
An Investigation for Minimizing the Wear Loss of Microwave-Assisted Synthesized g-C3N4/MoS2 Nanocomposite Coated Substrate
 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Design of Experiment (DOE)
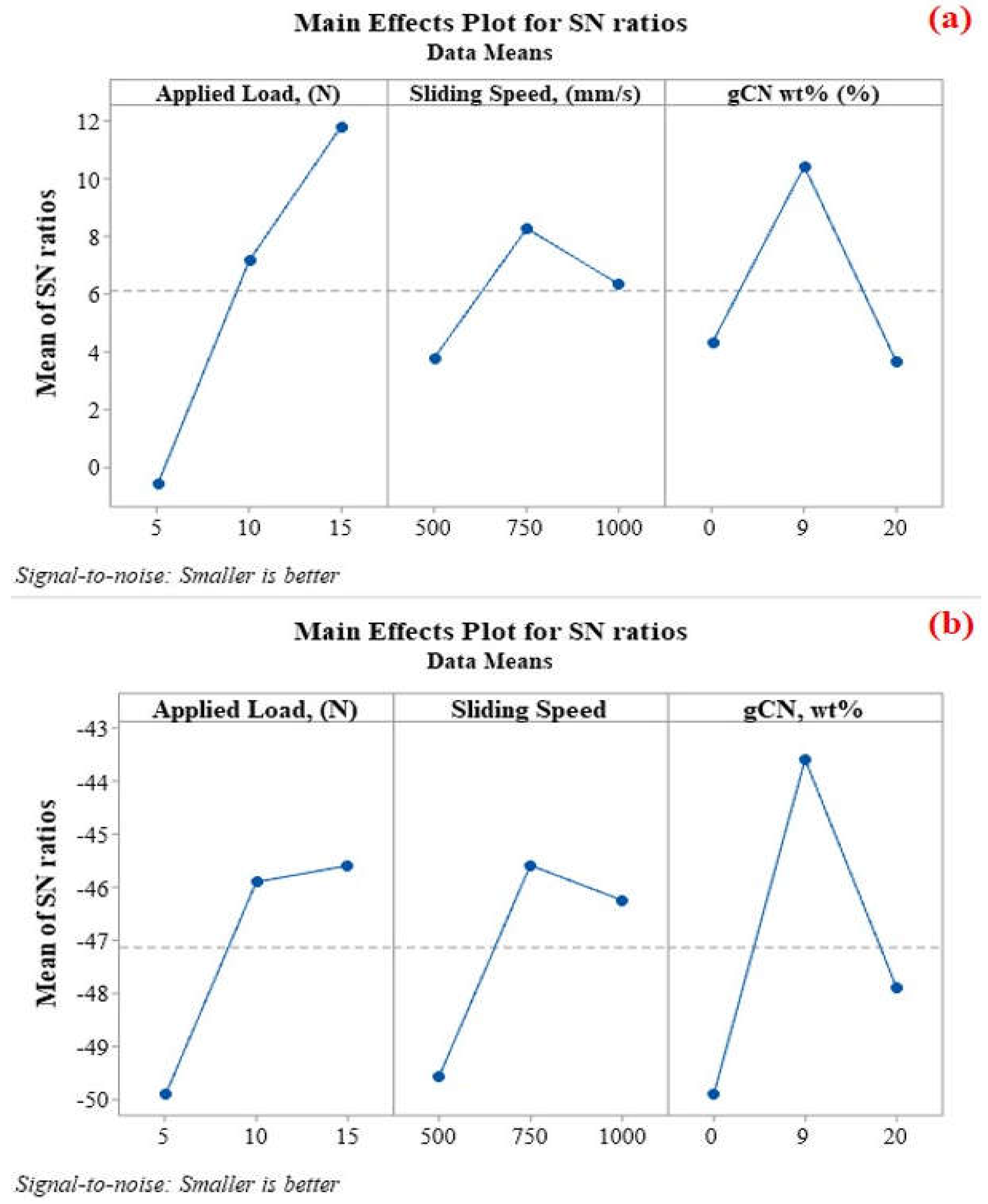
3.2. Signal-to-Noise (SN) Analysis of Wear Depth and Coefficient of Friction
