
The Model for Estimating the Failure Mechanism of Tensioned Plasma-Sprayed Zirconia Ceramic Hard Coating

 , and
, and
Abstract
:
1. Introduction
2. Materials and Methods
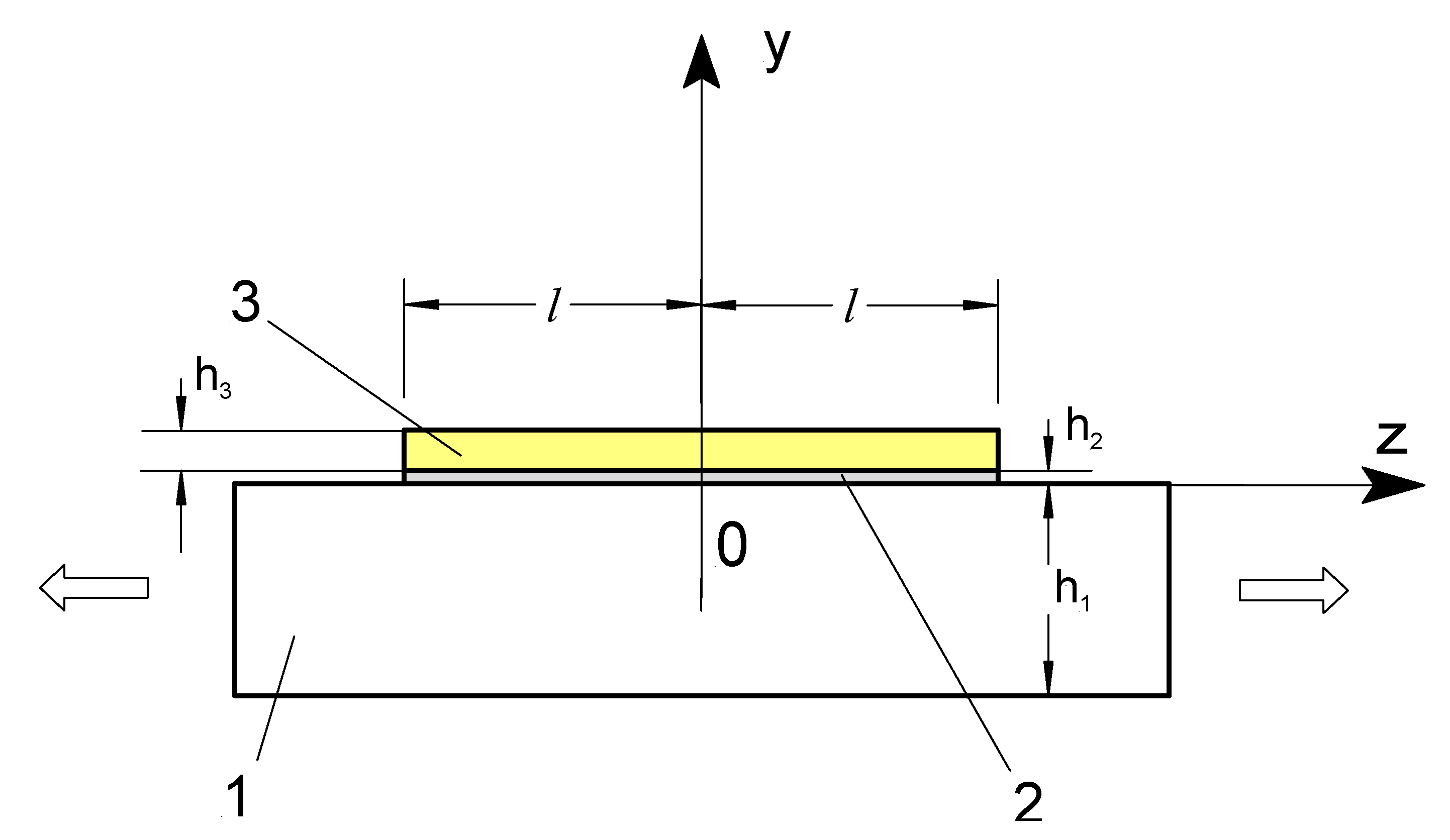
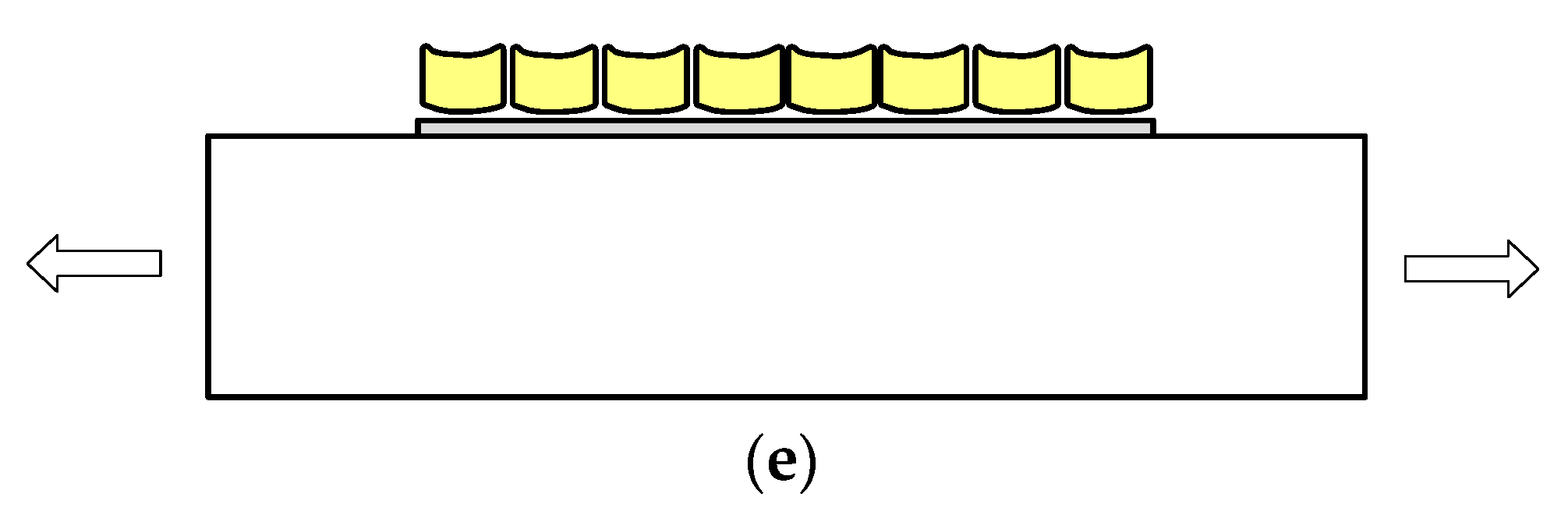
2.1. Applied Model for the Determination of the Stress–Strain State in a Two-Layer Coating
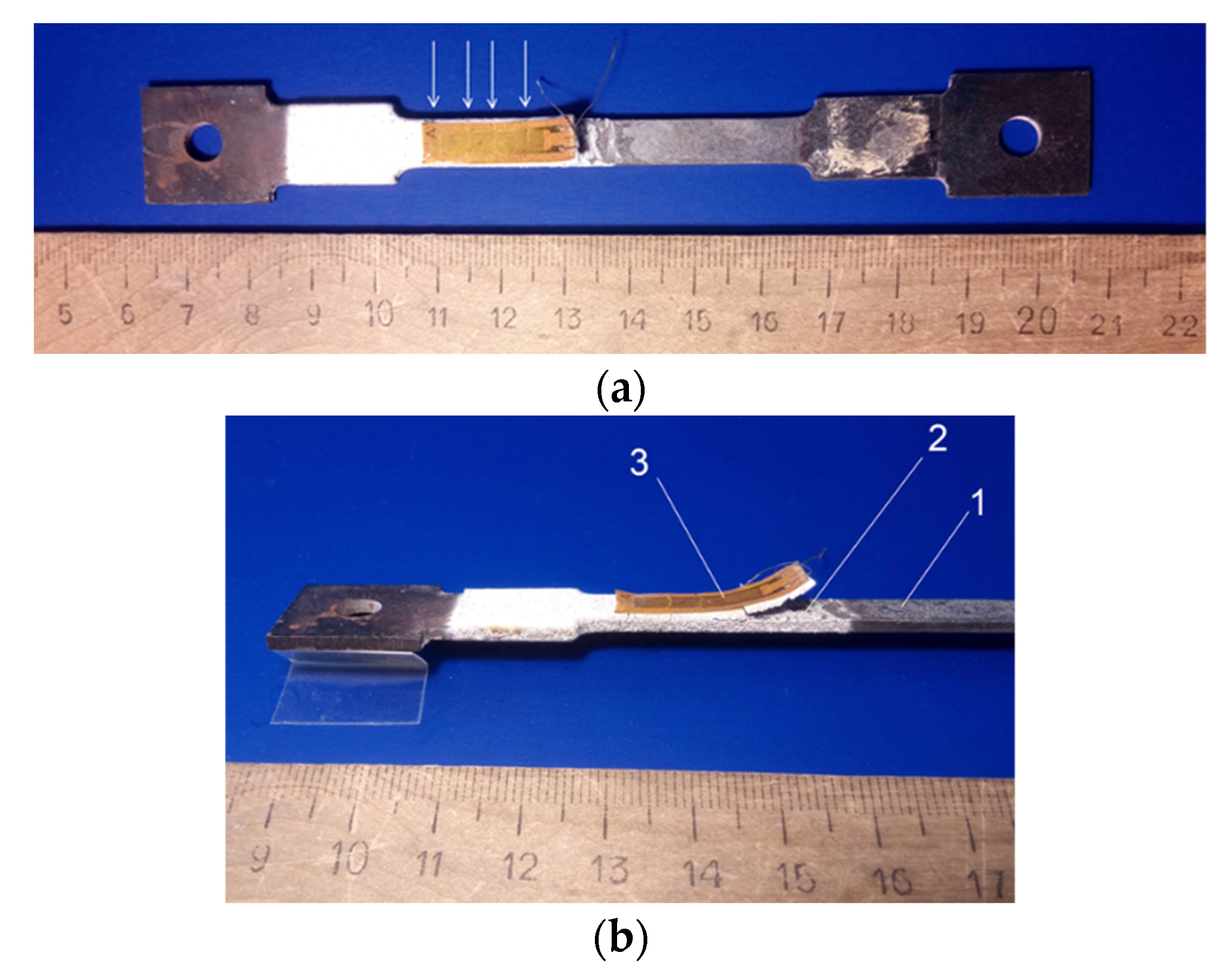
2.2. Applied Materials, Equipment and Conditions
3. Results
3.1. Estimation of Strength Properties of Ceramic Coatings
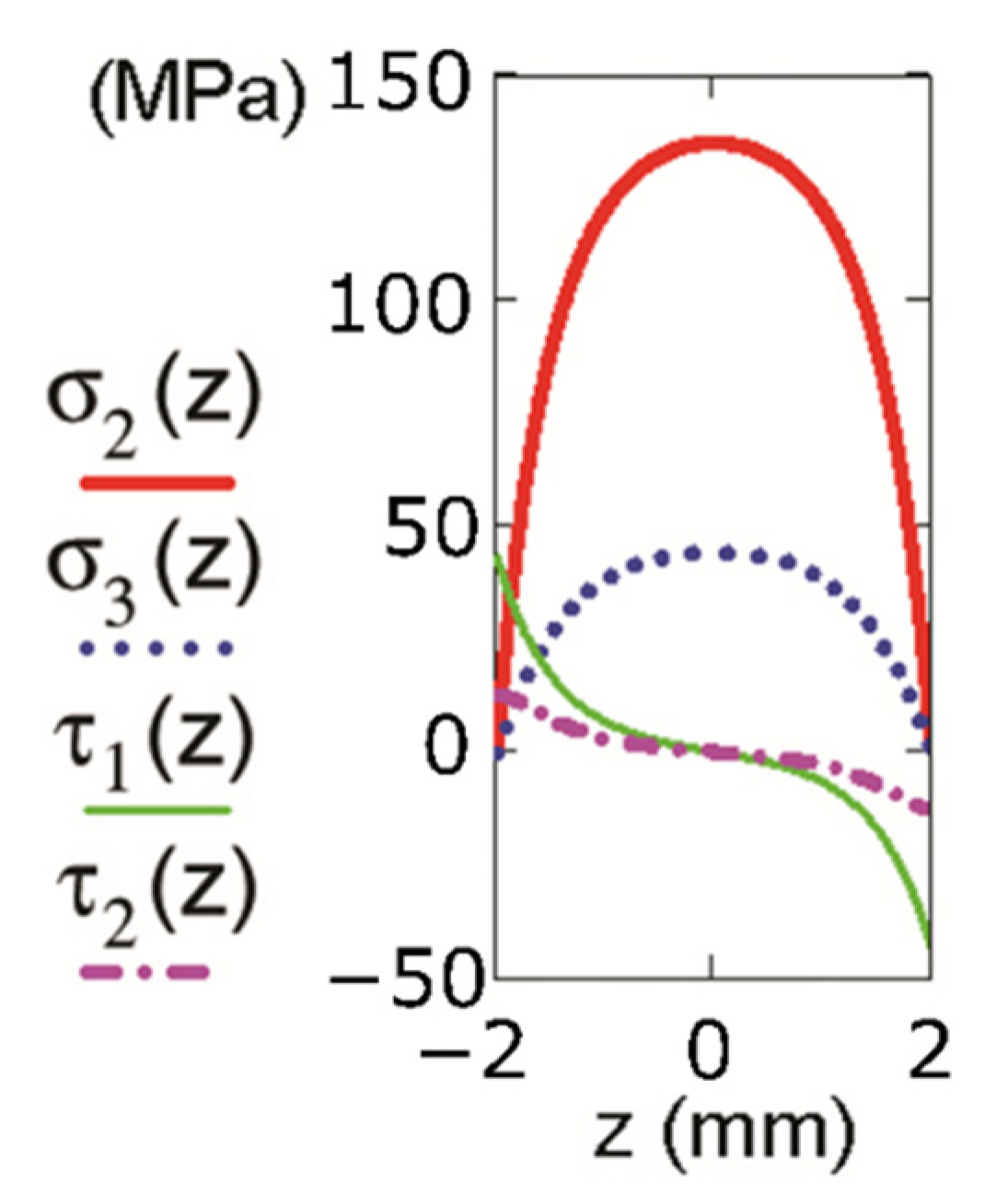
3.2. Determination of Normal and Shear Stresses in the Substrate-Coating System
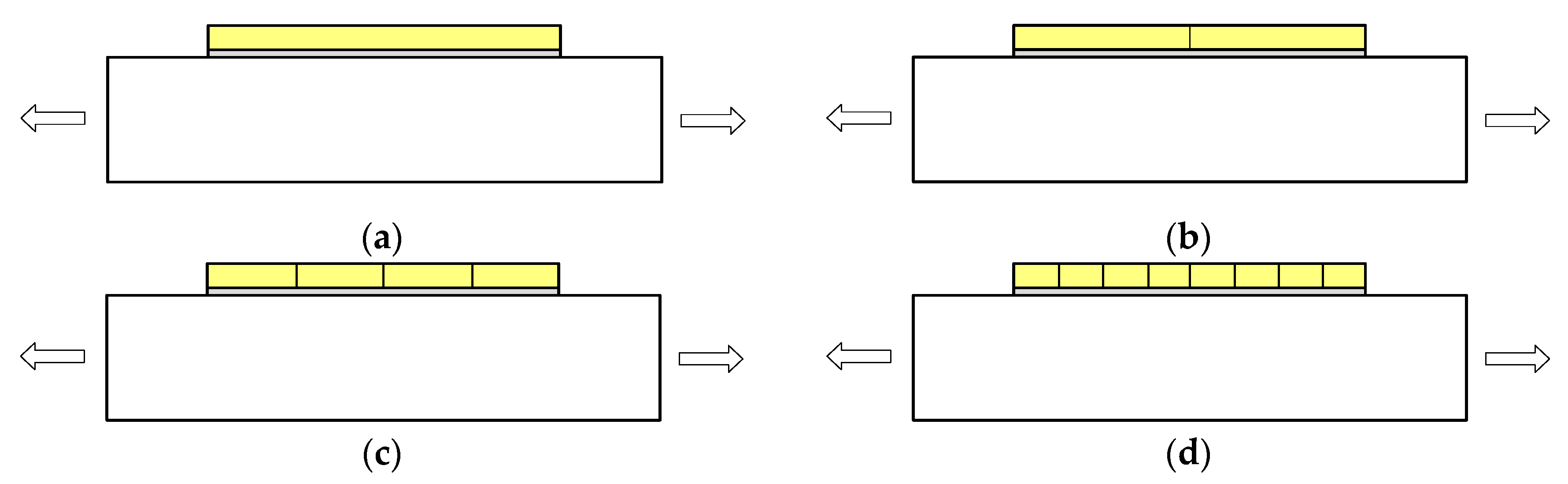
4. Discussion and Review
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bala, N.; Singh, H.; Prakash, S. Accelerated Hot Corrosion Studies of Cold Spray Ni–50Cr Coating on Boiler Steels. Mater. Des. 2010, 31, 244–253. [Google Scholar] [CrossRef]
- Priyantha, N.; Jayaweera, P.; Sanjurjo, A.; Lau, K.; Lu, F.; Krist, K. Corrosion-Resistant Metallic Coatings for Applications in Highly Aggressive Environments. Surf. Coat. Technol. 2003, 163–164, 31–36. [Google Scholar] [CrossRef]
- Sidky, P.S.; Hocking, M.G. Review of Inorganic Coatings and Coating Processes for Reducing Wear and Corrosion. Br. Corros. J. 1999, 34, 171–183. [Google Scholar] [CrossRef]
- Clarke, D.R.; Oechsner, M.; Padture, N.P. Thermal-Barrier Coatings for More Efficient Gas-Turbine Engines. MRS Bull. 2012, 37, 891–898. [Google Scholar] [CrossRef]
- Balaji, M.; Murthy, B.S.N.; Rao, N.M. Optimization of Cutting Parameters in Drilling of AISI 304 Stainless Steel Using Taguchi and ANOVA. Procedia Technol. 2016, 25, 1106–1113. [Google Scholar] [CrossRef]
- Irtiseva, K.; Lapkovskis, V.; Mironovs, V.; Ozolins, J.; Thakur, V.K.; Goel, G.; Baronins, J.; Shishkin, A. Towards Next-Generation Sustainable Composites Made of Recycled Rubber, Cenospheres, and Biobinder. Polymers 2021, 13, 574. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Cui, C.; Cai, J.; Zhang, M.; Sheng, Y. Utilization of Steel Slag in Road Semi-Rigid Base: A Review. Coatings 2022, 12, 994. [Google Scholar] [CrossRef]
