
Research on Film-Forming Characteristics and Mechanism of Painting V-Shaped Surfaces

Abstract
:1. Introduction
2. Mathematical Model
2.1. Spray Flow-Field Model
2.1.1. Two-Phase Governing Equation
2.1.2. Turbulence Model
2.2. Paint Deposition Model
3. Paint Film-Forming Simulation
3.1. Computational Domain Setting and Meshing
3.2. Initial and Boundary Conditions
4. Results and Analysis
5. Experiment Comparison
6. Conclusions
- (1)
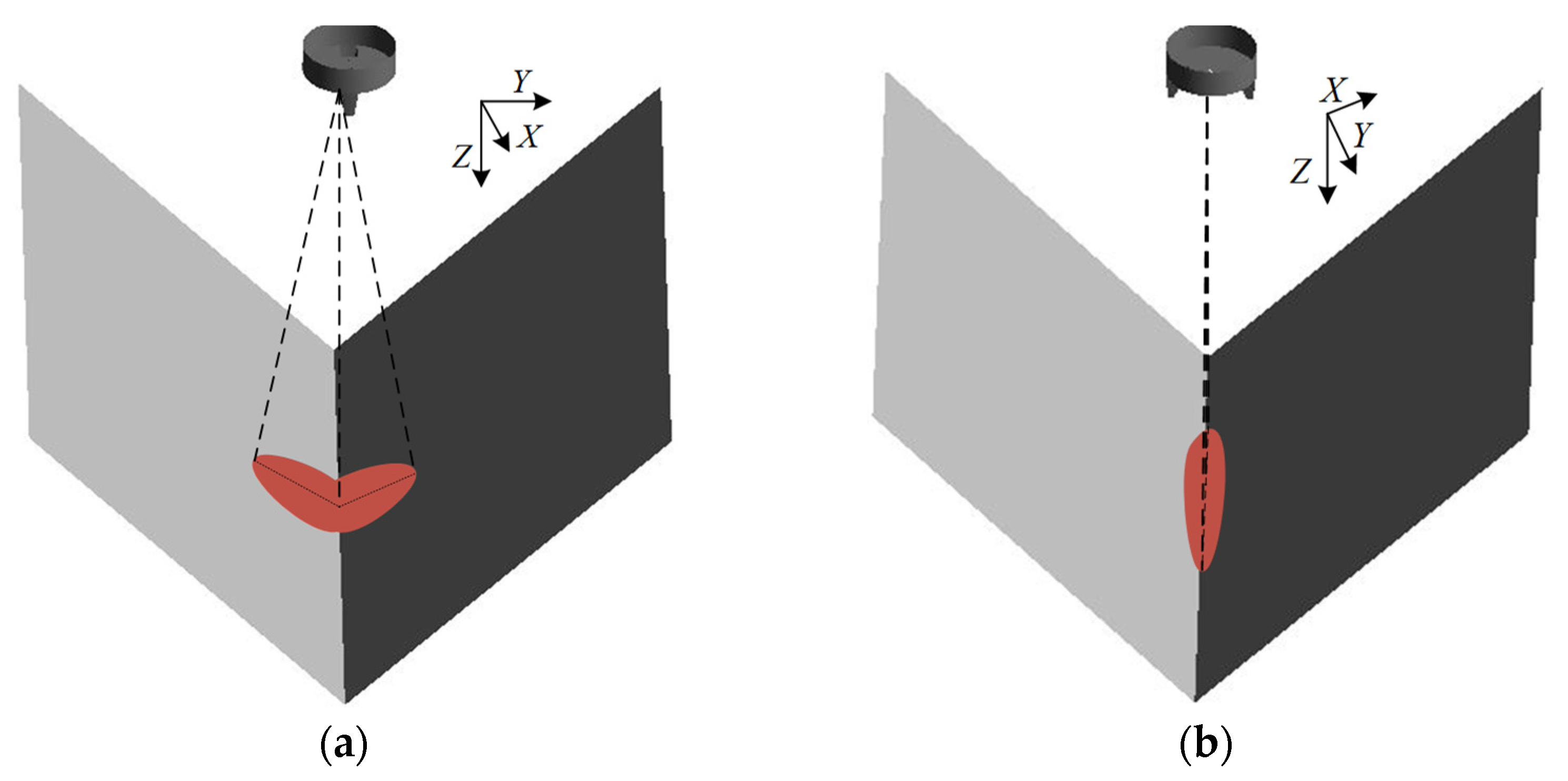
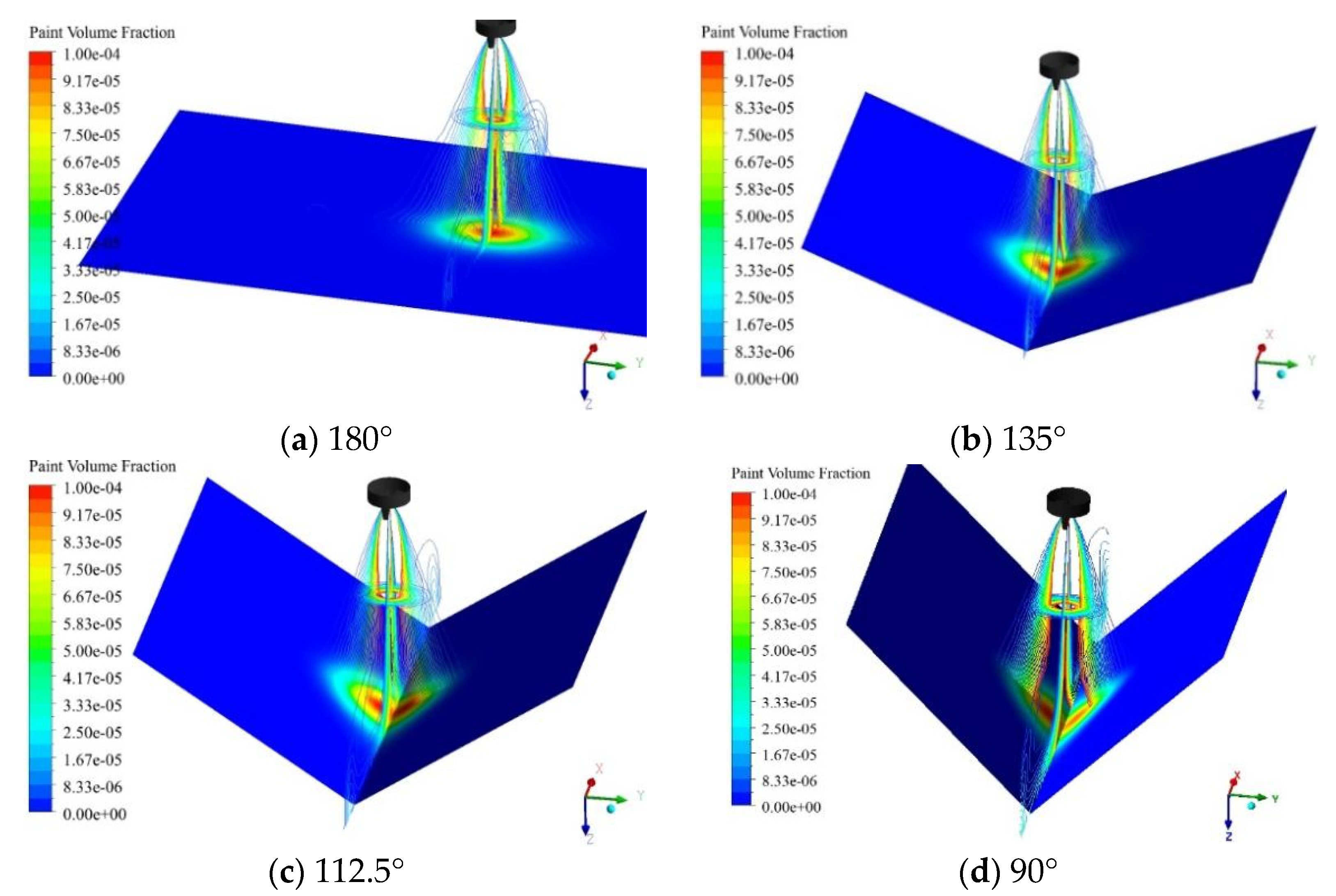
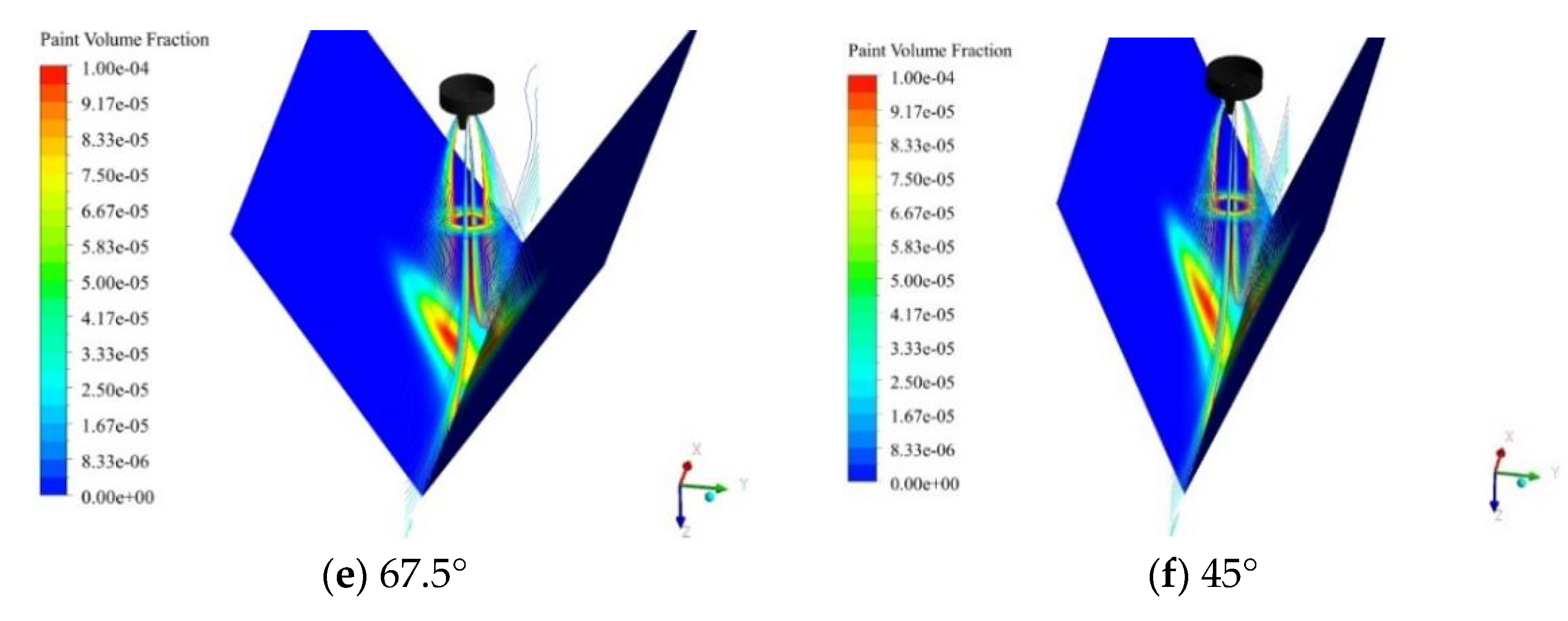
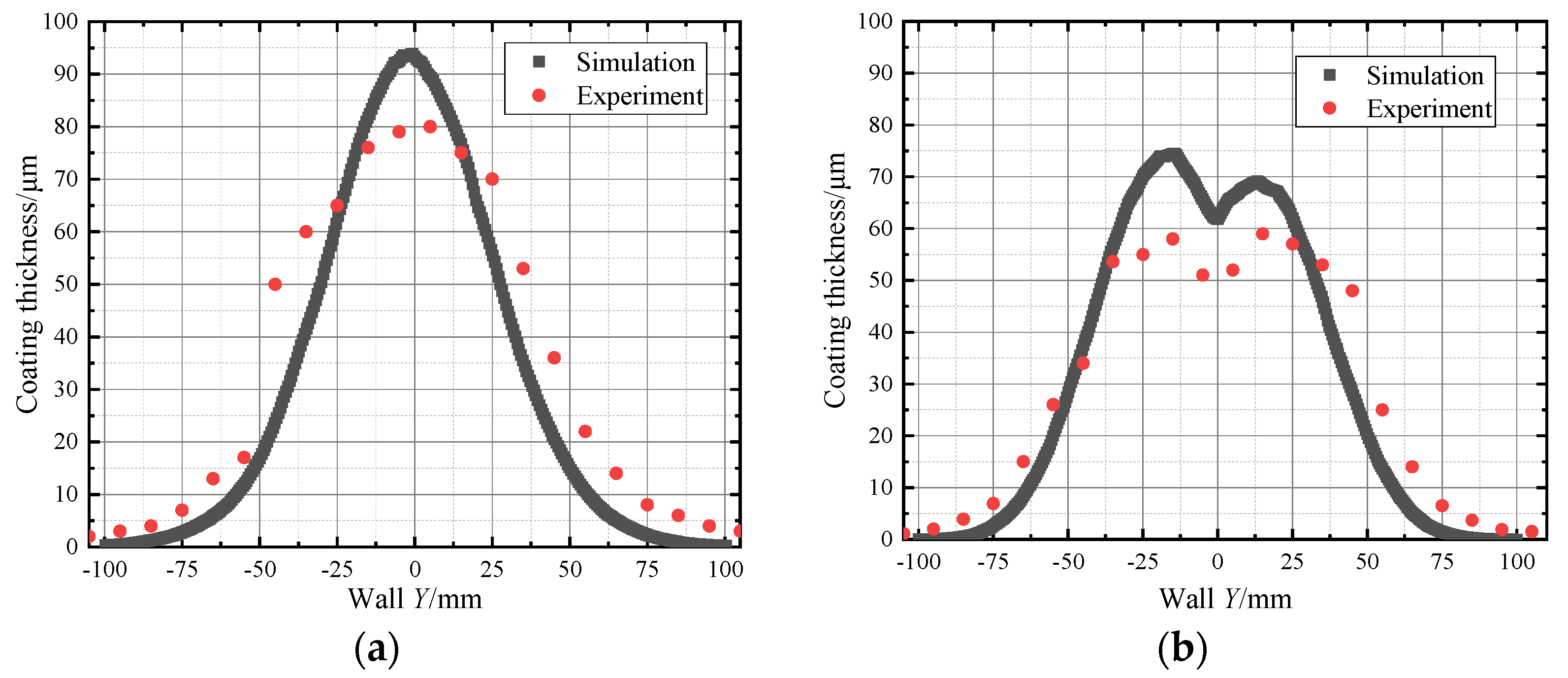
- The numerical simulation results show that the coating thickness distribution was noticeably different for V-shaped surfaces with different angles. The coating thickness of the 180° V-shaped surface was in a