3.3. Analysis of Variance (ANOVA) for Wear Depth and Coefficient of Friction
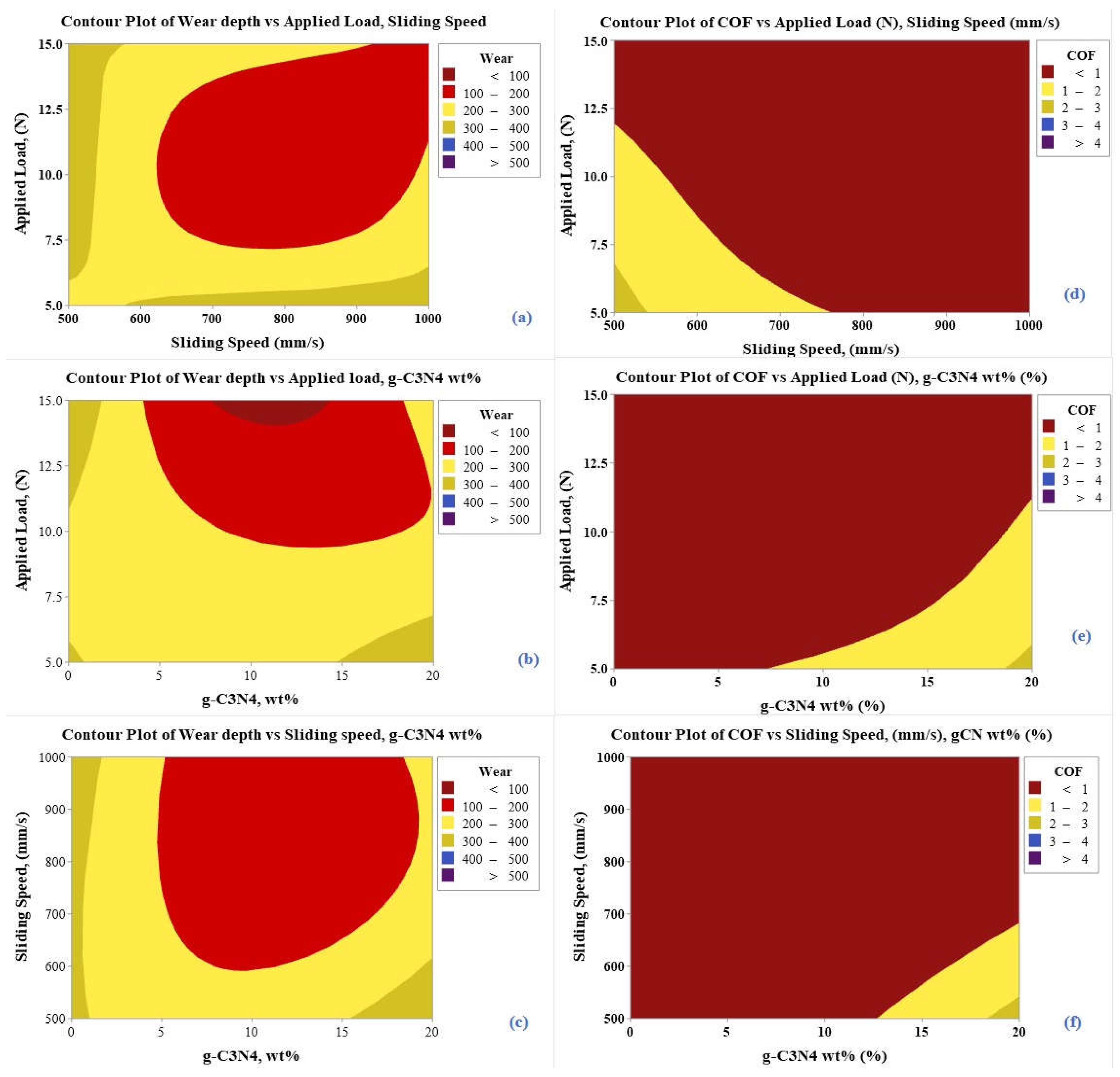
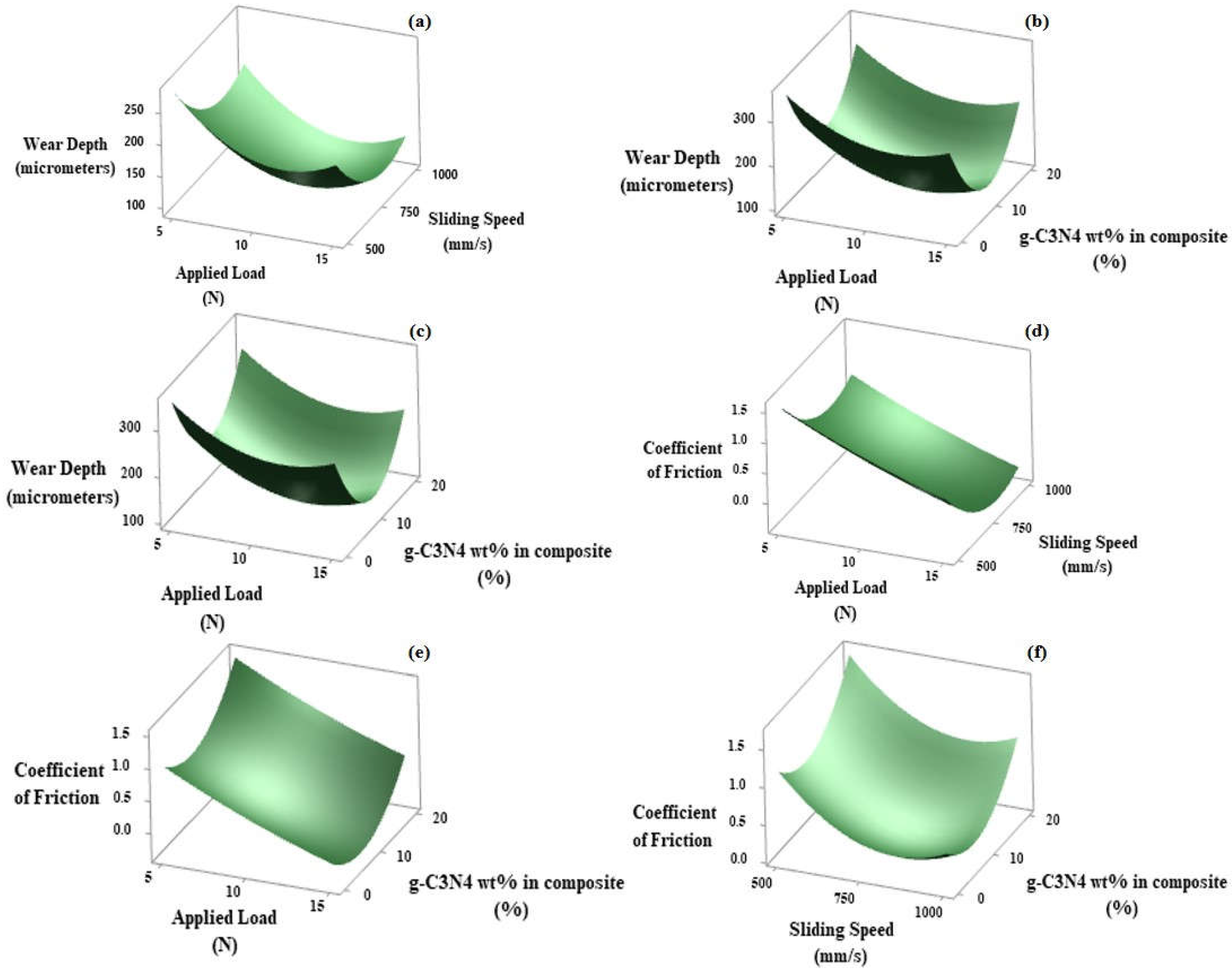
3.4. Modeling through Response Surface Methodology (RSM)
− (1.85 × g-C3N4 wt.% (%))
