
Exploring the Effect of Pt Addition on the Fracture Behavior of CrN Coatings by Finite Element Simulation


Abstract
:1. Introduction
2. Material and Methods
2.1. Material
2.2. Finite Element Simulation Model
2.3. Study on Fracture Behavior
2.4. Scratch Test
3. Results
3.1. Analysis of Stress Distribution and Fracture Behavior of Coating
3.2. Fracture Analysis of Coating and Substrate
3.3. Analysis of Scratch Test
4. Conclusions
- (1)
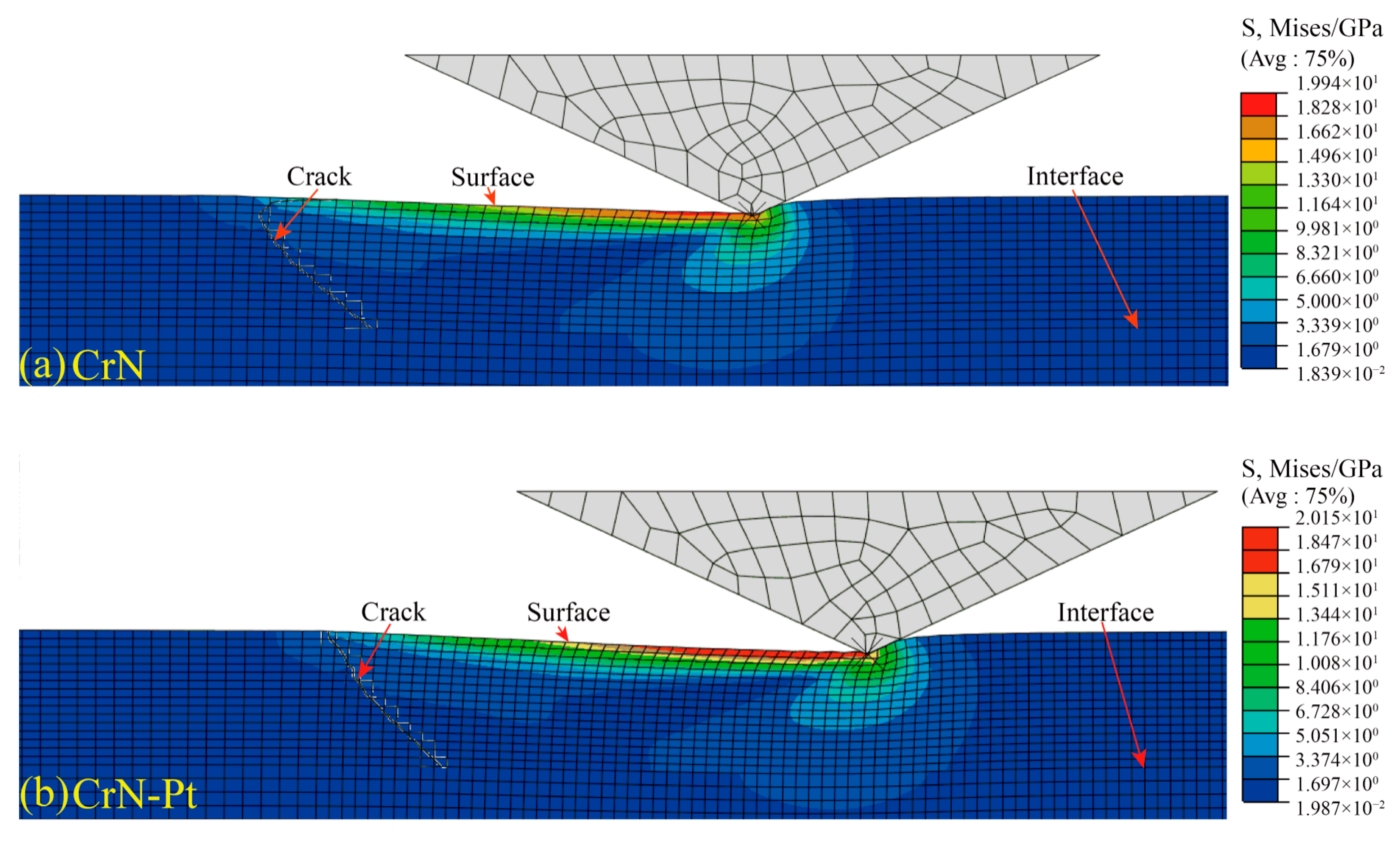
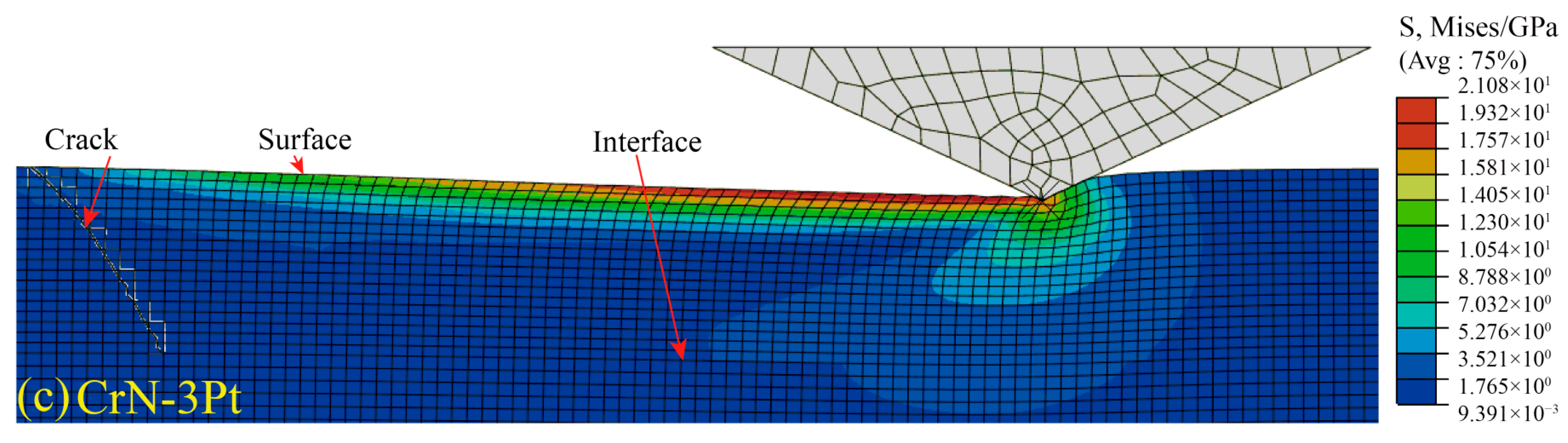
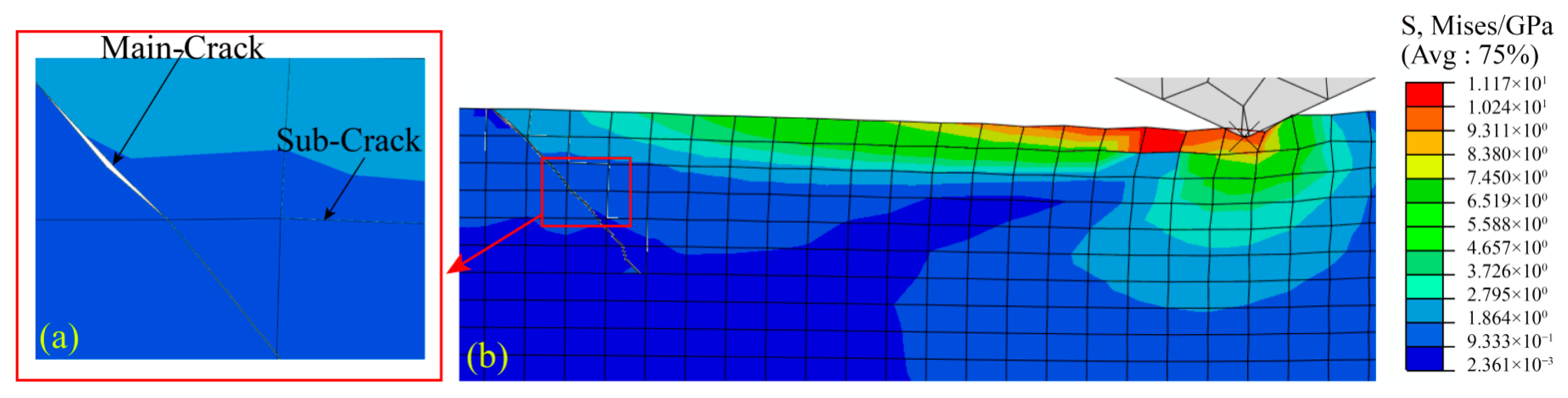
- The protective coating on the surface of electrical connectors bears the dynamic friction load and extrusion load on the surface during the plugging process. The fracture behavior of the coating under the load mainly includes three stages: crack initiation, propagation and separation between the coating and the substrate. S11 and S22 jointly guide the transverse crack initiation on the surface of CrN coating, and S11 guides the longitudinal crack initiation on the surface of the CrN-Pt coating and the CrN-3Pt coating first. The main crack of S22, which dominates the initiation of the three coatings, continues to expand obliquely to the interior of the coating. S11 and S22 jointly led the main crack to continue to expand along the film base interface, resulting in the separation of the coating and the substrate.
