Abstract
Cork, the bark of Quercus suber L., in addition to presenting several notable physical-mechanical properties, possesses a distinctive look and feel that make it attractive for interior surfaces, such as in furniture, wall paneling, or flooring. This work envisaged the development of a coating based on cork granules, a subproduct from the wine stopper industry, capable of creating a smooth surface similar to natural cork. In order to avoid the high rugosity that characterizes surfaces coated with paints that incorporate cork granules, a new solution was developed, based on a foamed acrylic binder, applied by knife coating. The foam formulation was successfully optimized, using appropriate additives and resorting to mechanical agitation to promote the generation of air bubbles. The addition of cork granules did not hinder foam stability, and the final coating displayed the intended visual and sensory characteristics. Dynamic Mechanical Analysis was performed on the pristine acrylic foam and on the composite foam showed a stiffening effect associated with the presence of cork granules, and a thermal transition centered at around −10 °C, associated with the acrylic binder’s glass transition. The surface has hardness slightly lower than cork, depending on the amount of particles incorporated. Pull-off testing consistently resulted in substrate failure, indicating that the coating’s cohesion and adhesion are excellent. The developed coating showed to have the intended functionality while being easily applicable on flat panel surfaces. The fact that a foam is used as a binder system allows for a smooth and soft surface, having excellent opacity with minimal usage of cork.
1. Introduction
Thanks to its micro-alveolar structure, cork is a natural material, obtained from the bark of Quercus suber L., with a unique combination of properties, such as low density, elasticity, resilience, high grip, low thermal conductivity, and high acoustic insulation and decoupling capacity [1,2]. In addition to remarkable technical performance, cork has a visually pleasing appearance and distinctive softness to the touch. This makes it an interesting choice for decorative surfaces.
Cork granules are an industrial byproduct of cork stopper manufacture. They are available in different size ranges (sub-millimeter to a few millimeters) and are shaped as irregular 3D particles. For a long time, the cork industry has been researching their possible applications, many of which have turned into successful commercial products. Granule agglomeration with a polymeric binder (often a polyurethane) is a common approach to producing value-added products such as technical stoppers, panels, composite structures, 3D-molded objects, etc. [3,4]. Other possibilities include use as pollutant adsorbents and fillers for composite materials such as mortar, concrete, rubber, thermoplastics, coatings, etc. [5,6,7,8].
Agglomerated cork panels can combine thermal and acoustic insulation with aesthetic function in interior architecture [9,10]. On the other hand, cork-based coatings, which incorporate cork granules in waterborne sprayable paint, mostly serve a technical insulation purpose [11]. The coated surfaces are rough and irregular, lacking the appearance and feel of natural cork. Pigments are added to the dispersion to provide a range of colors.
Aqueous acrylic polymer dispersions are commonly used as binders in waterborne coatings, providing a film-forming polymer matrix that encapsulates pigments and fillers, strong adhesion to the substrate, and a sufficiently durable and mechanically resistant surface. They are usually copolymers, combining different monomers in order to provide the appropriate physical-mechanical properties, being synthesized by emulsion polymerization [12].
The goal of the present work was to develop a coating based on cork granules that provides a smooth decorative surface, resembling natural cork both visually and to the touch. The target substrates are wood-based panels typically used in furniture or wall paneling, such as particleboard and dry-process fiberboard, such as medium-density fiberboard (MDF) or high-density fiberboard (HDF). In order to avoid the coarse surface roughness associated with the incorporation of cork granules, the binder of the coating system was a foam based on a waterborne acrylic resin. Upon drying, the foam solidifies, embedding the cork granules and yielding a soft and visually pleasing surface. The acrylic foam is obtained by agitation-driven air incorporation and applied by knife coating, which is an easily scalable process for application on flat surfaces.
2. Materials and Methods
2.1. Materials
Cork granules grade MF5 (particle diameters between 300 and 500 μm), were provided by Amorim Cork Composites (Moselos, Portugal). The acrylic resin used as the foam system was NeoCryl XK-232 (DSM, Heerlen, The Netherlands), an anionic acrylic copolymer waterborne emulsion with 43–45 wt.% solid content. Foam stabilization additives were: H600 thickener (BYK), Afilan A01 surfactant (Archoma, Basel, Switzerland), Hostapur SAS 30 surfactant (Clariant, Muttenz, Switzerland), and Tubicoat SHM ammonium stearate (CHT, Tübingen, Germany). The high-density fiberboard (HDF) panels used as coating substrate were provided by SONAE Arauco (Mangualde, Portugal)—3 mm thickness and a density of 840 kg∙m−3.
2.2. Coating Production
The coating production process adapted a procedure used in the textile industry for coating fabric with a thin layer of polyurethane foam [13]. The foam is formed by incorporating air in an aqueous polymer dispersion, without resorting to blowing agents. Firstly, foam stabilization additives were added to the acrylic resin in a 2000 mL container. The total mass of the formulation was always 300 g. Intense stirring was applied for 15 min with a lab agitator equipped with a 3-blade propeller (60 mm diameter) at 1100 rpm to promote the formation of air bubbles. The resulting liquid foam was then applied on the substrate—high-density board (HDF) with 3 mm thickness—by the knife coating technique using an in-house-made apparatus. The gap between the substrate and the blade was 3 mm. The coated HDF boards were then dried in an oven at 80 °C for 60 min, yielding a rigid foam strongly adhered to the substrate. To produce the composite acrylic/cork coating, the intended amount of cork granules was added to the acrylic resin prior to the air incorporation step.
2.3. Coating Characterization
Before the characterization, the test pieces were conditioned in a climatic chamber at 20 °C and 65% relative humidity.
Scanning electron microscopy was performed with a Phenom XL Scanning Electron Microscope (SEM, Thermo Fisher Scientific, Waltham, MA, USA), using the backscattered electron detector. The coating samples were removed from the substrate using a scalpel, and broken under liquid nitrogen in order to cause fragile fracture, with minimum plastic deformation of the foam at the fracture surface. Before analysis, the samples were sputtered with a gold–palladium (Au-Pd) layer to ensure conductivity.
Dynamic mechanical analysis was performed on a DMA 242 E Artemis (Netzsch, Selb, Germany). The heating rate was 2 °C·min−1 and nitrogen flow was used to keep an inert atmosphere inside the sample container. The measurements were performed in compression mode on circular coating samples with a 12 mm diameter. A maximum dynamic force of 6 N and a maximum strain amplitude of 30 µm were imposed.