+ 2.06 Load_Applied, (N) × Load_Applied, (N) + 0.000740 Sliding_Speed, (m/s) × Sliding_Speed, (m/s) +
1.363 g-C3N4 wt.% (%) × g-C3N4 wt.% (%)
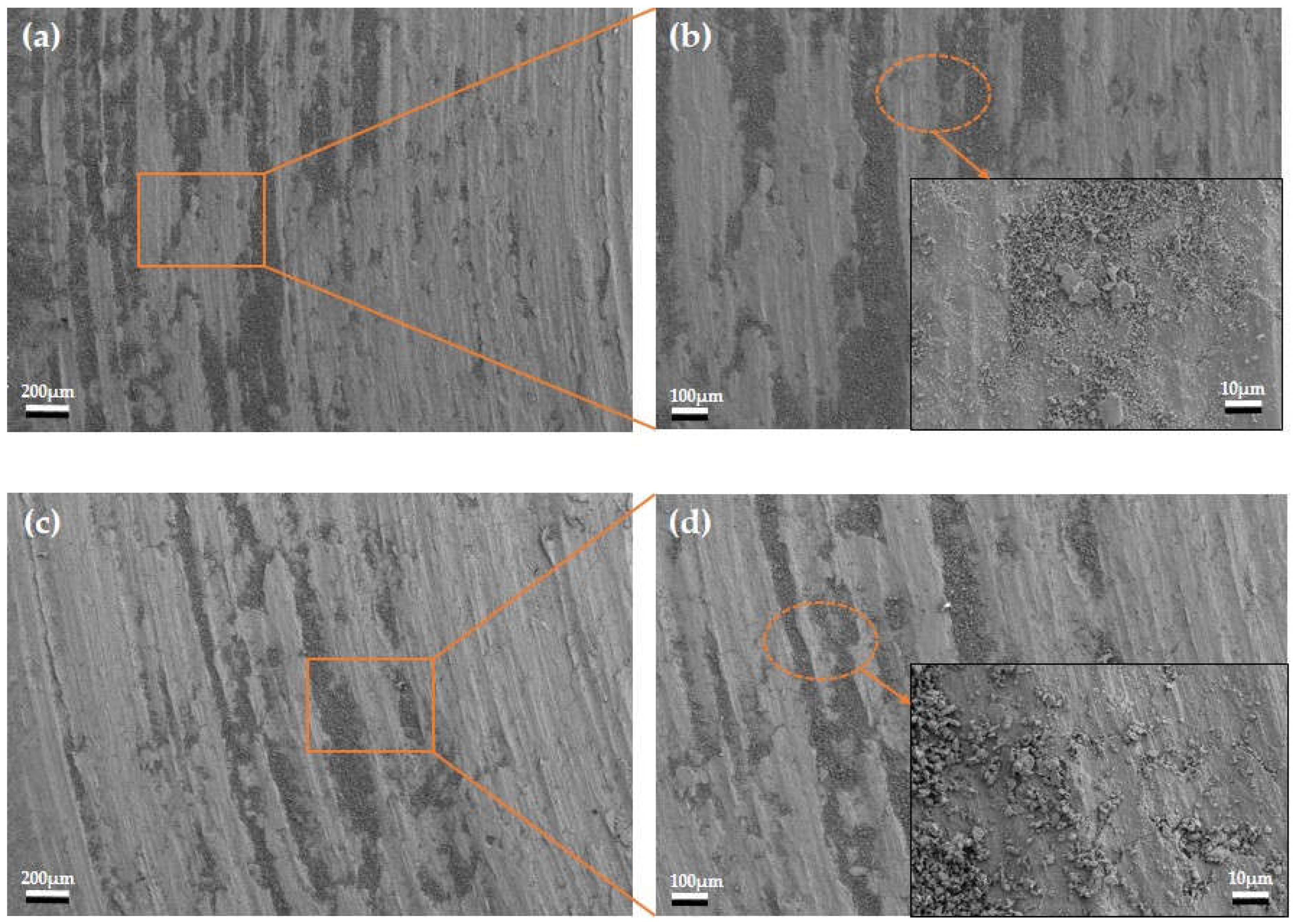
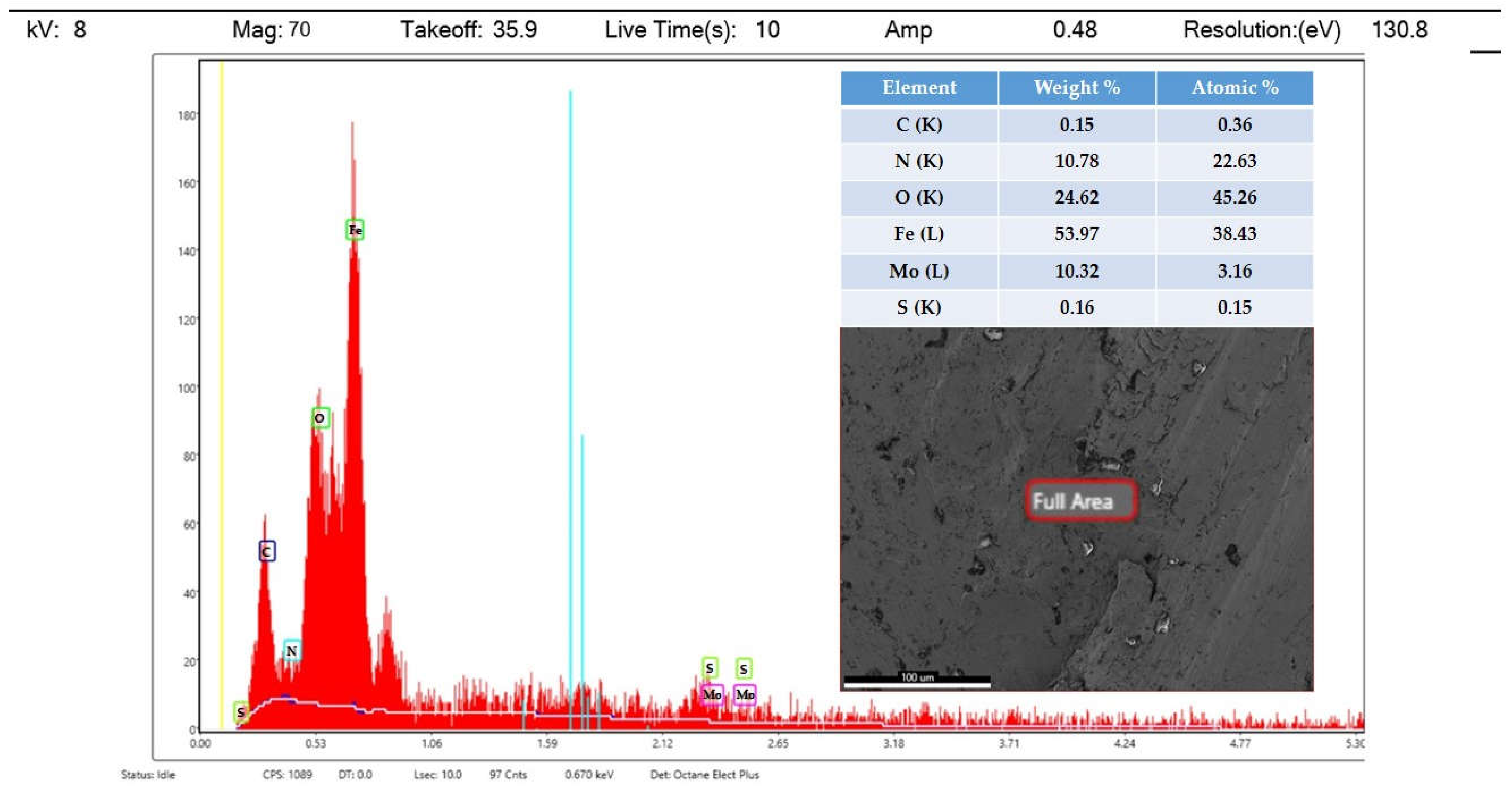
3.5. Wear Mechanism
4. Conclusions
- The created model was significant since it has a high R squared