

Analysis of the High Temperature Plastic Deformation Characteristics of 18CrNi4A Steel and Establishment of a Modified Johnson–Cook Constitutive Model

Abstract
:1. Introduction
2. Test Materials and Methods
2.1. Test Material
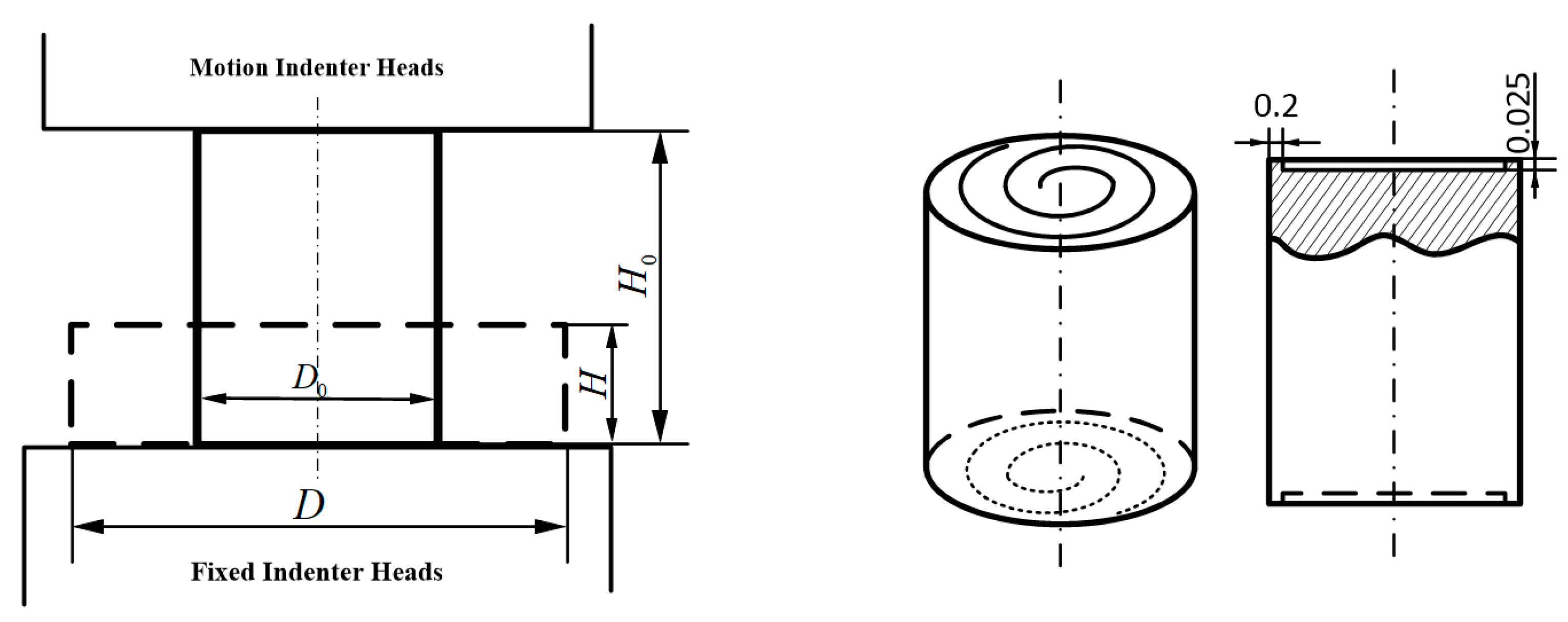
2.2. Test Methods and Requirements
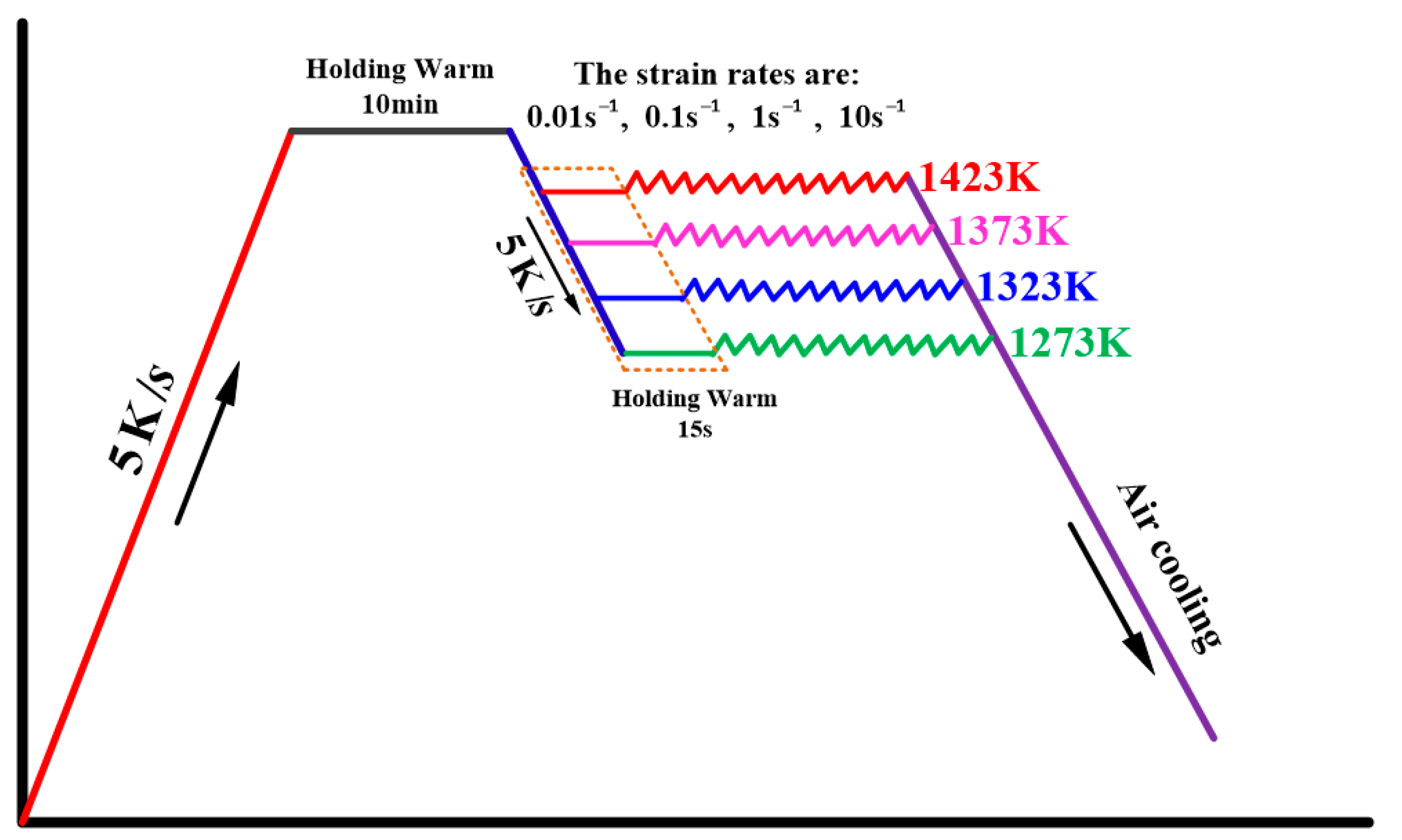
2.3. Test Scheme
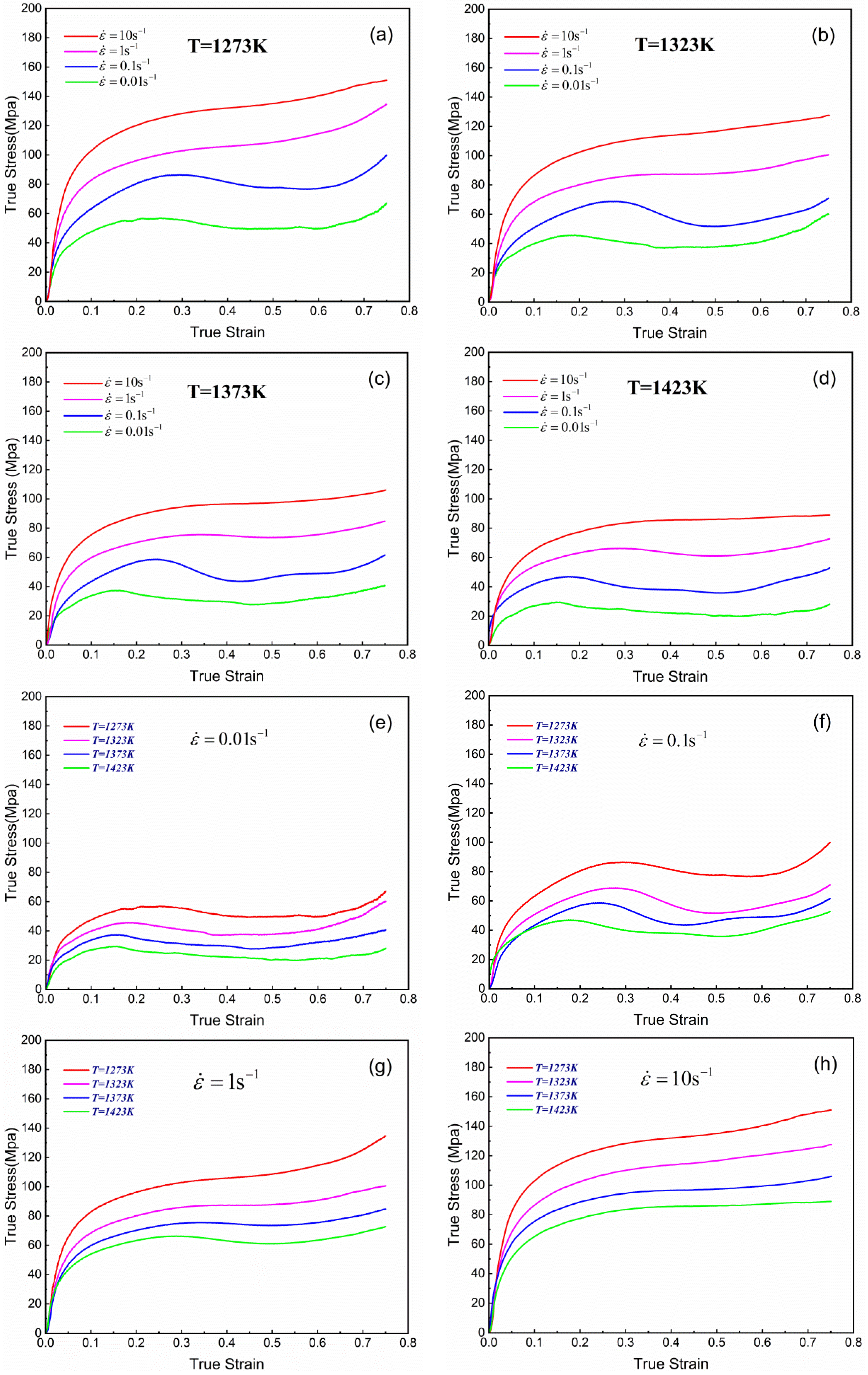
3. Test Results and Analysis
4. Johnson–Cook Constitutive Model Establishment
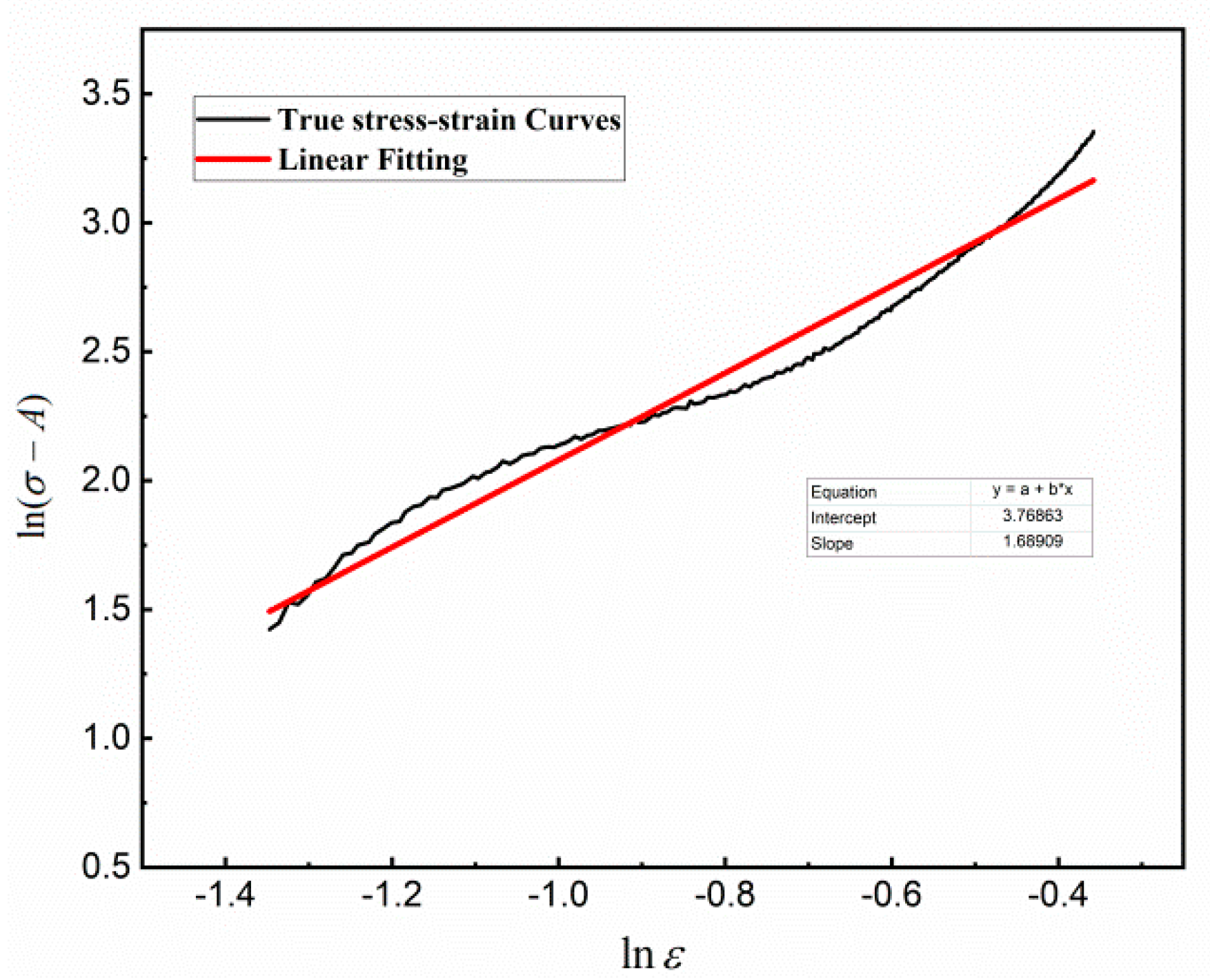
4.1. Determination of the Constants A, B and n
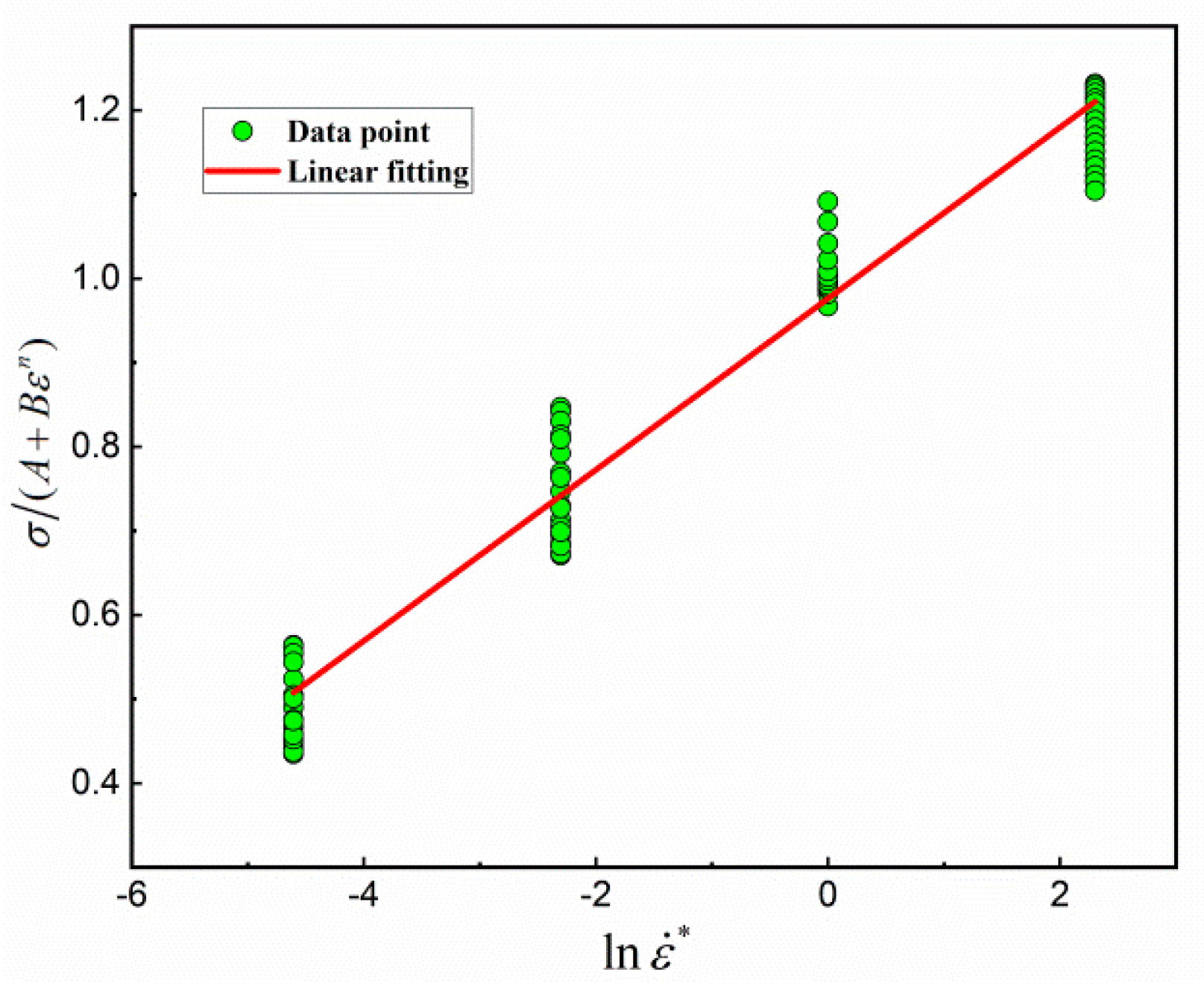
4.2. Determination of the Constant C
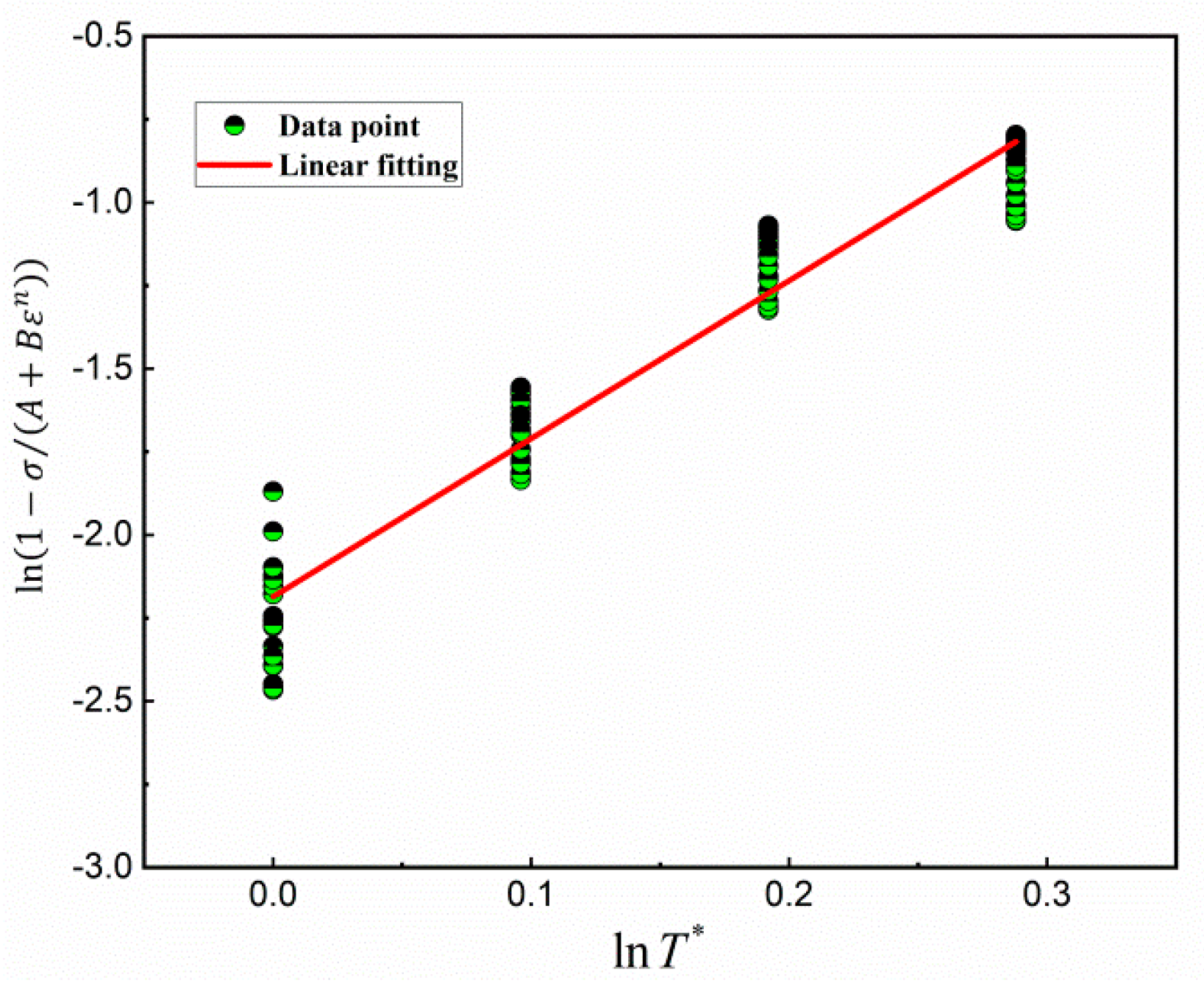
4.3. Determination of the Constant m
5. Modified Johnson–Cook Model
5.1. Determination of the Constants , , , ,
5.2. Determination of Temperature Softening Correlation Coefficients and
5.3. Determination of the Parameter
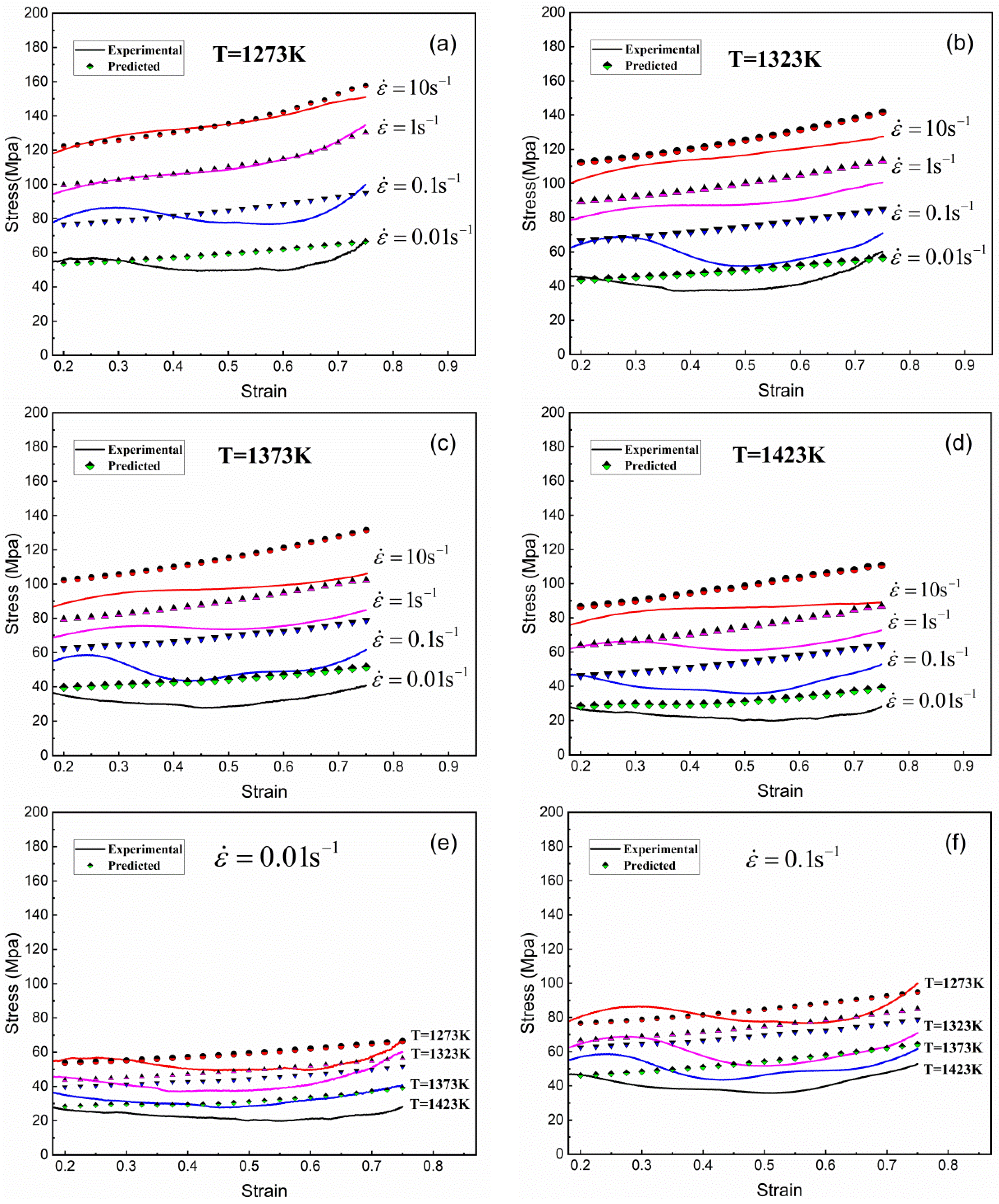
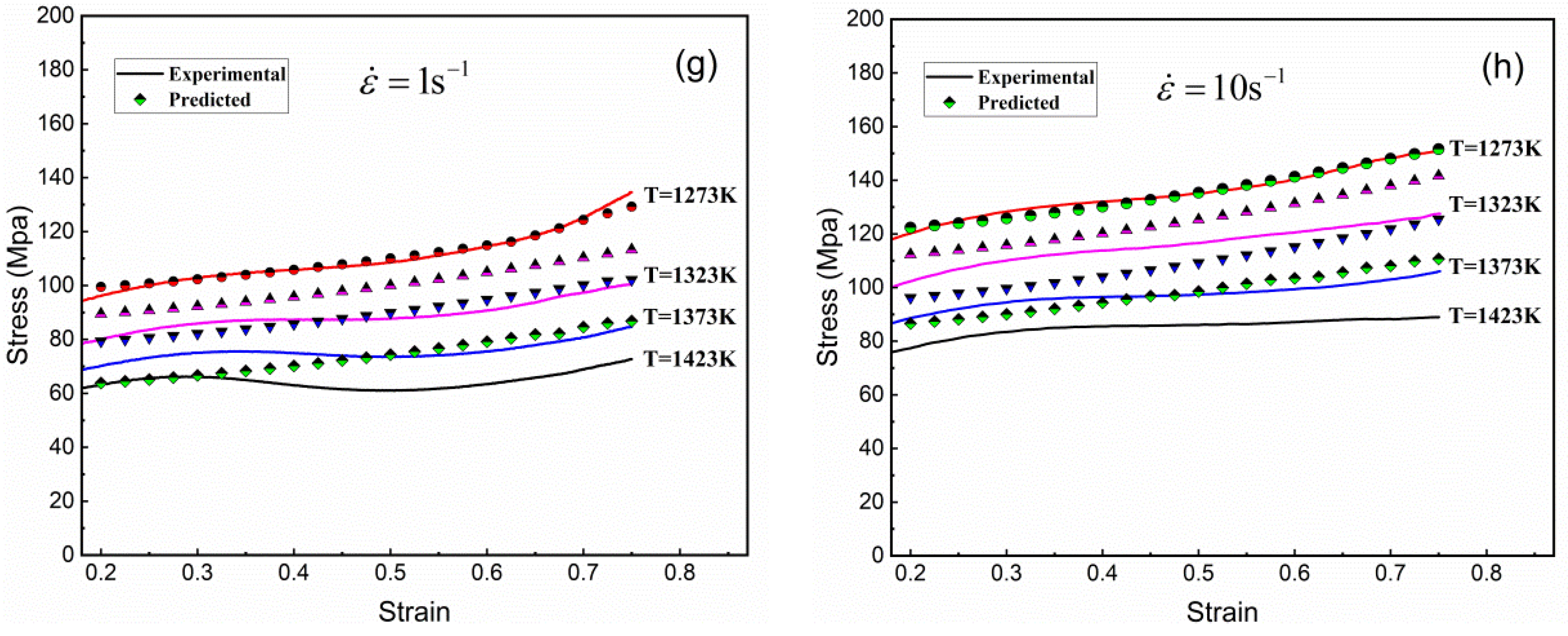