Shore A surface hardness was measured with a HBA 100-0 durometer (Sauter, Basel, Switzerland).
For evaluating the coatings’ impact resistance, a Neurtek impact tester (Neurtek, Gipuzkoa, Spain) was used. It consists of an impact bolt with a 5 mm diameter steel spherical ball mounted at one end, which is projected once against the surface under test by the release of a compression spring. The spring compression force can be adjusted continuously before release, from 0 to 90 N, by means of a force-setting barrel. The impact resistance of the material under test is the maximum value of the spring force, in Newtons, for which no damage occurs in a series of five strikes.
Abrasion resistance was measured with a rotary abrasion Taber 5135 tester (Taber Industries, Tonawanda, NY, USA), with a 500 g supplementary load in each arm. The wheels were covered with H18 sandpaper and fitted to the machine and the revolution counter was set to zero. The coatings’ test pieces with dimensions 100 mm × 100 mm, were weighed before and after 100 abrasion cycles, and the mass loss was recorded.
Adhesion strength was evaluated by pull-off adhesion testing according to the EN 311 standard, which specifies a method of assessing the surface soundness of overlaid wood-based panels. This method determines the strength or quality of bonding between the coating material and the underlying board. On a test piece of 50 mm × 50 mm, a circular groove was cut through the coating material so that it just breaks through into the underlying board. A steel mushroom-shaped dolly is then glued using a hot-melt adhesive to the test piece and then placed in a gimbal mounted on a universal testing device machine. A tensile force is applied at a constant speed so that failure occurs within (60 ± 30) s. The force at failure is recorded as well as the failure mode.
Thermal conductivity was measured according to the NP EN 12667:2012 standard, using a Taurus TCA300 heat flow meter (Netzsch, Selb, Germany), which permits the establishment of a constant and uniform unidirectional heat flow in homogeneous samples with smooth and parallel faces. The coating samples had dimensions of 220 mm × 125 mm.
3. Results and Discussion
3.1. Coating Formulation
Obtaining a homogeneous solid foam from a waterborne acrylic dispersion implies using appropriate additives. On one hand, the surface tension of the aqueous medium must be reduced in order to allow the stabilization of the foam system. Surfactants are used for this purpose. On the other hand, sufficiently high viscosity is important to promote lower surface mobility, reducing liquid drainage and the rupture of the thin films that form the air bubbles’ walls. This can be achieved by adding rheology thickeners [14].
In our case, the following four additives were selected, based on previous experience with the stabilization of foam systems based on aqueous polymer dispersions:
- H600—hydrophobically modified nonionic polymer, an associative thickener for waterborne paint formulations.
- Afilan A01—amphoteric surfactant, a foaming and wetting agent.
- Hostapur SAS 30—anionic surfactant, an emulsifier for emulsion polymerizations and detergent formulations.
- Tubicoat SHM—ammonium stearate, a foam stabilizer.
Initially, coatings were produced only with acrylic resin and additives, in order to analyze the quality of the resulting solid foams. In this preliminary study, the additives were combined additively as described in Table 1.

Table 1.
Acrylic foam formulations. All values are the weight percentage of the total formulation. Values in bold indicate changes relative to the previous formulation.
Table 2 depicts the dry coatings formed on HDF surfaces. It must be noted that when unstirred acrylic resin is applied on a surface, it forms a transparent continuous polymer film upon water evaporation. An opaque white film is only obtained when the dry polymer film entraps air bubbles. This is a consequence of light dispersion, due to the difference in refraction indexes causing refraction at the air/polymer interfaces.
Table 2.
Photographic images of acrylic coating formulations applied on HDF surface. The values underneath each formulation identifier represent the average foam thickness in mm (measured only on the regions covered with foam) and the standard deviation of that measurement.
Formulation F1 contained only acrylic resin. Even so, opaque white sections are visible, surrounded by transparent regions, indicating that air bubbles were sequestered in the dry acrylic film. The surfactants originally present in the polymer dispersion provide some stability to the air bubbles formed during stirring. That is the reason why waterborne paint formulations demand antifoaming additives. However, the film obtained with F1 is very heterogeneous. Formulation F2 contains 1 wt.% of Afilan additive. The film is still heterogeneous, with extensive regions where no foam is present. However, it must be noted that the thickness of opaque regions is increased, indicating that a somewhat more structured foam was produced. A much better result is obtained by combining Afilan with H600 in formulation F3. The extension of the foamed region is now significantly higher, thanks to the combination of a thickener with the surfactant. In F4, the amount of the H600 was doubled, and in F5 the amount of Afilan was doubled, both in relation to F3. The results are not significantly better in terms of surface homogeneity, with semi-transparent regions still visible. F4 shows higher foam thickness, but the surface is very heterogeneous. Formulation F3 was therefore adopted as reference for the ensuing tests, which involved adding 1 wt.% of Hostapur, another surfactant. F6 shows a noticeable improvement, with higher foam thickness and an apparent reduction in unfoamed regions. The combination of surfactants of different natures is an often effective strategy for the stabilization of aqueous systems. A further increase in Hostapur’s quantity, F7, does not seem to provide any improvement, and thus F6 was considered the new reference. The last steps, F8 to F12, involved the addition of increasing amounts of Tubicoat. Ammonium stearate is well known as a foaming aid [15]. The addition of 1 wt.% and 2 wt.%, F8 and F9, actually seems to have a detrimental effect in terms of foam thickness, but adding 4 wt.% and 8 wt.%, F10 and F11, yields very good results, with the substrate becoming evenly covered with opaque acrylic foam. The best uniformity is obtained for F11. Further addition of Tubicoat leads to a wavy surface, due to foam collapse. F11 was thus assumed as the final reference formulation.