single-peak distribution, where the central film was the thickest and gradually thinned outwards until disappearing. When the V-shaped surface with an angle less than 180° was sprayed, the coating thickness distribution of the V-shaped surface presented a double-peak distribution. As the V-shaped angle decreased, the peak thickness decreased, the peak position shifted to both sides, and the peak thickness widened.
- (2)
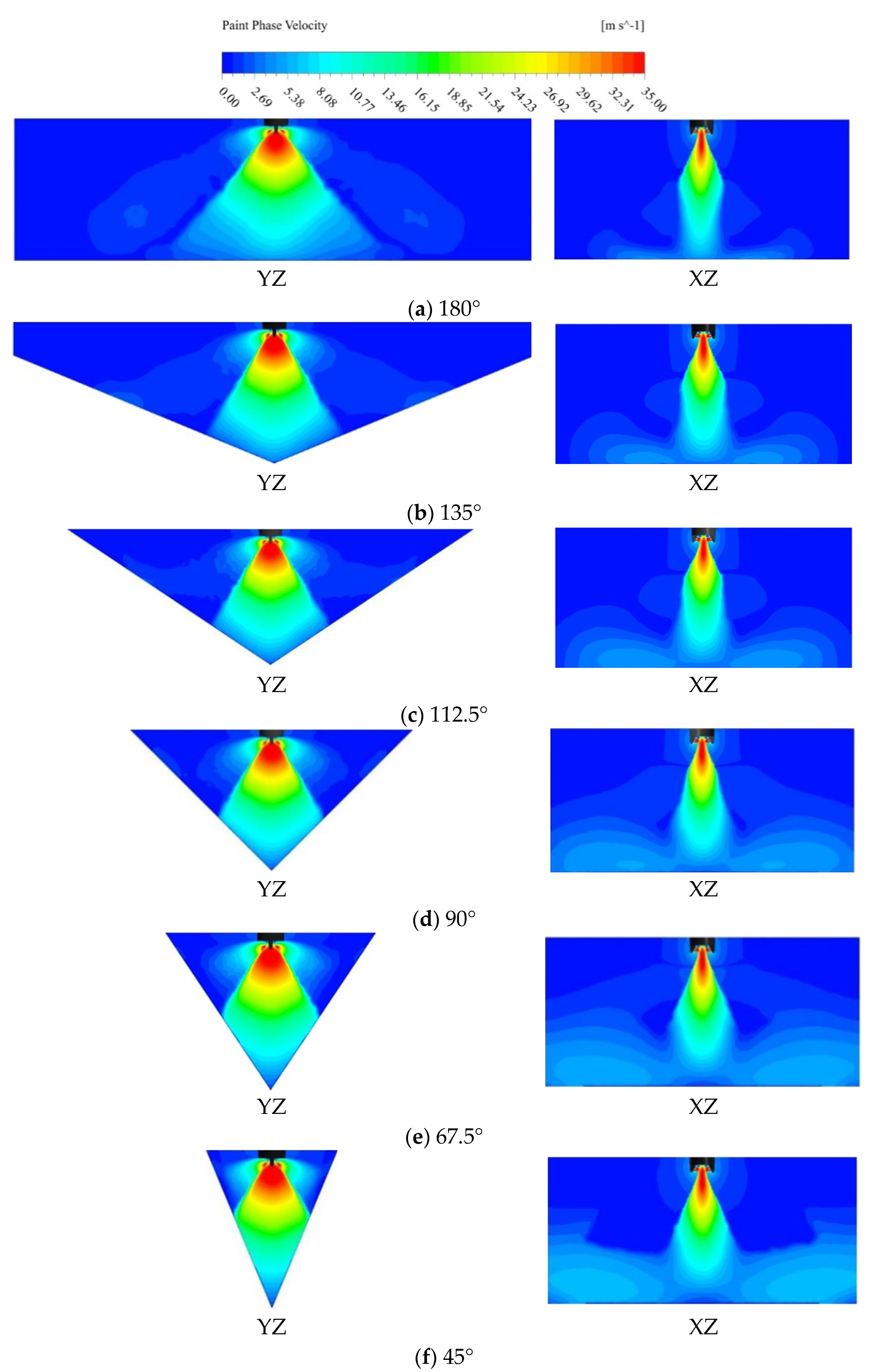
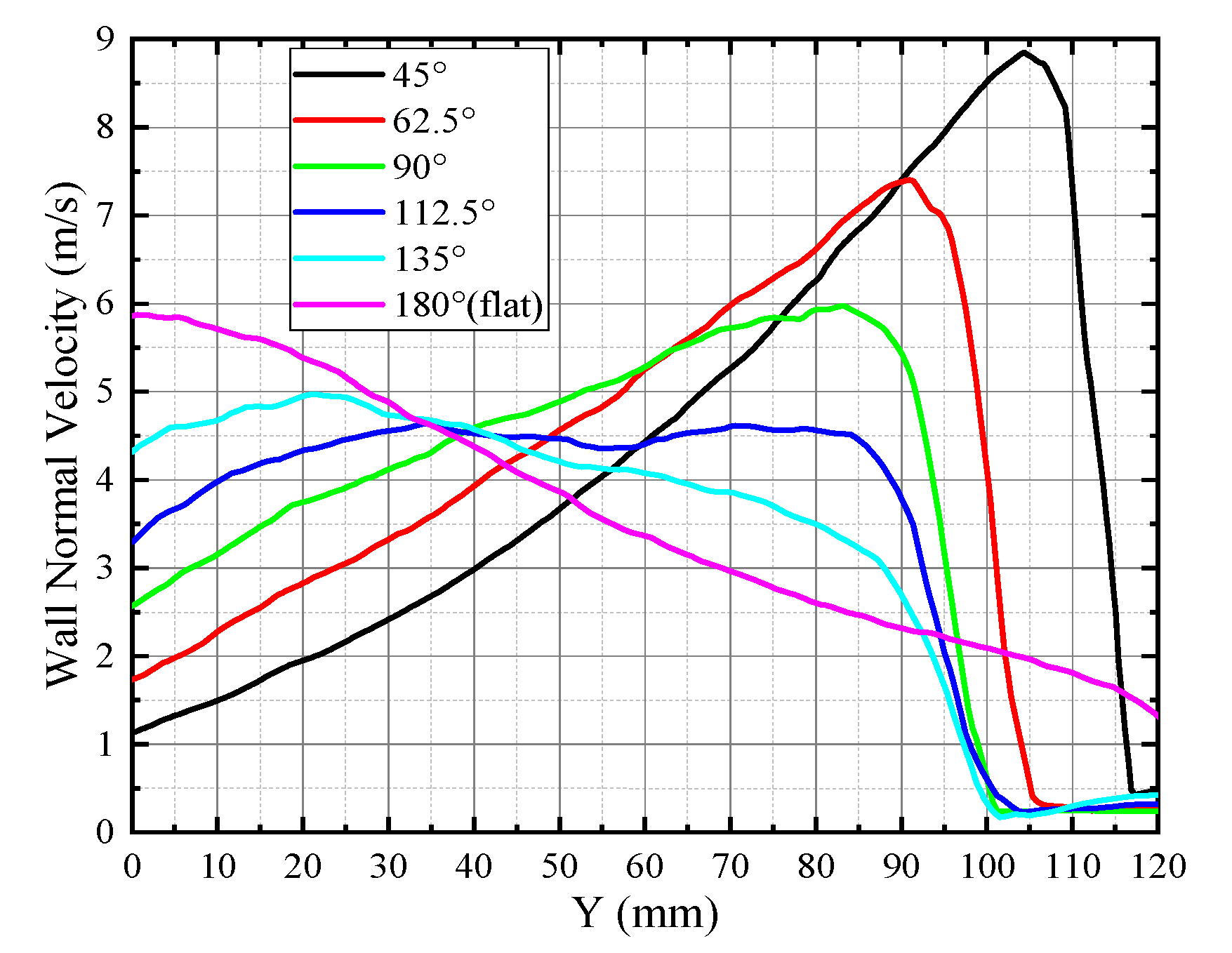
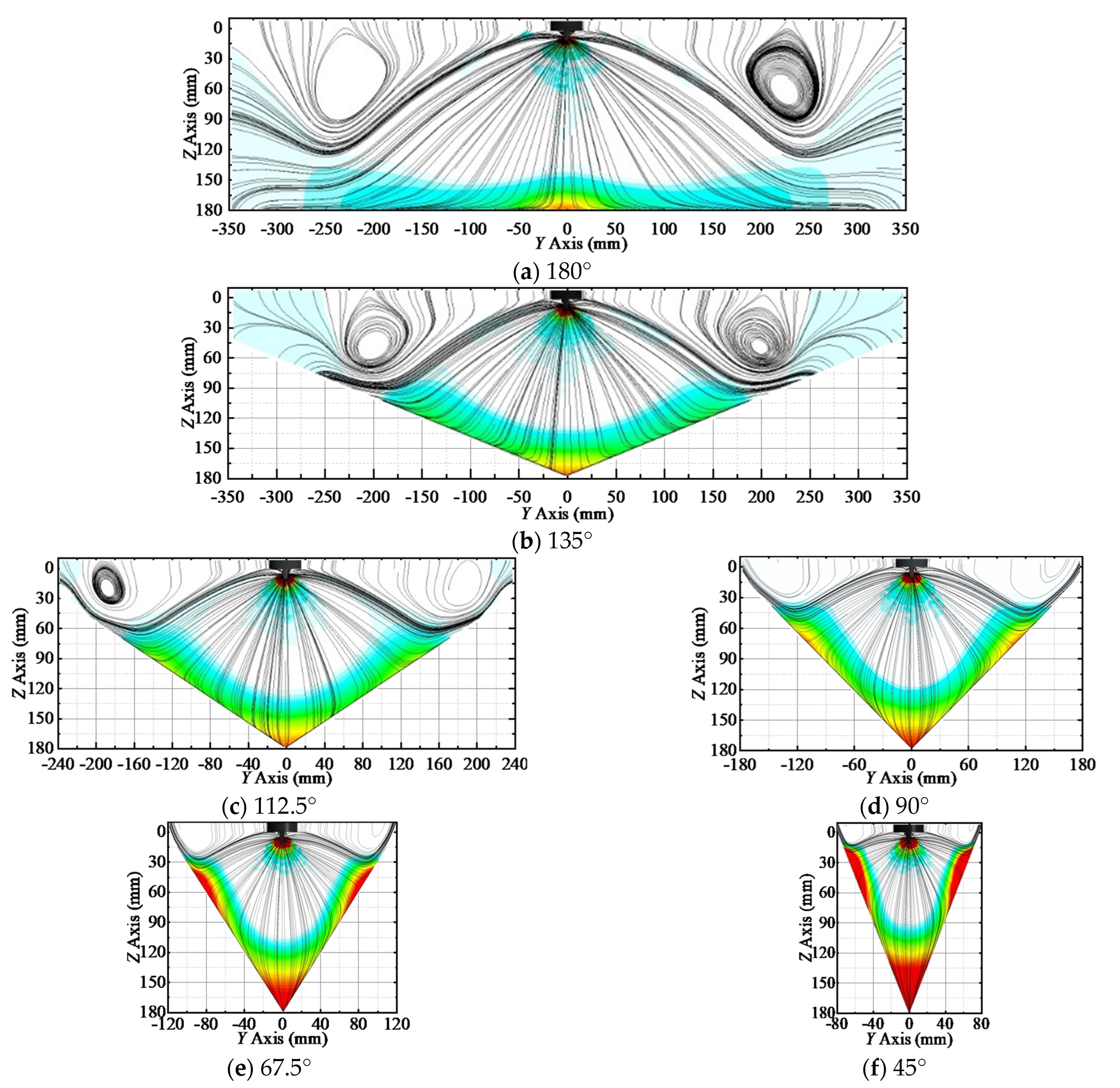
- The coating thickness distribution of painting V-shaped surfaces with different angles differed because the velocity distribution of the near-wall flow field was different. Numerical simulation results show that the maximum of near-wall normal velocity when painting a 180° V-shaped surface was located at the center. As the V-shaped surface angle decreased, the normal velocity near the center of the wall constantly decreased, while the position of the maximum normal velocity gradually shifted outward. Since the coating thickness was proportional to the normal velocity perpendicular to the wall, the distribution law of the coating thickness occurred as described above.
