Abstract
Imitating microstructures found in nature—such as lotus leaves and Namib beetles—is revolutionary in the field of surface science. Low-energy surfaces, when combined with different topographies, create different wetting states. Understanding the correlation between microstructure geometry and the behavior of water droplets is key to varying the contact angles on a low-energy surface. Here, a picosecond laser was used to modify the microtexture of aluminum alloy surfaces. Various microstructures were formed on the same surface, including the Laser-Induced Periodic Surface Structure (LIPSS), dual micro/nano hierarchical structures, and periodic arrays of a micropattern structure. Coating these microstructures with stearic acid was found to contribute to decreasing surface energy. The 92% fraction of the laser-machined to non-machined surface, when associated with different microgroove depths, created the capacity to form a superhydrophobic surface. Water droplets on a modified surface were transferred from hydrophilic at the Wenzel state to hydrophobic at the Cassie–Baxter state to a superhydrophobic state at microgroove depths ranging between 2.50 μm to 0.3 μm. The air pockets trapped in the microgrooves and nanocavities were found to subsidize the initiation of the composite interface underneath the water droplet.
1. Introduction
Natural life—such as lotus leaves, cicada wings, butterfly wings, and gecko feet—has distinct microstructures with unique wetting and optical properties [1,2]. Both academic and industrial researchers have studied the theoretical science behind the lotus effect for decades [3]. Studies on lotus leaves have revealed that, at the nanoscale, the lotus surface consists of micro- and nanoscale hierarchical structures with wax crystals [1]. Accordingly, the superhydrophobicity of the lotus surface is related to the surface morphology and topography, indicating that the key to varying the wetting state of a surface is to modify surface roughness [4]. The features of superhydrophobic surfaces can be used to improve the performance of new technology through corrosion prevention, [5] self-cleaning [4], anti-icing [6], enhancing heat transfer [7], and chemical sensing [8,9,10]. The reported techniques and methods used to mimic the microstructure found in nature on the metal surface include the following: a femtosecond laser [11], anodization [12], an electrospray [13], photolithography [14,15], physical/chemical deposition [16], chemical etching [17], electrochemical etching [18,19], and pico/nanosecond laser devices.
The emergence of different techniques to modify microstructures has advanced the development of alternative sources and methods in manufacturing techniques. However, each technique has advantages and disadvantages. There is variability in each technique’s ability to create large-volume surfaces, work on specific types of material, use toxic chemical compounds, and control the microstructure size [20]. Ultra-fast short-pulse laser techniques are the benchmark for improving microtextured processing [21,22,23]. A patterned solid surface with an ultrafast short-pulse laser device produces both laser-induced and laser-inscribed structures [24]. Since roughness is an essential factor in varying surface wettability, the details of laser-induced and laser-inscribed structures result in different roughness values in both micro/nanoscale structures. Additionally, morphological differences occur among these structures. These differences in the surface microtexture result in a direct effect on surface wettability [25], which is the focus of this study, as well as other properties, including optical [26], wear, and lubrication properties [23]. Moreover, machining with picosecond lasers can be obtained without contact—without a mask—and can be performed with a variety of patterns designed through programmed software (Trumpf Trutops PFO). Lastly, picosecond laser machining can produce a large fabrication volume in a short amount of time.
It has been reported that increasing surface roughness is necessary to increase the surface contact angle [7,9,10,27]. The Cassie–Baxter model—which states that increasing surface roughness creates a solid–liquid and gas–liquid interface between the water droplet and the substrate—shows that the heterogeneous interface decreases the contact between water and the substrate [28]. When the water droplet wets the grooves of the substrate, it represents the Wenzel model, where increasing the surface roughness of an intrinsically hydrophilic (or hydrophobic) surface increases the surface hydrophilicity (or hydrophobicity) [16]. This model considers the contact between the water droplet and the substrate as a homogeneous solid–liquid interface and is more sensitive to surface topography [27,29,30].
Researchers from around the world investigated these wetting properties on different microtexture designs. Particular attention has been paid to the influence of different geometrical designs, as well as the control of the microstructure to modify the substrate-wetting state and contact angle properties [3,7,31,32,33,34,35]. P. Bizi-Bandoki studied the influence of the number of pulses of a femtosecond laser on the microstructure modification of AISI 316 stainless steel and Ti-6Al-V alloys. In short, Bizi-Bandoki showed an increase in the contact angle on the Ti-6Al-V alloy, indicating that the surface was converted from a hydrophilic state to a hydrophobic state [9]. Y.C. Jung et al. [15,36] studied the effect of the geometrical design and water droplet size on the transition from the Cassie–Baxter state to the Wenzel state on a patterned surface. Jung et al. considered an optimum pattern design by creating pillars with different diameters, heights, and pitch distances on a silicon surface. The authors concluded that the transition from the Cassie–Baxter state to the Wenzel state occurred when the droop of the droplet reached the base between two pillars. Dae-Ho Kim [11] proposed a non-lithographic chemical oxidation and micro-post array method to fabricate regular dual-scale hierarchical surfaces such that the surface structures showed an improvement in their wetting properties from a hydrophobic to a superhydrophobic state. Notably, advances in this research area focus on the transition of surface wettability from hydrophilic/hydrophobic to superhydrophobic using different sizes of water droplets [15] or on the creation of various geometries with accurate measurements and design [11,37]. However, we should consider the limitations regarding the wetting state of rough surfaces where surfaces with identical roughness but different microtextures exhibit variations in their contact angle, sliding angle, and water adhesion to the surface.
The influence of the hierarchical structure, fine geometrical design, and the fabrication method of microtextures on the surface create a critical research topic in additive manufacturing and the field of surface science [2]. The wetting behavior of a variety of geometrical designs, such as circular and square top pillars [31,35], pyramidal aspirates [3], dual-scale micro/nanostructures [8,32,33], and anisotropic structures, has been thoroughly studied. For the most part, recent research reports the effectiveness of changing the design when making a complete transition from hydrophilic to superhydrophobic surfaces. However, tuning geometries to alter wettability from a hydrophilic to a hydrophobic then to a superhydrophobic state on a single surface remains a challenge.
The work presented here proposes a process for tuning the wetting state of high-strength aluminum alloy using one-step machining via a picosecond laser and organic coating. We report on using the quantitative analysis of the surface topography and the response of droplets in the form of changes in the contact angle to create a guideline for tuning the droplet contact angle to different degrees. A similar pattern design to investigate the alloy surfaces’ topography and morphology as they mainly contribute to the transition from a hydrophilic state at the smooth surface to a hydrophobic state at a patterned surface to a final superhydrophobic surface at the threshold depth of laser machining was conducted as part of this research.
2. Method and Materials
Aluminum 7075 alloy sheets with a 0.001 m thickness were purchased from McMaster and cut into 0.0254 m × 0.0254 m samples. The chemical composition of the samples was as follows: copper 1.6 (%wt.), magnesium 2.5 (%wt.), chromium 0.23 (%wt.), zinc 5.6 (%wt.), and the rest (%wt.) was aluminum. The samples were cleaned with ethanol and deionized water (DI water), and the surfaces were dried with compressed air before machining.
