Abstract
Microstructure modification is an effective approach to improve the mechanical properties of materials. In the present study, expanded graphite (EG) was added in a 20CrMnTi matrix to form pearlite microstructure and proeutectoid cementite after sintering. Mechanical alloying was used to obtain a fine milled mixture with a ball/powder weight ratio of 20:1. After mechanical alloying for 10 h, the milled mixtures with different EG contents were pressurelessly sintered at 1250 °C for 10 min and then hot-pressed at 1150 °C under 30 MPa for 30 min in Ar to obtain dense and modified 20CrMnTi materials. The content of EG has a profound influence on the microstructure and mechanical properties of 20CrMnTi. A high tensile strength of 1088 MPa and a high Vickers hardness of 4.7 GPa were achieved in the 1% EG-modified 20CrMnTi, which were increased by 105% and 28%, respectively, compared with the pure dense 20CrMnTi. The formed fine pearlite and small proeutectoid cementite in the modified microstructure contributed to the improved mechanical properties of 20CrMnTi.
1. Introduction
20CrMnTi steel has high strength, good plasticity and toughness, and good processing performance. Thus far, it has been widely used in aviation, aerospace, automobile, metallurgy, building materials, and other fields [1,2,3]. The service life and operation reliability of 20CrMnTi-made mechanical components require good mechanical properties and wear resistance when used in low speed and heavy load conditions. For example, automotive gears require 20CrMnTi with high hardness and good wear resistance.
To improve wear resistance, one strategy is to form hard layers on the surface of 20CrMnTi steel, and the other is to add solid lubricants in the 20CrMnTi matrix. Hard surface layers with different thickness have been achieved by processing technologies such as quenching, carburizing, shot peening, and laser surface modification with ceramic particle addition [3,4,5,6,7,8]. The above approaches have effectively improved the hardness and wear resistance of 20CrMnTi steel. However, the hard surface layers are limited to resisting deformation and crack generation during contact fatigue wear.
20CrMnTi composites incorporated with solid lubricants such as graphene, MoO3, SnAgCu, and silver exhibited excellent friction and wear behavior due to the formation of lubrication films [2,7,9]. However, some major issues should be considered during the preparation of such composites: First, graphene and silver lubricants are relatively expensive. From an industrial point of view, the preparation of low-cost 20CrMnTi-based components is desirable. Second, reactions between lubricants and matrix lead to the loss of lubricating effects, i.e., reactions of graphene with Fe and other metal elements induce the formation of carbides. Finally, the wettability of lubricants with metal matrix is a key influence factor on whether strong bonding interfaces form in composites.
Thus far, microstructure modification has been demonstrated to be an effective approach to improve properties of steels [10,11,12,13,14,15,16]. For example, a gradient coating microstructure was achieved on 20CrMnTi alloy steel by laser cladding, which endows the steel with remarkably enhanced hardness. The microhardness of the gradient coating is about three times that of the 20CrMnTi substrate, even higher than 20CrMnTi hardened by carburizing and quenching [10]. A modified microstructure with a super fine martensite and less residual austenite was formed in 20CrMnTi steel by the incorporation of RE after carburizing at 880 °C, and this leads to a remarkable increase in microhardness [11]. Zheng and coworkers [12] studied the relationship between microstructure and yield strength and reported that the hypereutectoid steel with ultra-fine ferrite and cementite particles has a yield strength of 661 MPa that is higher than 638 MPa for eutectoid steel with the same ferrite and cementite particle size. Hence, in the present study, the addition of graphite in 20CrMnTi is employed to modify its microstructure after sintering and correspondingly to improve mechanical properties. The added graphite may react with metal elements in the matrix to in situ form hard carbide particles. According to the Fe-C phase diagram, such a modified microstructure expectedly comprised pearlite microstructure and proeutectoid cementite (Fe3C) as carbon content exceeds 0.76 wt% C.
Considering the great difference in density between graphite and 20CrMnTi powders, we used mechanical alloying to homogeneously disperse graphite in milled mixtures. Mechanical alloying is one of the most attractive methods to fabricate nanostructured powders with homogeneous mixing [17,18,19]. It is also expected that the milled mixtures contain nanosized crystallites and have active sintering abilities.
The main purposes of the present study are to prepare homogeneous mixtures of graphite and 20CrMnTi through mechanical alloying and to obtain modified 20CrMnTi materials after hot pressing. The tensile strength and hardness of the modified 20CrMnTi materials were investigated, and the microstructure and phase composition were characterized.
2. Materials and Methods
2.1. Material Preparation
Expanded graphite (EG) and Gas-atomized 20CrMnTi powders, containing 0.19 wt% C, 0.68 wt% Cr, 0.88 wt% Mn, 0.03 wt% Ti, 0.2 wt% Si, and Fe that are balanced, were used as starting materials. The EG powder with weight fractions of 0.3 wt%, 1 wt%, and 2 wt% was milled with the 20CrMnTi powder.
Traditional mixing approaches cannot obtain a homogenous mixture due to the density difference between EG (packing density: 0.002–0.005 g/cm3) and 20CrMnTi (density: 7.8 g/cm3). In the present study, mechanical alloying was carried out in a QM-1SP4 planetary ball mill using stainless steel jars and balls. The weight ratio of ball/powder was 20: 1. The jars were evacuated to a pressure of ~10−2 Pa. The EG/20CrMnTi mixtures were milled at 400 rpm for 2, 4, 8, and 10 h. To avoid excessive heating during milling, each 1 h session of milling was followed by 20 min of cooling in air. A small amount of the milled powder was taken from the jars after selected milling times for characterization with scanning electron microscopy (SEM).