value and a p value that is less than 0.05 for various parameter combinations.
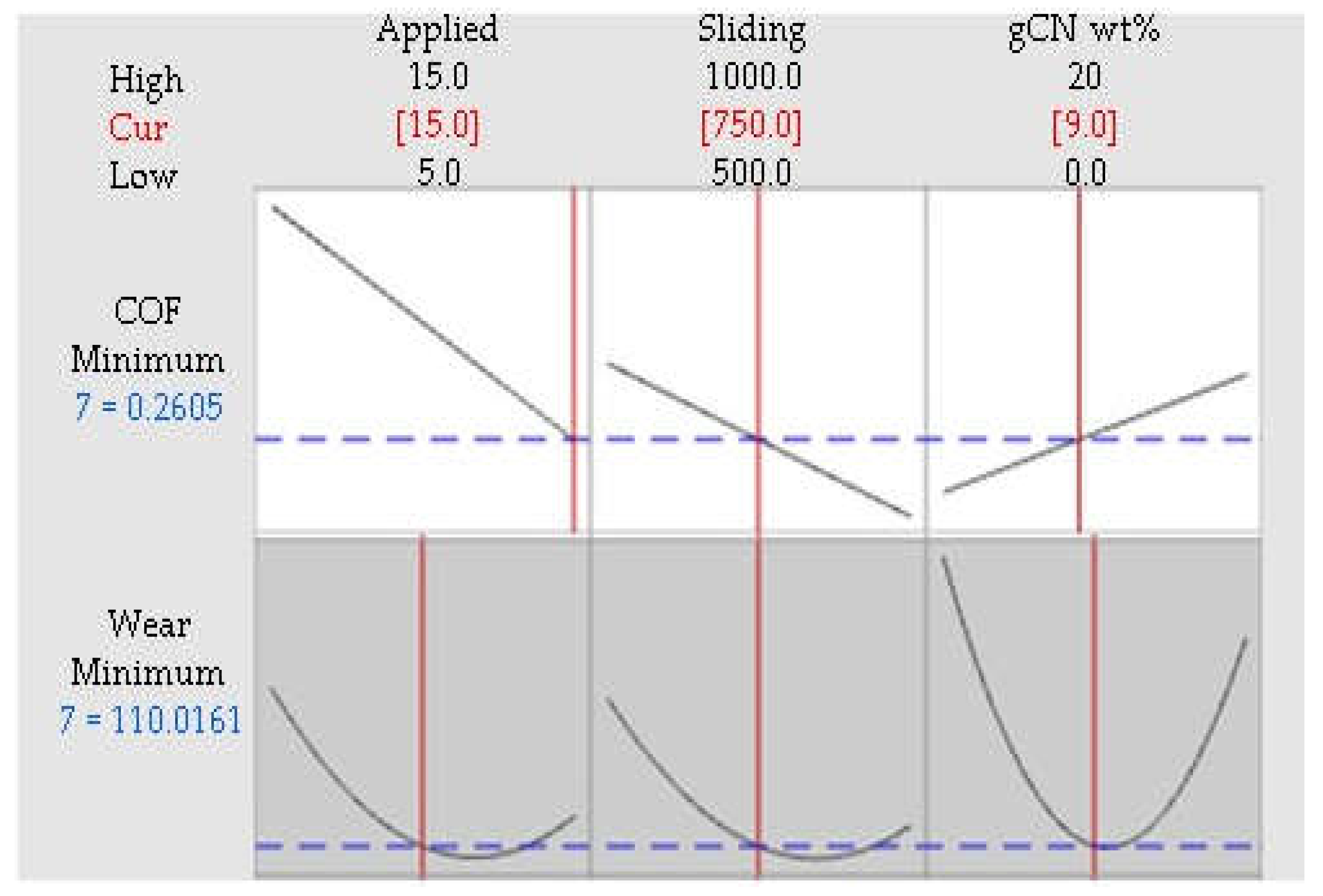
- The coefficient of friction and wear depth for any alternative values of the parameters being evaluated can be predicted using the optimization plot that was created using RSM.