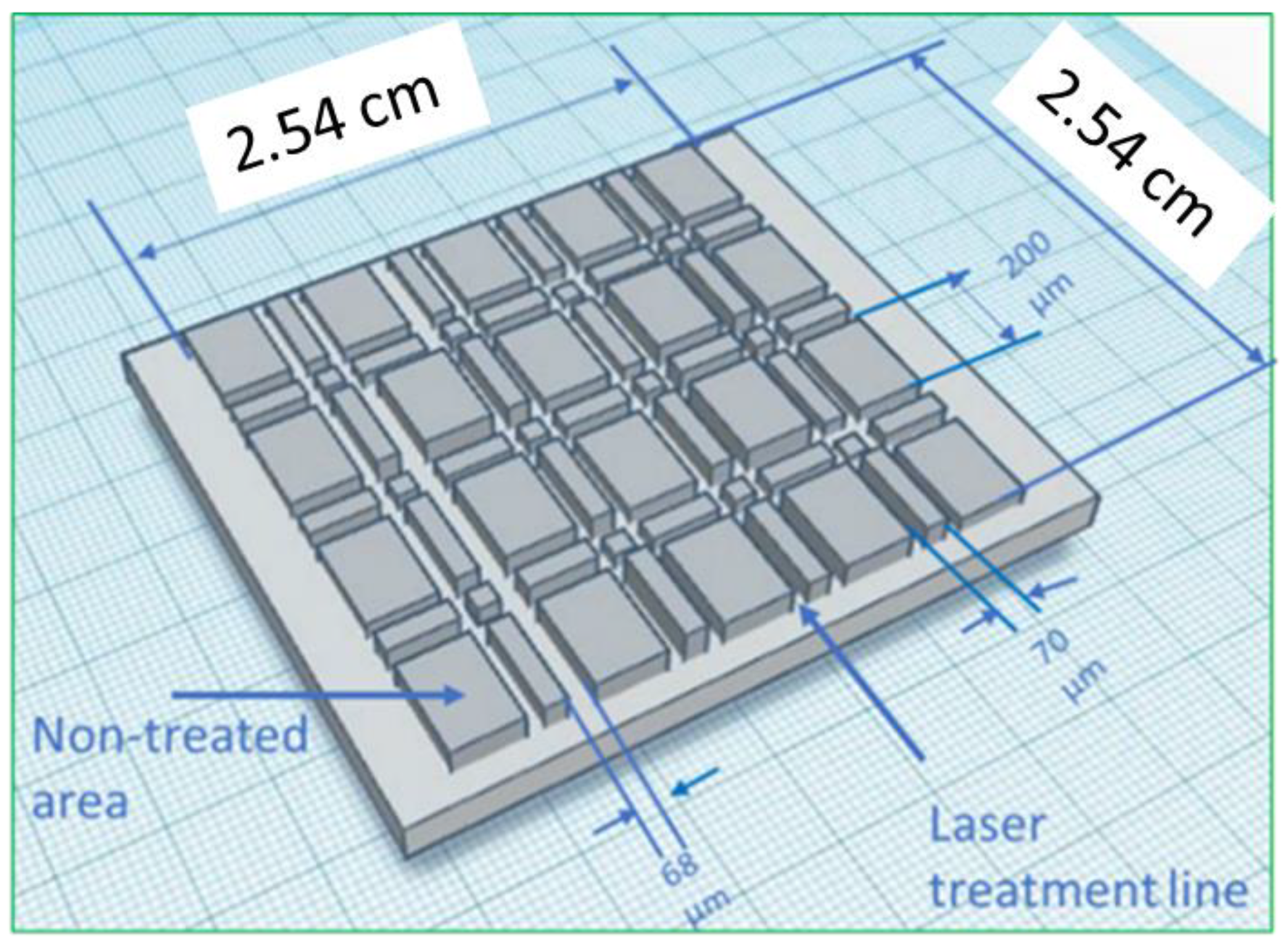
A high repetition picosecond laser (Fianium, Inc., Eugene, OR, USA) with a 1064 nm wavelength and a Galvanostat scanner, Lafayette, CO, USA) with a pulse width of 100 ps and a repetition rate of 50 kHz was used in this experiment. The average laser power during surface machining was maintained at 1.8 W, and the scanning speed was 1657 mm/s; the fluence of the laser pulse was approximated by 9.16 . The beam diameter was about 68 at the focus distance of 127 mm. The scanning pattern shown in Figure 1 was designed according to namouras trails to engrave an area that covered between 50% and 90% of the surface with the consideration of changes in scanning angles during machining.
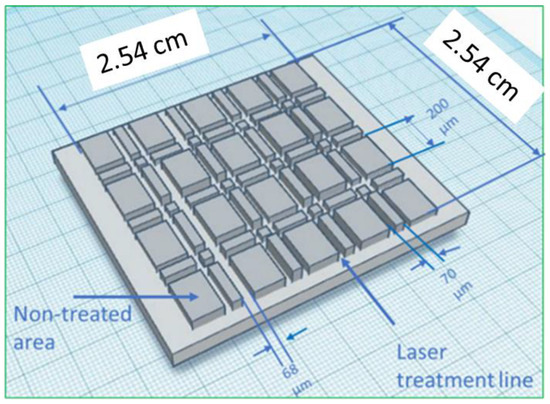
Figure 1.
Laser machining pattern.
2.1. Applying Stearic Acid to the Surface
The organic coating, an ethanolic stearic acid solution, was used to decrease the surface energy of the treated surfaces. The solution consisted of 1.13 × 10−3 kg of stearic acid in 100 mL ethanol, which was heated to and stirred at 50 °C and 380 rpm, respectively, until the stearic acid particles completely dissolved and the solution was a colorless liquid.
The metal samples were soaked in the ethanolic stearic acid solution for 8 h and then dried at a temperature between 75 and 90 °C for about one hour and left to cool overnight.
2.2. Surface Characterization
An optical microscope with a charged-couple device (a CCD camera) was used to capture images of the surface. A 40× magnification focus lens was used to estimate the surface topographic heights. The measurement of the machining depth was conducted through a movement controller connected to the focus lens. To optimize the distance between the non-machined tip and the depth of machining, a reference point at the non-machined surface was set while the movement controller was adjusted at the zero level. A point from the depth of the machining area was brought into focus by adjusting the camera height using the movement controller; the change in the position of the camera estimated the depth of the point at the bottom of the machining area. A total of 25 areas of each machined sample were pictured at room temperature. The heights of surface pillar peaks that appeared in each pictured area were recorded. The width and spacing distance of topography details appeared in the images, and the percentage of the laser-machined area to non-machined areas were quantified using ImageJ software V1.53. An aplastic pipette used to drip 5 μL of DI water was placed on each of the previously imaged areas on the laser-machined surface. A telescoping microscope was used to observe the shape of 25 drops at standard ambient temperature and pressure conditions. All collected surface topography pictures and measurements of the water droplet contact angle were calculated using ImageJ. SEM images were taken using an FEI Quanta 250 FE-SEM, Hillsboro, OR, USA) instrument to show the surface morphology of the laser-machined surface.
3. Results
Machined samples varied based on the number of scanning passes applied on the surface. Table 1 shows the sample number, the number of passes, and the machining depth for each sample.

Table 1.
Laser machining on the sample and the depth range.
Surface roughness was measured as the average roughness (Ra). The sample’s surface following mechanical polishing typically falls within the range of 0.02–0.1 μm. As the number of scanning passes increases, an escalation in the machining depth becomes evident. In the context of sample 1, the machining depth exhibited an approximate increase of 0.36 μm. By contrast, sample 2 displayed a more pronounced increase of 1.46 μm when measured between the top and bottom of the hierarchical structure. Notably, the response of the surface’s nanotexture to the laser scanning process became increasingly apparent in samples 3, 4, where a machining depth of 3.32 and 4.0 μm was recorded, respectively.