Our DSC test showed that a liquid phase appears at about 1160 °C. Therefore, a two-step sintering approach was adopted to obtain dense materials. The milled EG-20CrMnTi mixtures were firstly pressurelessly sintered at 1250 °C for only 10 min to accelerate atomic diffusion in a liquid condition, and then they were hot-pressed at 1150 °C under 30 MPa for 30 min in Ar to avoid the loss of liquid and to further densify the modified materials. According to the contents of EG (0.3 wt%, 1 wt%, and 2 wt%) in the mixtures, the final prepared samples were denoted as 0.3%EG-, 1%EG-, and 2%EG-modified 20CrMnTi, respectively. For comparison, a pure and dense 20CrMnTi material was also prepared under the same sintering conditions as for the modified 20CrMnTi materials.
2.2. Property Measurement
The tensile strength was measured in a WDW-100E test machine according to the standard of GB/T6569-2006. The tensile speed was 0.2 mm/min. An average tensile strength value was derived from at least three samples.
Vickers hardness was measured in a TH700 hardness tester. Hardness indentations were operated at a load of 20 kg and a dwell time of 15 s. Six measurements in different areas were taken under the same load to obtain an average value of hardness.
2.3. Characterization
The phase compositions of the prepared materials were identified by a D/Max 2200 PC X-ray diffractometer (XRD, Rigaku Co., Ltd., Tokyo, Japan) that applied monochromatic Cu Kα radiation. The polished surface of samples before test and the fractured surface