- According to the ANOVA table, applied load had significant effects on coefficient of friction, followed by sliding speed and material composition, whereas wear was significantly influenced by material composition, then by applied load and sliding speed. Other parameters demonstrate the impact of their interactions. As a result, changing one parameter changes how another parameter responds.
- According to the optimal condition and response table, the loading of 15 N, speed of 0.75 m/s, and the weight percentage of 9 were found to be the values that caused the least amount of wear loss in the present investigation.
- Attributed to the reason that molybdenum disulfide can quickly oxidize at high temperatures between the pin and disc surfaces while used in pure form, and MoS2 predominates when the wt.% of graphitic carbon nitride in the composite increases, the reduction in depth of wear and frictional coefficient were higher in the case of g-C3N4 at a wt.% of 9 in nanocomposite.
- The applied load had the largest impact on the frictional coefficient and wear depth, that is 59.6% and 41.4%, respectively, followed by sliding speed.
- In comparison to pure MoS2 (wt.% 0 of g-C3N4) with weight percentages 9 and 20 of graphitic carbon nitride in the synthesized nanocomposite, the wt.% 9 of graphitic carbon nitride exhibits the least wear owing to its composition itself. The superior coating material for reduced friction and wear was determined to be the graphitic carbon nitride (wt.% 9) in the synthesized nanocomposite with MoS2.
- Results from the Taguchi method and response surface methodology were in good agreement with experimentation findings, which confirms its industrial application for predicting the output responses which save more time and effort. A confirmatory test can also be performed if the input parameter combinations were different than the available inputs.
- Availability of the variety in process parameters (input data) and the experimental results (responses) makes the methodology limited, as without the previous results one cannot apply any prediction method.
- In future work, this g-C3N4/MoS2 nanocomposite shall be tested for higher loads and sliding speeds.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tung, S.C.; McMillan, M.L. Automotive tribology overview of current advances and challenges for the future. Tribol. Int. 2004, 37, 517–536. [Google Scholar] [CrossRef]
- Holmberg, K.; Andersson, P.; Erdemir, A. Global energy consumption due to friction in passenger cars. Tribol. Int. 2012, 47, 221–234. [Google Scholar] [CrossRef]
- Srivastava, A.K.; Dwivedi, S.; Saxena, A.; Kumar, D.; Dixit, A.R.; Singh, G.K.; Bhutto, J.K.; Verma, R. Tribological Characteristics of Al359/Si3N4/Eggshell Surface Composite Produced by Friction Stir Processing. Coatings 2022, 12, 1362. [Google Scholar] [CrossRef]
- Wu, Y.Y.; Tsui, W.C.; Liu, T.C. Experimental analysis of tribological properties of lubricating oils with nanoparticle additives. Wear 2007, 262, 819–825. [Google Scholar] [CrossRef]
- Srivastava, A.K.; Sharma, B.; Saju, B.R.; Shukla, A.; Saxena, A.; Maurya, N.K. Effect of Graphene nanoparticles on microstructural and mechanical properties of aluminum based nanocomposites fabricated by stir casting. World J. Eng. 2020, 17, 859–866. [Google Scholar] [CrossRef]
- Berman, D.; Erdemir, A.; Sumant, A.V. Graphene: A new emerging lubricant. Mater. Today 2014, 17, 31–42. [Google Scholar] [CrossRef]
- Dallavalle, M.; Sändig, N.; Zerbetto, F. Stability, dynamics, and lubrication of MoS2 platelets and nanotubes. Langmuir 2012, 28, 7393–7400. [Google Scholar] [CrossRef] [PubMed]
- Cizaire, L.; Vacher, B.; Le Mogne, T.; Martin, J.; Rapoport, L.; Margolin, A.; Tenne, R. Mechanisms of ultra-low friction by hollow inorganic fullerene-like MoS2 nanoparticles. Surf. Coat. Technol. 2002, 160, 282–287. [Google Scholar] [CrossRef]