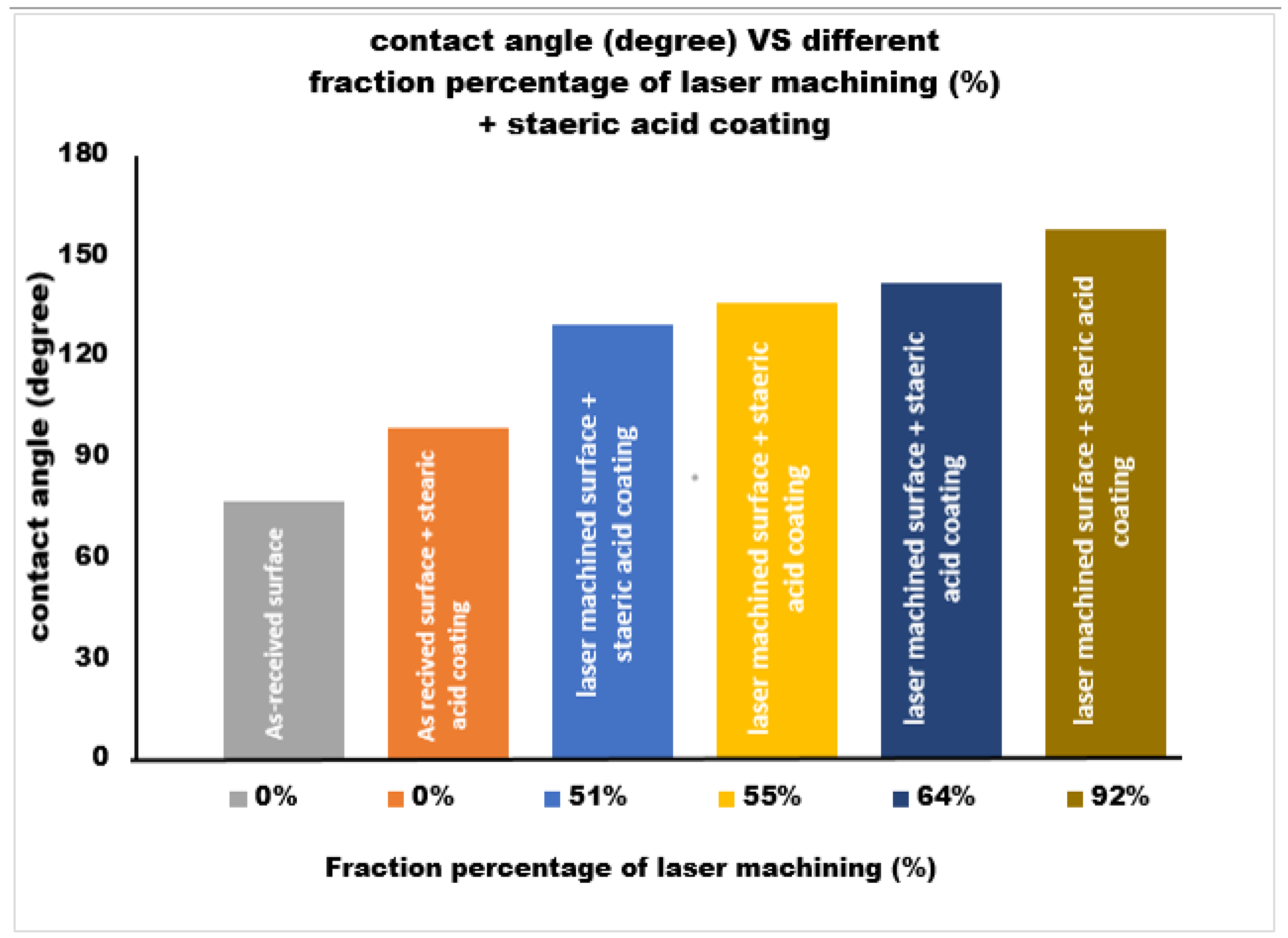
The aluminum alloy is hydrophilic. Coating aluminum alloy surfaces with organic base compounds converts the material to a hydrophobic state. Figure 2 shows the variation in wettability on the alloy surface with and without a coating. Different laser patterns were also engraved on the alloy’s surface. The contact angle on the as-received surface showed an average of 76°. Applying the ethanolic stearic acid coating to the as-received surface increased the contact angle to 98°.
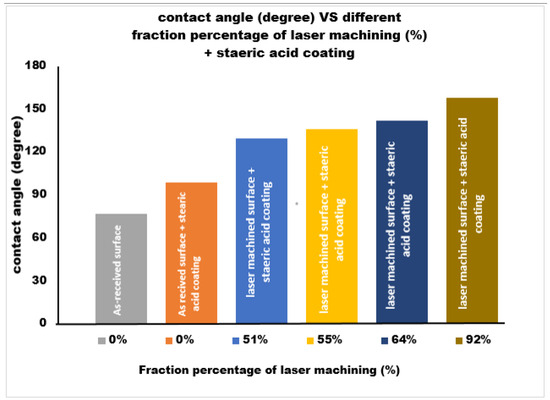
Figure 2.
Laser-machined fraction and corresponding water droplet contact angle.
The laser machining of the aluminum alloy surface using the picosecond laser beam followed by the ethanolic stearic acid coating showed an increase in the contact angle by at least 30° as compared to the non-machined, coated surface. The contact angle after engraving different pattern designs on the aluminum alloy showed a variation in wettability on the surface. The patterns were line and grid with 200 μm and 70 μm pitch distances engraved on the surface. The fraction of laser-machined areas on the surface varied based on the designed pattern and the angle of the laser incident beam. As the pitch spacing narrowed, the ratio of the laser-machined area to the non-machined areas increased. The influence of different laser machining ratios on the water droplet contact angle is presented in Figure 2. This increase in the fraction of the laser machining area corresponded with a gradual increase in the contact angle—approaching a maximum contact angle of 142° within 50%–65% of laser-machined areas. The non-wetting state reached the superhydrophobic state at 92% with a contact angle >155° measured at the surface.