after tensile test were observed with a ZEISS EVO 18 scanning electron microscope (SEM, Carl Zeiss SMT, Dresden, Germany) equipped with an energy-dispersive spectrometer (EDS, X-Max50, Bruker, Berlin, Germany). The accelerating voltage for the EDS measurement was 20 kV.
3. Results
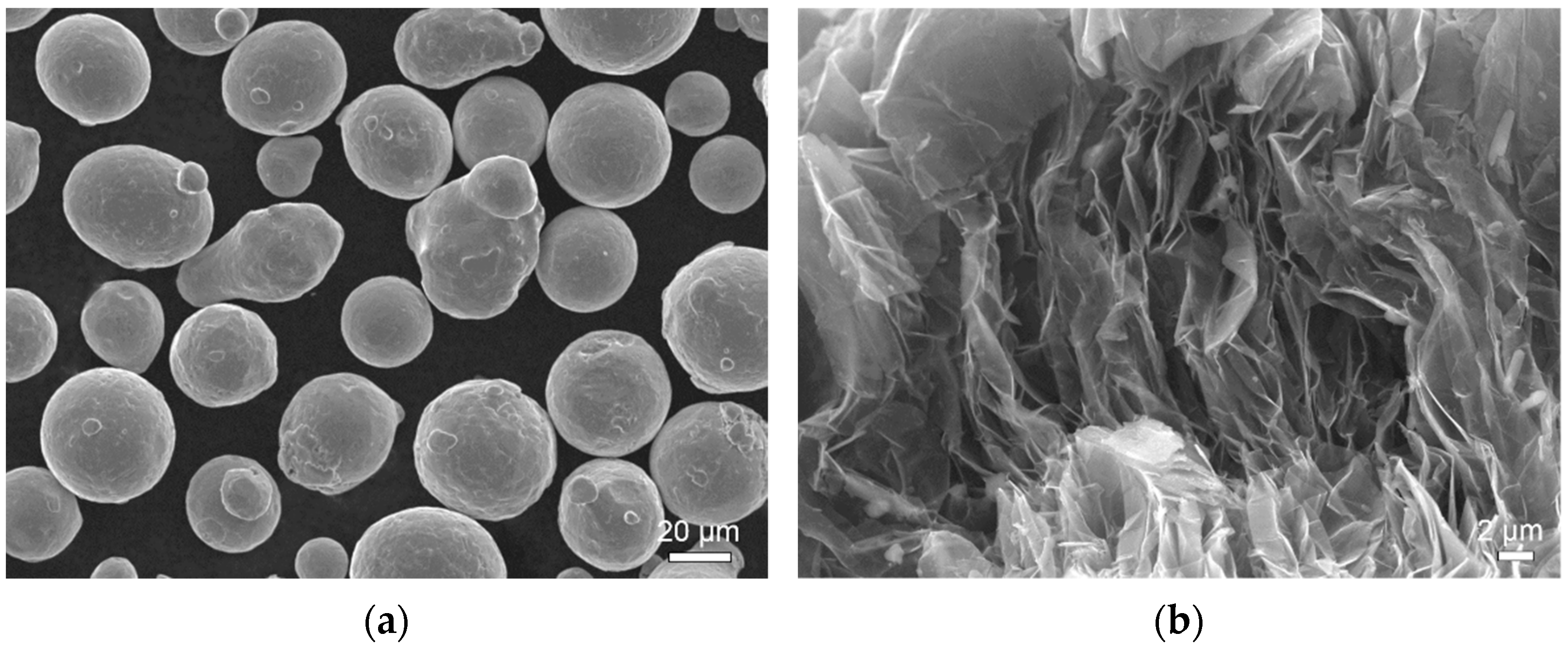
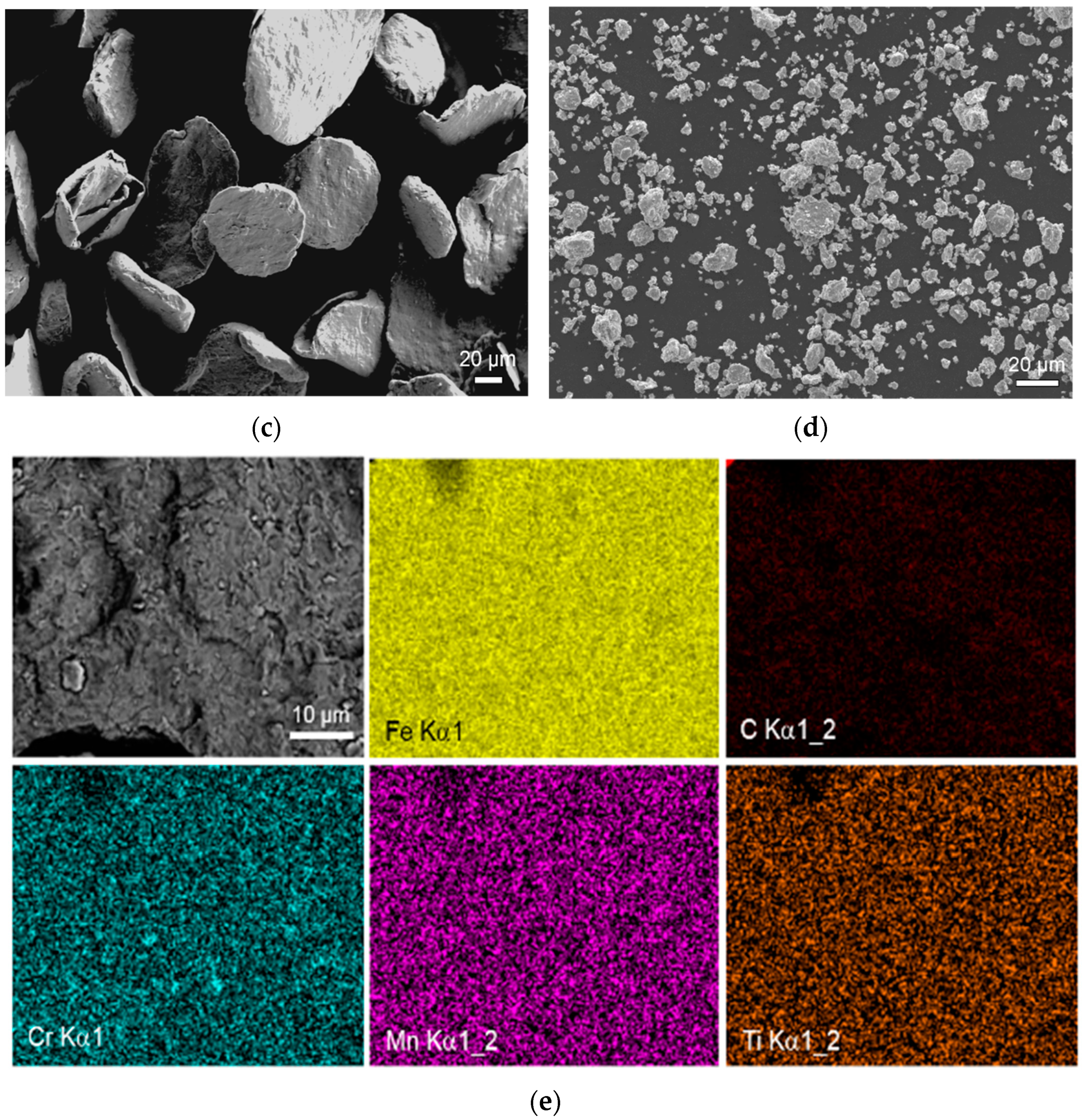
Figure 1 shows the morphologies of starting powders and milled powders. The gas-atomized 20CrMnTi particles are spherical and less than 45 μm in size (Figure 1a), and the expanded graphite (EG) has a typical loose and porous network structure with graphite thin flakes interlacing with each other (Figure 1b). After ball milling the 1 wt.%EG-20CrMnTi mixture for 2 h, the spherical shape of metal powders transformed into a flake shape caused by heavy plastic deformation under the severe impact of grinding balls (Figure 1c). The EG particles may be embedded into the deformed particles. With milling times up to 10 h, the morphology of particles experienced shape changes from being a flake to being spheroidal in shape. These aggregate particles are small and are less than 20 μm in size (Figure 1d). EDS mapping results show the homogeneous distributions of Fe, Cr, Mn, and Ti elements, together with the signal of C (Figure 1e). The above results indicate that the EG particles may be in a nanocrystallite structure that develops in mechanical alloying. These mechanically alloyed particles containing nanosized crystallites should have good sintering activity.