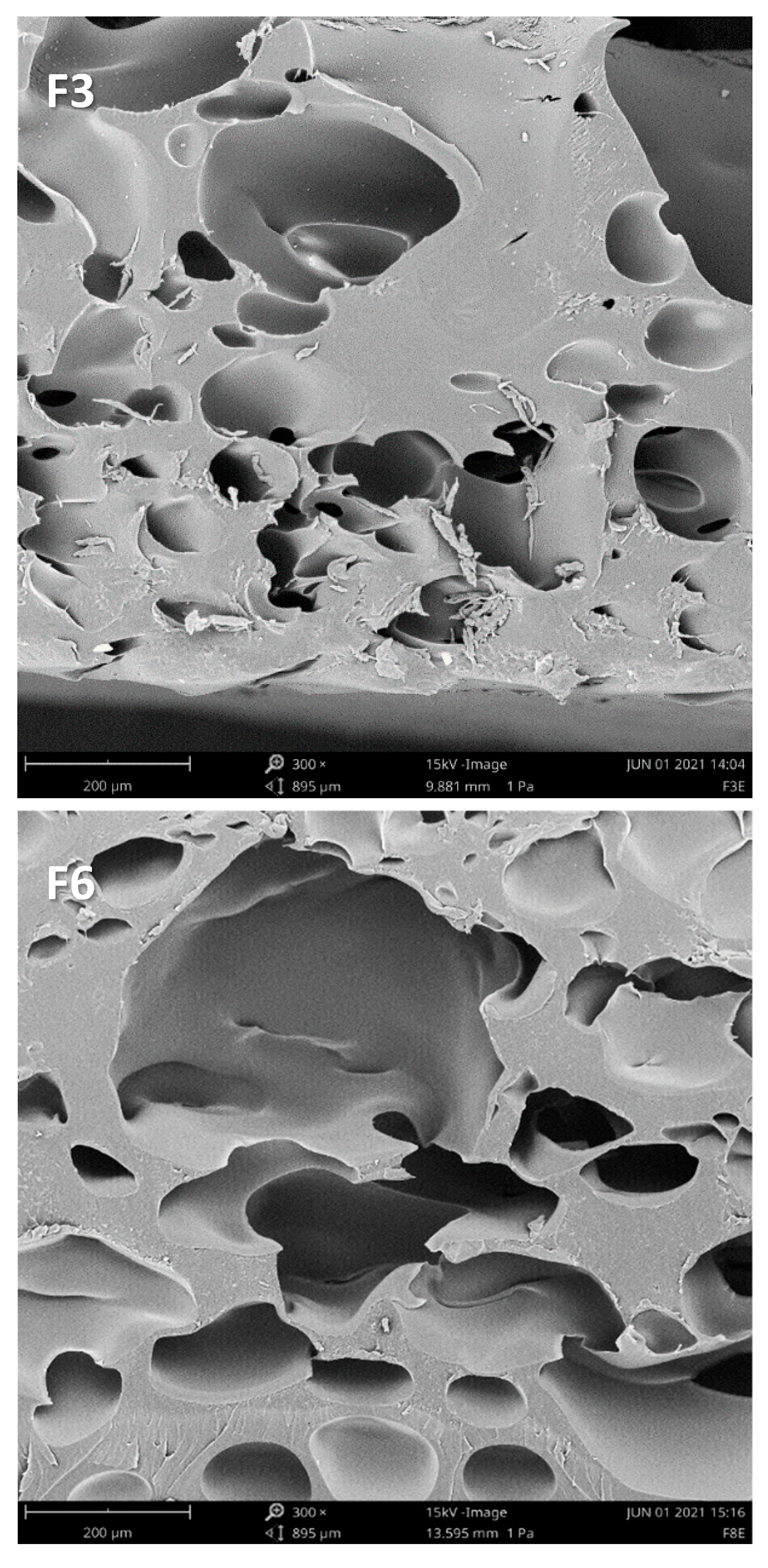
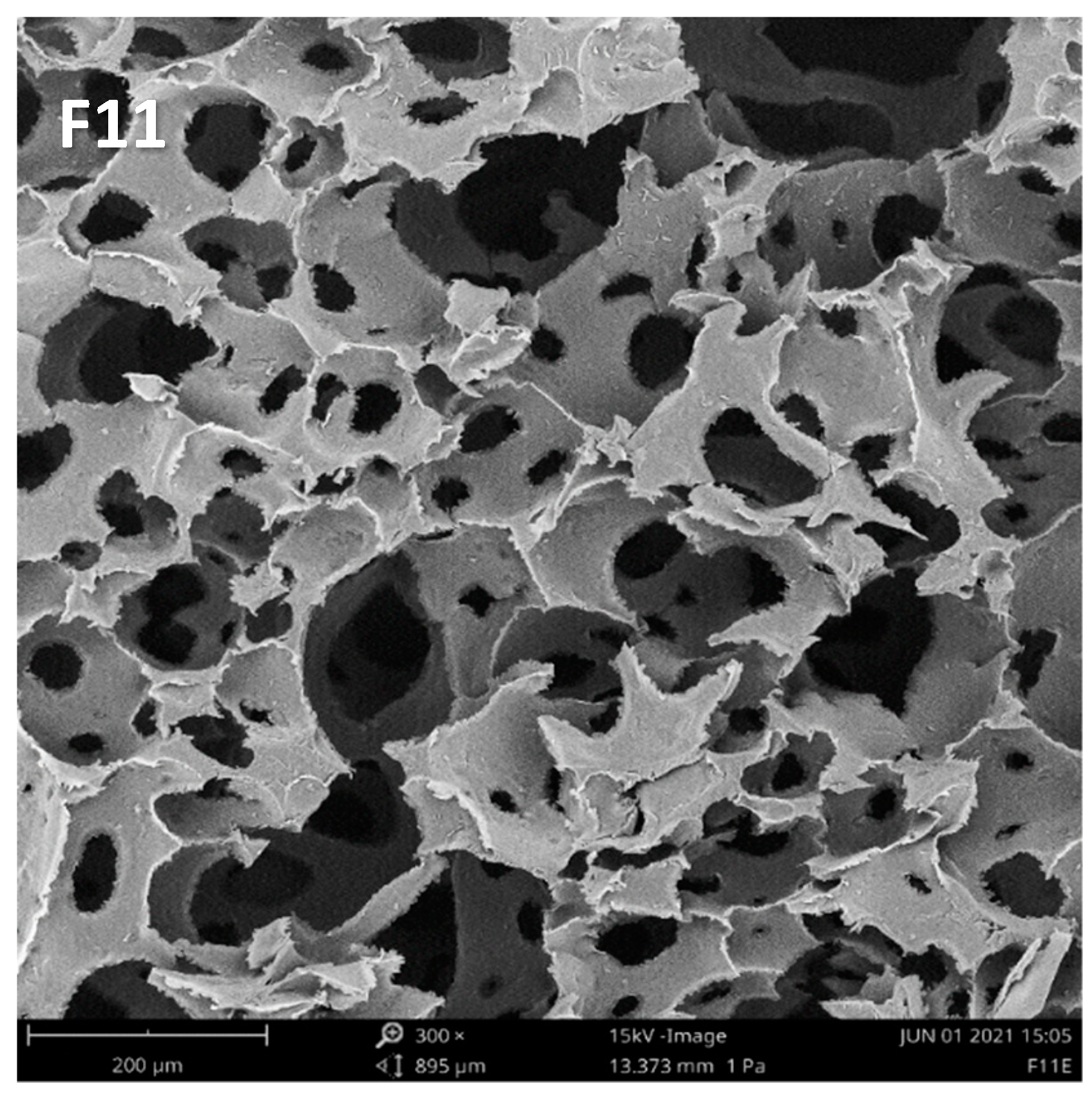
Figure 1 shows the SEM images of the cross-sections of some of the foam formulations to illustrate how the foam structure evolved with the optimization procedure.
