
Remarkable Potential of Cold Spray in Overlay Restoration for Power Plants: Key Challenges, Recent Developments, and Future Prospects

 , ,
, ,  , ,
, ,  ,
,
Abstract
:1. Introduction
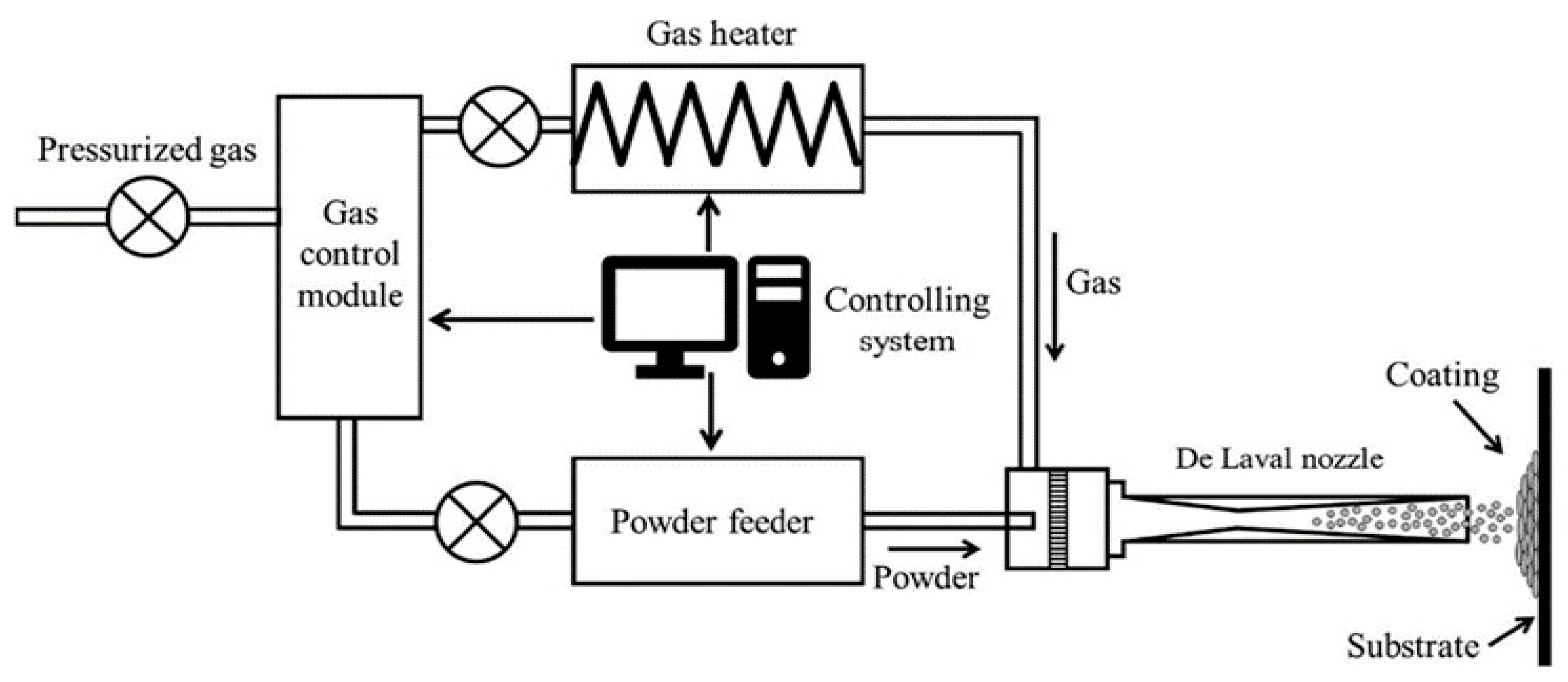
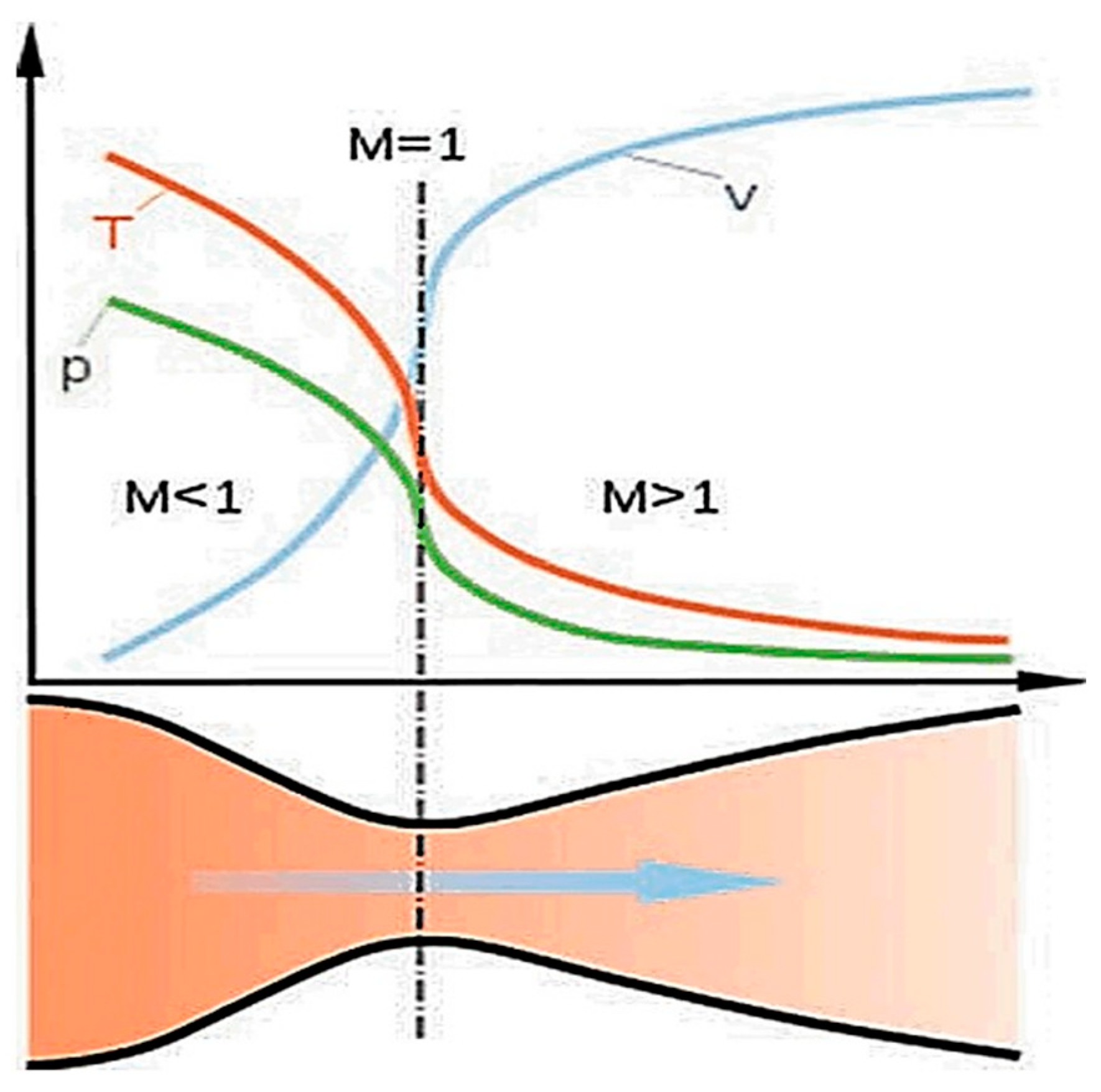
2. Cold Spray Technology
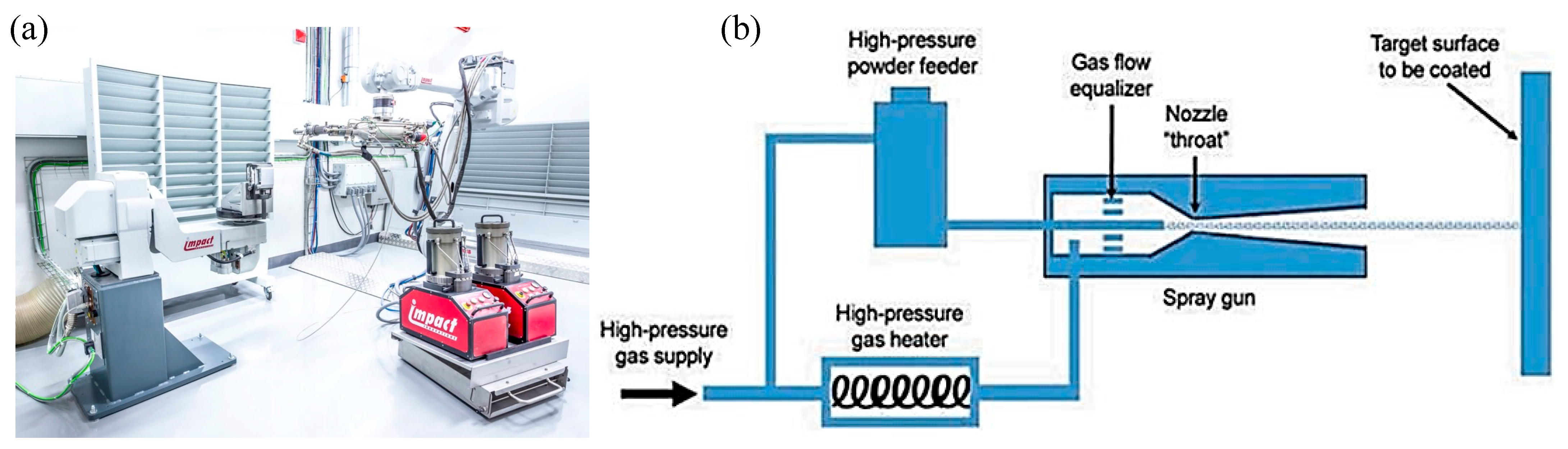
2.1. High-Pressure Cold Spray (HPCS)
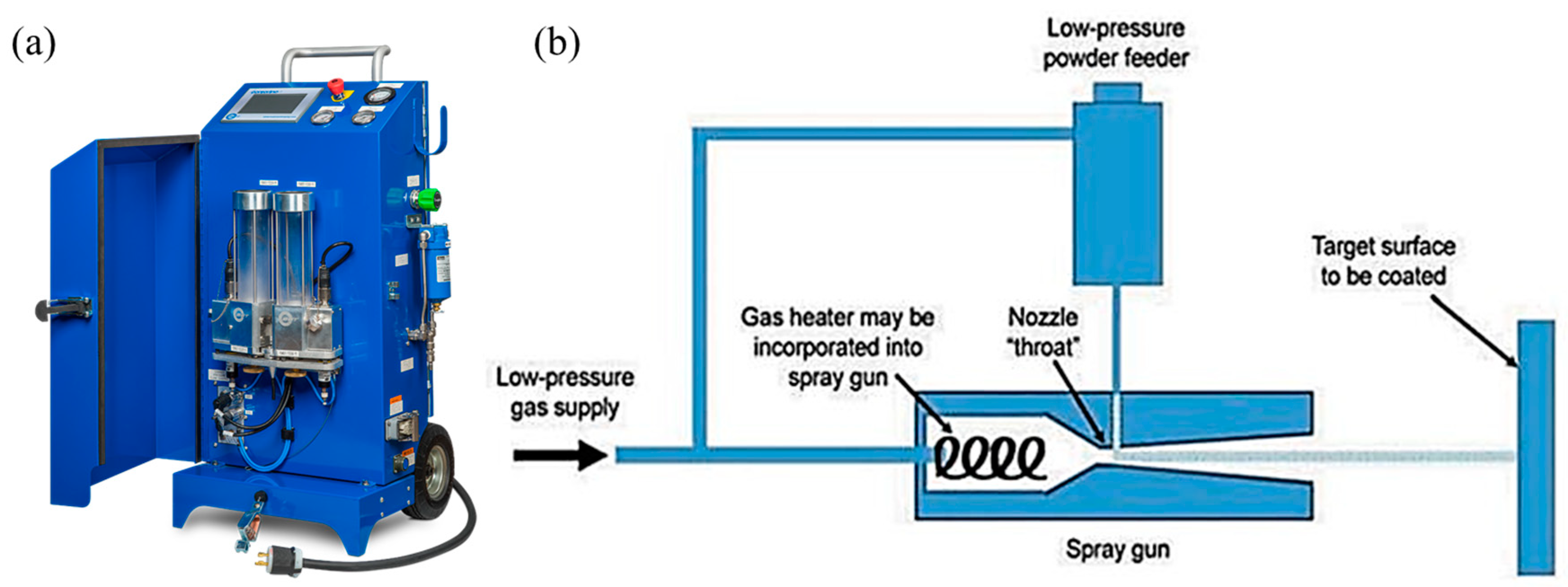
2.2. Low-Pressure Cold Spray (LPCS)
3. Challenges of Cold Spray and Mitigation Strategies
3.1. Heat Treatment
3.2. Substrate Surface Roughness
3.3. Surface Peening
4. Recent Development of Cold Spray for Coating Application

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Powder and Substrate | Type of Cold Spray | Gas Supply | Temperature and Pressure | Surface Roughness | Main Findings | Limitations | Year | Ref. |
|---|---|---|---|---|---|---|---|---|---|
| Aluminium- and copper-based coatings | |||||||||
| 1 | Aluminium, Al2O3 powder 20 steel substrate | LPCS | Air | 400–500 °C 6 bar | - | The temperature has a significant influence on the morphology of the particles. | - | 2021 | [92] |
| 2 | Al6061 powder Al5005 substrate | HPCS (CSAM) | Helium | 500 °C 30 bar | 0.55 ± 0.05 μm | In the CSAM process, utilising inert gas as a carrier gas for metal powders may result in improved mechanical performance. Heating the sample increased its corrosion resistance in the deposition state. | Sintering is needed to improve the strength and ductility. | 2021 | [106] |
| 3 | 7075 Al powder 7075-T6 substrate | HPCS | Helium | 400 °C 28 bar | - | The improvement in strength and ductility with low-temperature HTs was brought on by the precipitation of strengthening phases and their influence on hardening. | - | 2017 | [99] |
| 4 | C355 Al alloy powder Aluminium alloy 6082-T6 substrate | HPCS | N2 | 350–500 °C 40, 50, and 60 bar | - | Failure of cold spraying at 500 °C and 60 bar pressure resulted in a coating with porosity with a level of ~1% and a micro-hardness of 130 ± 5 HV0.05. Heat treatment of Al C355 coatings reduced porosity. Heat treatment at 225 °C enhances the ultimate tensile strength and ductility. | The drawbacks of porosity and weak interfacial adhesion restrict the use of CS technology for the structural restoration of Al alloy components. | 2018 | [103] |
| 5 | Copper, Cu powder; Aluminium, Al Substrate | LPCS | Air | 600 °C 5–8 bar | 0.24 ± 0.03 μm | Pressure at 7 Bar has the highest efficiency. The deposition efficiency dropped (6–11%) when the pressure was increased to 8 bar. | Porosity and deposition efficiency can be affected by powder feed rate. | 2022 | [89] |
| 6 | Copper, Cu powder; Carbon Fibre + Peek resin composite substrate. | LPCS | N2 | 330 °C 8 bar | - | A PEEK film thickness of approximately 50 μm is good enough to elaborate with coating. | Alternating powders (fine, medium, and large) are needed to reach a thick coating. | 2019 | [90] |
| 7 | Copper powder SS316L steel substrate | HPCS | N2 | 600 °C 50 bar | Mirror finished (0.06 ± 0.01) Semi-polished (0.50 ± 0.14) | It was discovered that substrate surfaces with a mirror finish (fine polish) performed better compared to the hot-rolled and semi-polished substrate surfaces as obtained to achieve improved coating qualities when cold-spraying. | The breakdown of the coating was mostly caused by a crack that began at multiple-splat boundaries or junctions and then spread along those boundaries. | 2020 | [63] |
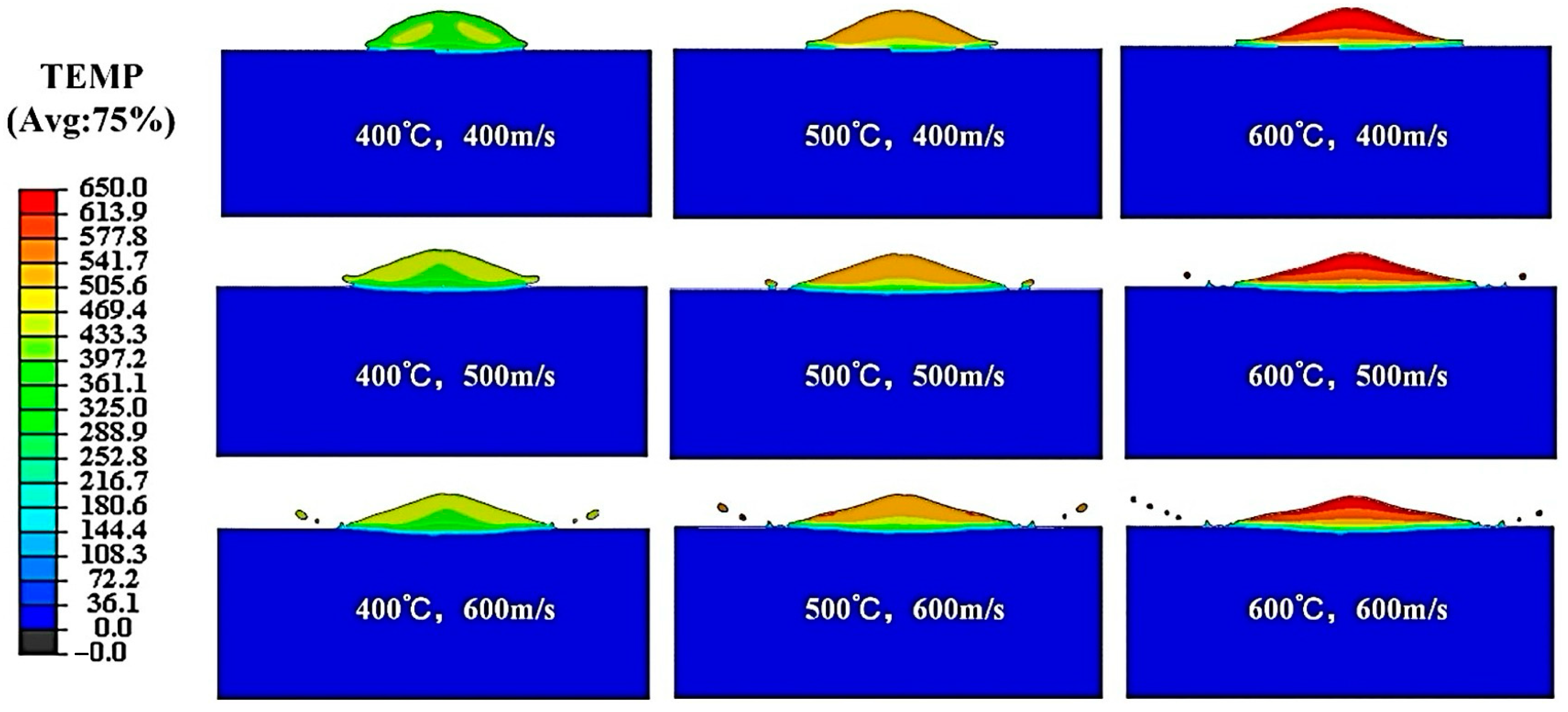
| 8 | Cu and Al6061 powder Al5052 substrate | LPCS | Air | 400 °C 8–11 bar | - | For CSAM operations with higher particle velocity and temperature, the deposition layer is thinner with a long and sharp jetting structure due to significant particle plastic deformation. | There are challenges such as rendering high surface roughness, poor dimensional accuracy, and higher porosity level. | 2022 | [95] |