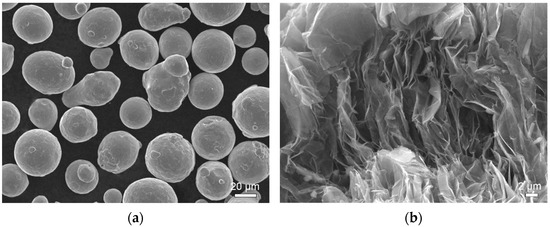
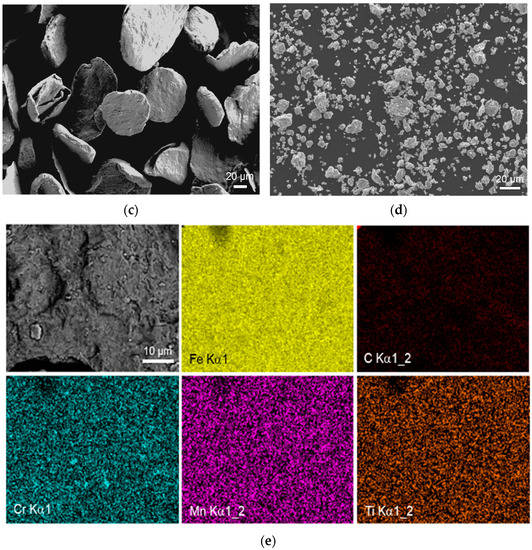
Figure 1.
SEM images of starting powders of (a) 20CrMnTi and (b) expanded graphite, and the mixture of 1 wt%EG and 20CrMnTi after ball milling for (c) 2 h and (d) 10 h; (e) EDS mapping of the 10 h milled powder.
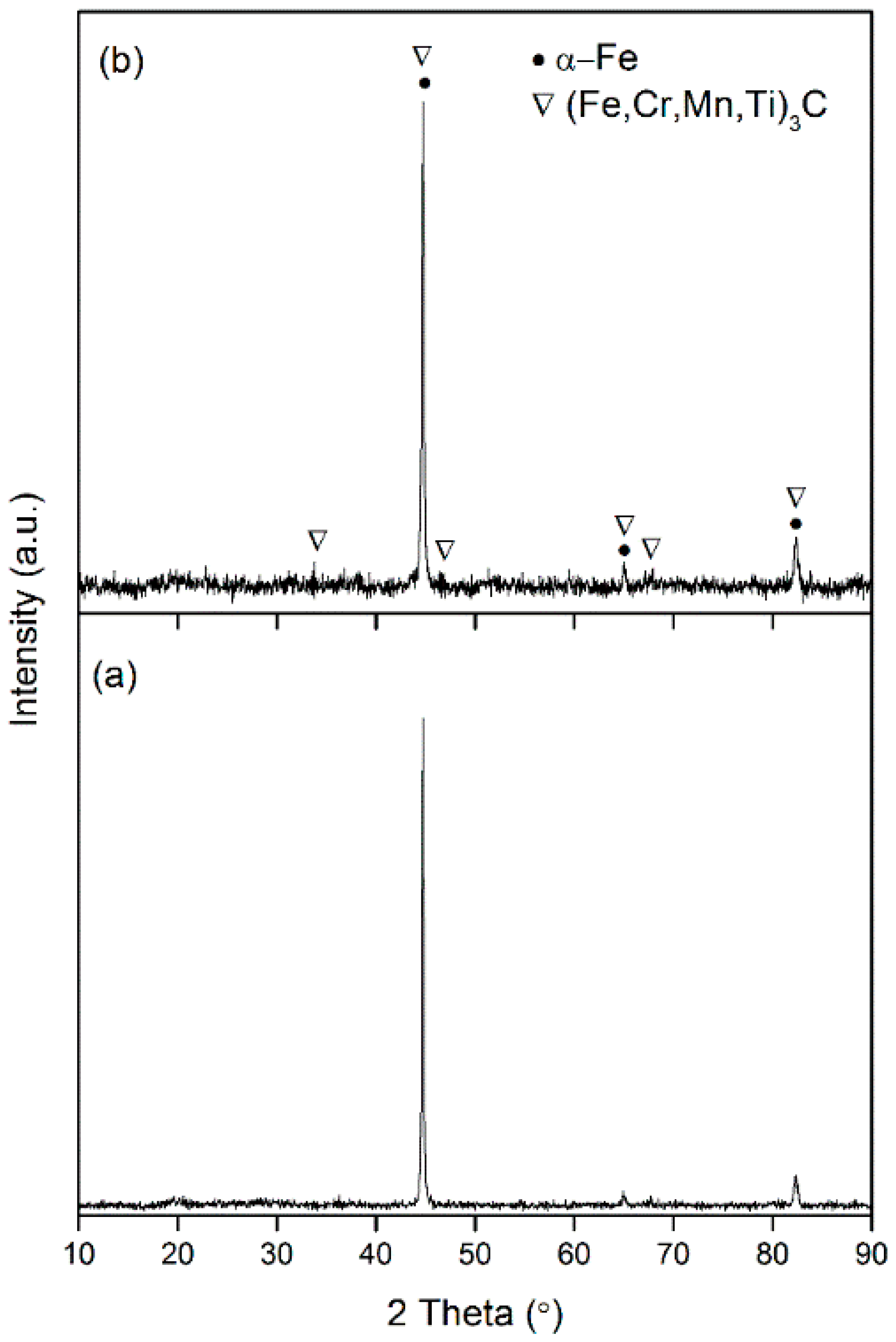
After hot-pressing, the phase composition was determined by XRD. Figure 2 shows that the pure 20CrMnTi and the 1%EG-modified 20CrMnTi dense samples are mainly composed of ferrite (α-Fe) and cementite with a solid solution of Cr, Mn, and Ti elements (M3C, M = Fe, Cr, Mn, and Ti). However, the peak intensities of the 1%EG-modified 20CrMnTi are stronger than those of pure 20CrMnTi, indicating that most of the added EG particles reacted with Fe to form cementite M3C with a solid solution of alloying elements.