- (2)
- The simulation and test results show that the CrN coating without the Pt element is the most difficult to fracture. The fracture degree of the CrN-Pt coating decreases, and it is relatively easy to fracture. With the increase in Pt content, the CrN-3Pt coating is the easiest to fracture. It shows that the fracture degree of the CrN coating decreases with the increase in doping Pt element content.
- (3)
- The simulation and calculation results show that the bonding energy of the film base of the CrN coating without the Pt element is 0.50 J/m2, and the bonding strength between the coating and the substrate is the best. The film base bonding energy of the CrN-Pt coating is 0.45 J/m2, and the bonding strength between the coating and the substrate decreased. With the increase in the Pt content, the bonding energy of the film substrate of the CrN-3Pt coating was 0.41 J/m2, and the bonding strength between the coating and the substrate was the worst. It shows that the bonding strength of the CrN coating and substrate decreases with the increase in the content of doped Pt element.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Du, J.W.; Chen, L.; Chen, J. Mechanical properties, thermal stability and oxidation resistance of TiN/CrN multilayer coatings. Vacuum 2020, 179, 109468. [Google Scholar] [CrossRef]
- Park, Y.C.; Lee, S.H.; Kim, S.K. Corrosion properties and cell performance of CrN/Cr-coated stainless steel 316L as a metal bipolar plate for a direct methanol fuel cell. Electrochim. Acta 2011, 56, 7602–7609. [Google Scholar] [CrossRef]
- Wu, F.B.; Li, J.J.; Duh, J.G. Evaluation of the mechanical properties and tribological behavior of the CrN coating deposited on mild steel modified with electroless Ni interlayer. Thin Solid Film. 2000, 377, 354–359. [Google Scholar] [CrossRef]
- Li, Z.; Liu, C.H.; Chen, Q.S. Microstructure, high-temperature corrosion and steam oxidation properties of Cr/CrN multilayer coatings prepared by magnetron sputtering. Corros. Sci. 2021, 191, 109755. [Google Scholar] [CrossRef]
- Have, E.; Achour, A.; Guerra, A. Achieving on chip micro-supercapacitors based on CrN deposited by bipolar magnetron sputtering at glancing angle. Electrochim. Acta 2019, 324, 0013–4686. [Google Scholar]
- Lee, S.H.; Kakati, N.; Maiti, J. Corrosion and electrical properties of CrN-and TiN-coated 316L stainless steel used as bipolar plates for polymer electrolyte membrane fuel cells. Thin Solid Film. 2013, 529, 374–379. [Google Scholar] [CrossRef]
- Chen, Q.; Cao, Y.; Xie, Z. Tribocorrosion behaviors of CrN coating in 3.5 wt.% NaCl solution. Thin Solid Film. 2017, 622, 41–47. [Google Scholar] [CrossRef]
- Kong, D.J.; Zhu, S.Y. Microstructures and friction-wear behaviors of cathodic arcion plated CrC coating at high temperatures. Mater. Res. Express 2016, 3, 116409. [Google Scholar]
- Gao, S.J.; Dong, C.F.; Luo, H. Scanning electrochemical microscopy study on the electrochemical behavior of CrN film formed on 304 stainless steel by magnetron sputtering. Electrochim. Acta 2013, 114, 233–241. [Google Scholar] [CrossRef]