| Composite coatings | |||||||||
| 9 | Ni-Zn-Al2O3 powder TZM (Mo-based alloy) substrate | LPCS | Air | 300 °C 8 bar | 0.2 μm | Ni-Zn-Al2O3 cold-sprayed coating layers can be employed as a protective coating on TZM alloy for high-temperature oxidation resistance. | The temperature used must be relatively low to prevent the TZM substrate from oxidizing. | 2020 | [96] |
| 10 | Sn-Sb-Cu powder C45 steel substrate | LPCS | N2 and air | 400 °C 5 bar | 224 ± 12 μm | The low shear strength phase in the alumina-reinforced Sn-Sb-Cu-based composite coating is torn out and transferred to the wear flat on the counter body. | - | 2020 | [97] |
| 11 | Nickel–alumina powder S235JR mild steel substrate | LPCS | N2 | 600 °C 9 bar | - | Coating with powder type 1 (Al2O3 + 70 wt% Ni) has lower hardness compared to coating with powder type 2 (Al2O3 + 80 wt% Ni). | - | 2021 | [98] |
| 12 | CuSn5–Al2O3 Powder Aluminium alloy substrate | LPCS | Air | 500 °C 8 bar | - | The hardness of the coating increased from 154.7 to 194.2 HBW with the increase in Al2O3 content. The coating bonding strength rises from 11.2 to 32.5 MPa. The wear rate of coatings decreases with the increase in Al2O3 content. | The deposition efficiency of the coatings dropped from 22.3% to 18.6%. | 2020 | [91] |
| Steel, Titanium, Nickel, Cobalt, Chromium-based coatings | |||||||||
| 13 | AISI316L powder Stainless steel 14001 substrate | LPCS | N2 Helium | 400–500 °C 8–15 bar | - | The stainless steel material is successfully deposited onto stainless steel substrates with nitrogen at 12.5 and 450 °C. | There is a need for further illustrations of how to deposit AISI316L samples with more complex geometries. | 2020 | [94] |
| 14 | 316 L stainless steel powder and substrate | HPCS | N2 | 850–1100 °C 40–50 bar | 0.1 ± 0.05 µm | Industrial pharmaceutical equipment can be repaired and maintained using cold spray 316L SS coatings. | Helium has limited availability and is expensive. | 2022 | [100] |
| 15 | Ti6Al4V powders (gas atomised, plasma atomised powder, hydride de-hydride powder) Ti6Al4V substrates | HPCS | Helium | 400, 425 and 500 °C 4.14 bar | - | For each type of powder, increasing the nozzle length led to a rise in particle velocities and low-porous coatings. | The microstructure of the powder influences the deposition quality. | 2018 | [101] |
| 16 | Ti6Al4V powder Ti6Al4V substrate | HPCS | N2 | 1100 °C 50 bar | - | A high thermal gradient caused by using a higher deposition temperature (1100 °C) causes residual strains to increase. The highest tensile stress was found to be 349 MPa. | There are limited neutron data points to perform a good comparison with the contour result. | 2019 | [104] |
| 17 | IN718 powder IN718 substrate | HPCS | N2 | 800 °C 40 bar | ± 1.7 µm | While APS relies on the molten powders solidifying into a dense coating, CS primarily relies on the kinetic energy of the impacting softened powders to undergo plastic deformation and cling to the substrate surface coating. | - | 2021 | [105] |
| 18 | CoCrMo and Ti6Al4V powder 6061-T651 aluminium alloy substrate | HPCS | N2 | 1000 °C 45 bar | 15.8 ± 0.1 μm (Ti6Al4V) 23.2 ± 0.2 μm (CoCrMo) | The CoCrMo and Ti6Al4V coatings had low porosity levels and were firmly adhered to the substrates. Due to the high impact energies of the CoCrMo particles, CoCrMo has a greater average shear bonding strength. The CoCrMo coated samples had superior wear resistance than the Ti6Al4V coated samples and bare Al alloy substrates. | - | 2017 | [102] |
| 19 | TiO2 ABS substrate | LPCS | N2 | 300 °C | - | The type of feedstock powder utilised also affects the quality of the coatings produced. | The higher temperature of the gas supply caused extra heating of the thermally sensitive ABS. | 2021 | [93] |