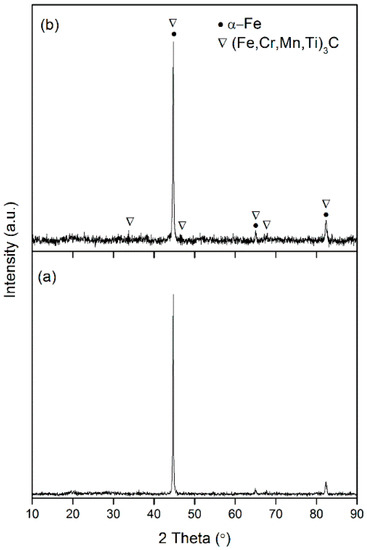
Figure 2.
XRD patterns of (a) pure 20CrMnTi and (b) 1%EG-modified 20CrMnTi.
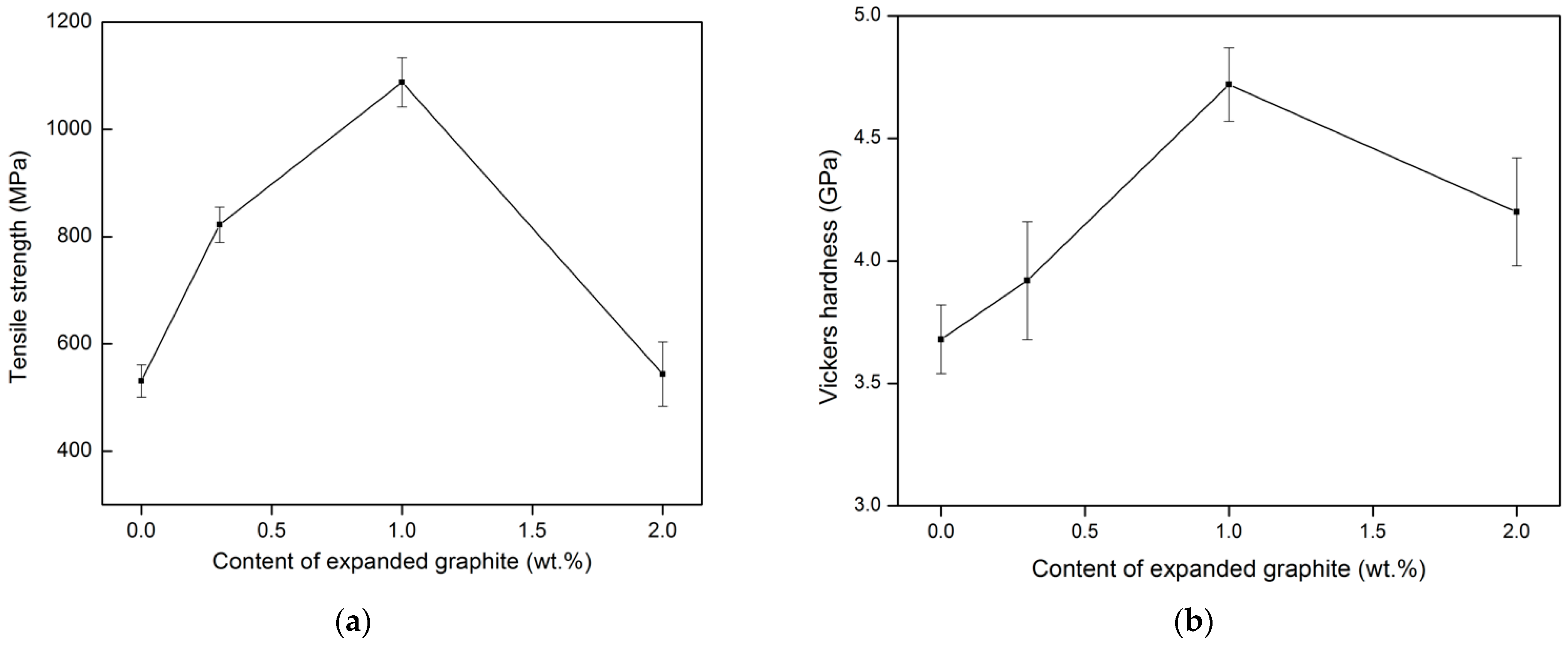
Mechanical property tests showed that both tensile strength and Vickers hardness increase with increasing EG content, and then they decrease as the EG content reaches up to 2 wt% (Figure 3). Tensile strength increases from 531 MPa to 1088 MPa as EG content increases from 0 to 1 wt% (Figure 3a). The highest Vickers hardness value of 4.7 GPa is also achieved as the EG content increased to 1 wt% (Figure 3b). The tensile strength and Vickers hardness of the 1%EG-modified 20CrMnTi increased by 105% and 28%, respectively, compared with pure dense 20CrMnTi (viz. 531 MPa and 3.68 GPa). Compared with the commercial 20CrMnTi material without any heat-treatment, 1%EG-modified 20CrMnTi is also attractive with respect to mechanical properties. The tensile strength of the 1%EG-modified 20CrMnTi is comparable to that of commercial 20CrMnTi materials, i.e., 1088 MPa versus 1080 MPa; but its hardness is over twice that of the latter, i.e., 4.7 GPa versus 2.2 GPa. The above results demonstrate that the addition of 1 wt% EG effectively improves the mechanical properties of the 20CrMnTi material.
