Hegeman, J.B.J.; Jong, M.; Heijna, M.C.R.; de Vincente, S.M.G.; Bakker, T.; ten Pierick, P.; Nolles, H. Characterisation of 2D and 3D Tyranno SA 3 CVI SiCf/SiC composites. Mater. Sci. Eng. A 2015, 638, 305–313. [Google Scholar] [CrossRef]
- Kedir, N.; Garcia, E.; Kirk, C.; Gao, J.; Guo, Z.; Zhai, X.; Sun, T.; Fezzaa, K.; Sampath, S.; Chen, W.W. Impact damage of narrow silicon carbide (SiC) ceramics with and without environmental barrier coatings (EBCs) by various foreign object debris (FOD) simulants. Surf. Coat. Technol. 2021, 407, 126779. [Google Scholar] [CrossRef]
- Lv, B.; Jin, X.; Cao, J.; Xu, B.; Wang, Y.; Fang, D. Advances in numerical modeling of environmental barrier coating systems for gas turbines. J. Eur. Ceram. Soc. 2020, 40, 3363–3379. [Google Scholar] [CrossRef]
- Nasiri, N.A.; Patra, N.; Ni, N.; Jayaseelan, D.D.; Lee, W.E. Oxidation behaviour of SiC/SiC ceramic matrix composites in air. J. Eur. Ceram. Soc. 2016, 36, 3293–3302. [Google Scholar] [CrossRef]
- Tejero-Martin, D.; Bennett, C.; Hussain, T. A review on environmental barrier coatings: History, current state of the art and future developments. J. Eur. Ceram. Soc. 2021, 41, 1747–1768. [Google Scholar] [CrossRef]
- Al Nasiri, N.; Patra, N.; Pezoldt, M.; Colas, J.; Lee, W.E. Investigation of a single-layer EBC deposited on SiC/SiC CMCs: Processing and corrosion behaviour in high-temperature steam. J. Eur. Ceram. Soc. 2019, 39, 2703–2711. [Google Scholar] [CrossRef]
- Ramasamy, S.; Tewari, S.N.; Lee, K.N.; Bhatt, R.T.; Fox, D.S. Mullite–gadolinium silicate environmental barrier coatings for melt infiltrated SiC/SiC composites. Surf. Coat. Technol. 2011, 205, 3578–3581. [Google Scholar] [CrossRef]
- Hu, Q.; Zhou, X.; Tu, Y.; Lu, X.; Huang, J.; Jiang, J.; Deng, L.; Dong, S.; Cao, X. High-temperature mechanical properties and oxidation resistance of SiCf/SiC ceramic matrix composites with multi-layer environmental barrier coatings for turbine applications. Ceram. Int. 2021, 47, 30012–30019. [Google Scholar] [CrossRef]
- Lee, K.N.; Fox, D.S.; Bansal, N.P. Rare earth silicate environmental barrier coatings for SiC/SiC composites and Si3N4 ceramics. J. Eur. Ceram. Soc. 2005, 25, 1705–1715. [Google Scholar] [CrossRef]
- Qian, Y.; Du, L.; Zhang, W. Preparation of spherical Yb2SiO5 powders for thermal-spray coating. Particuology 2009, 7, 368–372. [Google Scholar] [CrossRef]
- Zou, B.; Khan, Z.S.; Fan, X.; Huang, W.; Gu, L.; Wang, Y.; Xu, J.; Tao, S.; Yang, K.; Ma, H.; et al. A new double layer oxidation resistant coating based on Er2SiO5/LaMgAl11O19 deposited on C/SiC composites by atmospheric plasma spraying. Surf. Coat. Technol. 2013, 219, 101–108. [Google Scholar] [CrossRef]
- Zou, B.; Khan, Z.S.; Gu, L.; Fan, X.; Huang, W.; Wang, Y.; Zhao, Y.; Wang, C.; Yang, K.; Ma, H.; et al. Microstructure, oxidation protection and failure mechanism of Yb2SiO5/LaMgAl11O19 coating deposited on C/SiC composites by atmospheric plasma spraying. Corros. Sci. 2012, 62, 192–200. [Google Scholar] [CrossRef]
- Lee, K.N.; Waters, D.L.; Puleo, B.J.; Garg, A.; Jennings, W.D.; Costa, G.; Sacksteder, D.E. Development of oxide-based High temperature environmental barrier coatings for ceramic matrix composites via the slurry process. J. Eur. Ceram. Soc. 2021, 41, 1639–1653. [Google Scholar] [CrossRef]
- Feng, F.-J.; Jang, B.-K.; Park, J.Y.; Lee, K.S. Effect of Yb2SiO5 addition on the physical and mechanical properties of sintered mullite ceramic as an environmental barrier coating material. Ceram. Int. 2016, 42, 15203–15208. [Google Scholar] [CrossRef]
- Ouyang, Z.; Yang, Y.; Sun, J. Electroluminescent Yb2O3:Er and Yb2Si2O7:Er nanolaminate films fabricated by atomic layer deposition on silicon. Opt. Mater. 2018, 80, 209–215. [Google Scholar] [CrossRef]
- Chen, P.; Pan, L.; Xiao, P.; Li, Z.; Pu, D.; Li, J.; Pang, L.; Li, Y. Microstructure and anti-oxidation properties of Yb2Si2O7/SiC bi-layer coating for C/SiC composites. Ceram. Int. 2019, 45, 24221–24229. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coatings | Current(A) | Ar (L/min) | H2 (L/min) | Spraying Distance (mm) | Scanning Speed (mm/s) |
|---|---|---|---|---|---|
| Si | 600 | 40 | 3 | 130 | 1000 |
| Mullite | 630 | 30 | 12 | 130 | 1000 |
| Yb2SiO5 | 630 | 30 | 12 | 130 | 1000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, D.; Liu, J.; Zhang, J.; Liang, X.; Zhang, X. In Situ High-Temperature Tensile Fracture Mechanism of PS-PVD EBCs. Coatings 2022, 12, 655. https://doi.org/10.3390/coatings12050655
Yang D, Liu J, Zhang J, Liang X, Zhang X. In Situ High-Temperature Tensile Fracture Mechanism of PS-PVD EBCs. Coatings. 2022; 12(5):655. https://doi.org/10.3390/coatings12050655
Chicago/Turabian StyleYang, Dongling, Junling Liu, Jungui Zhang, Xinghua Liang, and Xiaofeng Zhang. 2022. "In Situ High-Temperature Tensile Fracture Mechanism of PS-PVD EBCs" Coatings 12, no. 5: 655. https://doi.org/10.3390/coatings12050655
APA StyleYang, D., Liu, J., Zhang, J., Liang, X., & Zhang, X. (2022). In Situ High-Temperature Tensile Fracture Mechanism of PS-PVD EBCs. Coatings, 12(5), 655. https://doi.org/10.3390/coatings12050655