- (3)
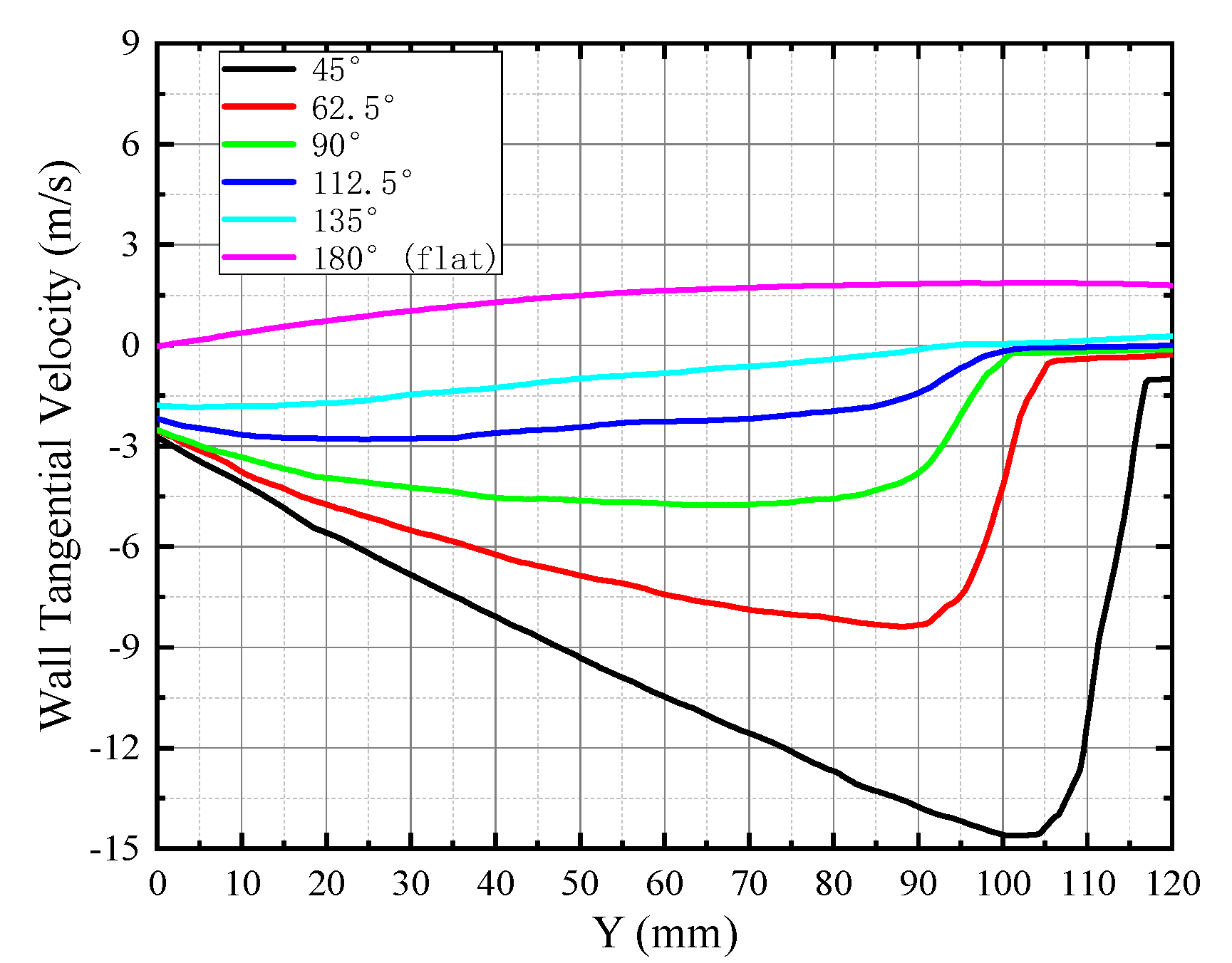
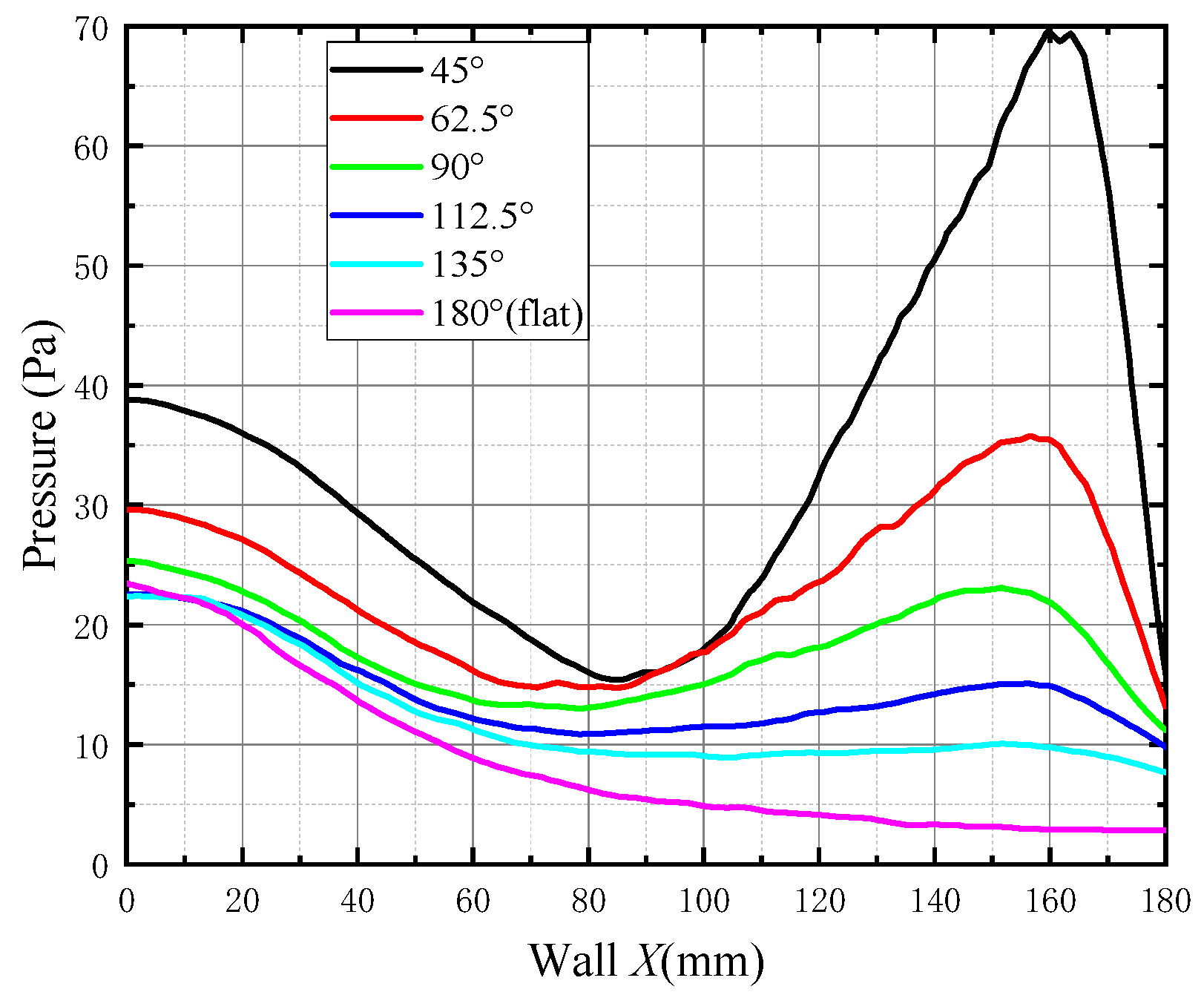
- One reason for the different velocity distributions of the flow field in the near-wall region of painting V-shaped surface with different angles was the jet development mechanisms and geometric characteristics effect. As a kind of jet, the spray showed an increasingly smaller velocity and an increasingly wider distribution through development. The spray expansion degree on both sides became smaller, and the velocity increased as the V-shaped angle decreased. At the same time, the angle between the velocity vector of the fluid on both sides and the normal direction of the wall surface became smaller, causing the normal velocity perpendicular to the wall to increase. Secondly, the wall pressure distribution varied depending on the different angles of the V-shaped surface that was sprayed, leading to the change of near-wall velocity direction. When the V-shaped angle decreased, the central pressure peak increased, resulting in a greater resistance to liquid movement and the lower center velocity. In addition, the peak values of eccentric pressures formed on both sides of the wall became higher, causing the near-wall fluid to move toward the center. Thus, the near-wall fluid was confined between the center pressure peak and eccentric pressure peak, resulting in the paint’s spraying deposits between several pressure peaks on the V-shaped surface. Therefore, the coating thickness of the V-shaped surface with the angle less than 180° presented a double-peak distribution.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zeng, Y.; Zhang, Y.K.; He, J.X.; Zhou, H.; Zhang, C.W.; Zheng, L. Prediction model of coating growth rate for varid dip-angle spraying based on Gaussian Sum model. Math. Probl. Eng. 2016, 2016, 9369047. [Google Scholar] [CrossRef] [Green Version]
- Park, K.; Jeon, D. Optimization of Tool Path Pitch of Spray Painting Robots for Automotive Painting Quality. Int. J. Control. Autom. 2018, 16, 2832–2838. [Google Scholar] [CrossRef]
- Chen, W.; Li, X.; Ge, H.L.; Wang, L.; Zhang, Y.H. Trajectory Planning for Spray Painting Robot Based on Point Cloud Slicing Technique. Electronics 2020, 9, 908. [Google Scholar] [CrossRef]
- Chen, W.; Liu, J.J.; Tang, Y.; Huan, J.; Liu, H. Trajectory Optimization of Spray Painting Robot for Complex Curved Surface Based on Exponential Mean Bezier Method. Math. Probl. Eng. 2017, 2017, 4259869. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.Z.; Chen, Y.; Zhang, W.M.; He, S.W.; Li, B.; Jiang, J.Z. Paint thickness simulation for robotic painting of curved surfaces based on Euler–Euler approach. J. Braz. Soc. Mech. Sci. 2019, 41, 199. [Google Scholar] [CrossRef]