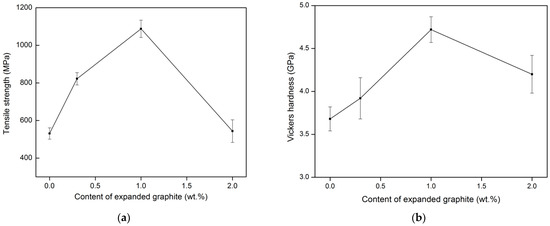
Figure 3.
(a) Tensile strength and (b) Vickers hardness as a function of expanded graphite content.
4. Discussions
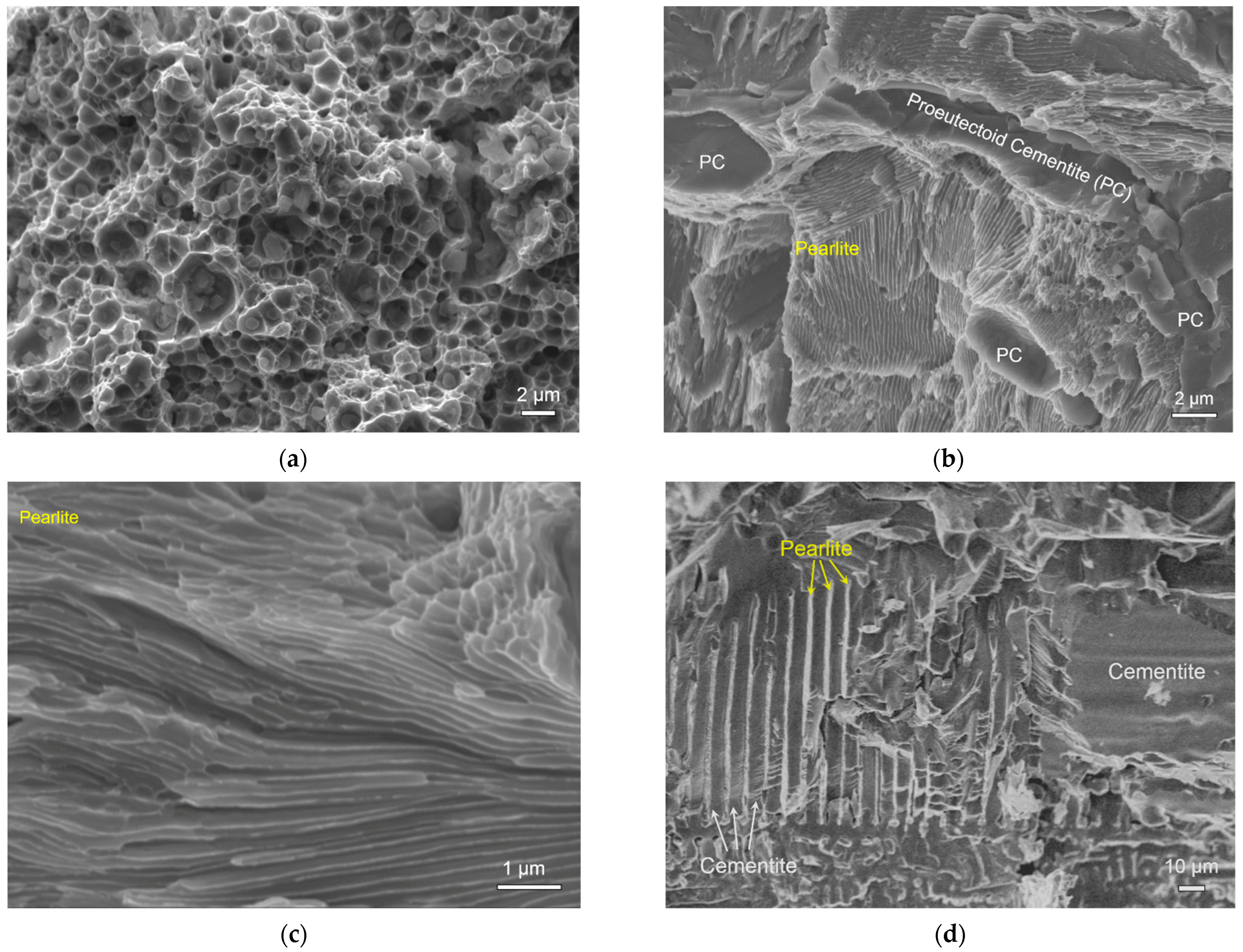
It is well known that microstructure determines mechanical properties. To clearly elucidate the mechanism for improved mechanical properties, the fracture surfaces of the prepared materials were observed with SEM. Figure 4 presents the representative fracture morphologies of the as-prepared materials. As shown in Figure 4a, the fracture surface of the pure 20CrMnTi contains numerous spherical dimples, indicating a ductile fracture mode that is mainly from the contribution of α-Fe. The pure 20CrMnTi material mainly contains α-Fe and M3C carbides less than 1 μm in size that are distributed in the matrix. However, the microstructure of the 1%EG-modified 20CrMnTi comprises large proeutectoid cementite (PC) particles and pearlite colonies (Figure 4b). The pearlite eutectoid microstructure consists of alternating layers of α-Fe and cementite (M3C). It can be found that the layers within each colony are oriented in essentially the same direction, which varies from one colony to another. The size of pearlite colonies is less than 8 μm. The α-Fe and cementite layers are about 70 nm and 140 nm in thickness, respectively, in the eutectoid microstructure (Figure 4c). In addition, the proeutectoid cementite particles are also small, and some elongated particles are less than 15 μm in length. The fracture surface of the 1%EG-modified 20CrMnTi demonstrates a mixed fracture mechanism including brittle fracture and ductile fracture. The relatively large proeutectoid cementite particles exhibit a transgranular fracture with a cleavage pattern (Figure 4b). An enlarged micrograph shown in Figure 4c clearly presents tearing edges and dimples in the fracture surface, indicating ductile fracture. The lamellar pearlite structure impedes dislocation movement and, thus, is stronger than ferrite. This is the reason why the 1%EG-modified 20CrMnTi is stronger and harder than pure 20CrMnTi. Figure 4d shows the fracture surface of the 2%EG-modified 20CrMnTi, with a brittle fracture mode. Some cementite particles developed into large sizes that were less than 60 μm. The amount of the pearlite eutectoid microstructure greatly decreased. Such eutectoid microstructures can be found among the cementite particles denoted in the Figure 4d. The increase in the amount and size of cementite in the 2%EG-modified 20CrMnTi is detrimental to its mechanical properties, causing remarkable decreases in tensile strength and hardness, as shown in Figure 3a,b.
