1. Introduction
The austenitic stainless (AS) steels have a combination of good corrosion resistance, high temperature strength, and oxidation resistance, high toughness on low temperatures, good ductility, and weldability. The steel AISI 316L (EN X5CrNiMo17-12-2, 1.4401) is typical representative of the high quality AS steels and its properties are usually compared as a reference to the properties of other stainless steels. Additionally, their heat treatment after welding, cold forming, or grinding is simple and usually only annealing for reducing residual stresses and stress corrosion is recommended. This annealing can be conducted at a temperature of 850–950 °C for 2 h for a section with a wall thickness of 25.5 mm, 4 h for a section with a thickness of 50.1 mm, etc. To maintain good corrosion resistance, the weld surface of AS steels should be cleaned of residual protective pastes and oxides by acid pickling and finely ground or polished to a medium roughness of
Ra < 0.5 μm. The AS steel AISI 316L is used in numerous structures that require corrosion resistance in marine or industrial atmospheres, clean water, heat exchangers, and preheaters, production of chemical compounds such as hydrogen peroxide, concentrated sulfuric acid, alcohol-based solvents, etc. [
1,
2].
Although possessing superior properties, AS steels can be attacked by pitting and stress corrosion, in the presence of hydrochloric acid or a hot caustic environment. Additionally, their hardness and wear resistance are low. This problem can be solved by replacing the AS steel with a more expensive martensitic stainless steel or by protecting the AS steel with surface modification and coating processes.
To modify the surface of AS steels, according to the multiple favorable influence on the properties, the nitriding process in plasma is highlighted over gas and salt bath nitriding. The addition of nitrogen to surface layer of AS steels will change stacking fault energy and the dislocation structure, leading to increased surface hardness, fatigue life, and enhances pitting corrosion resistance, without affecting the bulk properties [
2,
3,
4]. Before plasma nitriding (PN) the workpiece is cleaned by ion bombardment (sputtering) with H
2, N
2 and Ar ions. The plasma nitriding (PN) temperature needs to be lower than 430–440 °C to avoid the precipitation of chromium nitrides at the grain boundaries and to maintain good corrosion resistance [
5,
6,
7]. This low-temperature PN process enables the formation of the S-phase, which is a nitrogen-supersaturated austenite (γN) with a distorted Face Centered Cubic (FCC) crystalline lattice in a thin surface layer. Temperatures higher than 440 °C stimulate the precipitation of nitrides γ′-(Fe,Cr)
4N and ε-(Fe,Cr)
2+xN at the grain boundaries of the S-phase and at the surface’s top layer. The presence of the S-phase can be observed using X-ray diffractometry, where two characteristic peaks in a diffractogram appear at smaller angles compared to the peaks of the substrate austenite. These peaks correspond to the (111) and (200) crystallographic planes in the FCC lattice. The shift in these peaks indicates that the S-phase has a larger lattice parameter than the substrate austenite and is supersaturated with nitrogen atoms [
5,
6,
7,
8]. A homogeneous S-phase exhibits higher hardness than the austenitic phase in the substrate while preserving good corrosion resistance. However, producing it through PN requires a specific combination of parameters and has a limited range of surface layer depth. The most influential process parameters on nitride layer thickness include nitriding temperature and time, the ratio of atmosphere gases (H
2/N
2), pressure in the vacuum chamber, substrate voltage, and plasma current density.
In reference [
9], a plasma nitriding (PN) process was conducted for a duration of 5 h with a mass flow ratio of H
2/N
2 = 75%/25% and a pressure of 500 Pa. Two transition temperatures were identified: T1 for producing a homogeneous S-phase and T2 for the decomposition of the S-phase and the formation of γ’-(Fe,Cr)
4N, Cr
2N, and CrN nitride precipitates. Plasma nitriding of AS steel AISI 316 below the temperature T1 = 460 °C results in the formation of a surface layer consisting only of the S-phase. Nitriding at temperatures above T
2 = 550 °C results in the formation of nitride precipitates and a thin γ’-(Fe,Cr)
4N surface layer. The thickness of the S-phase layer obtained varied from 3 μm after PN conducted at 400 °C for 5 h to 14 μm after treatment in plasma at 450 °C for 5 h. It was also observed that the thickness of the nitride layer on a plane surface was not uniform and depended on the thickness of the plasma layer formed during the PN process. In references [
9,
10], the authors concluded that increasing the PN temperature above 450 °C with a nitriding time longer than 10 h causes the occurrence of nitride precipitates. Reference [
11] provides a review of the literature, indicating the possibility of obtaining an S-phase layer on AS steels through conventional PN and pulsed DC discharge PN at temperatures below 420 °C. In the above mentioned low-temperature nitriding procedures, lasting up to 4 h, a surface layer composed of pure S-phase, up to 10 μm thick, and a layer with a mixture of S-phase and nitride precipitates, up to 20 μm thick, were obtained. In references [
5,
11], vacuum pressures between 100 and 1000 Pa, substrate voltage of 100–1000 V, and a plasma current density greater than 1 mA/cm
2, along with low temperatures below 440 °C, are recommended for obtaining a surface layer up to 10 μm thick, composed of a homogeneous S-phase on AISI 316L steel in a PN process with ionized gases N
2 or N
2–H
2.