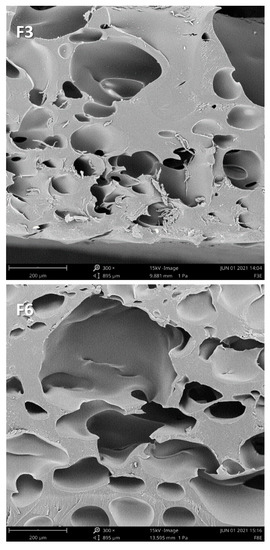
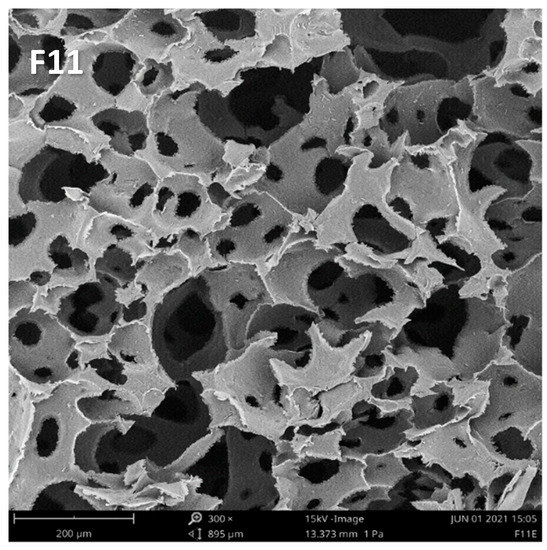
Figure 1.
SEM images of the cross-sections of acrylic coatings F3, F6, and F11. The coatings were fractured under liquid nitrogen. Magnification: 300×.
Formulation F3, containing only a thickener and one of the surfactants, shows some foam cells, but these are very heterogeneous in size and are surrounded by large regions of compact polymer. This denotes that foam stabilization was not efficient. F6, with another surfactant added, denotes a higher concentration of cells, but the sizes are still heterogeneous and they are surrounded by thick polymer regions. Finally, the optimized formulation, F11, shows a well-formed open cell structure with thin polymer walls, uniformly distributed throughout all material. This confirms the good quality of this formulation.
Solid particles constitute an impurity in a foam system, and their addition may significantly hinder foam stability. It was therefore unknown how the previous formulations would behave with cork granules present. The results are summarized in Table 3 for all formulations, using a 1:10 cork to acrylic resin mass ratio. The evolution of the composite coating quality as the formulations are improved is notorious. The best results are obtained with F11 and F12, showing very smooth and homogeneous surfaces, and uniform foam thickness. Formulation F12 actually yields a slightly thicker foam, indicating that the particles’ presence actually reinforced the foam structure, counteracting the foam collapse observed with the acrylic polymer alone. Nonetheless, formulation F11 was adopted as the reference, considering that it uses a lower amount of ammonium stearate additive and that the resulting coating is of very good quality.
Table 3.
Photographic images of composite acrylic/cork (cork:resin mass ratio = 1:10) applied on HDF surface. The values underneath each formulation identifier represent the average foam thickness in mm (measured only on the regions covered with foam) and the standard deviation of that measurement.
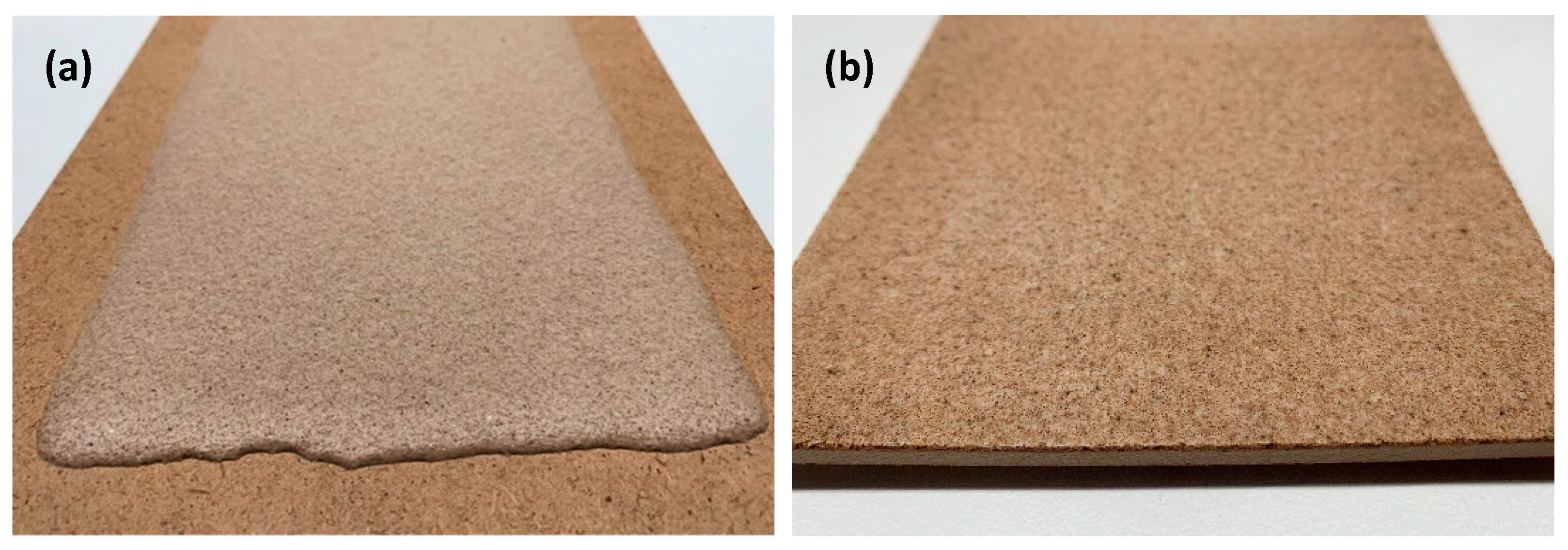
Figure 2a shows a side view of the F11 coating. The uniformity of the surface morphology and the coating thickness is evident. Lightly sanding the surface on an industrial wide belt sanding machine (grit 80) provides, as seen in Figure 2b, a more matte surface, with a visual look very similar to cork. The surface is warm and soft to the touch, also not unlike a cork surface. The surface characterization tests presented below were performed on sanded samples.