- Curry, J.F.; Wilson, M.A.; Luftman, H.S.; Strandwitz, N.C.; Argibay, N.; Chandross, M.; Sidebottom, M.A.; Krick, B.A. Impact of microstructure on MoS2 oxidation and friction. ACS Appl. Mater. Interfaces 2017, 9, 28019–28026. [Google Scholar] [CrossRef]
- Donnet, C.; Martin, J.; Le Mogne, T.; Belin, M. Super-low friction of MoS2 coatings in various environments. Tribol. Int. 1996, 29, 123–128. [Google Scholar] [CrossRef]
- Li, H.; Wang, J.; Gao, S.; Chen, Q.; Peng, L.; Liu, K.; Wei, X. Superlubricity between MoS2 monolayers. Adv. Mater. 2017, 29, 1701474. [Google Scholar] [CrossRef]
- Ilie, F.; Cristescu, A.-C. A Study on the Tribological Behavior of Molybdenum Disulfide Particles as Additives. Coatings 2022, 12, 1244. [Google Scholar] [CrossRef]
- Ilie, F. Energy Dissipation during Adhesion and Friction at the Atomic Scale of MoS2 Nanoparticles on the Surface of MoS2. J. Adv. Microsc. Res. 2013, 8, 270–275. [Google Scholar] [CrossRef]
- Zhang, Y.; Jin, Z.; Su, Y.; Wang, G. Charge separation and electron transfer routes modulated with Co-Mo-P over g-C3N4 photocatalyst. Mol. Catal. 2019, 462, 46–55. [Google Scholar] [CrossRef]
- Xu, Z.D.; Xin, J.B.; Fan, R.X.; Wang, K.; Yang, J. A simple approach to fabricate CN/MoS2 nanocomposite and its application as a lubricant additive. Dig. J. Nanomater. Biostruct. 2018, 13, 731–741. [Google Scholar]
- Ajay, K.; Thakre, G.D.; Arya, P.K.; Jain, A.K. 2D Structured Nano-Sheets of Octadecylamine Grafted Graphitic-Carbon Nitride (g-C3N4) as Lubricant Additives. Macromol. Symp. 2017, 376, 1700009. [Google Scholar]
- Duan, C.; Yuan, D.; Yang, Z.; Li, S.; Tao, L.; Wang, Q.; Wang, T. High wear-resistant performance of thermosetting polyimide reinforced by graphitic carbon nitride (g-C3N4) under high temperature. Compos. Part A Appl. Sci. Manuf. 2018, 113, 200–208. [Google Scholar] [CrossRef]
- Zhu, L.; Wang, Y.; Hu, F.; Song, H. Structural and friction characteristics of g-C3N4/PVDF composites. Appl. Surf. Sci. 2015, 345, 349–354. [Google Scholar] [CrossRef]
- Gupta, D.; Bhovi, P.M.; Sharma, A.K.; Dutta, S. Development and characterization of microwave composite cladding. J. Manuf. Process. 2012, 14, 243–249. [Google Scholar] [CrossRef]
- Sharma, A.; Aravindhan, S.; Krishnamurthy, R. Microwave glazing of alumina–titania ceramic composite coatings. Mater. Lett. 2001, 50, 295–301. [Google Scholar] [CrossRef]
- Leonelli, C.; Veronesi, P.; Denti, L.; Gatto, A.; Iuliano, L. Microwave assisted sintering of green metal parts. J. Mater. Process. Technol. 2008, 205, 489–496. [Google Scholar] [CrossRef]
- Gupta, D.; Sharma, A.K. Microwave cladding: A new approach in surface engineering. J. Manuf. Process. 2014, 16, 176–182. [Google Scholar] [CrossRef]
- Somani, N.; Kumar, K.; Gupta, N. Review on microwave cladding: A new approach. In Advances in Materials Processing; Springer: Singapore, 2020; pp. 77–90. [Google Scholar]
- Kumar, N.; Singh, R.K.; Srivastava, A.K.; Nag, A.; Petru, J.; Hloch, S. Surface Modification and Parametric Optimization of Tensile Strength of Al6082/SiC/Waste Material Surface Composite Produced by Friction Stir Processing. Coatings 2022, 12, 1909. [Google Scholar] [CrossRef]
- Taguchi, G.; Phadke, M.S. Quality engineering through design optimization. In Quality Control, Robust Design, and the Taguchi Method; Springer: Boston, MA, USA, 1989; pp. 77–96. [Google Scholar]
- Montgomery, D.C.; Woodall, W.H. A discussion on statistically-based process monitoring and control. J. Qual. Technol. 1997, 29, 121. [Google Scholar] [CrossRef]
- Joshua, J.J.; Andrews, A.A.E. Design of experiments to optimize casting process of aluminum alloy 7075 in addition of TiO2 using Taguchi method. Mater. Today Proc. 2020, 33, 3353–3358. [Google Scholar] [CrossRef]
- Chiang, K.-T.; Liu, N.-M.; Tsai, T.-C. Modeling and analysis of the effects of processing parameters on the performance characteristics in the high pressure die casting process of Al–SI alloys. Int. J. Adv. Manuf. Technol. 2009, 41, 1076–1084. [Google Scholar] [CrossRef]