- Goncalves Dos Santos, A.; Montes-Ruiz Cabello, F.J.; Vereda, F.; Cabrerizo-Vilchez, M.A.; Rodriguez-Valverde, M.A. Oscillating Magnetic Drop: How to Grade Water-Repellent Surfaces. Coatings 2019, 9, 270. [Google Scholar] [CrossRef]
- Shishkin, A.; Drozdova, M.; Kozlov, V.; Hussainova, I.; Lehmhus, D. Vibration-Assisted Sputter Coating of Cenospheres: A New Approach for Realizing Cu-Based Metal Matrix Syntactic Foams. Metals 2017, 7, 16. [Google Scholar] [CrossRef]
- Shishkin, A.; Hussainova, I.; Kozlov, V.; Lisnanskis, M.; Leroy, P.; Lehmhus, D. Metal-Coated Cenospheres Obtained via Magnetron Sputter Coating: A New Precursor for Syntactic Foams. JOM 2018, 70, 1319–1325. [Google Scholar] [CrossRef]
- Kumari, S.; Islam, A.; Mirche, K.K.; Kiran, P.S.; Maurya, S.S.; Kumar, D.; Pandey, S.M.; Keshri, A.K. Plasma Sprayed Graphene Reinforced Titanium Nitride Composite Coating: An Effective Solution for Mitigating the Corrosion Attack. Surf. Coat. Technol. 2022, 445, 128704. [Google Scholar] [CrossRef]
- Wang, P.; Ma, G.; Su, F.; Guo, W.; Chen, S.; Zhao, H.; Liu, M.; Wang, H. Excellent Mechanical, Electrical and Current-Carrying Tribological Properties of Nano/Micro Composite TiO2−x Coating Prepared by Supersonic Plasma Spraying. Surf. Coat. Technol. 2022, 445, 128710. [Google Scholar] [CrossRef]
- Sathish, S.; Geetha, M.; Aruna, S.T.; Balaji, N.; Rajam, K.S.; Asokamani, R. Studies on Plasma Sprayed Bi-Layered Ceramic Coating on Bio-Medical Ti–13Nb–13Zr Alloy. Ceram. Int. 2011, 37, 1333–1339. [Google Scholar] [CrossRef]
- Schlichting, K.W.; Padture, N.P.; Klemens, P.G. Thermal Conductivity of Dense and Porous Yttria-Stabilized Zirconia. J. Mater. Sci. 2001, 36, 3003–3010. [Google Scholar] [CrossRef]
- Golosnoy, I.O.; Cipitria, A.; Clyne, T.W. Heat Transfer Through Plasma-Sprayed Thermal Barrier Coatings in Gas Turbines: A Review of Recent Work. J. Therm. Spray Technol. 2009, 18, 809–821. [Google Scholar] [CrossRef]
- Wang, Y.; Sayre, G. Commercial Thermal Barrier Coatings with a Double-Layer Bond Coat on Turbine Vanes and the Process Repeatability. Surf. Coat. Technol. 2009, 203, 2186–2192. [Google Scholar] [CrossRef]
- TAKAHASHI, S.; HARADA, Y. In Situ Observation of Creep and Fatigue Failure Behavior for Plasma-Sprayed Thermal Barrier Coating Systems. J. Solid Mech. Mater. Eng. 2010, 4, 235–243. [Google Scholar] [CrossRef]