In reference [
12], the plasma nitriding (PN) process was investigated in an atmosphere of dissociated and ionized ammonia at a vacuum pressure of 300 Pa, at temperatures ranging from 350 to 500 °C, with a nitriding time of 6 h, and an anode voltage (vacuum chamber wall) of 600–800 V. The thickness of the surface layer with a compact S-phase increased from 1.5 μm after nitriding at 350 °C to 30 μm after nitriding at the upper temperature of 500 °C. However, when nitriding at temperatures above 450 °C, nitride precipitates were observed in the nitrided layer. In reference [
13], a study of low-temperature PN treatment of AISI 316LM AS steel was conducted with the following parameters: a ratio of ionized gases H
2/N
2 = 15%:85%, vacuum pressure of 300 Pa, nitriding temperature at 380 °C, voltage between the anode and cathode at 490–500 V, and processing times ranging from 0.5 to 8 h. The thicknesses of the nitrided layer with S-phase and without precipitated nitrides were found to be between 1.90 and 4.31 μm.
The references [
14,
15] investigate the impact of ionized gas atmosphere and temperature on the microstructure and properties of the surface layer. In reference [
14], AS steel AISI 316L underwent nitriding with the following parameters: a flow ratio of ionized gases H
2/N
2 = 75%:25% or H
2/N
2 = 80%:20%, a vacuum pressure of 650 Pa, a nitriding temperature of 400 °C, a voltage between the anode and cathode of 700 V, and a nitriding time of 20 h. The PN process with an N
2 content of 25% resulted in a 20 μm thick nitrided layer, while the process with a lower N
2 content created a 15 μm thick surface layer. According to the results of XRD analysis, the thinner layer consisted of the S-phase, while the thicker layer also contained nitride precipitates. In reference [
15], AISI 316L steel was nitrided with the following parameters: gas flow ratio H
2/N
2 = 1:3 or H
2/N
2 = 3:1, vacuum pressure of 250 Pa, nitriding temperature of 400 °C or 550 °C, voltage between anodes and cathodes of 470 V, and a nitriding time of 12 h. Using the Rietveld method in the analysis of the X-ray diffraction diagram, it was discovered that the S-phase, along with chromium and iron nitrides, is always present in the nitrided layer. During low-temperature nitriding at 400 °C, the share of the S-phase dominates over the share of nitrides. With the ratio H
2/N
2 = 1:3, the share of the S-phase in the nitrided layer was 89.6%, while with the ratio H
2/N
2 = 3:1, it was 96.7%. In the PN process with a higher proportion of hydrogen, CrN nitride is compatible with the S-phase, while in nitriding with a higher mass flow of N2, γ’-Fe4N nitride is dominantly present. At a temperature of around 420 °C, the highest solubility of nitrogen in austenite is achieved. Nitriding at temperatures higher than 420 °C leads to the decomposition of the metastable S-phase and the release of CrN precipitates. After the PN process at 550 °C, only 7.4% of the S-phase is present in the nitrided layer.
In reference [
16], AISI 316L steel underwent nitriding with the following parameters: a gas flow ratio H
2/N
2 = 80%:20%, a vacuum pressure of 100 Pa, nitriding temperatures ranging from 400 to 500 °C, and a nitriding time of 5 h. In the nitrided layer of samples processed at temperatures up to 450 °C, the S-phase dominates, while CrN nitride also appears after nitriding at higher temperatures. On samples nitrided at 470–500 °C, in addition to CrN nitride, γ’-Fe4N nitride also becomes evident. The thickness and hardness of the nitrided layer range from 4 μm/373 HK0.1 after nitriding at 400 °C to 47 μm/1605 HK0.1 after processing at 500 °C. In reference [
17], AISI 316L steel was nitrided with the following parameters: a gas flow ratio H
2/N
2 = 80%:20%, a vacuum pressure of 1000 Pa, nitriding temperatures ranging from 450 to 550 °C, and nitriding times of 2, 4, and 9 h. The presence of the S-phase, along with precipitates of iron (Fe
4N) and chromium (CrN, Cr
2N) nitrides, was observed on samples nitrided at 450 °C for 2 h, resulting in a layer with a thickness of about 15 μm. After nitriding at temperatures higher than 450 °C for 9 h, a thin film composed of γ’-Fe
4N and ε-Fe
2–3N nitrides forms on the surface above the S-phase layer. The highest thickness of the nitrided layer, 95 μm, was obtained after a PN process conducted at 500 °C for 9 h. The hardness of the S-phase depends on the amount of soluted nitrogen and can range from 330 to 1200 HV [
18]. The hardness of nitride phases and CrN precipitates can reach around 2000 HV. While a nitriding temperature of around 450 °C is recommended to achieve the highest hardness, good wear resistance, and maintain good corrosion resistance, the appearance of ε-Fe
2–3N nitride precipitates in the S-phase and the formation of a surface film of hard nitrides after nitriding at 550 °C can lead to embrittlement, cracks, and delamination of the surface layer [
17].