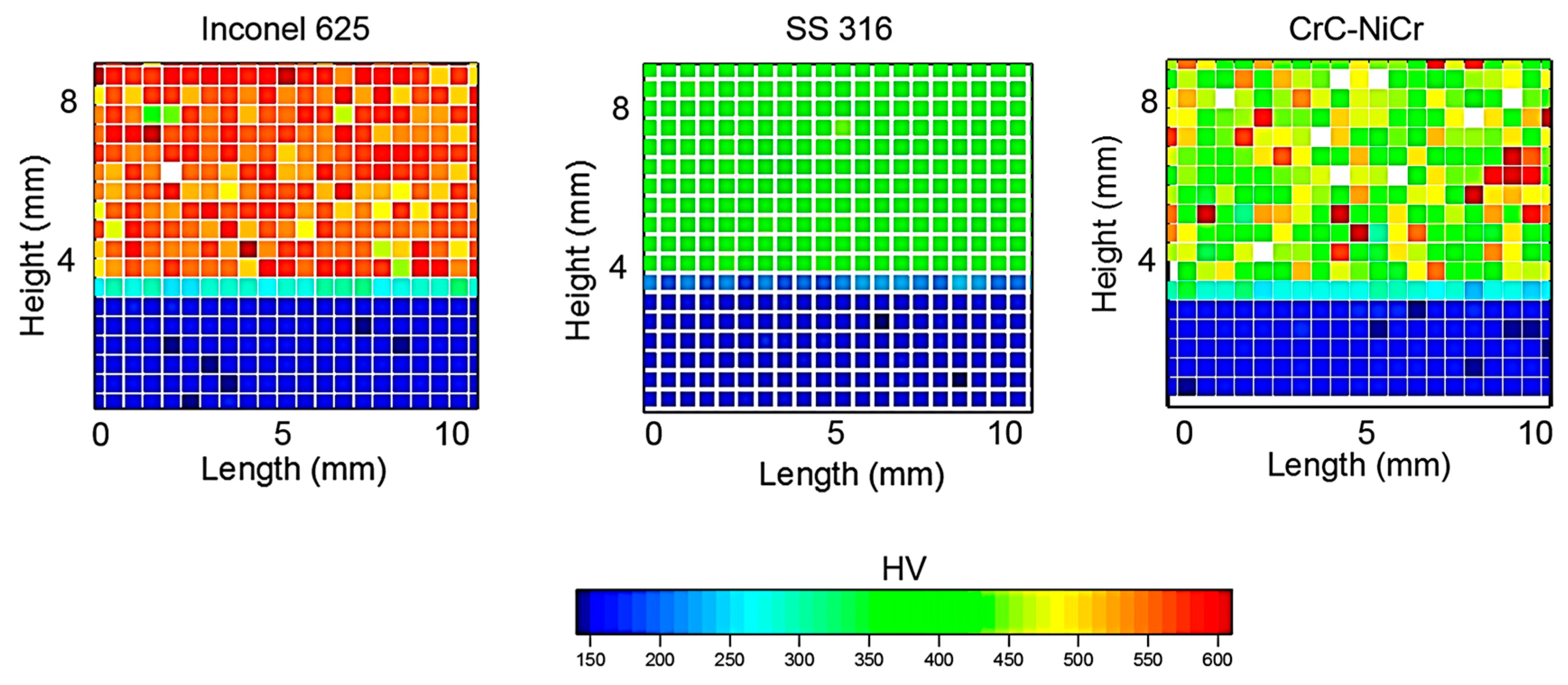
| 20 | SS316, IN625, and CrC-NiCr powder SS 316 substrate | HPCS | Helium (SS316 and IN625) N2 (CrC-NiCr) | 800 °C 30 bar (SS316 and IN625) 40 bar (CrC-NiCr) | - | The porosity of IN625 is higher than SS316, but IN625 has better erosion resistance. CrC-NiCr has higher hardness than SS316, but SS316 has better erosion resistance. | - | 2020 | [102] |
5. Cold Spray Implementation in Repair Application
6. Potential Cold Spray Implementation in Power Plants for Overlay Restoration
| No. | Materials | Applications | Techniques | Advantages | Savings in Terms of Material or Manhours | Impact/Challenges | Ref. |
|---|---|---|---|---|---|---|---|
| 1 | Inconel | Aerospace (helicopter gearbox, airplane engine) | Cold Spray (HPCS) | Great strength and ductility. | Avoiding manufacturing of new parts can save raw materials and energy consumption. Gives an important life extension for high-speed aeroplanes. | Disturbance of the airflow over the fastener head causes a weak vibration resistance. | [133] |
| 2 | Inconel | Aerospace | Cold Spray (HPCS) | Great mechanical properties at extreme temperatures and resistance to corrosion. | By using CSAM, the corroded parts can be restored, becoming smooth without any pits and cracks. Restoration can avoid new replacements. | - | [73] |
| 3 | IN718 | Aerospace | Cold Spray (HPCS) | High hardness, good wear resistance, high tensile strength, and less porosity. | Restoring the structural integrity of the components through restoration is a saving cost. | The presence of compressive residual stress and grain fragmentation are the results of a forceful and excessive impact. IN718 coating is very brittle in nature. | [106] |
| 4 | IN718 | Automotive | Cold Spray (HPCS) | Heat treatment is used to achieve a balance between strength and ductility. High ultimate tensile strength. | Cold spray additive manufacturing technique is able to restore equipment. | IN718 exhibits typical brittle behaviour. | [52] |
| 5 | Nickel–Yttria | Stainless-steel product | Cold Spray | High hardness and high wear resistance. | - | Lower strength and ductility under uniaxial tensile deformation. | [134] |
| 6 | Ni-WC composite | Mild steel plate | Cold spray | High wear resistance and reduction in coating porosity. | - | The presence of WC (tungsten carbide) decreases deposition efficiency. | [122] |
| 7 | IN625 | Hydropower plant | Cold spray | Better cavitation erosion. | Cost-saving and reliable as cold spray IN625 has close to a four-times improvement. | Minimal crack was observed due to high residual stress. | [102] |
| 8 | IN625 | Aerospace | Cold Spray | The inter-splat bonding state upon deposition and post-heat treatment greatly influences the mechanical property evolution. | Using air as a process gas reduces deposition costs. | Inconel is brittle in nature. | [135] |
| 9 | 304L Stainless steel | Nuclear Fuel Storage | Cold Spray (HPCS) | Continuous and dense coatings with strong adherence and high levels of compressive stress and hardness. Higher powder particle velocity results in lower porosity and lower porosity levels. | Able to save cracks in canisters that have been used in nuclear fuel storage. | With regard to a balance between the repair cost and projected performance, further specialised optimisation would need to be carried out for the on-site deployment of the cold spray procedure for DCSS mitigation and repair. | [116] |
| 10 | Mild Steel | Food-processing machine | Cold Spray (HPCS) | High hardness and high strength-to-density ratio. | Cold spray additive manufacturing can be used to restore damaged or affected parts. | Micro-pores are frequently found in the deposit, and micro-pores and inter-particle boundaries affect the deposit properties. | [73] |