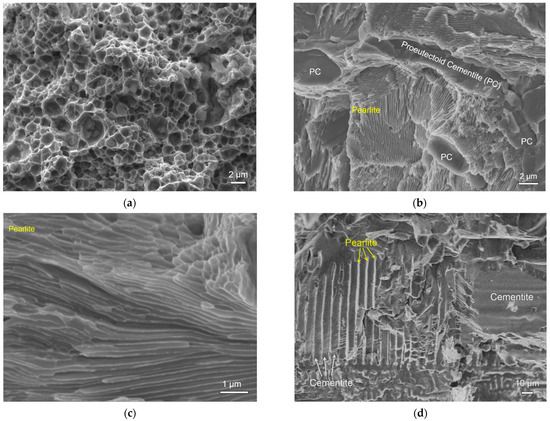
Figure 4.
Morphologies of the fracture surfaces of (a) pure 20CrMnTi material and (b,c) 1%EG-modified 20CrMnTi material; (c) is an enlarged SEM micrograph taken from (b,d) 2%EG-modified 20CrMnTi material.
In the modified microstructure of 20CrMnTi material, both a fine pearlite lamellar structure and fine cementite particles play a predominant role in the improvement of hardness and tensile strength. Our previous study also demonstrated that a fine and homogeneous microstructure containing both small TiCx and M7C3 particles endows high Cr white iron with greatly enhanced mechanical properties and wear resistance [20]. If the size of cementite particles increased, tensile strength decreased correspondingly, as shown in Figure 3a. Previously reported results also demonstrated that 20CrMnTi material annealed under an optimized condition with a fine pearlite structure but coarse cementite shows a yield strength of 328 MPa that is lower than 495 MPa for the initial material [21].
5. Conclusions
Mechanical alloying technique was used to obtain a fine milled mixture with a homogeneous dispersion of EG particles in 20CrMnTi. Finely milled powder was obtained after ball milling for 10 h with a ball-to-powder ratio of 20:1. Dense and modified 20CrMnTi materials were obtained by pressureless-sintering at 1250 °C for 10 min and then hot-pressing at 1150 °C under 30 MPa for 30 min in Ar. The influence of EG content on the mechanical properties of the modified 20CrMnTi materials was investigated. The 1%EG-modified 20CrMnTi material had the highest tensile strength of 1088 MPa and a Vickers hardness of 4.7 GPa. The tensile strength of the 1%EG-modified 20CrMnTi was improved remarkably, over twice that of the pure 20CrMnTi material. Its hardness also increased by 28% compared with pure 20CrMnTi. The enhanced mechanical properties of 1%EG-modified 20CrMnTi should be ascribed to the contribution of the fine pearlite microstructure and small proeutectoid cementite. Future studies will be performed on the wear resistances of 20CrMnTi and its modified counterparts.