Summarizing all the above research results for low-temperature plasma nitriding of AISI 316L AS steel, the optimal process temperature is between 420 and 450 °C can be recommended for producing a nitride layer with the maximum thickness composed from the S-phase without significant precipitation of iron or chromium nitrides along the grain boundaries. Additionally, the gas flow ratio of H
2/N
2 = 4:1 or H
2/N
2 = 3:1 is recommended. The selection of a vacuum pressure depends on the plasma furnace construction and has a significant impact on nitride layer thickness. For the PN process carried out with a gas flow ratio of H
2/N
2 = 4:1, a vacuum of 100 Pa, a temperature of 450 °C, and a time of 5 h, the thickness of the nitrided layer is approximately 13 μm [
16]. In PN process with the parameters H
2/N
2 = 4:1, a vacuum of 650 Pa, a nitriding temperature of 400 °C, and time of 20 h, the nitrided layer with S-phase was 15 μm thick [
14]. For the PN process carried out with the same parameters of gas flow and temperature of 450 °C in a shorter time of 4 h, with a vacuum of 1000 Pa, a thickness of the nitrided layer of 45 μm was achieved [
17].
In comparison to the surface of an untreated AS steel, the nitride layer of the S-phase has an enhanced resistance to tribocorrosion [
15] and to pitting corrosion in neutral chloride solutions [
19]. If the plasma nitriding was conducted only with S-phase layer formation below surface, and without overheating of surface, the surface roughness obtained on workpieces after polishing or fine grinding remains practically unchanged. The Fe
4N and (Fe,Cr)
4N nitride film formed over S-phase layer increase surface roughness compared with the heat-untreated AS steel [
20,
21], and might be associated with the lower corrosion resistance in water Na
2SO
4 and H
2SO
4 solutions [
22,
23,
24]. Therefore, few proposals can be found in the literature for the selection of parameters of low-temperature plasma nitriding, which would achieve a favorable combination of increased wear and corrosion resistance. In [
25] the application of the active screen plasma nitriding was proposed for producing S-phase layer with improved wear and corrosion resistance. In [
26], a hybrid plasma nitriding was proposed with two processes alternately running with high and low pressures. In [
27] the optimal process of plasma nitriding for an AISI 316L AS steel was proposed as a treatment carried out at 400 °C with nitriding current density between 1 and 2.5 mA/cm
2.
The surface overheating, due to the formation of cathodic arcs, may appear on sharp edges and protrusions or when nitriding a surface insufficiently cleaned of oxides. Cathodic sparking can be avoided by using a direct current (DC) pulsed plasma generator instead of a conventional DC power supply with constant voltage. Modern plasma generators enable pulsed oscillations of the cathode voltage with frequencies of 1–10 kHz. Using a generator with pulsating cathode voltage, it is possible to regulate the temperature of nitrided objects, by adjusting the duration of the voltage pulse in relation to the total duration of the pulse period [
28].
The influence of the nitriding temperature on the corrosion resistance of AS steel AISI 316L in aqueous NaCl solution has been confirmed in several works. Plasma nitriding at a temperature of 400 °C increases the resistance to pitting, compared to non-nitrided steel, but the surface layer of the S-phase is too thin for efficient protection of the substrate. Nitriding at temperatures between 430 and 450 °C proved to be optimal for increasing resistance to pitting and crevice corrosion. Plasma nitriding at temperatures above 470–500 °C reduces the resistance to intergranular corrosion and localized corrosion on the surface in comparison with untreated AS steel or steel nitrided at lower-temperature PN process [
16,
17,
29].