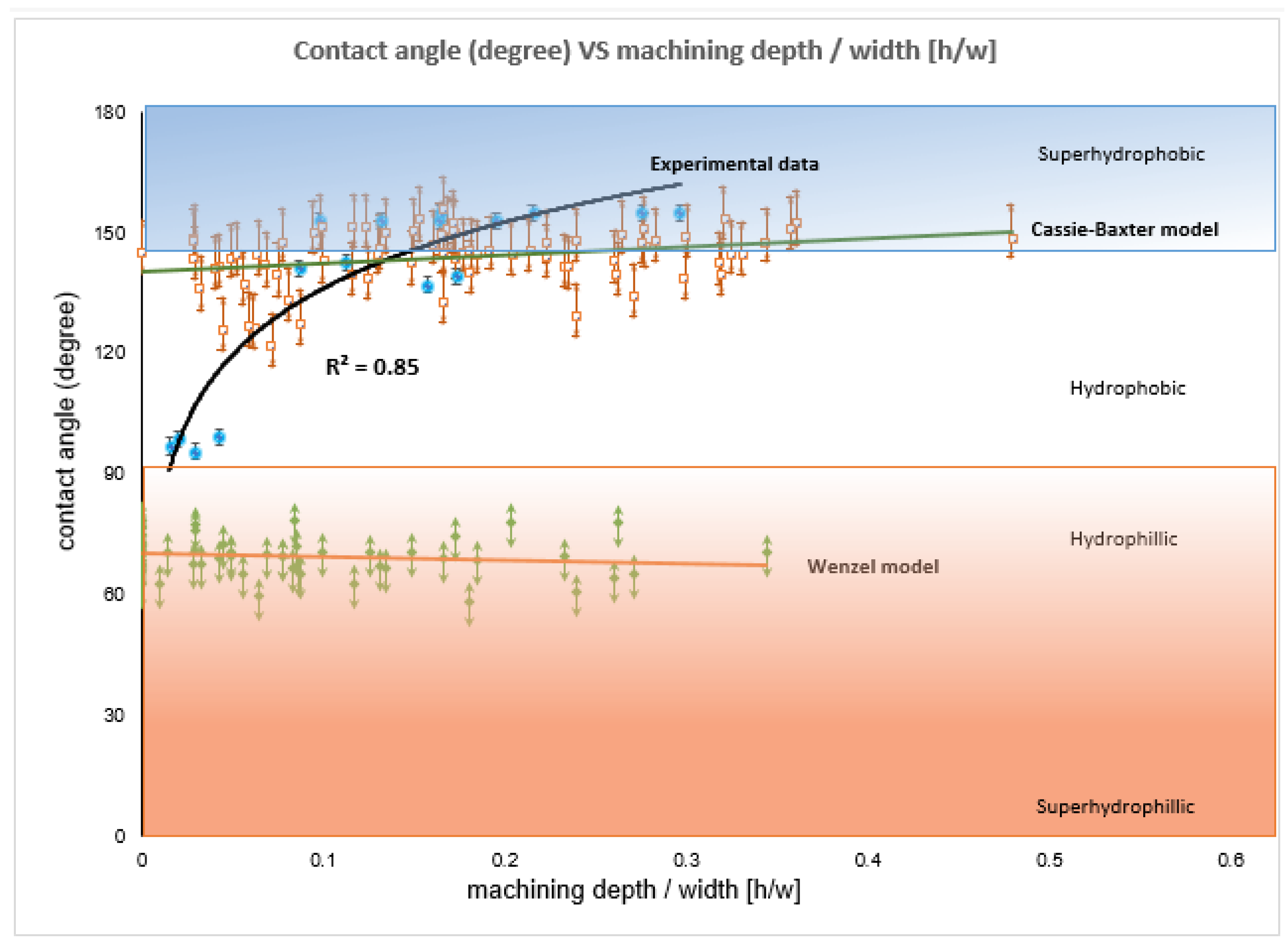
Varying the topography of non-machined areas—by creating machining depths and paths using the laser beam—influences the surface wettability. Figure 3 illustrates the relationship between the wettability degree of the surface to the ratio of the laser-machined depth to the non-machined width. The experimental data show a transition in the wettability of the metal surface from the simulated Wenzel model at the smooth surface to the Cassie–Baxter model at a geometrical surface. This transition in the wettability condition materialized at a ratio greater than 0.135 between the designed laser-machined depth to the width of non-machined areas. The 85% value of when representing the data, emphasizes the influence of increasing the ratio of a geometrical factor in the microtexture on the gradual increase in the contact angle on the textured surface. The simulated Wenzel model refers to the wettability condition of the laser-textured aluminum alloy surface with the consideration of a nontreated surface having an inherent hydrophilic nature. In Figure 3, the increase in surface hydrophilicity is a result of the increase in roughness of the intrinsic hydrophilic alloy surface. Hydrophilicity improves the surface stimulus by increasing the roughness ratio of the laser-textured surface. Correspondingly, the Cassie–Baxter model refers to improved surface hydrophobicity at lower surface energies as the surface roughness passes a threshold range. The simulated curve of the Cassie–Baxter model in Figure 3 shows an increase in the contact angle as the ratio of the designed laser-machined depth to the non-machined area increased on the coated surface. As a result, a water droplet preserves its surface energy by making a semi-spherical shape on the textured surface.
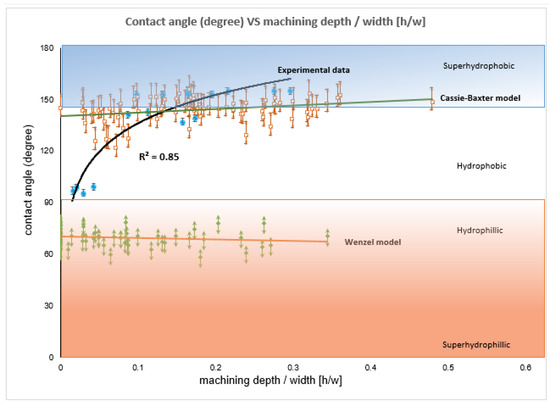
Figure 3.
Experimental data of wettability transition from Wenzel state at smooth surface to Cassie–Baxter state at microtextured surface.
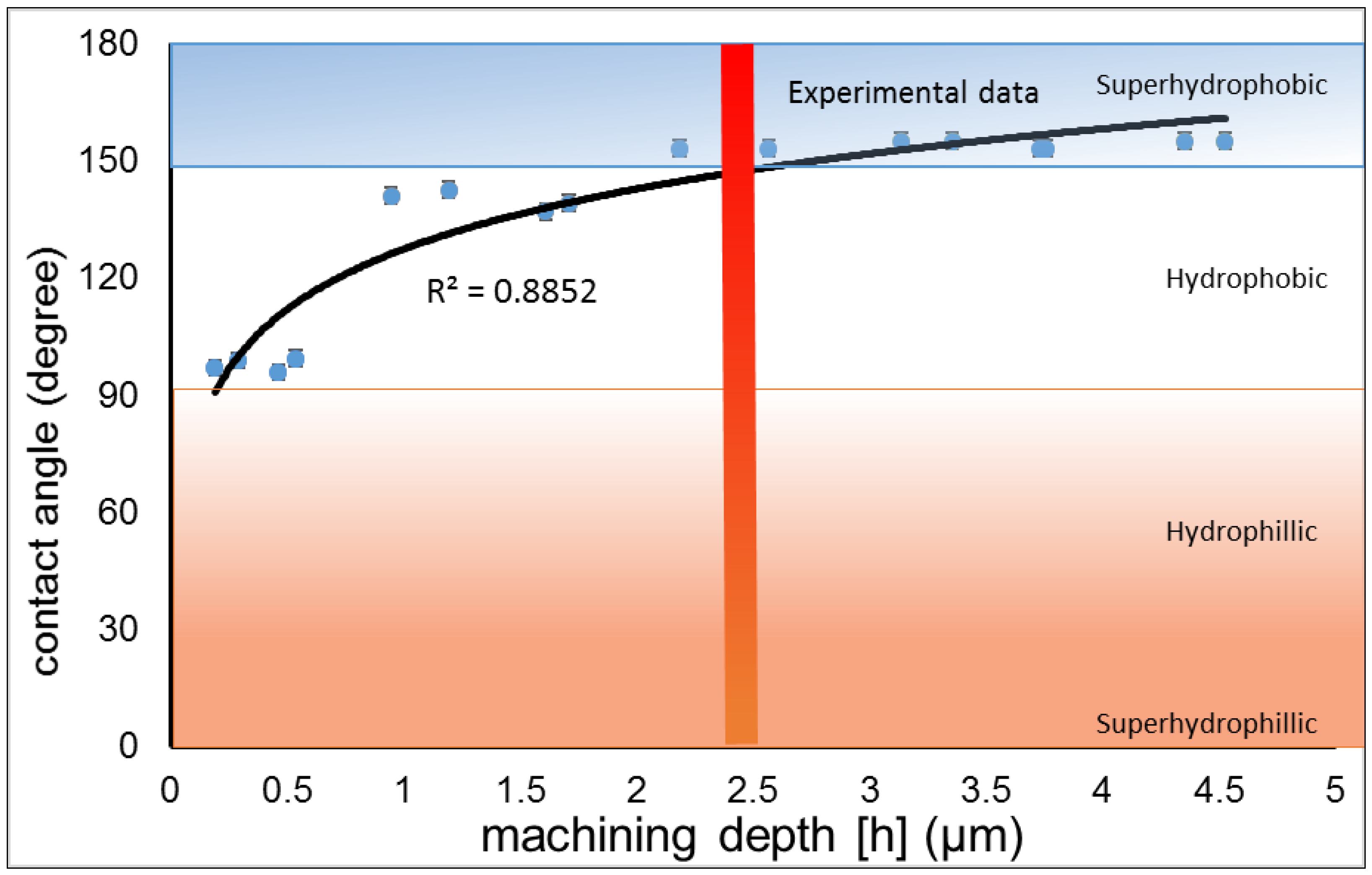
The laser-machined area showed a different surface topography and morphology than the non-machined surface, which is the primary interest when studying wettability on a surface. Figure 4 shows that the contact angle on the aluminum alloy surface increased as the laser machining depth increased. The approximate value of , which represents the proportion of different machining depth measurements to the corresponding droplet contact angle value, indicates the strong correlation between the machining depth and contact angle variations. At a low machining depth of less than 0.2 μm, the surface showed a hydrophilic state with a water contact angle <90°. The transition between the hydrophilic to the superhydrophobic state took place at a laser machining depth in the range between 0.3 μm and 2.50 μm. The steady state of the superhydrophobic surface was observed at laser machining depths greater than 2.75 μm with a contact angle greater than 155°. The steady state was observed at all laser-machined areas regardless of the width of different geometries.