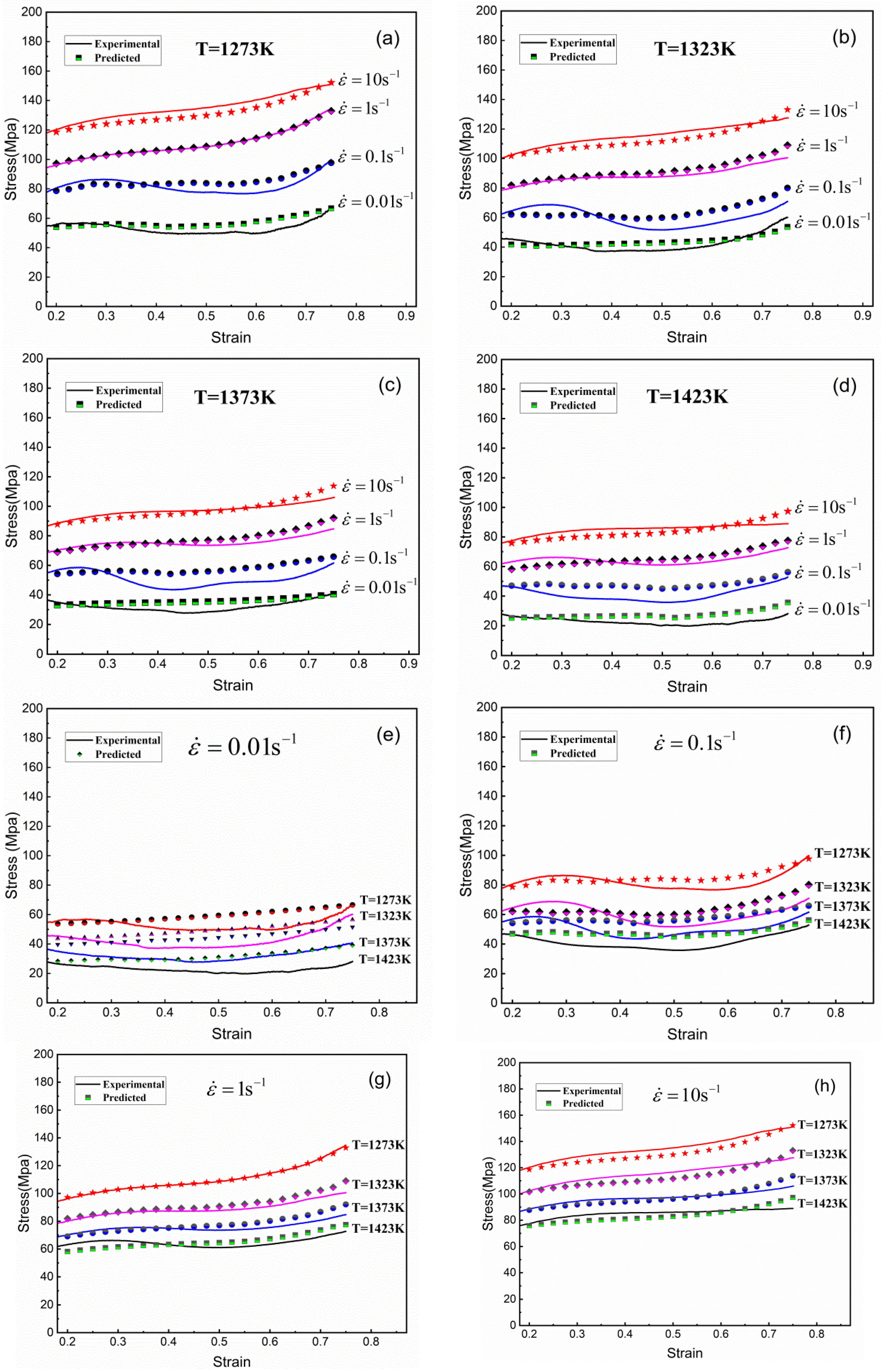
5.4. Model Accuracy Analysis
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, T.T.; Shi, C.Q.; Ning, Z.D.; Wen, M.; Guan, W.M.; Guo, J.M.; Wang, C.J. Advances in the study of intrinsic modeling and thermal processing diagrams in the thermal deformation of metals and alloys. Mater. Direct 2022, 36, 416–424. [Google Scholar]
- Long, S. Rapid Solution Method and Application of Alloy Heat Deformation Behavior. Ph.D. Thesis, Chongqing University, Chongqing, China, 2020. [Google Scholar]
- Samantaray, D.; Mandal, S.; Bhaduri, A.K. A comparative study on Johnson Cook, modified Zerilli-Armstrong and Arrhenius-type constitutive models to predict elevated temperature flow behaviour in modified 9Cr-1Mo steel. Comp. Mater. Sci. 2009, 47, 568–576. [Google Scholar] [CrossRef]
- Ramana, A.V.; Balasundar, I.; Davidson, M.J.; Balamuralikrishnan, R.; Raghu, T. Constitutive Modelling of a New High-Strength Low-Alloy Steel Using Modified Zerilli–Armstrong and Arrhenius Model. Trans. Indian Inst. Met. 2019, 72, 2869–2876. [Google Scholar] [CrossRef]