- Antonov, M.; Afshari, H.; Baronins, J.; Adoberg, E.; Raadik, T.; Hussainova, I. The Effect of Temperature and Sliding Speed on Friction and Wear of Si3N4, Al2O3, and ZrO2 Balls Tested against AlCrN PVD Coating. Tribol. Int. 2018, 118, 500–514. [Google Scholar] [CrossRef]
- Somiya, S.; Aldinger, F.; Spriggs, R.M.; Uchino, K.; Koumoto, K.; Kaneno, M. Handbook of Advanced Ceramics: Materials, Applications, Processing, and Properties. In Handbook of Advanced Ceramics; Elsevier Science & Technology Books: Amsterdam, The Netherlands, 2003; ISBN 9780126546408. [Google Scholar]
- Ashby, M.F. Materials Selection in Mechanical Design, 4th ed.; Butterworth Heinemann: Oxford, Germany, 2010; ISBN 978-1-85617-663-7. [Google Scholar]
- Yasuda, I.; Hishinuma, M. Lattice Expansion of Acceptor-Doped Lanthanum Chromites under High-Temperature Reducin’g Atmospheres. Electrochemistry 2000, 68, 526–530. [Google Scholar] [CrossRef]
- Hayashi, H.; Saitou, T.; Maruyama, N.; Inaba, H.; Kawamura, K.; Mori, M. Thermal Expansion Coefficient of Yttria Stabilized Zirconia for Various Yttria Contents. Solid State Ion. 2005, 176, 613–619. [Google Scholar] [CrossRef]
- Baronins, J.; Antonov, M.; Bereznev, S.; Raadik, T.; Hussainova, I. Raman Spectroscopy of Multilayered AlCrN Coating under High Temperature Sliding/Oxidation. Key Eng. Mater. 2019, 799, 9–14. [Google Scholar] [CrossRef]
- Schulz, U.; Leyens, C.; Fritscher, K.; Peters, M.; Saruhan-Brings, B.; Lavigne, O.; Dorvaux, J.-M.; Poulain, M.; Mévrel, R.; Caliez, M. Some Recent Trends in Research and Technology of Advanced Thermal Barrier Coatings. Aerosp. Sci. Technol. 2003, 7, 73–80. [Google Scholar] [CrossRef]
- Galetz, C.M. Superalloys; Aliofkhazraei, M., Ed.; InTech: London, UK, 2015; ISBN 978-953-51-2212-8. [Google Scholar]
- Pereira Falcón, J.C.; Echeverría, A.; Afonso, C.R.M.; Zambrano Carrullo, J.C.; Amigó Borrás, V. Microstructure Assessment at High Temperature in NiCoCrAlY Overlay Coating Obtained by Laser Metal Deposition. J. Mater. Res. Technol. 2019, 8, 1761–1772. [Google Scholar] [CrossRef]
- Pomeroy, M.J. Coatings for Gas Turbine Materials and Long Term Stability Issues. Mater. Des. 2005, 26, 223–231. [Google Scholar] [CrossRef]