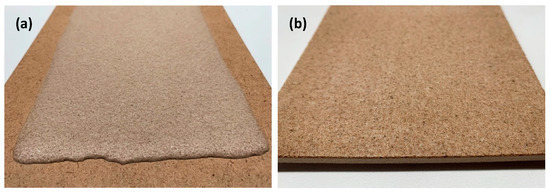
Figure 2.
Photographic images of F11 composite coating applied on a 300 mm × 200 mm HDF substrate: (a) after drying; (b) after sanding the surface and trimming the borders.
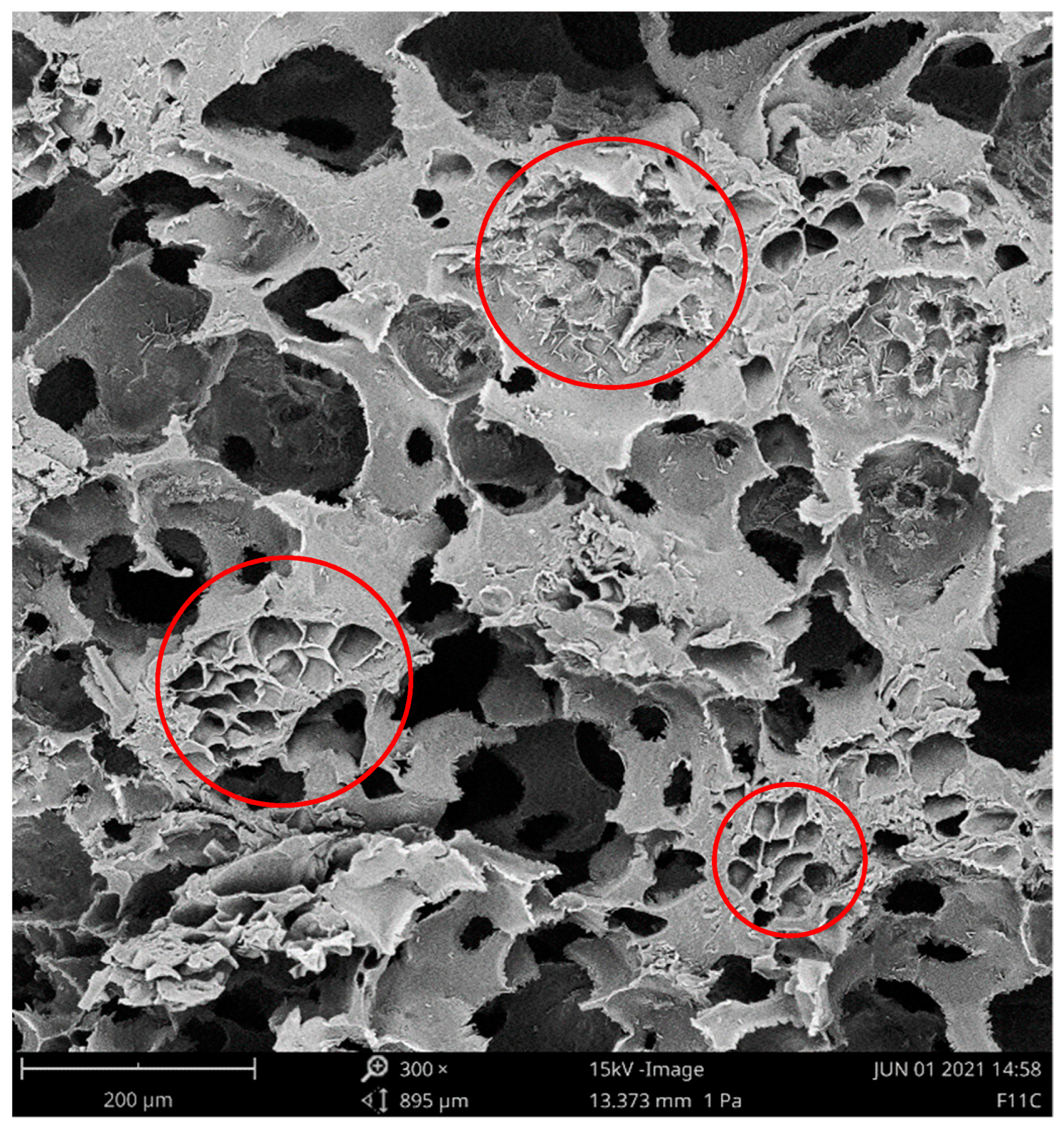
The internal morphology of the coating is shown in Figure 3. The lacy foam structure previously depicted in Figure 1 is again visible. In addition, cork granules are clearly visible throughout the foam, recognizable by their honeycomb-like cell structure [2]. It is remarkable that these seem well embedded in the polymer, with no discernible interphase, denoting that there is a very good affinity between the acrylic polymer and the cork surface.
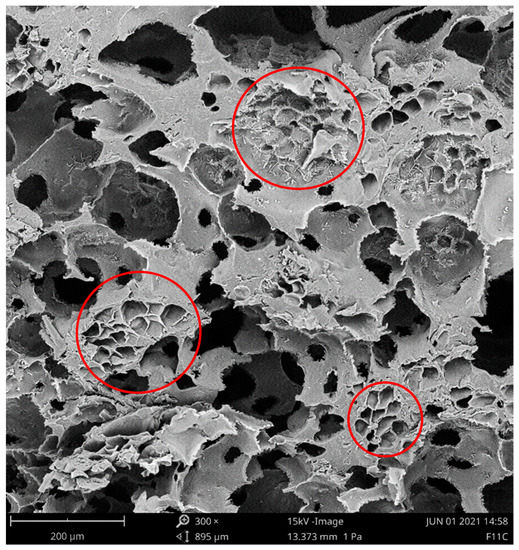
Figure 3.