| 11 | Cr3C2-Ni | Aerospace | Cold Spray (HPCS) | CS deposition was found to locally enhance the mechanical properties of the near-surface layers of the substrate. | The crack growth rate is low with CS coating. | - | [132] |
7. Impact, Outlook, and Future Prospects
- The current cold spray application in overlay restoration is mainly in the aerospace industry, and primarily soft materials have been used that are easy to deposit. In future work, more hard materials should be implemented in overlay restoration, especially in the power generation industry. More tests and research on these materials will help determine whether they are appropriate for cold spray in overlay restorations.
- Another future research that can be focused on is the spraying parameter, as their impacts on the deposition efficiency and quality are prime factors to consider. In addition, standoff distance, temperature, and pressure of the working gas particularly need further investigation.
- From this review, it can be concluded that an Inconel-based alloy is one of the suitable hard materials for cold spray in overlay restoration. Nevertheless, more studies need to be performed to discover a method to overcome the problems that arise from its brittle nature.
- Nickel-based material comes in various types, such as IN718, IN738, and IN625. Numerous studies need to be conducted to compare all these types of nickel-based alloys and understand their properties so that the best nickel-based alloy material can be distinguished for cold spray overlay restoration.
- Further research to improve fatigue performance and extended anticipated life may open up new potential to lessen the environmental effect of manufacturing and maintenance processes. The environmental concerns and the high cost of manufacturing highlight the need to establish cold spray as a broad, sustainable solution for coatings, reliable maintenance, and repair strategies, specifically in overlay restoration.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- International Energy Agency. Surging Electricity Demand Is Putting Power Systems under Strain around the World. Available online: https://www.iea.org/news/surging-electricity-demand-is-putting-power-systems-under-strain-around-the-world (accessed on 28 August 2023).
- Jones, N.I. Preventing Power Plant Damages: Erosion, Corrosion, and Foreign Objects. Available online: https://www.ge.com/power/transform/article.transform.articles.2017.aug.preventing-power-plant-damages (accessed on 28 August 2023).
- Polygon. How Corrosion Damages Power Plants. Available online: https://www.polygongroup.com/en-US/blog/how-corrosion-damages-power-plants/ (accessed on 28 August 2023).
- Silva, C.C. Weld Overlay. In Encyclopedia of Tribology; Wang, Q.J., Chung, Y.-W., Eds.; Springer: Boston, MA, USA, 2013; pp. 4094–4101. [Google Scholar]
- What Is Weld Overlay? Available online: https://www.hardfacingfty.com/what-is-the-difference-between-cladding-and-weld-overlay/ (accessed on 15 September 2023).
- Takeuchi, T.; Kameda, J.; Nagai, Y.; Toyama, T.; Matsukawa, Y.; Nishiyama, Y.; Onizawa, K. Microstructural changes of a thermally aged stainless steel submerged arc weld overlay cladding of nuclear reactor pressure vessels. J. Nucl. Mater. 2012, 425, 60–64. [Google Scholar] [CrossRef]
- Tashev, P.; Lazarova, R.; Kandeva, M.; Petrov, R.; Manolov, V. Tungsten inert gas weld overlay using nano-sized tin powder. J. Balk. Tribol. Assoc. 2016, 22, 2904–2920. [Google Scholar]
- Guo, L.; Zheng, H.; Liu, S.; Li, Y.; Feng, C.; Xu, X. Effect of Heat Treatment Temperatures on Microstructure and Corrosion Properties of Inconel 625 Weld Overlay Deposited by PTIG. Int. J. Electrochem. Sci. 2016, 11, 5507–5519. [Google Scholar] [CrossRef]
- Thermal Spraying. Available online: https://en.wikipedia.org/wiki/Thermal_spraying#High_velocity_oxygen_fuel_spraying_(HVOF) (accessed on 29 August 2023).