Additional improvement in the wear resistance of AS steel can be achieved by forming an S-phase layer covered by a thin film of Fe
2–4N, Cr
1–2N, and (Fe,Cr)
4N nitrides, with a surface hardness of 800–1200 HV [
5,
17,
29]. In reference [
30], a long-duration micro-abrasion test involved a fixed rotating steel ball pressed against a test sample without abrasive slurry to assess the wear resistance of a thin nitrided and nitrocarburized layer on AISI 316L AS steel after treatment at 450 °C for 5 h and 10 h. The test was performed using a 25.4 mm ball diameter at a rotational speed of 500 rpm under dry sliding conditions, with a normal load of 2.45 N. The test durations ranged from 5 to 20 min. The results show that the S-phase layer, at the beginning of dry sliding wear, reduces the volumetric loss of material by about three times compared to the loss of material on non-nitrided samples. At the end of the test, this loss was seven times lower. Even after 20 min of testing, the nitrided or nitrocarburized layer remained unperforated. This fact highlights the advantage of micro-abrasion testing compared to macro-abrasion wear tests, such as the “sand-rubber wheel” method, as it allows for testing the wear resistance of thin surface layers on a small area without significant substrate influence, using a simple and cost-effective test system [
31]. Another variant of the micro-abrasion test involves a steel ball that rotates freely between the shaft and the test specimen. A suspension containing abrasive particles is added between the ball and the sample, pressed into the sample’s surface by the normal force generated from the ball’s weight. As the ball rotates on the contact area with the sample, it generates a tangential force that moves abrasive particles between the ball and the sample. These particles scratch, scrape, and smooth the sample’s surface, forming a wear mark in the shape of a calotte. The normal force in micro-abrasion tests typically falls in the range of 0.05–5 N. In testing with a freely rotating ball, it is usually less than 0.5 N, depending on the ball’s diameter and the sample’s angle of inclination to the horizontal plane. The final sliding distance should be selected in a manner that ensures a constant wear rate with increasing wear time [
32,
33]. In the implementation and interpretation of micro-abrasion test results, factors such as the type, shape, and size of abrasive particles, the fluid used to create the suspension, the normal force, the rotational speed at which the ball acts on the sample, the ball’s diameter, the roughness of the ball and sample surfaces, and the hardness ratio between the ball and the sample must be considered. To describe abrasive wear, three basic modes of wear are proposed: two-body grooving abrasion, three-body rolling abrasion, and a mixed regime, which is a combination of the previous two. In the first mode of wear, abrasive particles adhere to the ball’s surface and, as it turns, groove the sample’s surface. In the second mode of wear, abrasive particles roll on the contact surface between the ball and the sample [
34,
35,
36]. Due to the shallow penetration depth and low normal loads, micro-wear tests reflect the intrinsic properties of the surface layer or coating and are suitable for comparison or quality checking.
The aim of this paper is to investigate the influence of the DC plasma nitriding time on tribological and corrosion properties of surface layer on an AISI 316L AS steel with methods limited in action to the thin surface layer using micro-abrasion, cyclic polarization and electro impedance spectroscopy (EIS) testing. Based on these limited surface tests, the optimal range of nitriding temperature and time for an AISI 316L AS steel will be proposed to achieve a good combination of its wear and corrosion resistance.
2. Materials and Methods
2.1. Materials
All tests were performed on samples of a commercially available AISI 316L AS steel. The chemical composition of the steel was determined by the two-measurement apparatus: a GDS LECO 850 device (LECO Corporation Inc., St. Joseph, MO, USA) and X-ray fluorescence device Olympus Innov-X Systems, model DS 2000-C (Evident Scientific, Inc., Waltham, MA, USA). The values of chemical elements are consistent and listed in
Table 1. The samples were made in the form of a thin disk with a diameter of 40 mm and a thickness of 1.5 mm. The samples surface was sanded with waterproof sandpaper with grain sizes of P120, P600, and finally P1200. Before applying the plasma nitriding processes, all samples were cleaned in an ultrasonic bath VTUSC3 (Velleman, Gavere, Belgium) in 75% ethyl alcohol for 5 min.
2.2. Plasma Nitriding Treatment
Ten cleaned and dried samples for one plasma nitriding process were put into a PC 70/90 commercial vacuum furnace (Rübig GmbH, Wels, Austria) onto a same charging pad, which was also used as a cathode of the system. The surrounding wall of cylindrical chamber was used as an anode of the system on earth potential. The furnace was equipped with a bipolar DC voltage-controlled micro pulse plasma generator. The vacuum chamber with samples was heated with an auxiliary heating system consisting of three heating zones, the temperature of which was controlled by thermocouples loaded directly into the charge of heated samples. The DC plasma nitriding consisted of a surface sputtering and plasma nitriding treatment with the parameters shown in
Table 2. Four plasma nitridings were carried out at the same temperature of 430 °C ± 5 °C in duration of 4 h, 8 h, 12 h, and 24 h, with a flow ratio of gasses H
2/N
2 = 3:1 at a pressure of 200 Pa.