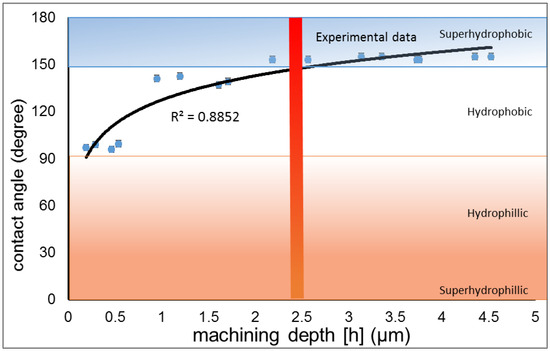
Figure 4.
The influence of laser machining depth to the contact angle on the surface.
4. Discussion
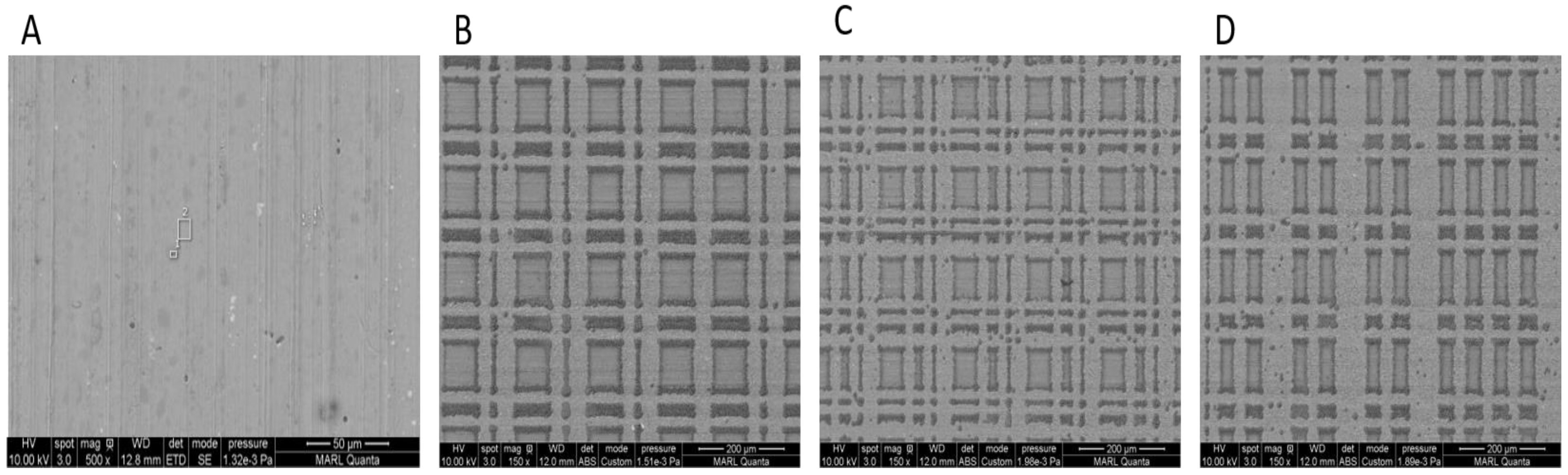
The contact angle formed between the water droplet and the laser-machined surface of the aluminum alloy varied based on (1) the fraction of the laser machining area to non-machining areas, (2) the coating on the surface, and (3) the depth of the laser-machined area. High repetition and an ultrashort pulse laser device were used to etch patterns on the aluminum alloy surface, as shown in Figure 5A. In this experiment, the laser beam moved on the sample surface rather than the sample holder stage moving under a fixed laser beam so the incident beam could engrave different geometries at varying angles. Consequently, the measurements of the designed pattern were modified based on the angle of machining, as shown in Figure 5B. The fraction of laser machining on the surface increased as the angle of the incident beam increased, as shown in Figure 5C,D. The influence of these different geometries on the wetting state of the surface emphasizes the need to consider the machining fraction, the ratio of the depth of laser-machined areas to the width of non-machined areas, and the pitch distance between laser machining design features rather than the size and shape of the pillars.
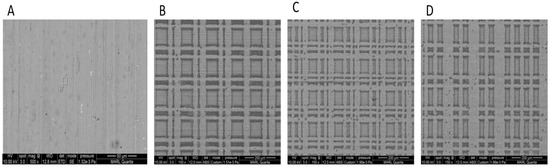
Figure 5.
An SEM micrograph showing different geometries after laser machining on the surface: (A) The sample surface before laser micromachining; (B) The optimum design at a low machining angle; (C) The change in pattern design at an increasing machining angle; (D) The pattern design for the far machining angle.