- Thakur, L.; Arora, N. A comparative study on slurry and dry erosion behaviour of HVOF sprayed WC–CoCr coatings. Wear 2013, 303, 405–411. [Google Scholar] [CrossRef]
- Singh, H.; Sidhu, T.S.; Kalsi, S.B.S. Cold spray technology: Future of coating deposition processes. Frat. Ed Integrità Strutt. 2012, 6, 69–84. [Google Scholar] [CrossRef]
- Smith, M.F. Introduction to Cold Spray. In High Pressure Cold Spray: Principles and Applications; Kay, C.M., Karthikeyan, J., Eds.; ASM International: Detroit, MI, USA, 2016; pp. 1–11. [Google Scholar]
- Kazuhiro, O.; Dowon, S. Repair of Turbine Blades Using Cold Spray Technique. In Advances in Gas Turbine Technology; Ernesto, B., Ed.; IntechOpen: Rijeka, Croatia, 2011; Chapter 21. [Google Scholar]
- Turbine Blade. Available online: https://en.wikipedia.org/wiki/Turbine_blade (accessed on 30 August 2023).
- James, A.W.; Wagner, G.P.; Seth, B.B. Cold Spray Repair Process. U.S. Patent No. 6,491,208, 10 December 2002. [Google Scholar]
- Advantages and Disadvantages of Thermal Spray Coatings. Available online: https://irsltd.co.uk/advantages-and-disadvantages-of-thermal-spray-coatings/ (accessed on 28 August 2023).
- Koivuluoto, H.; Bolelli, G.; Milanti, A.; Lusvarghi, L.; Vuoristo, P. Microstructural analysis of high-pressure cold-sprayed Ni, NiCu and NiCu + Al2O3 coatings. Surf. Coat. Technol. 2015, 268, 224–229. [Google Scholar] [CrossRef]
- Tan, A.W.-Y.; Tham, N.Y.S.; Chua, Y.S.; Wu, K.; Sun, W.; Liu, E.; Tan, S.C.; Zhou, W. Cold Spray of Nickel-Based Alloy Coating on Cast Iron for Restoration and Surface Enhancement. Coatings 2022, 12, 765. [Google Scholar] [CrossRef]
- Daroonparvar, M.; Kasar, A.K.; Farooq Khan, M.U.L.; Menezes, P.; Kay, C.M.; Misra, M.; Gupta, R.K. Improvement of Wear, Pitting Corrosion Resistance and Repassivation Ability of Mg-Based Alloys Using High Pressure Cold Sprayed (HPCS) Commercially Pure-Titanium Coatings. Coatings 2021, 11, 57. [Google Scholar] [CrossRef]
- Wei, Y.; Zhang, W.; Zhang, J.; Wang, Y.; Chu, X.; Qi, S.; Xie, Y.; Liu, S. Preparation of highly dense Ti-based coatings with enhanced corrosion protection performance via cold spray. Surf. Coat. Technol. 2023, 473, 130002. [Google Scholar] [CrossRef]
- Singh, S.; Singh, P.; Singh, H.; Buddu, R. Characterization and comparison of copper coatings developed by low pressure cold spraying and laser cladding techniques. Mater. Today Proc. 2019, 18, 830–840. [Google Scholar] [CrossRef]
- Chu, X.; Meng, F.; Chi, Z.; Aydin, H.; Wei, Y.K.; Vo, P.; Sun, W.; Huang, R.; Yue, S. Effects of powder characteristics and mixing powders on cold sprayability and corrosion properties of tantalum coatings. Surf. Coat. Technol. 2021, 426, 127763. [Google Scholar] [CrossRef]
- Yang, Y.; Aprilia, A.; Wu, K.; Tan, S.C.; Zhou, W. Post-Processing of Cold Sprayed CoNiCrAlY Coatings on Inconel 718 by Rapid Induction Heating. Metals 2022, 12, 396. [Google Scholar] [CrossRef]
- Miranda, R.M.; Gandra, J.; Vilaca, P.; Quintino, L.; Santos, T. Surface Modification by Solid State Processing; Woodhead Publishing: Sawston, UK, 2014; pp. 1–183. [Google Scholar]
- Papyrin, A.; Kosarev, V.; Klinkov, S.; Alkhimov, A.; Fomin, V.M. Cold Spray Technology; Elsevier: Amsterdam, The Netherlands, 2006. [Google Scholar]
- Zhang, G.; Liu, M. Effect of particle size and dopant on properties of SnO2-based gas sensors. Sens. Actuators B Chem. 2000, 69, 144–152. [Google Scholar] [CrossRef]
- Lin, J. Numerical simulation of the focused powder streams in coaxial laser cladding. J. Mater. Process. Technol. 2000, 105, 17–23. [Google Scholar] [CrossRef]
- The History of Cold Spray Technology: Cold Spray Technology News. Available online: https://coldspray.com/the-history-of-cold-spray-technology/ (accessed on 3 August 2023).
- Chen, C.; Xie, X.; Yingchun, X.; Huang, C.; Deng, S.; Ren, Z.; Liao, H. Metallization of polyether ether ketone (PEEK) by copper coating via cold spray. Surf. Coat. Technol. 2018, 342, 209–219. [Google Scholar] [CrossRef]
- Moridi, A.; Hassani, M.; Guagliano, M.; Dao, M. Cold spray coating: Review of material systems and future perspectives. Surf. Eng. 2014, 30, 369–395. [Google Scholar] [CrossRef]
- Karthikeyan, J. Cold Spray Technology: International Status and USA Efforts; ASB Industries Inc.: Barbeton, OH, USA, 2004; Volume 44203, pp. 1–14. [Google Scholar]
- Haynes, J.; Karthikeyan, J. Cold spray copper application for upper stage rocket engine. In Proceedings of the Thermal Spray 2003: Advancing the Science and Applying the Technology, Orlando, FL, USA, 5–8 May 2003; pp. 79–83. [Google Scholar]
- Impact Innovation. Available online: https://impact-innovations.com/en/ (accessed on 27 July 2023).
- Assadi, H.; Gärtner, F.; Stoltenhoff, T.; Kreye, H. Bonding mechanism in cold gas spraying. Acta Mater. 2003, 51, 4379–4394. [Google Scholar] [CrossRef]
- Schmidt, T.; Gärtner, F.; Assadi, H.; Kreye, H. Development of a generalized parameter window for cold spray deposition. Acta Mater. 2006, 54, 729–742. [Google Scholar] [CrossRef]
- Dykhuizen, R.; Smith, M. Gas Dynamic Principles of Cold Spray. J. Therm. Spray Technol. 1998, 7, 205–212. [Google Scholar] [CrossRef]
- Centerline Supersonic Spray Technologies. Available online: https://www.supersonicspray.com/ (accessed on 5 October 2023).
- NASA. Nozzle Design—Converging/Diverging (CD) Nozzle. Available online: https://www.grc.nasa.gov/www/k-12/airplane/nozzled.html (accessed on 9 August 2023).