SEM images of the cross-section of F11 composite coating. The coating was fractured under liquid nitrogen. Red circles point out some of the cork granules present. Magnification: 300×.
Two additional formulations were tested, using different cork:resin mass ratios. A ratio of 1:5, higher than the 1:10 value used in the previous formulations, resulted in the mixture becoming very viscous, hindering application. This ratio was therefore abandoned. A 1:20 ratio yielded a coating visually very similar to the one obtained with the 1:10 ratio. These two formulations are compared in the ensuing characterization tests.
3.2. Coating Characterization
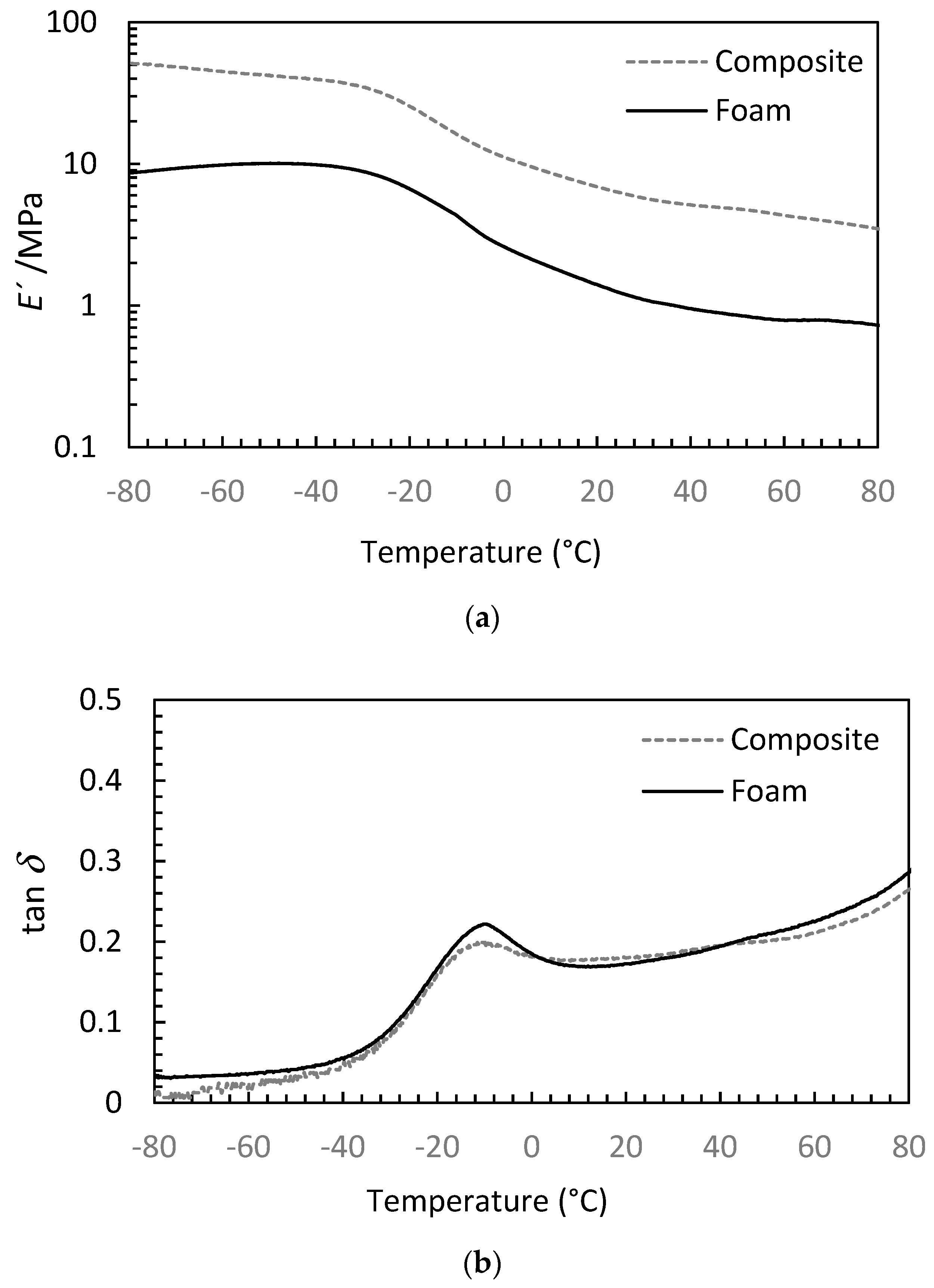
The acrylic foam and the cork-based composite were first subjected to dynamic mechanical analysis in order to evaluate the temperature dependence of their viscoelastic responses. The measured values of storage modulus, E’, and dissipation factor, tan δ, are shown in Figure 4. The composite always shows a higher modulus than the foam, due to the stiffening effect caused by the addition of cork granules. For both materials, the dissipation factor is always much lower than unity, for the entire temperature range, indicating that both materials behave predominantly as elastic solids. Starting at about −35 °C, there is a noticeable decrease in the storage modulus, which is associated with the onset of the acrylic resin’s transition from a glassy to a rubbery state. This is accompanied by a peak in the dissipation factor, with a maximum located at about −10 °C. The resin’s manufacturer reports that it has a minimum film-forming temperature of 7 °C, which is consistent with the glass transition temperature being slightly lower. Past the transition, the modulus still decreases with temperature, but less significantly. The melting of suberin, cork’s main component, occurs between 0 and 50 °C, and can often be detected in the DMA of cork-based materials [16,17]. However, no such transition is visible in the composite’s thermograms, indicating that the mechanical response is mostly provided by the acrylic foam matrix.
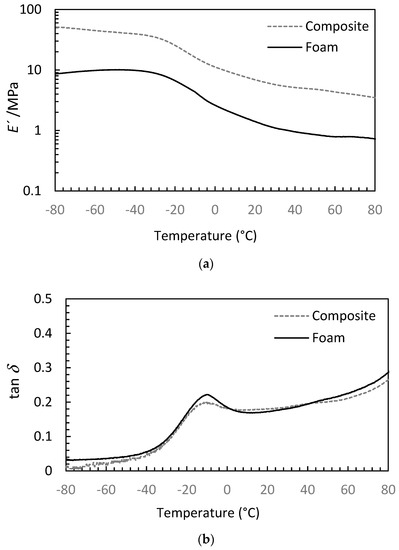
Figure 4.