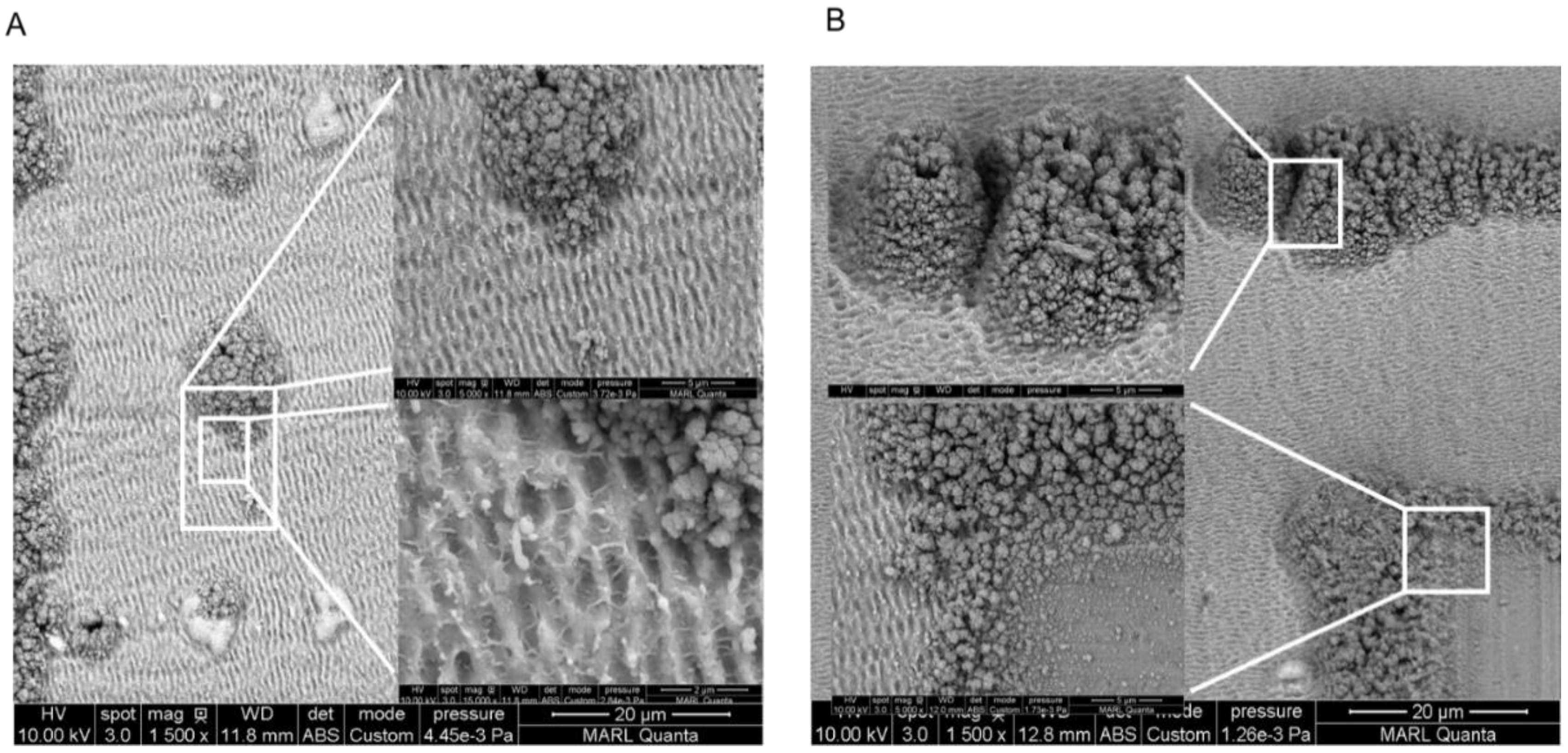
Laser machining the surface with patterns that contain periodic arrays form regular micro/nano hierarchical structures on the surface [20,32,33]. Figure 6 shows an SEM micrograph of the surface topography of a sample after laser machining. Generally, a two-tier surface is formed on the sample surface after laser machining. The SEM micrograph in Figure 6A shows the structure of the lower-tier surface that holds the LIPSS; this type of structure usually appears after pulsed laser machining [38]. The upper tier is shown in Figure 6B and consists of a combination of non-machined areas and surfaces covered with particles redeposited after ablation. The structures have different topographies and morphologies than the regular non-machined surface. As a result, they create room for trapping varying amounts of air [23] that, with the aid of low surface energy from the ethanolic stearic acid coating, significantly change the wettability on the surface.
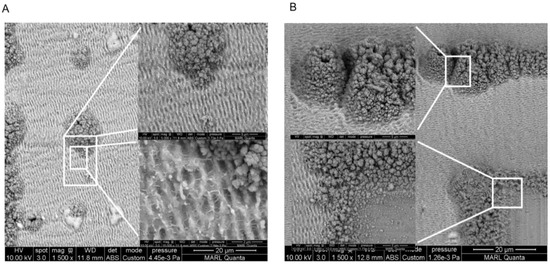
Figure 6.
SEM micrograph of laser-machined surface topography: (A) LIPSS structure at the depth of the laser-machined track bottom surface; (B) The micrograph of the non-machined surface top surface, re-deposited ablated materials and non-machined areas.
The fraction of gas to solid presented in the Cassie–Baxter model relates to an increase in the contact angle to the condition of the heterogeneous interface between the water droplet and the surface. The experimental data presented in Figure 3 are consistent with the Cassie–Baxter model, where the transition from the Wenzel state to the Cassie–Baxter state occurred with an increase in the ratio of the depth of the laser-machined areas to the width of the non-machined regions. Despite the differences in geometries engraved on the surface, a steep transition from the hydrophobic to the superhydrophobic state was observed on the surface when considering the ratio of the depth of laser machining to the width of the non-machined areas. The data presented in Figure 4 show evidence of a moderate increase in the contact angle that transitioned the surface from a hydrophilic to a superhydrophobic state due to the rise in the laser-machined depth only. That is an indication of the importance of accounting for variations in the microtexture depth on tuning wettability on the surface. Figure 7 illustrates the change in the water droplet shape as microtexture features appeared on the surface.

Figure 7.
Representation of water droplet transition from the Wenzel to Cassie–Baxter state at a microtextured surface.
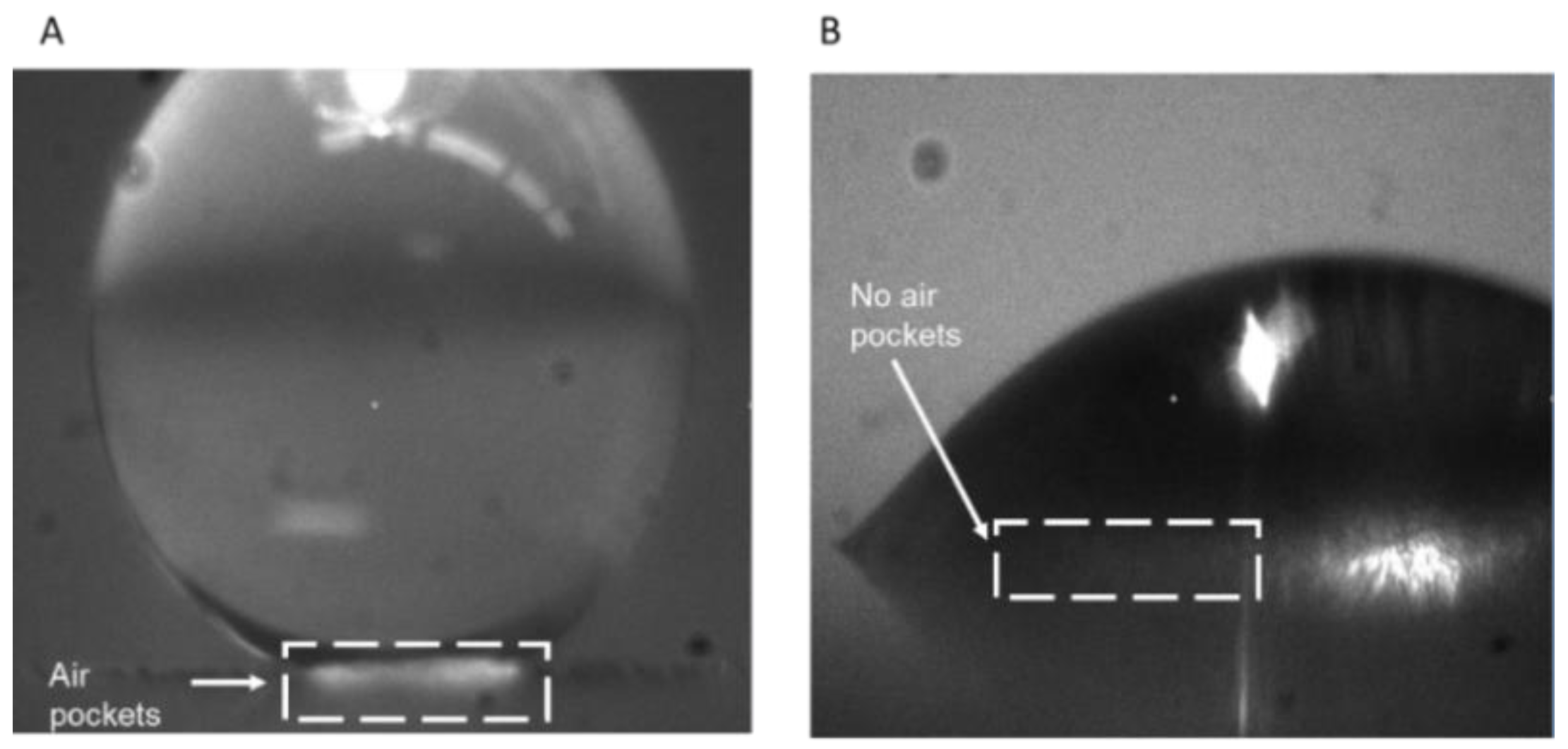
The design of two-tier surfaces using a picosecond laser device has the advantage of forming shallow channels and the possibility of controlling the machining depth to create different morphologies. It has been reported that the capillary length of water droplets is 2.7 mm [29]. Therefore, the 70 μm pitch distance between the design features is small in terms of obtaining a water capillary phenomenon. The increase in depth of the channels aids in trapping air, as well as preventing the droplet droop from contacting the bottom surface of the substrate [36,39]. The presence of a micro/nano hierarchical structure on the surface contains micro/nanoscale grooves and cavities at the depth of the machined substrate as well. The creation of the composite interface involves gas–liquid and solid–liquid, which was initiated at the microgrooves and nanocavities where a greater gas fraction compared to the solid fraction was present. The air trapped beneath the water droplet assisted in increasing the contact angle of the water droplet on the surface. As the depth of these channels increased, the air pocket acted as the carrier of water droplets in the channel, as shown in Figure 8.