- Poza, P.; Garrido-Maneiro, M.Á. Cold-sprayed coatings: Microstructure, mechanical properties, and wear behaviour. Prog. Mater. Sci. 2022, 123, 100839. [Google Scholar] [CrossRef]
- Guo, D.; Kazasidis, M.; Hawkins, A.; Fan, N.; Leclerc, Z.; MacDonald, D.; Nastic, A.; Nikbakht, R.; Ortiz-Fernandez, R.; Rahmati, S.; et al. Correction to: Cold Spray: Over 30 Years of Development Toward a Hot Future. J. Therm. Spray Technol. 2022, 31, 2244. [Google Scholar] [CrossRef]
- Irissou, E.; Poirier, D.; Vo, P.; Cojocaru, C.V.; Aghasibeig, M.; Yue, S. How to Unleash the Remarkable Potential of Cold Spray: A Perspective. J. Therm. Spray Technol. 2022, 31, 908–919. [Google Scholar] [CrossRef]
- Huang, R.; Sone, M.; Ma, W.; Fukanuma, H. The effects of heat treatment on the mechanical properties of cold-sprayed coatings. Surf. Coat. Technol. 2015, 261, 278–288. [Google Scholar] [CrossRef]
- Li, W.; Wu, D.; Hu, K.; Xu, Y.; Yang, X.; Zhang, Y. A comparative study on the employment of heat treatment, electric pulse processing and friction stir processing to enhance mechanical properties of cold-spray-additive-manufactured copper. Surf. Coat. Technol. 2021, 409, 126887. [Google Scholar] [CrossRef]
- Luo, X.-T.; Li, C.-X.; Shang, F.-L.; Yang, G.-J.; Wang, Y.-Y.; Li, C.-J. High velocity impact induced microstructure evolution during deposition of cold spray coatings: A review. Surf. Coat. Technol. 2014, 254, 11–20. [Google Scholar] [CrossRef]
- Yin, S.; Hassani, M.; Xie, Q.; Lupoi, R. Unravelling the deposition mechanism of brittle particles in metal matrix composites fabricated via cold spray additive manufacturing. Scr. Mater. 2021, 194, 113614. [Google Scholar] [CrossRef]
- Yin, S.; Cizek, J.; Yan, X.; Lupoi, R. Annealing strategies for enhancing mechanical properties of additively manufactured 316L stainless steel deposited by cold spray. Surf. Coat. Technol. 2019, 370, 353–361. [Google Scholar] [CrossRef]
- Roy, S.; Tripathy, S. A Review of the Cold Gas Dynamic Spraying Process. In Advanced Surface Coating Techniques for Modern Industrial Applications; IGI Global: Hershey, PA, USA, 2021; pp. 135–149. [Google Scholar]
- Fard, R.A.; Kazeminezhad, M. Effect of electropulsing on microstructure and hardness of cold-rolled low carbon steel. J. Mater. Res. Technol. 2019, 8, 3114–3125. [Google Scholar] [CrossRef]
- Zhu, R.; Liu, J.; Tang, G.; Shi, S.-Q.; Fu, M.; Tse, Z.T.H. The improved superelasticity of NiTi alloy via electropulsing treatment for minutes. J. Alloys Compd. 2014, 584, 225–231. [Google Scholar] [CrossRef]
- Ao, D.; Chu, X.; Yang, Y.; Lin, S.; Gao, J. Effect of electropulsing treatment on microstructure and mechanical behavior of Ti-6Al-4V alloy sheet under argon gas protection. Vacuum 2018, 148, 230–238. [Google Scholar] [CrossRef]
- Babutskyi, A.; Mohin, M.; Chrysanthou, A.; Xu, Y.; Lewis, A. Effect of electropulsing on the fatigue resistance of aluminium alloy 2014-T6. Mater. Sci. Eng. 2020, 772, 138679. [Google Scholar] [CrossRef]
- Ma, W.; Xie, Y.; Chen, C.; Fukanuma, H.; Wang, J.; Ren, Z.; Huang, R. Microstructural and mechanical properties of high-performance Inconel 718 alloy by cold spraying. J. Alloys Compd. 2019, 792, 456–467. [Google Scholar] [CrossRef]
- Sun, W.; Bhowmik, A.; Tan, A.W.-Y.; Li, R.; Xue, F.; Marinescu, I.; Liu, E. Improving microstructural and mechanical characteristics of cold-sprayed Inconel 718 deposits via local induction heat treatment. J. Alloys Compd. 2019, 797, 1268–1279. [Google Scholar] [CrossRef]
- Qiu, X.; Tariq, N.U.H.; Qi, L.; Wang, J.-Q.; Xiong, T. A hybrid approach to improve microstructure and mechanical properties of cold spray additively manufactured A380 aluminum composites. Mater. Sci. Eng. A 2020, 772, 138828. [Google Scholar] [CrossRef]
- Wang, Y.; Normand, B.; Mary, N.; Yu, M.; Liao, H. Effects of ceramic particle size on microstructure and the corrosion behavior of cold sprayed SiCp/Al 5056 composite coatings. Surf. Coat. Technol. 2017, 315, 314–325. [Google Scholar] [CrossRef]
- Kim, H.-J.; Lee, C.-H.; Hwang, S.-Y. Fabrication of WC–Co coatings by cold spray deposition. Surf. Coat. Technol. 2005, 191, 335–340. [Google Scholar] [CrossRef]
- Fukumoto, M.; Wada, H.; Tanabe, K.; Yamada, M.; Yamaguchi, E.; Niwa, A.; Sugimoto, M.; Izawa, M. Effect of substrate temperature on deposition behavior of copper particles on substrate surfaces in the cold spray process. J. Therm. Spray Technol. 2007, 16, 643–650. [Google Scholar] [CrossRef]
- Christoulis, D.; Sarafoglou, C. Laser-Assisted Cold Spray. In Modern Cold Spray: Materials, Process, and Applications; Springer: Berlin/Heidelberg, Germany, 2015; pp. 275–302. [Google Scholar]
- Poirier, D.; Thomas, Y.; Guerreiro, B.; Martin, M.; Aghasibeig, M.; Irissou, E. Improvement of Tool Steel Powder Cold Sprayability Via Softening and Agglomeration Heat Treatments. J. Therm. Spray Technol. 2022, 31, 145–158. [Google Scholar] [CrossRef]
- Segall, A.E.; Papyrin, A.N.; Conway, J.C., Jr.; Shapiro, D. A cold-gas spray coating process for enhancing titanium. JOM 1998, 50, 52. [Google Scholar] [CrossRef]
- Singh, S.; Singh, H.; Chaudhary, S.; Buddu, R.K. Effect of substrate surface roughness on properties of cold-sprayed copper coatings on SS316L steel. Surf. Coat. Technol. 2020, 389, 125619. [Google Scholar] [CrossRef]
- Tan, A.W.-Y.; Sun, W.; Bhowmik, A.; Lek, J.Y.; Song, X.; Zhai, W.; Zheng, H.; Li, F.; Marinescu, I.; Dong, Z.; et al. Effect of Substrate Surface Roughness on Microstructure and Mechanical Properties of Cold-Sprayed Ti6Al4V Coatings on Ti6Al4V Substrates. J. Therm. Spray Technol. 2019, 28, 1959–1973. [Google Scholar] [CrossRef]
- Singh, R.; Rauwald, K.-H.; Wessel, E.; Mauer, G.; Schruefer, S.; Barth, A.; Wilson, S.; Vassen, R. Effects of substrate roughness and spray-angle on deposition behavior of cold-sprayed Inconel 718. Surf. Coat. Technol. 2017, 319, 249–259. [Google Scholar] [CrossRef]
- Richer, P.; Jodoin, B.; Ajdelsztajn, L. Substrate roughness and thickness effects on cold spray nanocrystalline Al− Mg coatings. J. Therm. Spray Technol. 2006, 15, 246–254. [Google Scholar] [CrossRef]
- Yin, S.; Suo, X.; Su, J.; Guo, Z.; Liao, H.; Wang, X. Effects of substrate hardness and spray angle on the deposition behavior of cold-sprayed Ti particles. J. Therm. Spray Technol. 2014, 23, 76–83. [Google Scholar] [CrossRef]
- Sharma, M.M.; Eden, T.; Golesich, B.T. Effect of surface preparation on the microstructure, adhesion, and tensile properties of cold-sprayed aluminum coatings on AA2024 substrates. J. Therm. Spray Technol. 2015, 24, 410–422. [Google Scholar] [CrossRef]
- Gilmore, D.; Dykhuizen, R.; Neiser, R.; Smith, M.; Roemer, T. Particle velocity and deposition efficiency in the cold spray process. J. Therm. Spray Technol. 1999, 8, 576–582. [Google Scholar] [CrossRef]
- Klinkov, S.; Kosarev, V. Measurements of cold spray deposition efficiency. J. Therm. Spray Technol. 2006, 15, 364–371. [Google Scholar] [CrossRef]
- Sun, W.; Tan, A.W.Y.; Khun, N.W.; Marinescu, I.; Liu, E. Effect of substrate surface condition on fatigue behavior of cold sprayed Ti6Al4V coatings. Surf. Coat. Technol. 2017, 320, 452–457. [Google Scholar] [CrossRef]
- Yin, S.; Wang, X.-f.; Li, W.; Jie, H.-e. Effect of substrate hardness on the deformation behavior of subsequently incident particles in cold spraying. Appl. Surf. Sci. 2011, 257, 7560–7565. [Google Scholar] [CrossRef]
- Cetin, O.; Tazegul, O.; Kayali, E.S. Effect of parameters to the coating formation during cold spray process. In Proceedings of the 2nd World Congress on Mechanical, Chemical, and Material Engineering (MCM’16), Budapest, Hungary, 22–23 August 2016; pp. 1401–1407. [Google Scholar]
- Assadi, H.; Kreye, H.; Gärtner, F.; Klassen, T. Cold spraying—A materials perspective. Acta Mater. 2016, 116, 382–407. [Google Scholar] [CrossRef]
- Yin, S.; Cavaliere, P.; Aldwell, B.; Jenkins, R.; Liao, H.; Li, W.; Lupoi, R. Cold spray additive manufacturing and repair: Fundamentals and applications. Addit. Manuf. 2018, 21, 628–650. [Google Scholar] [CrossRef]
- Li, W.; Cao, C.; Yin, S. Solid-state cold spraying of Ti and its alloys: A literature review. Prog. Mater. Sci. 2020, 110, 100633. [Google Scholar] [CrossRef]
- Maharjan, N.; Bhowmik, A.; Kum, C.; Hu, J.; Yang, Y.; Zhou, W. Post-processing of cold sprayed Ti-6Al-4V coatings by mechanical peening. Metals 2021, 11, 1038. [Google Scholar] [CrossRef]