- Liati, A.; Schreiber, D.; Lugovyy, D.; Gramstat, S.; Eggenschwiler, P.D. Airborne particulate matter emissions from vehicle brakes in micro-and nano-scales: Morphology and chemistry by electron microscopy. Atmos. Environ. 2019, 212, 281–289. [Google Scholar] [CrossRef]
- Kumar, S.; Ghosh, S.K. Statistical and computational analysis of an environment-friendly MWCNT/NiSO4 composite materials. J. Manuf. Process. 2021, 66, 11–26. [Google Scholar] [CrossRef]
- Dwivedi, R.; Singh, R.K.; Kumar, S.; Srivastava, A.K. Parametric optimization of process parameters during the friction stir processing of Al7075/SiC/waste eggshell surface composite. Mater. Today Proc. 2021, 47 Pt 13, 3884–3890. [Google Scholar] [CrossRef]
- Veličković, S.; Stojanović, B.; Babić, M.; Bobic, I. Optimization of tribological properties of aluminum hybrid composites using Taguchi design. J. Compos. Mater. 2017, 51, 2505–2515. [Google Scholar] [CrossRef]
- Pattanaik, A.; Satpathy, M.P.; Mishra, S.C. Dry sliding wear behavior of epoxy fly ash composite with Taguchi optimization. Eng. Sci. Technol. Int. J. 2016, 19, 710–716. [Google Scholar] [CrossRef] [Green Version]
- Li, G.; Hao, S.; Gao, W.; Lu, Z. The Effect of Applied Load and Rotation Speed on Wear Characteristics of Al-Cu-Li Alloy. J. Mater. Eng. Perform. 2022, 31, 5875–5885. [Google Scholar] [CrossRef]
- Saxena, M.; Sharma, A.K.; Srivastava, A.K.; Singh, R.K.; Dixit, A.R.; Nag, A.; Hloch, S. Microwave-Assisted Synthesis, Characterization and Tribological Properties of a g-C3N4/MoS2 Nanocomposite for Low Friction Coatings. Coatings 2022, 12, 1840. [Google Scholar] [CrossRef]
- Mustapha, A.N.; Zhang, Y.; Zhang, Z.; Ding, Y.; Yuan, Q.; Li, Y. Taguchi and ANOVA analysis for the optimization of the microencapsulation of a volatile phase change material. J. Mater. Res. Technol. 2021, 11, 667–680. [Google Scholar] [CrossRef]
- Reddy, V.V.; Mandava, R.K.; Rao, V.R.; Mandava, S. Optimization of dry sliding wear parameters of Al 7075 MMC’s using Taguchi method. Mater. Today Proc. 2022, 62, 6684–6688. [Google Scholar] [CrossRef]
- Taguchi, G.; Rafanelli, A.J. Taguchi on robust technology development: Bringing quality engineering upstream. J. Electron. Packag. 1994, 116, 161. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Disc | Elements | C | Fe | Ni | Cu | Si | W | P | Mo | V | Cr | Mn |
| Weight % | 9.43 | 54.9 | 0.12 | 0.71 | 2.55 | 9.72 | 0.14 | 9.06 | 5.73 | 7.1 | 0.53 | |
| Pin | Elements | S | P | C | Mo | Cu | Si | Mn | Ni | Cr | Fe | |
| Weight % | 0.02 | 0.027 | 0.065 | 0.13 | 0.14 | 0.3 | 1.78 | 8.1 | 18.2 | 71.2 |
| SN Ratio | Objective | Meaning |
|---|---|---|
| ‘Larger was better’ | Maximization of response | |
| ‘Nominal was the best’ | Shifts to a target parameter | |
| ‘Smaller was better’ | Minimization of response |
| Level | Factors | ||
|---|---|---|---|
| Load Applied (N) | Sliding Speed (m/s) | Weight Percentage of gC3N4 in Nanocomposite (%) | |
| 1 | 5 | 0.5 | 0 |
| 2 | 10 | 0.75 | 9 |
| 3 | 15 | 1.0 | 20 |
| Factor-1 | Factor-2 | Factor-3 | Response-1 | Response-2 | |
|---|---|---|---|---|---|
| S.N. | Applied Load (N) | Sliding Speed (m/s) | g-C3N4 wt.% (%) | COF | Wear Depth (micrometers) |
| 1 | 5 | 0.5 | 0 | 0.994 | 267.64 |
| 2 | 5 | 0.5 | 9 | 1.604 | 243.85 |
| 3 | 5 | 0.5 | 20 | 4.222 | 315.67 |
| 4 | 5 | 0.75 | 0 | 1.167 | 336.72 |
| 5 | 5 | 0.75 | 9 | 0.403 | 262.86 |
| 6 | 5 | 0.75 | 20 | 1.542 | 413.73 |
| 7 | 5 | 1.0 | 0 | 0.403 | 333.47 |
| 8 | 5 | 1.0 | 9 | 1.278 | 255.67 |
| 9 | 5 | 1.0 | 20 | 0.748 | 450.20 |
| 10 | 10 | 0.5 | 0 | 1.285 | 333.79 |
| 11 | 10 | 0.5 | 9 | 0.110 | 349.34 |
| 12 | 10 | 0.5 | 20 | 2.890 | 389.67 |
| 13 | 10 | 0.75 | 0 | 0.389 | 112.41 |
| 14 | 10 | 0.75 | 9 | 0.228 | 144.49 |
| 15 | 10 | 0.75 | 20 | 0.181 | 105.20 |
| 16 | 10 | 1.0 | 0 | 1.108 | 425.73 |
| 17 | 10 | 1.0 | 9 | 0.138 | 100.10 |
| 18 | 10 | 1.0 | 20 | 0.597 | 135.70 |
| 19 | 15 | 0.5 | 0 | 0.380 | 355.60 |
| 20 | 15 | 0.5 | 9 | 0.222 | 128.30 |
| 21 | 15 | 0.5 | 20 | 0.086 | 479.12 |
| 22 | 15 | 0.75 | 0 | 0.190 | 513.40 |