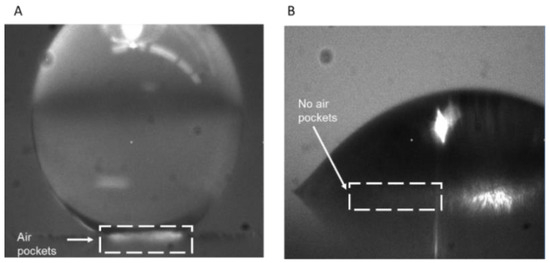
Figure 8.
(A) the presence of an air pocket underneath a water droplet. (B) water droplet in complete contact with the substrate.
The wettability nature of smooth aluminum alloy surfaces attracts water [40]. The homogenous solid–liquid interface between the water droplet and the non-machined aluminum alloy surface keeps the water droplet at its minimum energy [29]. The presence of a microtexture on the surface initiates a composite solid–liquid and gas–liquid interface underneath the water droplet, while the presence of the gas–liquid medium at the interface reduces the contact between the water droplet, and the aluminum alloy surface [39]. As a result, the attractive force from the substrate’s surface is minimized and the water droplet starts to take a spherical shape to keep its potential energy at a minimum range.
5. Conclusions
Aluminum alloy surfaces were treated using a high repetition, ultrashort pulse laser device, and an ethanolic stearic acid coating. The machining process created microstructures that varied in size and shape to tune wettability on the surface. Experimental data show the transition of the wetting state from the hydrophilic state at the Wenzel model through the hydrophobic Cassie–Baxter state before reaching a superhydrophobic state. Modifying the microstructure by increasing the fraction and the depth of the laser machining area played a major role in the transition process. The transition of the surface wetting state from the hydrophilic state surface at the as-received surface to the superhydrophobic state surface as the ratio of the width of the non-machining area to the depth of the machining area exceeded 0.135. The critical machining depth to switch the wettability state on the surface to the non-wetting state surface was between 0.3 μm and 2.50 μm. Factors such as the microgroove and nanocavities, as well as increasing the machining feature depth, were found to increase the amount of trapped air and consequently produce high contact angles on the surface.
Author Contributions
F.Q.: Conceptualization, Investigation, Validation, Writing original draft, Reviewing and Editing. P.S.: Supervision, Conceptualization, Resources, Visualization. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
This study did not require ethical approval.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data is contained within the article.
Acknowledgments
The authors are thankful to the Deanship of Scientific Research at Najran University for funding this work under the General Research Funding program grant code (NU/DRP/SERC/12/5). And the support from Iowa State University.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Darmanin, T.; Guittard, F. Superhydrophobic and superoleophobic properties in nature. Mater. Today 2015, 18, 273–285. [Google Scholar] [CrossRef]
- Menon, D.M.N.; Giardino, M.; Janner, D.M. Tunable pulsewidth nanosecond laser texturing: From environment friendly superhydrophobic to superamphiphobic surfaces. Appl. Surf. Sci. 2023, 610, 155356. [Google Scholar] [CrossRef]
- Ma, F.M.; Li, W.; Liu, A.H.; Yu, Z.L.; Ruan, M.; Feng, W.; Chen, H.X.; Chen, Y. Geometrical effect, optimal design and controlled fabrication of bio-inspired micro/nanotextures for superhy-drophobic surfaces. Mater. Res. Express 2017, 4, 092001. [Google Scholar] [CrossRef]
- Qiu, R.; Li, Z.; Wu, Z. Enhanced anti-icing and anti-corrosion properties of wear-resistant superhydrophobic surfaces based on Al alloys. Mater. Res. Express 2019, 6, 045059. [Google Scholar] [CrossRef]
- Li, J.; Fan, F.; Zhao, Y.; Zhou, Y.; Li, H.; Yu, H. Influence of laser surface texturing on a low-adhesion and superhydrophobic aluminium alloy surface. Micro Nano Lett. 2018, 13, 389–392. [Google Scholar] [CrossRef]
- Cho, H.J.; Preston, D.J.; Zhu, Y.; Wang, E.N. Nanoengineered materials for liquid–vapour phase-change heat transfer. Nat. Rev. Mater. 2017, 2, 16092. [Google Scholar] [CrossRef]
- Ta, D.V.; Dunn, A.; Wasley, T.J.; Kay, R.W.; Stringer, J.; Smith, P.J.; Connaughton, C.; Shephard, J.D. Nanosecond laser textured superhydrophobic metallic surfaces and their chemical sensing applications. Appl. Surf. Sci. 2015, 357, 248–254. [Google Scholar] [CrossRef]
- Vorobyev, A.Y.; Guo, C. Multifunctional surfaces produced by femtosecond laser pulses. J. Appl. Phys. 2015, 117, 033103. [Google Scholar] [CrossRef]
- Bizi-Bandoki, P.; Benayoun, S.; Valette, S.; Beaugiraud, B.; Audouard, E. Modifications of roughness and wettability properties of metals induced by femtosecond laser treatment. Appl. Surf. Sci. 2011, 257, 5213–5218. [Google Scholar] [CrossRef]
- Song, Y.; Wang, C.; Dong, X.; Yin, K.; Zhang, F.; Xie, Z.; Chu, D.; Duan, J. Controllable superhydrophobic aluminum surfaces with tunable adhesion fabricated by femtosecond laser. Opt. Laser Technol. 2018, 102, 25–31. [Google Scholar] [CrossRef]
- Kim, D.-H.; Kim, Y.; Hwang, S.-H.; Bang, Y.-S.; Cho, C.-R.; Kim, Y.-K.; Kim, J.-M. Experimental and theoretical evaluation of wettability on micro/nano hierarchically engineered surfaces based on robust micro-post-arrayed- and highly ordered nano-rippled-structures. Appl. Surf. Sci. 2011, 257, 8985–8992. [Google Scholar] [CrossRef]
- Hou, Y.; Shang, Y.; Yu, M.; Feng, C.; Yu, H.; Yao, S. Tunable Water Harvesting Surfaces Consisting of Biphilic Nanoscale Topography. ACS Nano 2018, 12, 11022–11030. [Google Scholar] [CrossRef]
- Van Dyke, A.S.; Collard, D.; Derby, M.M.; Betz, A.R. Droplet coalescence and freezing on hydrophilic, hydrophobic, and biphilic surfaces. Appl. Phys. Lett. 2015, 107, 141602. [Google Scholar] [CrossRef]