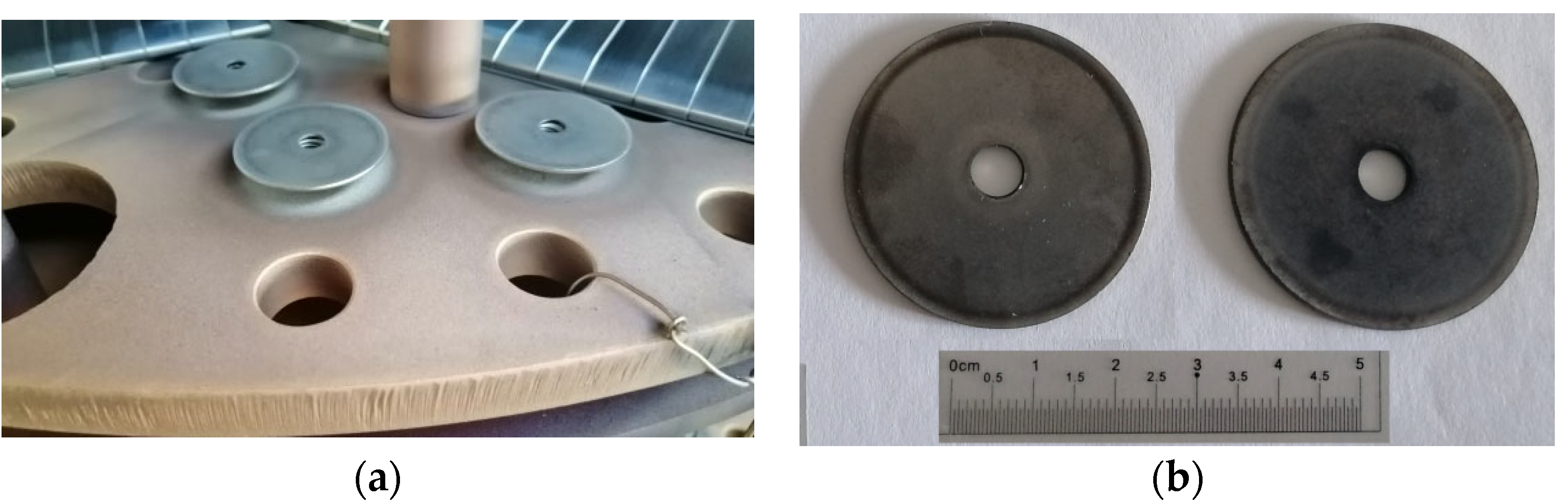
Figure 1 shows test samples after plasma nitriding for 8 h to 24 h. The samples were nitrided only on one side, whereas the other side was supported on a non-alloyed steel holder, which makes good electrical contact with the cathode and enables the plasma to uniformly settle around the sample. Despite that, around the edge of the sample there are characteristic ring colored light gray due to the concentration of the plasma electromagnetic field and more intense heating, to a temperature between 430 and 450 °C. The central part of the sample, in good thermal and electrical contact with cathode, was retained at a temperature of 430 °C during all nitriding process. Overheating of the edge part of AISI 316L samples at temperatures above 420 °C leads to reaching the solubility limit of nitrogen in the metastable expanded austenite and to precipitation of chromium nitrides [
37].
2.3. Mechanical Tests and Microstructural Analysis
The surface hardness of test samples was determined on a Wilson Wolpert Tukon 2100 B microhardness tester (Instron Corporation Inc., Norwood, MA, USA) using the Vickers method, with a load of 1.96 N (HV0.2) on repeated measurements at 10 randomly selected locations on a sample. The initial hardness of the samples was 228 ± 10 HV0.2 Total nitriding depth was determined on metallographically prepared samples using the Vickers method with a load of 0.49 N (HV0.05).
The surface roughness of samples was tested with 5 repetitions using an electromechanical device with a stylus, on the Surface Roughness Tester TR200 (INNOVATEST Europe BV, Maastricht, The Netherlands). The length reading for the measurement of roughness parameters was 1.75 mm and the Gauss filter was used for filtering data (λc = 0.8 mm). After sanding, the mean roughness of samples was Ra = 0.609 ± 0.043 μm, the average height difference was Rz = 4.768 ± 0.639 µm, and the maximum height difference was Rmax = 8.235 ± 2.795 µm.
Microstructure analysis of nitrided AS steel samples was performed on metallographically prepared samples which, after standard preparation by grinding and polishing, were exposed to electrochemical etching in an aqueous solution with 10% oxalic acid, with DC voltage of 8 V and etching duration of 3 min. The microstructure of the electrochemically etched samples was analyzed using the scanning electron microscope Tescan Vega 5136LS(TESCAN GROUP, a.s., Brno-Kohoutovice, Czech Republic), equipped with the energy dispersive spectroscopy (EDS) device Bruker (Bruker AXS GmbH, Karlsruhe, Germany). The EDS line analysis and mapping were performed on 3 randomly selected transverse sites on the metallographic prepared section of each sample.