DMA results for composite coating with and 1:10 cork:resin mass ratio. (a): storage modulus, E’; (b): dissipation factor, tan δ.
The mechanical characterization of the composite coatings with 1:10 and 1:20 cork:resin mass ratios is shown in Table 4.
Table 4.
Coating characterization results.
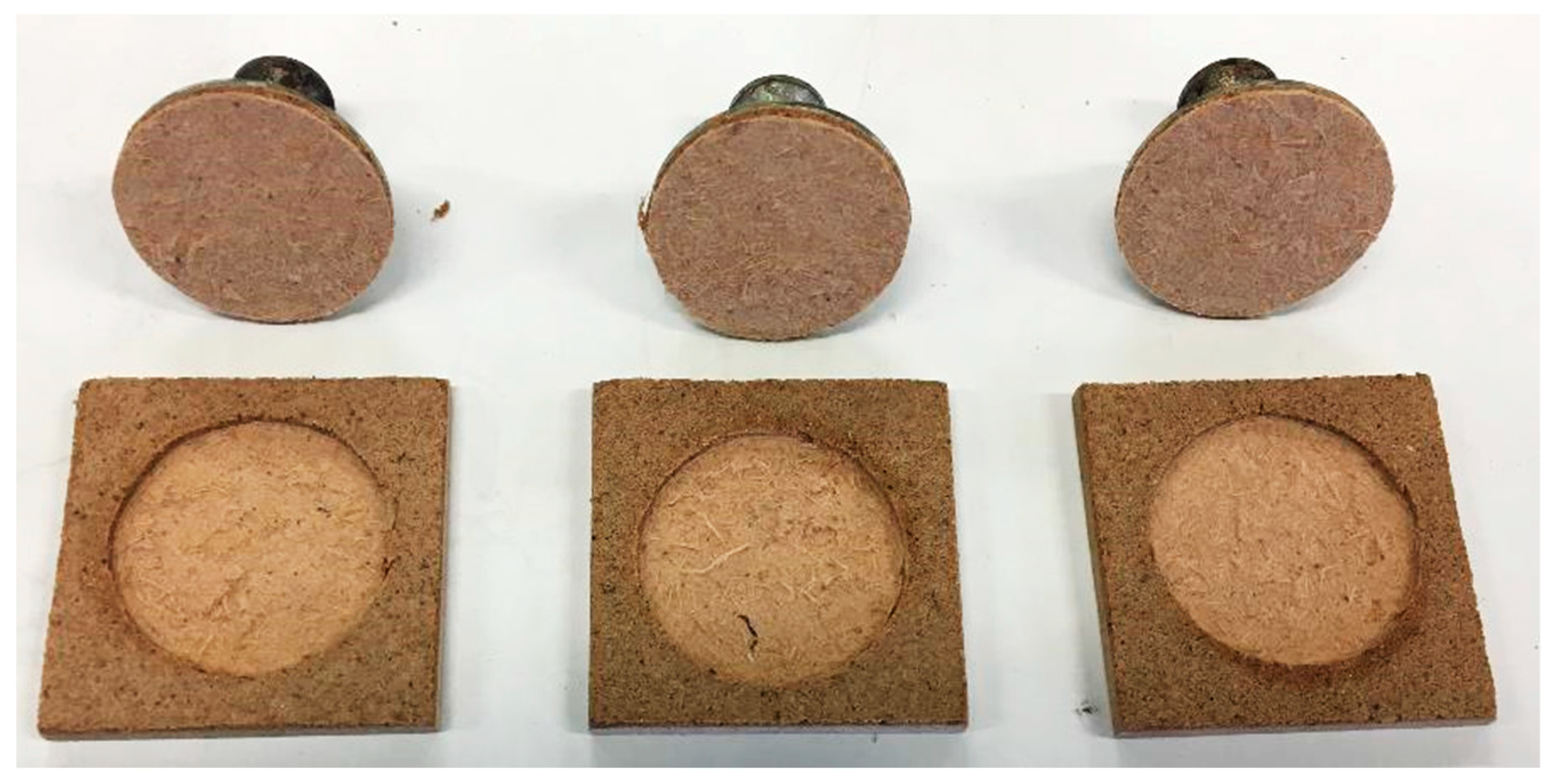
Surface hardness, measured on the Shore A scale with a durometer, was about 50 A. The coating with a 1:10 cork:resin ratio yielded slightly higher hardness than the one with 1:20. This is expectable since cork’s hardness is 60 to 70 A. Increasing its incorporation, therefore, contributes to increasing the coating’s hardness. Impact resistance was the same for both coatings, with the force necessary to produce permanent visible damage being 10 N. Abrasion resistance, on the other hand, was better for the 1:20 ratio. This may be related to the higher content of cork granules: under abrasive stress, the particles detach from the surface, leading to higher mass loss. The pull-off adhesion tests yielded equivalent results, since, in both cases, failure was observed to have occurred entirely at the HDF substrate, and not within the coating or at the coating/HDF interphase, as seen in Figure 5. This shows that the coatings’ cohesion and adhesion are excellent. The thermal conductivity was low and very similar for both formulations. This shows that the composite made of acrylic foam and cork granules has thermal insulation performance very similar to natural cork, which has thermal conductivity around 0.045 W∙m−1∙K−1 [2].
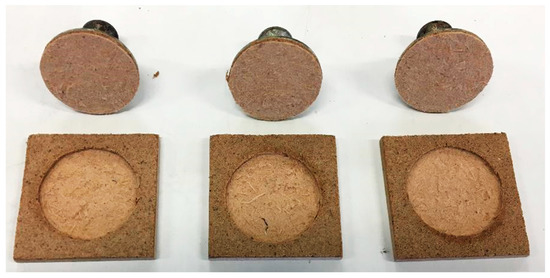
Figure 5.
Photographic image of coated samples after adhesion testing, for the formulation with a 1:10 cork:resin mass ratio. The HDF substrate is visible in the circular areas where the coating was pulled off.
4. Conclusions
The main outcomes and conclusions from this work can be summarized as follows:
- An acrylic foam, applicable by knife coating, was successfully formulated. The foam was obtained by generating air bubbles through intense agitation, without the use of blowing agents. Finding a suitable combination of thickener and surfactants was shown to be essential to ensure foam stability, yielding a homogeneously well-formed open cell structure upon drying. To the best of our knowledge, this is the first time that a solid foam has been produced from a waterborne acrylic dispersion.