- Chang, L.C.; Zheng, Y.Z.; Gao, Y.X. Mechanical properties and oxidation resistance of sputtered Cr-W-N coatings. Surf. Coat. Technol. 2017, 320, 196–200. [Google Scholar] [CrossRef]
- Li, Y.S.; Ye, F.; Taheri, M. CVD deposition of nanocrystalline diamond coatings on implant alloy materials with CrN/Al interlayer. Surf. Coat. Technol. 2018, 353, 364–369. [Google Scholar] [CrossRef]
- Lu, L.; Wang, Q.M.; Chen, B.Z. Microstructure and cutting performance of CrTiAlN coating for high-speed dry milling. Trans. Nonferrous Met. Soc. China 2014, 24, 1800–1806. [Google Scholar] [CrossRef]
- Wang, Y.X.; Zhang, J.W.; Zhou, S.G. Improvement in the tribocorrosion performance of CrCN coating by multilayered design for marine protective application. Appl. Surf. Sci. 2020, 528, 147061. [Google Scholar] [CrossRef]
- Wang, J.L.; Guo, X.L.; Shi, Y.J. Synergistic effect of Pt nanoparticles and micro-mesoporous ZSM-5 in VOCs low-temperature removal. J. Environ. Sci. 2021, 107, 87–97. [Google Scholar] [CrossRef] [PubMed]
- Ponticorvo, E.; Luliano, M.; Funicello, N. Magnetic resonance imaging during the templated synthesis of mesoporous TiO2 supporting Pt nanoparticles for MOR. Inorg. Chem. Commun. 2021, 131, 108790. [Google Scholar] [CrossRef]
- Song, G.L. Study on the Conductive Behavior and Anti-corrosion Mechanism of Nano CrN-Pt Coating; University of Science and Technology Liaoning: Anshan, China, 2021. [Google Scholar]
- Soheil, S.; Alejandro, M.; Aragón, C. An interface-enriched generalized FEM for problems with discontinuous gradient fields. Int. J. Numer. Methods Eng. 2012, 89, 991–1008. [Google Scholar]
- Huang, X.C.; Wang, H.Y.; Zhou, L.Q. Interface Performance Analyses of Electrodeposited Nickel Coating on ABAQUS. Appl. Mech. Mater. 2011, 1376, 143–147. [Google Scholar] [CrossRef]
- Swadener, J.G.; George, E.P.; Pharr, G.M. The correlation of the indentation size effect measured with indenters of various shapes. J. Mech. Phys. Solids 2002, 50, 681–694. [Google Scholar] [CrossRef]
- Guo, W.C.; Rauchs, G.; Zhang, W.H. Influence of friction in material characterization in microindentation measurement. J. Comput. Appl. Math. 2010, 234, 2183–2192. [Google Scholar] [CrossRef] [Green Version]
- Hoferek, L.; Mistrik, J.; Trivedi, R. Multilayer and functionally gradient films of plasma polymers intended as compatible interlayers for hybrid materials. Surf. Coat. Technol. 2014, 254, 49–53. [Google Scholar] [CrossRef]
- Chen, X.D.; Cai, X.C. A recycling preconditioning method with auxiliary tip subspace for elastic crack propagation simulation using XFEM. J. Comput. Phys. 2022, 452, 110910. [Google Scholar] [CrossRef]
- Bueckner, H.F. Weight functions and fundamental fields for the penny-shaped and the half-plane crack in three-space. Int. J. Solids Struct. 1987, 23, 57–93. [Google Scholar] [CrossRef]
- Wang, L.; Wang, Y.; Sun, X.G. Finite element simulation of residual stress of double-ceramic-layer La2Zr2O7/8YSZ thermal barrier coatings during thermal shock. Appl. Surf. Sci. 2012, 258, 3540–3551. [Google Scholar] [CrossRef]
- Laugier, M. Intrinsic stress in thin films of vacuum evaporated LiF and ZnS using an improved cantilevered plate technique. Vacuum 1981, 31, 155–157. [Google Scholar] [CrossRef]