2.4. Micro-Abrasion Tests
The wear resistance to micro-abrasion was determined using a calotester device (TRIBOtechnic, Clichy, France) with freely rotating ball, shown in
Figure 2.
The ball, 2R = 20 mm in diameter, was made of EN 100Cr6 steel, with mass m = 32.6 ± 0.05 g. The abrasive slurry placed on the rotating ball consisted of 3 µm polycrystalline diamonds dispersed in the Struers DP-Suspension P (Struers, S.A.S. Champigny, France). The speed of the ball was 300 rpm. Ball rotation speed and the duration of micro-abrasion test were controlled by a microprocessor. Before tests samples were ultrasonically clean in 95% ethyl alcohol for 3 min and dry in oven at 75 °C for 10 min. The surface of all test samples was micro-abraded in durations from 10 to 60 s in steps of 10 s, with the manual addition of one drop of diamond suspension every 10 s. This feed rate ensures that the contact between the ball and sample was always wet, and that a circular ring was formed in the middle of the ball covered with the diamond suspension. At each specified wear time, a new crater was created on the surface of the sample. The angle of inclination of the sample to the horizontal plane was φ = 55°. This angle enabled continuous and uniform rotation of the ball on the sample without slipping. After micro-abrasion wear process, a spherical crater with a clearly visible diameter remains on the surface of the sample. The samples were again cleaned in 95% ethyl alcohol for 3 min and dried in an oven at 75 °C for 10 min. The spherical cap diameter was observed by an optical stereo microscope BTC STM-3C (Castell Nova Kft, Sopron, Hungary) equipped with camera MicroQ SP-51(Hangzhou ToupTek Photonic Co., Ltd., Hangzhou, China). The resolution of the camera is 5.1 Mpx, and the pixel size is 2.0 µm × 2.0 µm. Measurement of the dimensions of abraded crater was conducted in the image analysis software ToupTek ToupView, version x64, 4.11.19561.20210912 The diameter of the wear scar was measured in parallel and at a perpendicular direction to the ball rotation.
The wear scars were produced with test times of 10 s, 20 s, 30, 40 s, 50 s, and 60 s to obtain the volume loss curve. The number of parameters affect the results of the free rotating ball cratering tests. The most significant of them are [
38]: the abrasive material, the abrasive size and shape, the abrasive slurry loading, the type of suspension fluid, the drive shaft rotation speed, the ball mass, its diameter, material, and surface roughness. All these parameters were kept approximately the same during all tests. Assuming that the crater is spherical in shape and that its depth and diameter are significantly smaller than the diameter of the ball, the volume loss of a monolithic material (
V) removed from the crater and its depth (
h) can be calculated according to the following equations [
30,
39]:
in which
d is the crater diameter (mm) and
R is the ball radius (mm). The wear volume can be deduced as a function of the relative sliding distance (
S), and normal load (
N) on the contact area and the wear coefficient
κ may be calculated from Equation (3), which is an extension of the Archard wear equation [
38,
40]:
The wear path (
S) is determined based on the following equation:
where
R is the ball radius,
n is rotation speed, and
t is time. The wear path obtained via ball rotation without sliding was in the range of
S = 0 m to
S = 14.30 m, after 60 s of rotation. The normal load
N on the sample surface caused by the ball weights can be calculated from the equation:
where
m is the ball mass,
g = 9.81 ms
−2, and
φ is the inclination angle of the sample to the horizontal plane. For the test conditions shown in
Figure 2, the normal load was
N = 0.1834 N.
2.5. DC Electrochemical Tests
For measuring the electrochemical corrosion resistance, samples were researched by direct current DC and alternating current AC techniques in 3.5 wt. % NaCl solution (pH = 6.6) at room temperature (20 ± 2) °C. For electrochemical measurement, the surface of samples was cleaned with ethyl alcohol. Electrochemical DC measurements were obtained using the standard three-electrode system. The counter electrode was platinum, and the reference electrode was a saturated calomel electrode (SCE). Stainless steel specimens (type 1.4401) with different surface nitriding time (0 h, 8 h, 12 h and 24 h) and exposed test area of 78 mm2 were used as the working electrode. Measurements were performed using Potentiostat/Galvanostat VersaSTAT 3 (AMETEK, Princeton Applied Research, Berwyn, PA, USA) with use of the software package VersaStudio v2.44 (AMETEK Scientific Instruments, Berwyn, PA, USA). The volume capacity of the used electrochemical cell (K0235 AMETEK Scientific Instruments, Berwyn, PA, USA) was 250 mL. Changes in the corrosion potential of a metal substrate with coating were tested using the open circuit potential. The reading of the open circuit potentials (Eocp or Ecorr) was performed after stabilizing the system over a time interval of 1000 s. Besides the Ecorr measurement, in order to define susceptibility to pitting corrosion, the pitting potential Epitt and nucleation resistance ΔE were measured. The span of ΔE (Epitt − Ecorr), as small difference between Epitt and Ecorr, indicates higher susceptibility to localized corrosion. The initial potential for cyclic polarization was −0.1 V vs. Ecorr and the vertex potential was 1.2 V vs. Ecorr.