- By adding cork granules, a sub-product from the wine stopper industry, to the liquid acrylic foam formulation, a homogeneous coating was obtained, resembling natural cork in both appearance and feel.
- The coatings’ Shore hardness was about 50 A, slightly lower than natural cork. Increasing the cork content causes the surface hardness to increase.
- Abrasion resistance was shown to decrease when the cork content is increased, probably due to the removal of the cork granules from the surface during the test. Future work will focus on optimizing the cork:resin ratio, in order to obtain a good combination of hardness and abrasion resistance performances.
- The coatings showed excellent cohesion and adhesion to an HDF substrate. All pull-off tests displayed substrate failure.
- The thermal conductivity of the composite coatings is similar to that of natural cork, indicating that they possess good thermal insulation performance.
The unique characteristics of this coating make it an interesting option for decorative interior panels, at a fraction of the cost of having the surfaces covered with bulk cork, and without the coarse roughness associated with non-foam coatings containing cork granules. The performance of the coating in terms of sound absorption will be evaluated in future work, since this may be an additional property of interest.
Author Contributions
Conceptualization, F.D.M.; methodology, F.D.M. and J.M.; writing—original draft preparation, F.D.M.; writing—review and editing, L.H.C. and S.P.S.; investigation, S.M., N.F. and D.P.; supervision, F.D.M., L.H.C., J.M. and S.P.S.; funding acquisition, S.P.S., L.H.C., J.M. and F.D.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Projects LA/P/0045/2020 (ALiCE) and UIDB/00511/2020—UIDP/00511/2020 (LEPABE), funded by national funds through FCT/MCTES (PIDDAC); Project SprayCork- Desenvolvimento de revestimentos de cortiça projetada, with reference POCI-01-0247-FEDER-039981, co-funded by the European Regional Development Fund (ERDF), through the Operational Programme for Competitiveness and Internationalization (COMPETE 2020), under the PORTUGAL 2020 Partnership Agreement.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors acknowledge Mariana Monteiro and João Ferreira for helping with coating application and characterization work. The authors acknowledge Amorim Cork Composites for leading this R&D project.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Pereira, H. The rationale behind cork properties: A review of structure and chemistry. Bioresources 2015, 10, 6207–6229. [Google Scholar] [CrossRef]
- Silva, S.P.; Sabino, M.A.; Fernandes, E.M.; Correlo, V.M.; Boesel, L.F.; Reis, R.L. Cork: Properties, capabilities and applications. Int. Mater. Rev. 2005, 50, 345–365. [Google Scholar] [CrossRef] [Green Version]
- Castro, O.; Silva, J.M.; Devezas, T.; Silva, A.; Gil, L. Cork agglomerates as an ideal core material in lightweight structures. Mater. Design. 2010, 31, 425–432. [Google Scholar] [CrossRef] [Green Version]
- Antunes, A.; Gomes, A.; Paiva, N.; Ferra, J.; Martins, J.; Carvalho, L.; Barros-Timmons, A.; Magalhães, F.D. Blocked melamine–urea–formaldehyde resins and their usage in agglomerated cork panels. J. App. Polym. Sci. 2018, 135, 46663. [Google Scholar] [CrossRef]
- Pintor, A.M.A.; Ferreira, C.I.A.; Pereira, J.C.; Correia, P.; Silva, S.P.; Vilar, V.J.P.; Botelho, C.M.S.; Boaventura, R.A.R. Use of cork powder and granules for the adsorption of pollutants: A review. Water Res. 2012, 46, 3152–3166. [Google Scholar] [CrossRef]
- Panesar, D.K.; Shindman, B. The mechanical, transport and thermal properties of mortar and concrete containing waste cork. Cement Concrete Comp. 2012, 34, 982–992. [Google Scholar] [CrossRef]
- Ben Abdallah, F.; Ben Cheikh, R.; Baklouti, M.; Denchev, Z.; Cunha, A.M. Effect of surface treatment in cork reinforced composites. J. Polym. Res. 2009, 17, 519–528. [Google Scholar] [CrossRef]
- Lopes, H.; Silva, S.P.; Carvalho, J.P.; Machado, J. The influence of cork and manufacturing parameters on the properties of cork–rubber composites for vibration isolation applications. Sustainability 2021, 13, 11240. [Google Scholar] [CrossRef]
- Knapic, S.; Oliveira, V.; Machado, J.S.; Pereira, H. Cork as a building material: A review. Eur. J. Wood Pro. 2016, 74, 775–791. [Google Scholar] [CrossRef]
- Antunes, A.; Pereira, J.; Paiva, N.; Ferra, J.; Martins, J.; Carvalho, L.; Barros-Timmons, A.; Magalhães, F.D. Effects of resin content on mechanical properties of cork-based panels bound with melamine-urea-formaldehyde and polyurethane binders. Int. J. Adhes. Adhes. 2020, 101, 202632. [Google Scholar] [CrossRef]
- Vico, J.R. Sprayable, Thermal and Acoustic Insulating Surfacing. U.S. Patent 2015/0076387A1, 19 March 2015. [Google Scholar]
- Brock, T.; Groteklaes, M.; Mischke, P. European Coatings Handbook, 1st ed.; Vincentz Network: Hannover, Germany, 2000; pp. 64–69. [Google Scholar]
- Textile Today—An Overview of Polyurethane. Available online: https://www.textiletoday.com.bd/an-overview-of-polyurethane/ (accessed on 9 April 2022).
- Indrawati, L.; Wang, Z.; Narsimhan, G.; Gonzalez, J. Effect of processing parameters on foam formation using a continuous system with a mechanical whipper. J. Food Eng. 2008, 88, 65–74. [Google Scholar] [CrossRef]
- Zhang, L.; Cao, Y.; Wang, L.; Shao, L.; Bai, Y. A novel porous adhesion material with ink absorbency for digital inkjet printing. RSC Adv. 2015, 5, 36288–36294. [Google Scholar] [CrossRef]
- Paiva, D.; Magalhães, F.D. Dynamic mechanical analysis and creep-recovery behavior of agglomerated cork. Eur. J. Wood Wood Prod. 2018, 76, 133–141. [Google Scholar] [CrossRef]
- Gandini, A.; Pascoal Neto, C.; Silvestre, A.J.D. Suberin: A promising renewable resource for novel macromolecular materials. Prog. Polym. Sci. 2006, 31, 878–892. [Google Scholar] [CrossRef]






















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).