- Kim, D.; Shin, I.; Koo, J.; Kim, S.; Seo, D.; Kim, J.; Seok, C. Quantitative Analysis on the Depletion Rate of β-NiAl Phases in MCrAlY Coating. J. Mech. Sci. Technol. 2014, 28, 513–519. [Google Scholar] [CrossRef]
- Pereira, J.C.; Zambrano, J.C.; Rayón, E.; Yañez, A.; Amigó, V. Mechanical and Microstructural Characterization of MCrAlY Coatings Produced by Laser Cladding: The Influence of the Ni, Co and Al Content. Surf. Coat. Technol. 2018, 338, 22–31. [Google Scholar] [CrossRef]
- di Girolamo, G.; Alfano, M.; Pagnotta, L.; Taurino, A.; Zekonyte, J.; Wood, R.J.K. On the Early Stage Isothermal Oxidation of APS CoNiCrAlY Coatings. J. Mater. Eng. Perform. 2012, 21, 1989–1997. [Google Scholar] [CrossRef]
- Liu, H.; Chen, P.; Yang, H.; Hao, J.; Tian, X.; He, X.; Yu, G. Processing Window and Microstructure of NiCoCrAlY Coating Deposited on Cast Iron Using Multilayer Laser Cladding. J. Spectrosc. 2019, 2019, 9308294. [Google Scholar] [CrossRef]
- Tancret, F.; Bhadeshia, H.K.D.H.; MacKay, D.J.C. Design of a Creep Resistant Nickel Base Superalloy for Power Plant Applications: Part 1–Mechanical Properties Modelling. Mater. Sci. Technol. 2003, 19, 283–290. [Google Scholar] [CrossRef]
- Bawa, S.; Ahmed, A.; Okonkwo, P. Alumina Phase Transformation from Thermal Decomposition of Ammonium Alum Synthesized from Kankara Kaolin. Niger. J. Technol. 2017, 36, 822–828. [Google Scholar] [CrossRef]
- Marginean, G.; Utu, D. Cyclic Oxidation Behaviour of Different Treated CoNiCrAlY Coatings. Appl. Surf. Sci. 2012, 258, 8307–8311. [Google Scholar] [CrossRef]
- Nijdam, T.J.; Kwakernaak, C.; Sloof, W.G. The Effects of Alloy Microstructure Refinement on the Short-Term Thermal Oxidation of NiCoCrAlY Alloys. Metall. Mater. Trans. A 2006, 37, 683–693. [Google Scholar] [CrossRef]
- Thiem, P.G.; Chornyi, A.; Smirnov, I.V.; Krüger, M. Comparison of Microstructure and Adhesion Strength of Plasma, Flame and High Velocity Oxy-Fuel Sprayed Coatings from an Iron Aluminide Powder. Surf. Coat. Technol. 2017, 324, 498–508. [Google Scholar] [CrossRef]
- Bose, S.; DeMasi-Marcin, J. Thermal Barrier Coating Experience in Gas Turbine Engines at Pratt & Whitney. J. Therm. Spray Technol. 1997, 6, 99–104. [Google Scholar] [CrossRef]