- Attar, F.; Johannesson, T. Adhesion evaluation of thin ceramic coatings on tool steel using thescratch testing technique. Surf. Coat. Technol. 1996, 78, 87–102. [Google Scholar] [CrossRef]
- Tomellini, M. On the work of adhesion of film-substrate solid junctions. Thin Solid Film. 1991, 202, 227–234. [Google Scholar] [CrossRef]
- Chalker, P.R.; Bull, S.J.; Rickerby, D.S. A review of methods for the evaluation of coating-substrate adhesion. Mater. Sci. Eng. 1991, 140, 583–592. [Google Scholar] [CrossRef]
- Yan, Y.; Wang, Y.H.; Zhou, P. Near-field microscopy inspection of nano-scratch defects on the monocrystalline silicon surface. Precis. Eng. 2019, 56, 506–512. [Google Scholar] [CrossRef]
- Dong, K.S. Quantitative analysis of the mechanical robustness of multilayered bonding pad on a semiconductor device by nanoindentation and nanoscratch tests. Thin Solid Film. 2013, 531, 340–348. [Google Scholar]
- Sartori, C.; Oltra, R.; Dubief, P. A pulsed laser technique for an envaluation of the spall resistance of sputtered oxide films: Diagnostic by interferometric probing. Surf. Coat. Technol. 1998, 106, 251–261. [Google Scholar] [CrossRef]
- Qiu, L.S.; Zhu, X.D.; Xu, K.W. Internal stress on adhesion of hard coatings synthesized by multi-arc ion plating. Surf. Coat. Technol. 2017, 332, 267–274. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | Cr | Ni | C | Mo | Mn | Si |
|---|---|---|---|---|---|---|
| 66.63 | 15.66 | 11.56 | 1.98 | 1.87 | 1.84 | 0.46 |
| Coating | Thickness (μm) | Element (at %) | ||
|---|---|---|---|---|
| Cr | N | Pt | ||
| CrN | 6.9 | 52.01 | 47.99 | 0 |
| CrN-Pt | 7.03 | 50.13 | 44.40 | 5.47 |
| CrN-3Pt | 10.35 | 48.26 | 36.74 | 15.00 |
| Material | Maximum Principal Stress GPa | Fracture Energy MPa × m1/2 | Yield Strength GPa | Tangent Modulus GPa | Elastic Modulus GPa | Poisson Ratio | Friction Coefficient |
|---|---|---|---|---|---|---|---|
| CrN | 0.43 | 17.26 | 0.41 | 33.44 | 247.7 | 0.29 | 0.74 |
| CrN-Pt | 0.65 | 16.84 | 0.63 | 26.30 | 284.6 | 0.29 | 0.83 |
| CrN-3Pt | 0.95 | 16.52 | 0.93 | 24.27 | 261.5 | 0.29 | 0.77 |
| 316L | 0.93 | 13.25 | 0.91 | 28.15 | 135 | 0.30 | — |
| Indenter | — | — | — | — | 1141 | 0.07 | — |
| Coating | CrN | CrN-Pt | CrN-3Pt |
|---|---|---|---|
| Critical load (mN) | 25.58 | 26.83 | 44.06 |
| Bonding energy (J/m2) | 0.50 | 0.45 | 0.41 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, H.; Zhang, W.; Feng, Y.; Hu, S.; Tian, H.; Xie, Z. Exploring the Effect of Pt Addition on the Fracture Behavior of CrN Coatings by Finite Element Simulation. Coatings 2022, 12, 1131. https://doi.org/10.3390/coatings12081131
Sun H, Zhang W, Feng Y, Hu S, Tian H, Xie Z. Exploring the Effect of Pt Addition on the Fracture Behavior of CrN Coatings by Finite Element Simulation. Coatings. 2022; 12(8):1131. https://doi.org/10.3390/coatings12081131
Chicago/Turabian StyleSun, Haifeng, Weilun Zhang, Yongjun Feng, Suying Hu, Hua Tian, and Zhiwen Xie. 2022. "Exploring the Effect of Pt Addition on the Fracture Behavior of CrN Coatings by Finite Element Simulation" Coatings 12, no. 8: 1131. https://doi.org/10.3390/coatings12081131