- Ghelichi, R.; Bagherifard, S.; Parienete, I.F.; Guagliano, M.; Vezzù, S. Experimental study of shot peening followed by cold spray coating on residual stresses of the treated parts. Struct. Durab. Health Monit. 2010, 6, 17. [Google Scholar]
- Li, H.; Wen, J.; Liu, Y.; He, J.; Shi, H.; Tian, P. Progress in Research on Biodegradable Magnesium Alloys: A Review. Adv. Eng. Mater. 2020, 22, 2000213. [Google Scholar] [CrossRef]
- Ding, W. Opportunities and challenges for the biodegradable magnesium alloys as next-generation biomaterials. Regen. Biomater. 2016, 3, 79–86. [Google Scholar] [CrossRef] [PubMed]
- Agarwal, S.; Curtin, J.; Duffy, B.; Jaiswal, S. Biodegradable magnesium alloys for orthopaedic applications: A review on corrosion, biocompatibility and surface modifications. Mater. Sci. Eng. 2016, 68, 948–963. [Google Scholar] [CrossRef] [PubMed]
- Yao, H.-L.; Hu, X.-Z.; Yi, Z.-H.; Xia, J.; Tu, X.-Y.; Li, S.-B.; Yu, B.; Zhang, M.-X.; Bai, X.-B.; Chen, Q.-Y. Microstructure and improved anti-corrosion properties of cold-sprayed Zn coatings fabricated by post shot-peening process. Surf. Coat. Technol. 2021, 422, 127557. [Google Scholar] [CrossRef]
- Zhu, K.; Li, Z.; Jiang, C. Surface mechanical properties of shot-peened CNT/Al–Mg–Si alloy composites. J. Alloys Compd. 2019, 773, 1048–1053. [Google Scholar] [CrossRef]
- Aviles, A.; Aviles, R.; Albizuri, J.; Pallares-Santasmartas, L.; Rodriguez, A. Effect of shot-peening and low-plasticity burnishing on the high-cycle fatigue strength of DIN 34CrNiMo6 alloy steel. Int. J. Fatigue 2019, 119, 338–354. [Google Scholar] [CrossRef]
- Moridi, A.; Hassani-Gangaraj, S.M.; Vezzú, S.; Trško, L.; Guagliano, M. Fatigue behavior of cold spray coatings: The effect of conventional and severe shot peening as pre-/post-treatment. Surf. Coat. Technol. 2015, 283, 247–254. [Google Scholar] [CrossRef]
- Lu, F.-F.; Ma, K.; Li, C.-X.; Yasir, M.; Luo, X.-T.; Li, C.-j. Enhanced corrosion resistance of cold-sprayed and shot-peened aluminum coatings on LA43M magnesium alloy. Surf. Coat. Technol. 2020, 394, 125865. [Google Scholar] [CrossRef]
- Cold Spraying—Cold Spray Coating Deposition. Available online: https://www.twi-global.com/what-we-do/research-and-technology/technologies/coating-and-surface-engineering/cold-spraying (accessed on 3 August 2023).
- Wear, E. Advantages and Disadvantages of HVOF Coating. Available online: https://articles.abilogic.com/291155/advantages-disadvantages-hvof-coating.html (accessed on 3 September 2023).
- Advantages and Disadvantages of Plasma Spray Coating. Available online: https://degradation2.wordpress.com/disadvantages-of-plasma-spray-coating-2/ (accessed on 3 September 2023).
- Kermetico. Available online: https://kermetico.com/hvaf-vs-hvof-coating#:~:text=The%20combustion%20temperature%20in%20an,in%20an%20HVOF%20coating%20system.&text=This%20lower%20temperature%20is%20ideal,above%20the%20metal’s%20melting%20temperature (accessed on 11 October 2023).
- Moreno-Murguia, B.; Mora-Garcia, A.; Canales-Siller, H.; Giraldo-Betancur, A.; Espinosa-Arbelaez, D.; Muñoz-Saldaña, J. Influence of stand-off distance and pressure in copper coatings deposition efficiency and particle velocity. Surf. Coat. Technol. 2022, 430, 127986. [Google Scholar] [CrossRef]
- Gillet, V.; Aubignat, E.; Costil, S.; Courant, B.; Langlade, C.; Casari, P.; Knapp, W.; Planche, M. Development of low pressure cold sprayed copper coatings on carbon fiber reinforced polymer (CFRP). Surf. Coat. Technol. 2019, 364, 306–316. [Google Scholar] [CrossRef]
- Chen, W.; Yu, Y.; Tieu, K.; Hao, J.; Wang, L.; Zhu, S.; Yang, J. Microstructure, mechanical properties and tribological behavior of the low-pressure cold sprayed tin bronze-alumina coating in artificial seawater. Tribol. Int. 2019, 142, 105992. [Google Scholar] [CrossRef]
- Wang, Z.; Cai, S.; Jin, K.; Wang, X.; Chen, W. In-flight aggregation and deposition behaviour of particles in low pressure cold spray. Surf. Coat. Technol. 2021, 409, 126875. [Google Scholar] [CrossRef]
- Winnicki, M.; Gibas, A.; Baszczuk, A.; Jasiorski, M. Low pressure cold spraying of TiO2 on acrylonitrile butadiene styrene (ABS). Surf. Coat. Technol. 2021, 406, 126717. [Google Scholar] [CrossRef]
- Valente, A.; Gitardi, D.; Carpanzano, E. Highly efficient compact cold spray system for in-situ repairing of stainless steel material components. CIRP Ann. 2020, 69, 181–184. [Google Scholar] [CrossRef]
- Tianyu, Y.; Mingjun, C.; Zhuoru, W. Experimental and numerical study of deposition mechanisms for cold spray additive manufacturing process. Chin. J. Aeronaut. 2022, 35, 276–290. [Google Scholar]
- Kılıçay, K. Development of protective MMC coating on TZM alloy for high temperature oxidation resistance by LPCS. Surf. Coat. Technol. 2020, 393, 125777. [Google Scholar] [CrossRef]
- Tillmann, W.; Hagen, L.; Kensy, M.; Abdulgader, M.; Paulus, M. Microstructural and tribological characteristics of Sn-Sb-Cu-based composite coatings deposited by cold spraying. J. Therm. Spray Technol. 2020, 29, 1027–1039. [Google Scholar] [CrossRef]
- Winnicki, M.; Kozerski, S.; Małachowska, A.; Pawłowski, L.; Rutkowska-Gorczyca, M. Optimization of ceramic content in nickel–alumina composite coatings obtained by low pressure cold spraying. Surf. Coat. Technol. 2021, 405, 126732. [Google Scholar] [CrossRef]
- Rokni, M.; Widener, C.; Champagne, V.; Crawford, G.; Nutt, S. The effects of heat treatment on 7075 Al cold spray deposits. Surf. Coat. Technol. 2017, 310, 278–285. [Google Scholar] [CrossRef]
- Ralls, A.M.; Daroonparvar, M.; Sikdar, S.; Rahman, M.H.; Monwar, M.; Watson, K.; Kay, C.M.; Menezes, P.L. Tribological and corrosion behavior of high pressure cold sprayed duplex 316 L stainless steel. Tribol. Int. 2022, 169, 107471. [Google Scholar] [CrossRef]
- Bhattiprolu, V.S.; Johnson, K.W.; Ozdemir, O.C.; Crawford, G.A. Influence of feedstock powder and cold spray processing parameters on microstructure and mechanical properties of Ti-6Al-4V cold spray depositions. Surf. Coat. Technol. 2018, 335, 1–12. [Google Scholar] [CrossRef]
- Jiang, X.; Overman, N.; Smith, C.; Ross, K. Microstructure, hardness and cavitation erosion resistance of different cold spray coatings on stainless steel 316 for hydropower applications. Mater. Today Commun. 2020, 25, 101305. [Google Scholar] [CrossRef]
- Murray, J.; Zuccoli, M.; Hussain, T. Heat treatment of cold-sprayed C355 Al for repair: Microstructure and mechanical properties. J. Therm. Spray Technol. 2018, 27, 159–168. [Google Scholar] [CrossRef]
- Boruah, D.; Ahmad, B.; Lee, T.L.; Kabra, S.; Syed, A.K.; McNutt, P.; Doré, M.; Zhang, X. Evaluation of residual stresses induced by cold spraying of Ti-6Al-4V on Ti-6Al-4V substrates. Surf. Coat. Technol. 2019, 374, 591–602. [Google Scholar] [CrossRef]
- Zhang, Z.; Seng, D.H.L.; Lin, M.; Teo, S.L.; Meng, T.L.; Lee, C.J.J.; Zhang, Z.-Q.; Ba, T.; Guo, J.; Sundaravadivelu, K. Cold spray deposition of Inconel 718 in comparison with atmospheric plasma spray deposition. Appl. Surf. Sci. 2021, 535, 147704. [Google Scholar] [CrossRef]
- Hutasoit, N.; Javed, M.A.; Rashid, R.A.R.; Wade, S.; Palanisamy, S. Effects of build orientation and heat treatment on microstructure, mechanical and corrosion properties of Al6061 aluminium parts built by cold spray additive manufacturing process. Int. J. Mech. Sci. 2021, 204, 106526. [Google Scholar] [CrossRef]
- Champagne, V.K.; Leyman, P.; Helfritch, D. Magnesium repair by cold spray. Plat. Surf. Finish 2008, 95, 19–28. [Google Scholar]
- Villafuerte, J.; Wright, D. Practical cold spray success: Repair of Al and Mg alloy aircraft components. Adv. Mater. Process. 2010, 168, S13. [Google Scholar]
- Tan, K.; Markovych, S.; Hu, W.; Shorinov, O.; Wang, Y. Review of manufacturing and repair of aircraft and engine parts based on cold spraying technology and additive manufacturing technology. Aerosp. Tech. Technol. 2020, 53–70. [Google Scholar] [CrossRef]
- Champagne, V.; Helfritch, D. Critical assessment 11: Structural repairs by cold spray. Mater. Sci. Technol. 2015, 31, 627–634. [Google Scholar] [CrossRef]
- Wu, K.; Sun, W.; Tan, A.W.-Y.; Tan, S.C.; Liu, E.; Zhou, W. High temperature oxidation and oxychlorination behaviors of cold sprayed Inconel 718 deposits at 700 C. Corros. Sci. 2022, 207, 110536. [Google Scholar] [CrossRef]
- Paxton, C.; Miller, D.; Barnett, B.; Champagne, V.; Pepi, M. Repair of Simulated Battle Damaged Aluminum Using Cold Spray Technology. Available online: https://www.mfpt.org/wp-content/uploads/2019/10/Paper-_-Pepi.pdf (accessed on 15 October 2023).