2.6. AC Electrochemical Tests
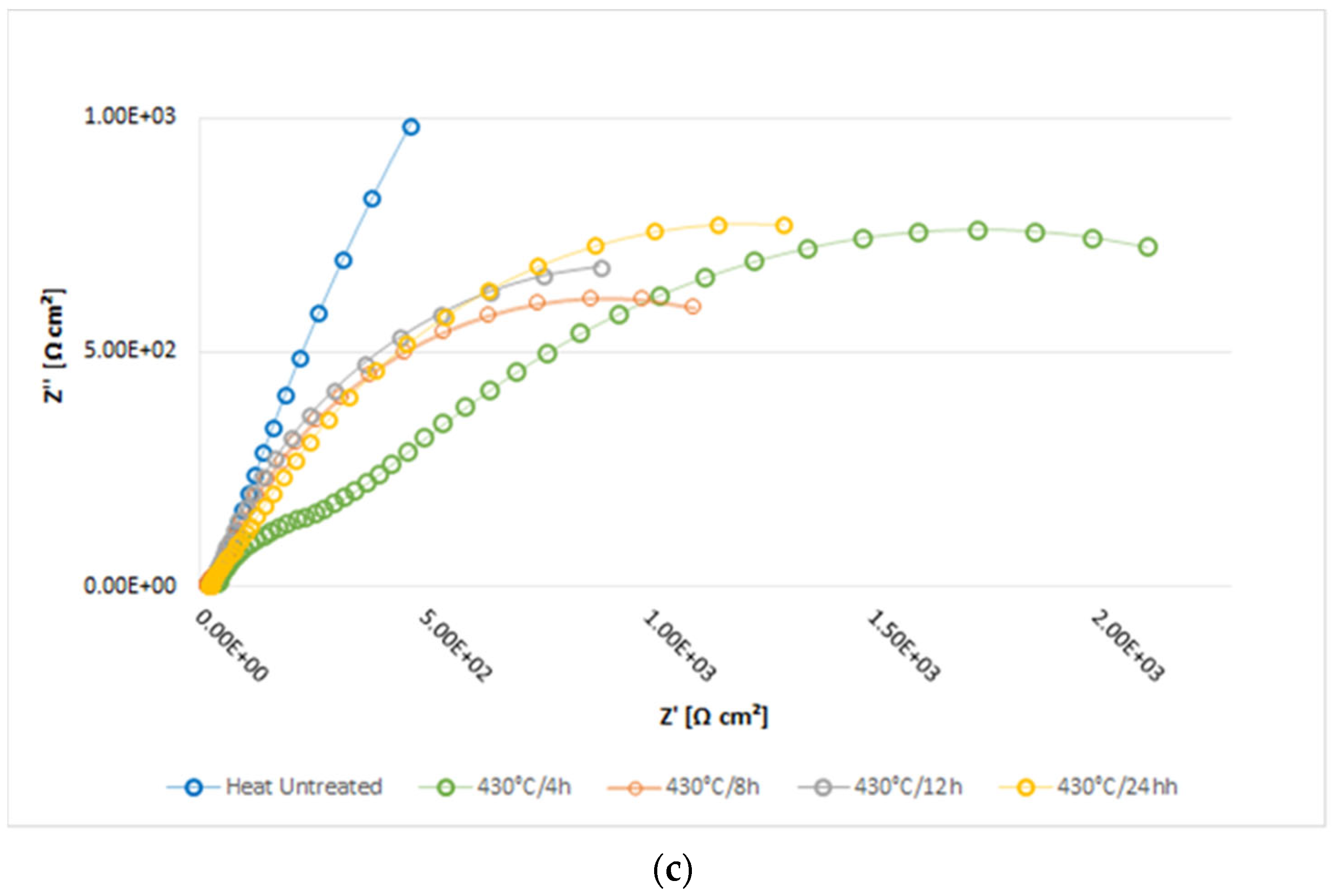
Electrochemical behavior at the interface of metal/coating/electrolyte phases has a key role in understanding metal behavior (corrosion resistance) in an electrolyte. For that reason, electrochemical impedance spectroscopy (EIS) as a useful and nondestructive technique was performed using VersaSTAT 3 Potentiostat/Galvanostat (AMETEK Scientific 131 Instruments, Princeton applied research, Berwyn, PA, USA), with the application of the appropriate ZsimpWin 3.60 software package. Changes in the corrosion properties were tested in accordance with EN ISO 17475:2008, in 3.5 wt. % NaCl solution (pH = 6.6) at room temperature (20 ± 2) °C. The application of EIS enabled the quantification of the surface layer resistance and the definition of the mechanism of corrosion progression without any degradation of the test surface. It is also highly sensitive and can detect changes on the metal surface over time, allowing for the monitoring of the corrosion process at the interface in real-time. Generally, interface was described with an equivalent electrical circuit (EEC) that contains a specific combination of resistors, inductors, and capacitors. A comparison of experimental results which were obtained by mathematical aligning the measurement data with the theoretical function of the equivalent electrical circuit, represents the basis for interpreting corrosion processes. Measurements were performed after 0 h, 4 h, 8 h, 12 h, and 24 h and are given with Nyquist’s and Bode’s graphs over a wide range of applied potential frequencies (0.1 Hz to over 100 kHz), recording 10 points per decade. The amplitude of the sinusoidal voltage signal was 10 mV. To checks the repeatability of the data; each measurement was executed in three replications.