- Antonov, M.; Hussainova, I.; Sergejev, F.; Kulu, P.; Gregor, A. Assessment of Gradient and Nanogradient PVD Coatings Behaviour under Erosive, Abrasive and Impact Wear Conditions. Wear 2009, 267, 898–906. [Google Scholar] [CrossRef]
- Baronins, J.; Podgursky, V.; Antonov, M.; Bereznev, S.; Hussainova, I. Electrochemical Behaviour of TiCN and TiAlN Gradient Coatings Prepared by Lateral Rotating Cathode Arc PVD Technology. Key Eng. Mater. 2016, 721, 414–418. [Google Scholar] [CrossRef]
- Surzhenkov, A.; Baroninš, J.; Viljus, M.; Traksmaa, R.; Kulu, P. Sliding Wear of Composite Stainless Steel Hardfacing under Room and Elevated Temperature; Trans Tech Pub.: Kaunas, Lithuania, 2017; Volume 267, ISBN 9783035711479. [Google Scholar]
- Meghwal, A.; Singh, S.; Anupam, A.; King, H.J.; Schulz, C.; Hall, C.; Munroe, P.; Berndt, C.C.; Ang, A.S.M. Nano- and micro-mechanical properties and corrosion performance of a HVOF sprayed AlCoCrFeNi high-entropy alloy coating. J. Alloys Compd. 2022, 912, 165000. [Google Scholar] [CrossRef]
- ur Rehman, H.; Ahmed, F.; Schmid, C.; Schaufler, J.; Durst, K. Study on the Deformation Mechanics of Hard Brittle Coatings on Ductile Substrates Using In-Situ Tensile Testing and Cohesive Zone FEM Modeling. Surf. Coat. Technol. 2012, 207, 163–169. [Google Scholar] [CrossRef]
- Dolgov, N.A.; Smirnov, I.V.; Besov, A.V. Studying the Elastic Properties and Adhesive Strength of Plasma-Sprayed Double-Layer Coatings During Tensile Tests. Powder Metall. Met. Ceram. 2015, 54, 40–46. [Google Scholar] [CrossRef]
- Agrawal, D.C.; Raj, R. Measurement of the Ultimate Shear Strength of a Metal-Ceramic Interface. Acta Metall. 1989, 37, 1265–1270. [Google Scholar] [CrossRef]
- Dolgov, N.A. Analytical Methods to Determine the Stress State in the Substrate–Coating System Under Mechanical Loads. Strength Mater. 2016, 48, 658–667. [Google Scholar] [CrossRef]
- Rizov, V. Analysis of Cylindrical Delamination Cracks in Multilayered Functionally Graded Non-Linear Elastic Circular Shafts under Combined Loads. Frat. Ed Integrità Strutt. 2018, 12, 158–177. [Google Scholar] [CrossRef]