| 23 | 15 | 0.75 | 9 | 0.226 | 98.2 |
| 24 | 15 | 0.75 | 20 | 0.384 | 184.60 |
| 25 | 15 | 1.0 | 0 | 0.624 | 331.35 |
| 26 | 15 | 1.0 | 9 | 0.145 | 112.1 |
| 27 | 15 | 1.0 | 20 | 0.452 | 123.30 |
| For Coefficient of Friction | For Wear Depth | |||||
|---|---|---|---|---|---|---|
| Level | Applied Load | Sliding Speed | g-C3N4 wt.% | Applied Load | Sliding Speed | g-C3N4 wt.% |
| 1 | 1.3734 | 1.3103 | 0.7267 | 320.0 | 318.1 | 334.5 |
| 2 | 0.7696 | 0.5233 | 0.4838 | 232.9 | 236.5 | 178.9 |
| 3 | 0.3010 | 0.6103 | 1.2336 | 249.0 | 247.4 | 288.6 |
| Delta | 1.0724 | 0.7870 | 0.7498 | 87.0 | 81.6 | 155.6 |
| Rank | 1 | 2 | 3 | 2 | 3 | 1 |
| Combination | 15 | 750 | 9 | 15 | 750 | 9 |
| Mean | 0.256556 | 92.4630 µm | ||||
| For Coefficient of Friction | For Wear Depth | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Source | Sum of Squares | Degree of Freedom | Mean of Square | F-Value | p-Value | Sum of Squares | Degree of Freedom | Mean of Square | F-Value | p-Value |
| Applied Load | 707.82 | 2 | 353.912 | 5.60 | 0.030 | 104.93 | 2 | 52.47 | 4.99 | 0.039 |
| Sliding Speed | 90.91 | 2 | 45.456 | 0.72 | 0.516 | 82.79 | 2 | 41.40 | 3.94 | 0.065 |
| g-C3N4 wt.% | 249.91 | 2 | 124.953 | 1.98 | 0.201 | 188.24 | 2 | 94.12 | 8.95 | 0.009 |
| Applied Load × Sliding Speed, | 192.26 | 4 | 48.064 | 0.76 | 0.579 | 116.13 | 4 | 29.03 | 2.76 | 0.103 |
| Applied Load × g-C3N4 wt.% | 256.27 | 4 | 64.068 | 1.01 | 0.455 | 150.87 | 4 | 37.72 | 3.59 | 0.059 |
| Sliding Speed × g-C3N4 wt.% | 23.25 | 4 | 5.812 | 0.09 | 0.982 | 46.26 | 4 | 11.56 | 1.10 | 0.419 |
| For Coefficient of Friction | For Wear Depth | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Source | Sum of Squares | Degree of Freedom | Mean of Square | F-Value | p-Value | Sum of Squares | Degree of Freedom | Mean of Square | F-Value | p-Value |
| Model | 8.688 | 6 | 1.86470 | 3.26 | 0.021 | 1,92,321 | 6 | 31,500 | 2.19 | 0.088 |
| Linear | 8.688 | 3 | 2.84561 | 4.97 | 0.010 | 54,669 | 3 | 18,223 | 1.27 | 0.313 |
| Applied Load | 5.1756 | 1 | 5.17562 | 9.05 | 0.007 | 22,667 | 1 | 22,667 | 1.57 | 0.224 |
| Sliding Speed | 2.2050 | 1 | 2.20500 | 3.85 | 0.064 | 22,530 | 1 | 22,530 | 1.56 | 0.225 |
| g-C3N4 wt.% | 1.1562 | 1 | 1.15621 | 2.02 | 0.171 | 9472 | 1 | 9472 | 0.66 | 0.427 |
| Square | 2.4998 | 3 | 0.83328 | 1.46 | 0.256 | 137,653 | 3 | 45,884 | 3.19 | 0.046 |
| Applied Load × Applied Load | 0.0275 | 1 | 0.02747 | 0.05 | 0.829 | 15,948 | 1 | 15,948 | 1.11 | 0.305 |
| Sliding Speed × Sliding Speed | 1.1458 | 1 | 1.14581 | 2.00 | 0.172 | 12,844 | 1 | 12,844 | 0.89 | 0.356 |
| g-C3N4 wt.% (%) × g-C3N4 wt% | 1.3266 | 1 | 1.32656 | 2.32 | 0.143 | 108,860 | 1 | 108,860 | 7.56 | 0.012 |
| Coefficient of Friction | ||||
|---|---|---|---|---|
| Parameters/Method | Applied Load, (N) | Sliding Speed, (m/s) | g-C3N4 wt.% (%) | Output Response |
| Experimental [28] | 15 | 0.75 | 9 | 0.226 |
| Taguchi | 15 | 0.75 | 9 | 0.256 |
| RSM | 15 | 0.75 | 9 | 0.2605 |
| Wear Depth | ||||
| Experimental [28] | 15 | 0.75 | 9 | 98.2 µm |
| Taguchi | 15 | 0.75 | 9 | 92.46 µm |
| RSM | 15 | 0.75 | 9 | 110.01 µm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saxena, M.; Sharma, A.K.; Srivastava, A.K.; Singh, N.; Dixit, A.R. An Investigation for Minimizing the Wear Loss of Microwave-Assisted Synthesized g-C3N4/MoS2 Nanocomposite Coated Substrate. Coatings 2023, 13, 118. https://doi.org/10.3390/coatings13010118
Saxena M, Sharma AK, Srivastava AK, Singh N, Dixit AR. An Investigation for Minimizing the Wear Loss of Microwave-Assisted Synthesized g-C3N4/MoS2 Nanocomposite Coated Substrate. Coatings. 2023; 13(1):118. https://doi.org/10.3390/coatings13010118
Chicago/Turabian StyleSaxena, Mukul, Anuj Kumar Sharma, Ashish Kumar Srivastava, Narendra Singh, and Amit Rai Dixit. 2023. "An Investigation for Minimizing the Wear Loss of Microwave-Assisted Synthesized g-C3N4/MoS2 Nanocomposite Coated Substrate" Coatings 13, no. 1: 118. https://doi.org/10.3390/coatings13010118