4. Conclusions
DC plasma nitriding leads to improved tribological and corrosion properties of the surface layer on AS steel AISI 316L. From previous research conducted with a low-temperature plasma nitriding of 316L austenitic stainless steel, the optimal process temperature/time window was found between 420 and 450 °C/4 and 20 h. Such a combination of parameters might result in a nitrided layer composed of the expanded austenite (S-phase) without significant precipitation of iron or chromium nitrides on the grain boundaries or in the top of the surface. However, the desire to realize the processing process with lower energy consumption sets the requirements for shortening the processing time while achieving good resistance to corrosion and wear. In plasma nitriding experiments of AS steel AISI 316L at a temperature of 430 °C, the effect of nitriding time 4–24 h on surface roughness, and mechanical, tribological, and corrosion properties was investigated.
The all-surface roughness amplitude parameters were decreased after PN (except for PN process lasting 24 h) compared to the untreated state, because of the sputtering process applied before plasma nitriding treatment. With prolongation of nitriding time at 4–12 h, all surface roughness parameters were increased due to the formation of the nitrogen-supersaturated S-phase and Fe and Cr nitrides in the surface layer.
The surface hardness after nitriding for 4–12 h is in the value range of 365–459 HV0.2, while after nitriding for 24 h the hardness increases significantly to 597 HV0.2. The increase in surface hardness and roughness after nitriding at 430 °C/24 h parameters is an indication of the formation of a thin nitride layer on the S-phase layer. However, the increase in surface hardness achieved by nitriding longer than 8 h did not result in an increase in resistance to micro abrasion or to corrosion in salt solution. The nitrided layer with hard and brittle Fe and Cr nitrides precipitated after 430 °C/12–24 h nitriding wears out faster than the softer but tougher S-phase created during 430 °C/4–8 h PN treatment.
Heat-untreated sample has a more positive Ecorr than samples with inhomogeneous nitrided surfaces, which indicates that the oxide film on stainless steel is more resistant to corrosion then surface films on the nitrided samples, under the same electrolyte corrosion load. It can also be concluded that nitriding time has no significant influence on the corrosion stability of nitrided AS steel AISI 316L in the test medium.
Heat-untreated AS steel AISI 316L does not show an evident passive area as samples with a nitrided surface and that the current density increases sharply at pitting potential Epitt = 376 mV vs. SCE. Samples with a nitrided surface generally showed tendency for passivation, which indicates that the nitrided layer provides a good barrier against localized attacks at a lower potential range (from −78 to 200 mV vs. SCE). Samples with 24 h surface nitriding showed the best resistance against pitting corrosion at higher potential. The value of Epitt for the sample PN 430 °C/24 h was 470 mV vs. SCE. It can be concluded that the different amount of nitrogen in AS steels and nitriding time has a great influence on their resistance to pitting corrosion due to nitrogen surface concentration and the thickness of the modified porous layer.
The results of EIS shown in
Table 6, confirm that heat-untreated sample has the highest corrosion resistance. Opposite to untreated sample, nitrided samples have smaller and approximately equal corrosion resistance values. Lower values of the nitrided surface resistance and higher values of their capacity are a common indicator of the electrolyte absorption through the pores, i.e., worse preservation and durability of the surface layer.
The conducted tests of plasma-nitrided AS steel AISI 316L provided an insight into the dependence of mechanical, tribological and corrosion properties on the nitriding time, with minimal influence of the substrate on the tests results and measured properties of the thin nitrided layer. The applied test methods (surface roughness measurement, microhardness test, metallographic examination, micro abrasion testing, EIS, and cyclic polarization testing) complement each other and are confirmed by the obtained results in a way that they can be recommended as a reliable procedure for the basic characterization of a thin nitrided layer’s properties on stainless steels.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}