Author Contributions
Formal analysis, Z.M., X.L., S.L. and Y.C.; investigation, Z.M. and X.L.; data curation, Z.M. and X.L.; writing—Original draft preparation, Z.M.; writing—Review and editing, S.L. and Y.C.; supervision, S.L.; project administration, S.L.; funding acquisition, S.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was founded by National Natural Science Foundation of China under Grant no. 51772020 and Beijing Government Funds for the Constructive Project of Central Universities.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kong, W.; Zhang, D.; Tao, Q.; Chen, K.; Wang, J.; Wang, S. Wear properties of the deep gradient wear-resistant layer applied to 20CrMnTi gear steel. Wear 2019, 424–425, 216–222. [Google Scholar] [CrossRef]
- Li, X.; Xu, J. Coordinating influence of multilayer graphene and spherical SnAgCu for improving tribological properties of a 20CrMnTi material. RSC Adv. 2018, 8, 14129–14137. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, Q.; Ren, X.; Gao, Y.; Li, Y.; Zhao, Y.; Yao, M. Effect of carburization on residual stress field of 20CrMnTi sample and its numerical simulation. Mater. Sci. Eng. A 2005, 392, 240–247. [Google Scholar] [CrossRef]
- Ryzhov, N.M.; Fakhurtdinov, R.S.; Smirnov, A.E.; Fomina, L.P. Analysis of methods of carburizing of gears from heat-resistant steels. Metal. Sci. Heat Treat. 2010, 52, 260–265. [Google Scholar] [CrossRef]
- Lv, Y.; Lei, L.; Sun, L. Effect of shot peening on the fatigue resistance of laser surface melted 20CrMnTi steel gear. Mater. Sci. Eng. A 2015, 629, 8–15. [Google Scholar] [CrossRef]
- Zhang, P.; Zhang, F.C.; Yan, Z.G.; Wang, T.S.; Qian, L.H. Wear property of low-temperature bainite in the surface layer of a carburized low carbon steel. Wear 2011, 271, 697–704. [Google Scholar] [CrossRef]
- Xu, J.; Li, X.; Lu, J.; Zhu, J. An investigation into mechanics and tribology of SnAgCu and MoO3 containing in 20CrMnTi based composites. J. Alloys Compd. 2020, 831, 154858. [Google Scholar] [CrossRef]
- Zhou, S.F.; Dai, X.Q.; Zheng, H.Z. Microstructure and wear resistance of Fe-based WC coating by multi-track overlapping laser induction hybrid rapid cladding. Opt. Laser Technol. 2012, 44, 190–197. [Google Scholar] [CrossRef]
- Yang, K.; Shi, X.L.; Huang, Y.C.; Wang, Z.H. The research on the sliding friction and wear behaviors of 20CrMnTi-10 wt% Ag at elevated temperatures. Mater. Chem. Phys. 2017, 186, 317–326. [Google Scholar] [CrossRef]
- Shi, Y.; Li, Y.; Liu, J.; Yuan, Z. Investigation on the parameter optimization and performance of laser cladding a gradient composite coating by a mixed powder of Co50 and Ni/WC on 20CrMnTi low carbon alloy steel. Opt. Laser Technol. 2018, 99, 256–270. [Google Scholar] [CrossRef]
- Yan, M.F.; Liu, Z.R. Study on microstructure and microhardness in surface layer of 20CrMnTi steel carburised at 880 °C with and without RE. Mater. Chem. Phys. 2001, 72, 97–100. [Google Scholar] [CrossRef]
- Zheng, C.; Li, L.; Yang, W.; Sun, Z. Relationship between microstructure and yield strength for plain carbon steel with ultrafine or fine (ferrite + cementite) structure. Mater. Sci. Eng. A 2014, 617, 31–38. [Google Scholar] [CrossRef]
- Jiang, M.; Liu, C.; Chen, Z.; Wang, P.; Liao, H.; Zhao, D.; Liu, Z.; Wang, X.; Xu, M.; Lao, C. Enhanced strength-ductility synergy of selective laser melted reduced activation ferritic/martensitic steel via heterogeneous microstructure modification. Mater. Sci. Eng. A 2021, 801, 140424. [Google Scholar] [CrossRef]
- Mithun, C.M.; Sellamuthu, R.; Saravanan, R. Effect of surface modification on microstructure, hardness and wear rate of steels with 0.2%, 0.4% and 1.1 wt%C by the addition of titanium using gas tungsten arc. Mater. Today Proc. 2018, 5, 7586–7594. [Google Scholar] [CrossRef]
- Liu, K.P.; Dun, X.L.; Lai, J.P.; Liu, H.S. Effects of modification on microstructure and properties of ultrahigh carbon (1.9 wt% C) steel. Mater. Sci. Eng. A 2011, 528, 8263–8268. [Google Scholar] [CrossRef]
- Xu, F.; Guo, G.; Tang, G.; Ma, X.; Wang, L.; Ozur, G.E.; Yukimura, K. Microstructure modifications and corrosion behaviors of Cr4Mo4V steel treated by high current pulsed electron beam. Mater. Chem. Phys. 2011, 126, 904–908. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Li, S.B.; Xie, J.X.; Zhao, Z.Y. Fabrication of W-Cu ultrafine powders by mechanical alloying. Mater. Sci. Technol. 2004, 20, 1345–1350. [Google Scholar] [CrossRef]
- Li, S.B.; Xie, J.X. Processing and sintering of W/Cu graded material fabricated by multi-billet extrusion using mechanical alloyed powders. Compos. Sci. Technol. 2006, 66, 2329–2336. [Google Scholar] [CrossRef]
- Jiang, J.; Li, S.; Hu, S.; Zhou, Y. Effects of in situ formed TiCx on the microstructure, mechanical properties and abrasive wear behavior of a high chromium white iron. Mater. Chem. Phys. 2018, 214, 80–88. [Google Scholar] [CrossRef]
- Zhao, M.; Chen, Q. Parameters optimization of low carbon low alloy steel annealing process. Acta Metall. Sin. 2013, 26, 122–130. [Google Scholar] [CrossRef] [Green Version]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).