- Milani, A.S.; Dabboussi, W.; Nemes, J.A.; Abeyaratne, R.C. An improved multi-objective identification of Johnson-Cook material parameters. Int. J. Impact Eng. 2009, 36, 294–302. [Google Scholar] [CrossRef]
- Motallebi, R.; Savaedi, Z.; Mirzadeh, H. Additive manufacturing—A review of hot deformation behavior and constitutive modeling of flow stress. Curr. Opin. Solid State Mater. Sci. 2022, 26, 100992. [Google Scholar] [CrossRef]
- Murugesan, M.; Jung, D.W. Two flow stress models for describing the hot deformation behavior of AISI-1045 medium carbon steel at elevated temperatures. Heliyon 2019, 5, e01347. [Google Scholar] [CrossRef]
- Li, H.Y.; Li, Y.H.; Wang, X.F.; Liu, J.J.; Wu, Y. A comparative study on modified Johnson Cook, modified Zerilli-Armstrong and Arrhenius-type constitutive models to predict the hot deformation behavior in 28CrMnMoV steel. Mater. Des. 2013, 49, 493–501. [Google Scholar] [CrossRef]
- Nassiraei, H.; Lotfollahi-Yaghin, M.A.; Neshaei, S.A.; Zhu, L. Structural behavior of tubular X-joints strengthened with collar plate under axially compressive load at elevated temperatures. Mar. Struct. 2018, 61, 46–61. [Google Scholar] [CrossRef]
- Nassiraei, H.; Mojtahedi, A.; Lotfollahi-Yaghin, M.A.; Zhu, L. Capacity of tubular X-joints reinforced with collar plates under tensile brace loading at elevated temperatures. Thin-Walled Struct. 2019, 142, 426–443. [Google Scholar] [CrossRef]
- Li, H.B.; Zheng, M.Y.; Tian, W.; Xu, S.C.; Tian, Y.Q. Flow stress constitutive equation of M50NiL gear steel based on Johnson-Cook model. Mater. Mech. Eng. 2016, 40, 31–37. [Google Scholar]
- Wang, W.; Wang, B.; Yan, H.J.; Ma, S.B.; Zhang, S.J. Johnson-Cook constitutive model and hot processing map of 20Cr2Ni4A steel based on isothermal compression tests. Hot Work. Technol. 2020, 13, 103–108. [Google Scholar]