- Chen, C.H.; Cai, Q.; Tsai, C.; Chen, C.L.; Xiong, G.; Yu, Y.; Ren, Z. Dropwise condensation on superhydrophobic surfaces with two-tier roughness. Appl. Phys. Lett. 2007, 90, 173108. [Google Scholar] [CrossRef]
- Jung, Y.C.; Bhushan, B. Wetting behaviour during evaporation and condensation of water microdroplets on superhydrophobic patterned surfaces. J. Microsc. 2008, 229, 127–140. [Google Scholar] [CrossRef]
- Varshney, P.; Mohapatra, S.S.; Kumar, A. Superhydrophobic coatings for aluminium surfaces synthesized by chemical etching process. Int. J. Smart Nano Mater. 2016, 7, 248–264. [Google Scholar] [CrossRef]
- Peng, S.; Tian, D.; Yang, X.; Deng, W. Highly Efficient and Large-Scale Fabrication of Superhydrophobic Alumina Surface with Strong Stability Based on Self-Congregated Alumina Nanowires. ACS Appl. Mater. Interfaces 2014, 6, 4831–4841. [Google Scholar] [CrossRef]
- Zheng, B.; Jiang, G.; Wang, W.; Mei, X. Fabrication of superhydrophilic or superhydrophobic self-cleaning metal surfaces using picosecond laser pulses and chemical fluorination. Radiat. Eff. Defects Solids 2016, 171, 461–473. [Google Scholar] [CrossRef]
- Rico, V.J.; López-Santos, C.; Villagrá, M.; Espinós, J.P.; de la Fuente, G.F.; Angurel, L.A.; Borrás, A.; González-Elipe, A.R. Hydrophobicity, freezing delay and morphology of laser treated aluminum surfaces. Langmuir 2019, 35, 6483–6491. [Google Scholar] [CrossRef]
- Fan, P.; Pan, R.; Zhong, M. Ultrafast Laser Enabling Hierarchical Structures for Versatile Superhydrophobicity with En-hanced Cassie–Baxter Stability and Durability. Langmuir 2019, 35, 16693–16711. [Google Scholar] [CrossRef]
- Cheng, J.; Perrie, W.; Edwardson, S.; Fearon, E.; Dearden, G.; Watkins, K. Effects of laser operating parameters on metals micromachining with ultrafast lasers. Appl. Surf. Sci. 2009, 256, 1514–1520. [Google Scholar] [CrossRef]
- Jandeleit, J.; Horn, A.; Weichenhain, R.; Kreutz, E.; Poprawe, R. Fundamental investigations of micromachining by nano- and picosecond laser radiation. Appl. Surf. Sci. 1998, 127–129, 885–891. [Google Scholar] [CrossRef]
- Bonse, J.; Hohm, S.; Kirner, S.V.; Rosenfeld, A.; Kruger, J. Laser-Induced Periodic Surface Structures— A Scientific Evergreen. IEEE J. Sel. Top. Quantum Electron. 2017, 23, 9000615. [Google Scholar] [CrossRef]
- Ahmmed, K.M.T.; Grambow, C.; Kietzig, A.-M. Fabrication of Micro/Nano Structures on Metals by Femtosecond Laser Micromachining. Micromachines 2014, 5, 1219–1253. [Google Scholar] [CrossRef]
- Guo, M.; Zhang, G.; Xin, G.; Huang, H.; Huang, Y.; Rong, Y.; Wu, C. Laser direct writing of rose petal biomimetic micro-bulge structure to realize superhydrophobicity and large slip length. Colloids Surf. A Physicochem. Eng. Asp. 2023, 664, 130972. [Google Scholar] [CrossRef]
- Peng, Y.; Chen, H.; Zhu, C.; Zhang, D.; Zhou, Y.; Xiang, H.; Cai, B.; Zhu, Y. The effect of laser wavelength on the formation of surface-microstructured silicon. Mater. Lett. 2012, 83, 127–129. [Google Scholar] [CrossRef]
- Whyman, G.; Bormashenko, E.; Stein, T. The rigorous derivation of Young, Cassie–Baxter and Wenzel equations and the analysis of the contact angle hysteresis phenomenon. Chem. Phys. Lett. 2008, 450, 355–359. [Google Scholar] [CrossRef]
- Liu, S.; Wang, Y.; Zhang, K.; Yu, D.; Wang, C. Water Adhesion Regulation of Superhydrophobic Titanium Alloy Surface by Laser Grid Texturing with Silicone Oil Heat Treatment. SSRN 2023. SSRN:4514917. [Google Scholar]
- Patankar, N.A. Transition between Superhydrophobic States on Rough Surfaces. Langmuir 2004, 20, 7097–7102. [Google Scholar] [CrossRef]
- Verplanck, N.; Coffinier, Y.; Thomy, V.; Boukherroub, R. Wettability Switching Techniques on Superhydrophobic Surfaces. Nanoscale Res. Lett. 2007, 2, 577. [Google Scholar] [CrossRef]
- Bhushan, B.; Nosonovsky, M.; Jung, Y.C. Towards optimization of patterned superhydrophobic surfaces. J. R. Soc. Interface 2007, 4, 643–648. [Google Scholar] [CrossRef]
- Wang, X.; Wang, B.; Xie, H.; Zheng, H.Y.; Lam, Y.C. Picosecond laser micro/nano surface texturing of nickel for superhydrophobicity. J. Phys. D Appl. Phys. 2018, 51, 115305. [Google Scholar] [CrossRef]
- Moradi, S.; Kamal, S.; Englezos, P.; Hatzikiriakos, S.G. Femtosecond laser irradiation of metallic surfaces: Effects of laser parameters on superhydrophobicity. Nanotechnology 2013, 24, 415302. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Shi, F.; Niu, J.; Jiang, Y.; Wang, Z. Superhydrophobic surfaces: From structural control to functional application. J. Mater. Chem. 2008, 18, 621–633. [Google Scholar] [CrossRef]
- Nguyen, T.-B.; Park, S.; Lim, H. Effects of morphology parameters on anti-icing performance in superhydrophobic surfaces. Appl. Surf. Sci. 2018, 435, 585–591. [Google Scholar] [CrossRef]
- Jung, Y.C.; Bhushan, B. Wetting transition of water droplets on superhydrophobic patterned surfaces. Scr. Mater. 2007, 57, 1057–1060. [Google Scholar] [CrossRef]
- Öner, D.; McCarthy, T.J. Ultrahydrophobic surfaces. Effects of topography length scales on wettability. Langmuir 2000, 16, 7777–7782. [Google Scholar] [CrossRef]
- Buividas, R.; Mikutis, M.; Juodkazis, S. Surface and bulk structuring of materials by ripples with long and short laser pulses: Recent advances. Prog. Quantum Electron. 2014, 38, 119–156. [Google Scholar] [CrossRef]
- Extrand, C.W. Criteria for Ultralyophobic Surfaces. Langmuir 2004, 20, 5013–5018. [Google Scholar] [CrossRef]
- Schrader, M.E. Wettability of clean metal surfaces. J. Colloid Interface Sci. 1984, 100, 372–380. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).