- Chen, W.Z.; Chen, Y.; Zhang, W.M.; He, S.W.; Li, B.; Jiang, J.Z. Numerical simulation for dynamic air spray painting of arc surfaces. J. ZheJiang Univ.-Sci. A 2018, 52, 2406–2413. [Google Scholar]
- Chen, Y.; Hu, J.; Zhang, G.; Chen, W.Z.; Pan, H.W.; Lou, B.W. Research on Characteristics of Paint Deposition on Spherical Surface. J. Hunan Univ. Nat. Sci. 2019, 542, 012024. [Google Scholar] [CrossRef] [Green Version]
- Liu, D.M. Trajectory Planning and Simulation of Dip Angle Spraying Based on Horns Surface. Master’s Thesis, Jiangsu University, Jiangsu, China, 2019. [Google Scholar]
- Chen, Y.; Chen, W.Z.; Chen, K.; Shao, J.Y.; Zhang, W.M. Trajectory Generation for Inner V-Shaped Surface. Appl. Mech. Mater. 2013, 380–384, 681–685. [Google Scholar] [CrossRef]
- Zeng, Y.; Gong, J.; Xu, N.; Wu, N.L.; Wang, F.Y.; Zhao, S.T. Tool trajectory optimization of spray painting robot for horns surface. J. Zhejiang Univ.-Sci. A 2014, 48, 791–798. [Google Scholar]
- Zhou, Y.Z.; Ma, S.M.; Li, A.P.; Yang, L.S. Path Planning for Spray Painting Robot of Horns Surfaces in Ship Manufacturing. In Proceedings of the 2019 3rd International Conference on Manufacturing Technologies (ICMT 2019), San Francisco, CA, USA, 4–7 January 2019. [Google Scholar]
- Magnini, M.; Pulvirenti, B.; Thome, J.R. Characterization of the velocity fields generated by flow initialization in the CFD simulation of multiphase flows. Appl. Math. Model. 2016, 40, 6811–6830. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.A.; Xie, X.P.; Lu, X.H. Design of a double-nozzle air spray gun and numerical research in the interference spray flow field. Coatings 2020, 10, 475. [Google Scholar] [CrossRef]
- Li, W.T.; Qian, L.J.; Song, S.B.; Zhong, X.K. Numerical study on the influence of shaping air holes on atomization performance in pneumatic atomizers. Coatings 2019, 9, 410. [Google Scholar] [CrossRef] [Green Version]
- Ye, Q.Y.; Pulli, K. Numerical and experimental investigation on the spray coating process using a pneumatic atomizer: Influences of operating conditions and target geometries. Coatings 2017, 7, 13. [Google Scholar] [CrossRef] [Green Version]
- Zuzio, D.; Estivalèzes, J. An improved multiscale Eulerian–Lagrangian method for simulation of atomization process. Comput. Fluids. 2018, 176, 285–301. [Google Scholar] [CrossRef] [Green Version]