- Wang, X.Q.; Ruan, X.L.; Cui, F.K. Establishment and verification of constitutive equation for quenched 42CrMo steel. J. Plast. Eng. 2019, 26, 118–124. [Google Scholar]
- Chen, X.W.; Yang, X.Q.; Wang, N.N. Warm deformation behavior and Hanse1-Spittel of constitutive model of GCrl5SiMn steel. Heat Treat. Met. 2018, 43, 34–38. [Google Scholar]
- Lun, J.W.; Liu, W.; Yang, Y.; Guo, C. High temperature plastic deformation behavior and constitutive equation establishment of 35CrMoV steel. Forg. Stamp. Technol. 2021, 46, 216–220. [Google Scholar]
- Zhu, X.X.; Wang, B.Y. High temperature deformation behavior and processing maps of SAE8620H gear steel. Chin. J. Eng. 2016, 38, 967–972. [Google Scholar]
- Tang, H.Y.; Yang, M.S.; Meng, W.J.; Li, J.S. Hot deformation behavior of Cr-Co- Mo- Ni gear steel and finite element simulation of the die forging process. Chin. J. Eng. 2016, 38, 77–86. [Google Scholar]
- Wang, W.M.; Wang, S.Q.; Liu, X.M. Property and microstructure of steel 18CrNi4A. Iron. Steel. 1995, 30, 94–98. [Google Scholar]
- Wang, Y.Z.; Chen, Y.Y.; Wang, Z.Q.; Wang, G.C. Plasticity of fully carburized material 18CrNi4A under high temperature and strain rate. Trans. B Inst. Technol. 2017, 37, 239–243. [Google Scholar]
- Editorial Committee of the Engineering Materials User Manual. Engineering Materials User Manual, 2nd ed.; China Standards Publishing House: Beijing, China, 2002. [Google Scholar]
- Jia, C.L.; Chen, F.R. Modification of Johnson-Cook constitutive model and finite element simulation of aluminum alloy 7A52. J. Inner Mong. Technol. 2019, 38, 416–423. [Google Scholar]
- Johnson, G.R.; Cook, W.H. A constitutive model and data for metals subjected to large strains, high strain rates, and high temperatures. In Proceedings of the Seventh International Symposium on Ballistics, International Ballistics Committee, Hague, The Netherlands, 19–21 April 1983. [Google Scholar]