- Bulbuk, O.; Velychkovych, A.; Mazurenko, V.; Ropyak, L.; Pryhorovska, T. Analytical Estimation of Tooth Strength, Restored by Direct or Indirect Restorations. Eng. Solid Mech. 2019, 193–204. [Google Scholar] [CrossRef]
- Li, L.-A.; Li, R.-J.; Wang, S.-B.; Wang, Z.-Y.; Li, T.; Li, C.-W. Stress Analysis of Film-on-Substrate Structure under Tensile Loads. Mech. Mater. 2018, 120, 1–14. [Google Scholar] [CrossRef]
- Leguillon, D.; Li, J.; Martin, E. Multi-Cracking in Brittle Thin Layers and Coatings Using a FFM Model. Eur. J. Mech. A/Solids 2017, 63, 14–21. [Google Scholar] [CrossRef]
- Vitkovskii, I.V.; Dolgov, N.A.; Konev, A.N. Stressed State of the Electrical Insulation Barrier in the Wall Structure of a Thermonuclear Reactor Liquid-Metal Blanket. Tech. Phys. 2011, 56, 1508–1512. [Google Scholar] [CrossRef]
- Dolgov, N.A. Method for Determining the Modulus of Elasticity for Gas Thermal Spray Coatings. Powder Metall. Met. Ceram. 2004, 43, 423–428. [Google Scholar] [CrossRef]
- Dolgov, N.A.; Lyashenko, B.A.; Rushchitskii, Y.Y.; Veremchuk, V.S.; Terletskii, V.A.; Kovalenko, A.P. Effects of Elasticity Differences between Substrate and Coating on the State of Stress and Strain in a Composite. Part 2. Coating Tensile Stress Distribution. Strength Mater. 1996, 28, 373–375. [Google Scholar] [CrossRef]
- Weldon, D.G. Failure Analysis of Paints and Coatings, Revised Edition; Revised ed.; John Wiley & Sons, Ltd.: Chichester, UK, 2009; ISBN 9780470744673. [Google Scholar]
- Liu, Y.; Wang, J.; Liu, L.; Li, Y.; Wang, F. Study of the Failure Mechanism of an Epoxy Coating System under High Hydrostatic Pressure. Corros. Sci. 2013, 74, 59–70. [Google Scholar] [CrossRef]
- Jia, Z.; Tucker, M.B.; Li, T. Failure Mechanics of Organic–Inorganic Multilayer Permeation Barriers in Flexible Electronics. Compos. Sci. Technol. 2011, 71, 365–372. [Google Scholar] [CrossRef]
- Cozzarini, L.; Marsich, L.; Ferluga, A.; Schmid, C. Failure Investigation of a Protective Epoxy Coating by Means of Crosscheck between Infrared Spectroscopy and Thermal Analysis. Eng. Fail. Anal. 2020, 107, 104201. [Google Scholar] [CrossRef]
- Xu, J.-S.; Zhang, X.-C.; Xuan, F.-Z.; Tian, F.-Q.; Wang, Z.-D.; Tu, S.-T. Tensile Properties and Fracture Behavior of Laser Cladded WC/Ni Composite Coatings with Different Contents of WC Particle Studied by in-Situ Tensile Testing. Mater. Sci. Eng. A 2013, 560, 744–751. [Google Scholar] [CrossRef]