- Ye, Q.; Shen, B.; Tiedje, O.; Bauernhansl, T.; Domnick, J. Numerical and experimental study of spray coating using air-assisted high pressure atomizers. At. Sprays 2015, 25, 643–656. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.Q.; Liu, A.H.; Fan, S.D.; Wei, W. Erosion Influence and Protection of Ice-Water Two Phase Flow Pipe. Surf. Technol. 2019, 48, 109–116. [Google Scholar]
- Zhang, S.Z.; Mao, W.; Zhen, J.H.; Li, C.L. Research Progress of Coating Thickness Distribution Model by Electrostatic Spraying. Surf. Technol. 2019, 48, 291–297. [Google Scholar]
- Wang, F.F.; Li, W.Y.; Yu, M. Prediction of critical velocity in cold spraying based on numerically calculated steady maximum equivalent plastic strain. China Surf. Eng. 2012, 25, 96–100. [Google Scholar]
- Ye, Q.Y. Analysis of droplet impingement of different atomizers used in spray coating processes. J. Coat. Technol. Res. 2017, 14, 467–476. [Google Scholar] [CrossRef]
- Xie, X.P.; Wang, Y.N. Research on distribution properties of coating film thickness from air spraying gun-based on numerical simulation. Coatings 2019, 9, 721. [Google Scholar] [CrossRef] [Green Version]
- Fogliati, M.; Fontana, D.; Garbero, M.; Vanni, M.; Baldi, G. CFD Simulation of Paint Deposition In an Air Spray Process. J. Coat. Technol. Res. 2006, 3, 117–125. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
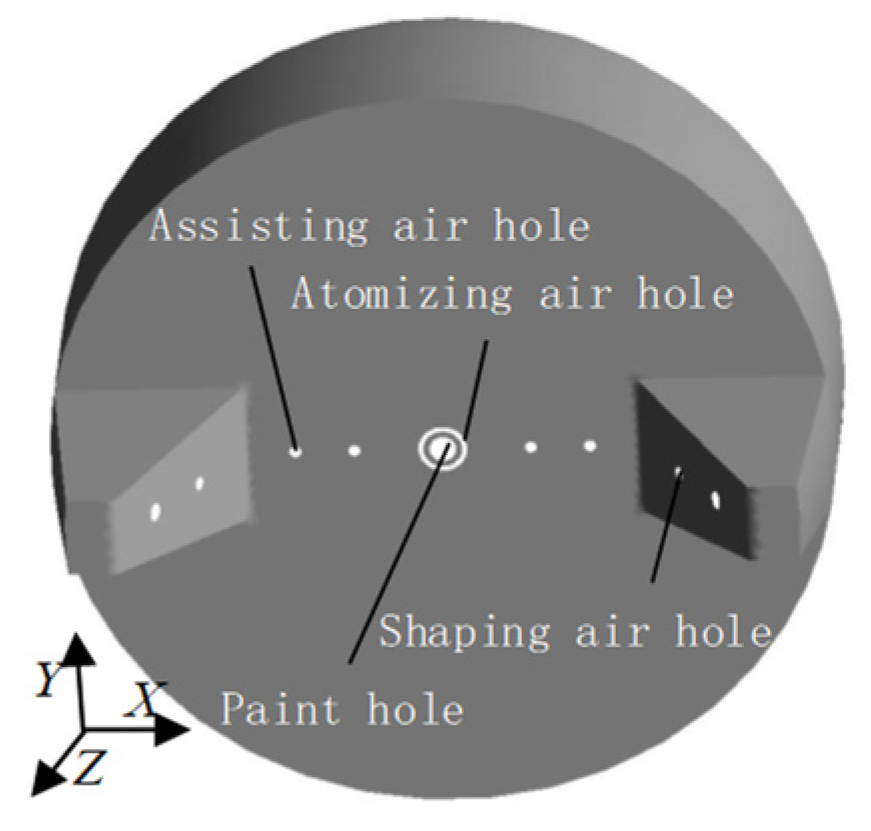
| Parameters | Diameter of Paint Hole | Diameter of Atomizing Air Hole | Outer Diameter of Atomizing Air Hole | Diameter of Assisting Air Hole | Diameter of Small Shaping Air Hole | Diameter of Large Shaping Air Hole |
|---|---|---|---|---|---|---|
| Diameter/mm | 1.1 | 1.6 | 2.0 | 0.5 | 0.6 | 0.8 |
| Physical Parameters | Air Phase | Paint Phase |
|---|---|---|
| Density (kg/m3) | 1.23 | 1.2 × 103 |
| Viscosity (kg/m∙s) | 1.7894 × 10−5 | 9.686 × 10−2 |
| Surface tension coefficient (N/m) | —— | 2.87194 × 10−2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, S.; Chen, W.; Chen, Y.; Jiang, J.; Wu, Z.; Zhou, S. Research on Film-Forming Characteristics and Mechanism of Painting V-Shaped Surfaces. Coatings 2022, 12, 658. https://doi.org/10.3390/coatings12050658
Chen S, Chen W, Chen Y, Jiang J, Wu Z, Zhou S. Research on Film-Forming Characteristics and Mechanism of Painting V-Shaped Surfaces. Coatings. 2022; 12(5):658. https://doi.org/10.3390/coatings12050658
Chicago/Turabian StyleChen, Shiming, Wenzhuo Chen, Yan Chen, Junze Jiang, Zhaojie Wu, and Shuang Zhou. 2022. "Research on Film-Forming Characteristics and Mechanism of Painting V-Shaped Surfaces" Coatings 12, no. 5: 658. https://doi.org/10.3390/coatings12050658