- Mareau, C. A thermodynamically consistent formulation of the Johnson-Cook model. Mech. Mater. 2020, 143, 103340. [Google Scholar] [CrossRef]
- Li, Y.F.; Zeng, X.G.; Liao, Y. Thermal-viscoplastic constitutive relation of Ti-6Al-4V alloy and numerical simulation by modified Johnson-Cook modal. Chin. J. Nonferrous Met. 2017, 27, 1419–1425. [Google Scholar]
- Yang, C.X.; Wang, S.Y.; Wu, D.X. Establishment and simulation application of modified JC constitutive model for as-forged 7050 aluminum alloy. Alum. Fabrica. 2022, 4, 47–51. [Google Scholar]
- Liu, A.Q.; Huang, X.C. Identification of high-strain-rate material parameters in dynamic Johnson-Cook constitutive model. Appl. Math. Mech. 2014, 35, 219–225. [Google Scholar]
- Yu, R.H.; Li, X.; Li, W.J.; Chen, J.T.; Guo, X.; Li, J.H. Application of four different models for predicting the high-temperature flow behavior of TG6 titanium alloy. Mater. Today Commun. 2021, 26, 102004. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | Si | S | P | Cr | Ni | Fe |
|---|---|---|---|---|---|---|---|---|
| Composition, %.wt. | 0.185 | 0.460 | 0.316 | 0.008 | 0.012 | 1.056 | 4.086 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Jiang, C.; Wei, B.; Wang, Y. Analysis of the High Temperature Plastic Deformation Characteristics of 18CrNi4A Steel and Establishment of a Modified Johnson–Cook Constitutive Model. Coatings 2023, 13, 1697. https://doi.org/10.3390/coatings13101697
Wang Z, Jiang C, Wei B, Wang Y. Analysis of the High Temperature Plastic Deformation Characteristics of 18CrNi4A Steel and Establishment of a Modified Johnson–Cook Constitutive Model. Coatings. 2023; 13(10):1697. https://doi.org/10.3390/coatings13101697
Chicago/Turabian StyleWang, Zhen, Chuang Jiang, Bingyang Wei, and Yongqiang Wang. 2023. "Analysis of the High Temperature Plastic Deformation Characteristics of 18CrNi4A Steel and Establishment of a Modified Johnson–Cook Constitutive Model" Coatings 13, no. 10: 1697. https://doi.org/10.3390/coatings13101697