- Zou, Y.; Wang, Y.; Wei, D.; Du, Q.; Ouyang, J.; Jia, D.; Zhou, Y. In-Situ SEM Analysis of Brittle Plasma Electrolytic Oxidation Coating Bonded to Plastic Aluminum Substrate: Microstructure and Fracture Behaviors. Mater. Charact. 2019, 156, 109851. [Google Scholar] [CrossRef]
- Liu, Y.; Fu, S.; Wang, Z.; Yan, X.; Xi, N.; Wu, Y.; Chen, H. Tensile Properties, Shear Strength Calculation and Cracking Behavior of Bulk Composite Comprised of Thick HVOF Sprayed Coating and Steel Substrate. Surf. Coat. Technol. 2019, 374, 807–814. [Google Scholar] [CrossRef]
- Dolgov, N.A.; Lyashenko, B.A.; Rushchitskii, Y.Y.; Veremchuk, V.S.; Terletskii, V.A.; Kovalenko, A.P. Effects of Differences in Elastic Characteristics between Substrate and Coating on the Stress and Strain State in a Composite. 1. Estimating Tensile Stresses in the Coating. Strength Mater. 1995, 27, 525–530. [Google Scholar] [CrossRef]
- Ahmed, F.; Bayerlein, K.; Rosiwal, S.M.; Göken, M.; Durst, K. Stress Evolution and Cracking of Crystalline Diamond Thin Films on Ductile Titanium Substrate: Analysis by Micro-Raman Spectroscopy and Analytical Modelling. Acta Mater. 2011, 59, 5422–5433. [Google Scholar] [CrossRef]
- Fiedler, T.; Groß, R.; Rösler, J.; Bäker, M. Damage Mechanisms of Metallic HVOF-Coatings for High Heat Flux Application. Surf. Coat. Technol. 2017, 316, 219–225. [Google Scholar] [CrossRef]
- Dikova, T.; Vasilev, T.; Dolgov, N. Failure of Ceramic Coatings on Cast and Selective Laser Melted Co-Cr Dental Alloys under Tensile Test: Experiment and Finite Element Analysis. Eng. Fail. Anal. 2019, 105, 1045–1054. [Google Scholar] [CrossRef]
- Matykiewicz, D.; Skórczewska, K. Characteristics and Application of Eugenol in the Production of Epoxy and Thermosetting Resin Composites: A Review. Materials 2022, 15, 4824. [Google Scholar] [CrossRef]
- Zeybek, Ö. The Stability of Anchored Cylindrical Steel Tanks with a Secondary Stiffening Ring. Int. J. Press. Vessel. Pip. 2022, 198, 104661. [Google Scholar] [CrossRef]
- Yang, D.; Liu, J.; Zhang, J.; Liang, X.; Zhang, X. In Situ High-Temperature Tensile Fracture Mechanism of PS-PVD EBCs. Coatings 2022, 12, 655. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Value |
|---|---|
| Hardness at 20 °C (need in K), GPa | 10.5 [18] |
| Fracture toughness KIC, MPa m0.5 | 6 [18] |
| Young’s modulus of elasticity, GPa | 210 [18] |
| Poisson’s ratio | 0.32 [19] |
| Thermal conductivity at 20 °C, W m−1 K−1 | 3 [14] |
| Maximum operating temperature, °C | 1200 [20] |
| Density, kg m−3 | 6000 |
| Thermal diffusivity, ×10−6 m2 s−1 | 0.9 [18] |
| Coefficient of thermal expansion K−1 (between 298 and 1273 K) | 10.8 × 10−6 (3 mol Y) 0.5 × 10−6 (8 mol Y) [21,22] |
| Properties | Value |
|---|---|
| Hardness at 20 °C, GPa | 6.2 [29] |
| Young’s modulus of elasticity, GPa | 150–200 (as sprayed) 200–325 (oxidized) [30] |
| Thermal conductivity at 20 °C, W·m−1·K−1 | 4.3 [31] |
| Melting temperature, °C | 1330 [31] |
| Density, kg·m−3 | 7320 [31] |
| Coefficient of thermal expansion, K−1 (between 298 and 1273 K) | 1.4 × 10−5 [31] |
| Applied Powder (Feedstock) | NiCoCrAlY (Bond Coat) | ZrO2-8%Y2O3 (Top Coat) |
|---|---|---|
| Argon flow rate, L·min−1 | 40 | 40 |
| Hydrogen flow rate, L·min−1 | 10 | 10 |
| Arc current, A | 250 | 290 |
| Voltage, V | 60 | 80 |
| Spray distance from nozzle, mm | 140 | 130 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dolgov, N.; Carjova, K.; Vinogradov, L.; Melnychenko, O.; Brunavs, J.; Girgensone, S.; Baronins, J.; Zakoyan, L. The Model for Estimating the Failure Mechanism of Tensioned Plasma-Sprayed Zirconia Ceramic Hard Coating. Coatings 2022, 12, 1175. https://doi.org/10.3390/coatings12081175
Dolgov N, Carjova K, Vinogradov L, Melnychenko O, Brunavs J, Girgensone S, Baronins J, Zakoyan L. The Model for Estimating the Failure Mechanism of Tensioned Plasma-Sprayed Zirconia Ceramic Hard Coating. Coatings. 2022; 12(8):1175. https://doi.org/10.3390/coatings12081175
Chicago/Turabian StyleDolgov, Nikolay, Kristine Carjova, Leonid Vinogradov, Olexandr Melnychenko, Janis Brunavs, Sintija Girgensone, Janis Baronins, and Lilit Zakoyan. 2022. "The Model for Estimating the Failure Mechanism of Tensioned Plasma-Sprayed Zirconia Ceramic Hard Coating" Coatings 12, no. 8: 1175. https://doi.org/10.3390/coatings12081175