- Shayegan, G.; Mahmoudi, H.; Ghelichi, R.; Villafuerte, J.; Wang, J.; Guagliano, M.; Jahed, H. Residual stress induced by cold spray coating of magnesium AZ31B extrusion. Mater. Des. 2014, 60, 72–84. [Google Scholar] [CrossRef]
- Sova, A.; Grigoriev, S.; Okunkova, A.; Smurov, I. Cold spray deposition of 316L stainless steel coatings on aluminium surface with following laser post-treatment. Surf. Coat. Technol. 2013, 235, 283–289. [Google Scholar] [CrossRef]
- Li, S.; Luo, X.; Li, C. Cold sprayed superhydrophilic porous metallic coating for enhancing the critical heat flux of the pressurized water-cooled reactor vessel in nuclear power plants. Surf. Coat. Technol. 2021, 422, 127519. [Google Scholar] [CrossRef]
- Yeom, H.; Dabney, T.; Pocquette, N.; Ross, K.; Pfefferkorn, F.; Sridharan, K. Cold spray deposition of 304L stainless steel to mitigate chloride-induced stress corrosion cracking in canisters for used nuclear fuel storage. J. Nucl. Mater. 2020, 538, 152254. [Google Scholar] [CrossRef]
- Hu, H.; Jiang, S.; Tao, Y.; Xiong, T.; Zheng, Y. Cavitation erosion and jet impingement erosion mechanism of cold sprayed Ni–Al2O3 coating. Nucl. Eng. Des. 2011, 241, 4929–4937. [Google Scholar] [CrossRef]
- Ogawa, K.; Seo, D. Repair of Turbine Blades Using Cold Spray Technique; INTECH Open Access Publisher: Rijeka, Croatia, 2011. [Google Scholar]
- Padmini, B.; Bhosale, D.G.; Niranjan, H. A study of T11 boiler steel protection by cold sprayed Inconel 738 coating against high temperature erosion. Surf. Interfaces 2021, 23, 101002. [Google Scholar] [CrossRef]
- Khanna, A.; Rathod, W. Development of CoNiCrAlY oxidation resistant hard coatings using high velocity oxy fuel and cold spray techniques. Int. J. Refract. Met. Hard Mater. 2015, 49, 374–382. [Google Scholar] [CrossRef]
- Bonadei, A.; Marrocco, T. Cold sprayed MCrAlY + X coating for gas turbine blades and vanes. Surf. Coat. Technol. 2014, 242, 200–206. [Google Scholar] [CrossRef]
- Alidokht, S.; Manimunda, P.; Vo, P.; Yue, S.; Chromik, R. Cold spray deposition of a Ni-WC composite coating and its dry sliding wear behavior. Surf. Coat. Technol. 2016, 308, 424–434. [Google Scholar] [CrossRef]
- Varghese, P.; Vetrivendan, E.; Dash, M.K.; Ningshen, S.; Kamaraj, M.; Mudali, U.K. Weld overlay coating of Inconel 617 M on type 316 L stainless steel by cold metal transfer process. Surf. Coat. Technol. 2019, 357, 1004–1013. [Google Scholar] [CrossRef]
- Yusa, N.; Janousek, L.; Rebican, M.; Chen, Z.; Miya, K.; Chigusa, N.; Ito, H. Detection of embedded fatigue cracks in Inconel weld overlay and the evaluation of the minimum thickness of the weld overlay using eddy current testing. Nucl. Eng. Des. 2006, 236, 1852–1859. [Google Scholar] [CrossRef]
- Liu, R.-F.; Huang, C.-C. Welding residual stress analysis for weld overlay on a BWR feedwater nozzle. Nucl. Eng. Des. 2013, 256, 291–303. [Google Scholar] [CrossRef]
- Mazur, Z.; Hernandez-Rossette, A. Steam turbine rotor discs failure evaluation and repair process implementation. Eng. Fail. Anal. 2015, 56, 545–554. [Google Scholar] [CrossRef]
- Viswanathan, R.; Coleman, K.; Rao, U. Materials for ultra-supercritical coal-fired power plant boilers. Int. J. Press. Vessel. Pip. 2006, 83, 778–783. [Google Scholar] [CrossRef]
- Bi, G.; Gasser, A. Restoration of nickel-base turbine blade knife-edges with controlled laser aided additive manufacturing. Phys. Procedia 2011, 12, 402–409. [Google Scholar] [CrossRef]
- Perrut, M.; Caron, P.; Thomas, M.; Couret, A. High temperature materials for aerospace applications: Ni-based superalloys and γ-TiAl alloys. Comptes Rendus Phys. 2018, 19, 657–671. [Google Scholar] [CrossRef]
- Shrivastava, A.; Rao, S.; Nagesha, B.; Barad, S.; Suresh, T. Remanufacturing of nickel-based aero-engine components using metal additive manufacturing technology. Mater. Today Proc. 2021, 45, 4893–4897. [Google Scholar] [CrossRef]
- Jafarlou, D.M.; Walde, C.; Champagne, V.K.; Krishnamurty, S.; Grosse, I.R. Influence of cold sprayed Cr3C2-Ni coating on fracture characteristics of additively manufactured 15Cr-5Ni stainless steel. Mater. Des. 2018, 155, 134–147. [Google Scholar] [CrossRef]
- Bagherifard, S.; Guagliano, M. Fatigue performance of cold spray deposits: Coating, repair and additive manufacturing cases. Int. J. Fatigue 2020, 139, 105744. [Google Scholar] [CrossRef]
- Raoelison, R.; Verdy, C.; Liao, H. Cold gas dynamic spray additive manufacturing today: Deposit possibilities, technological solutions and viable applications. Mater. Des. 2017, 133, 266–287. [Google Scholar] [CrossRef]
- Gwalani, B.; Song, M.; Silverstein, J.; Escobar, J.; Wang, T.; Pole, M.; Johnson, K.; Jasthi, B.K.; Devaraj, A.; Ross, K. Thermal stability and mechanical properties of cold-sprayed Nickel-Yttria coating. Scr. Mater. 2022, 207, 114281. [Google Scholar] [CrossRef]
- Devi, G.N.; Kumar, S.; Balaji, T.S.; Mangalarapu, T.B.; Chandrasekhar, S.; Gopal, A.V.; Jyothirmayi, A. Influence of inter-splat bonding state of cold sprayed IN625 and IN718 coatings on mechanical and corrosion performance. Surf. Coat. Technol. 2022, 445, 128731. [Google Scholar] [CrossRef]
- Cold Gas Spray Coating Market Size, Share & Trends Analysis Report by Technology (High Pressure, Low Pressure), by End-Use (Transportation, Medical), by Region, and Segment Forecasts, 2023–2030; GVR-4-68039-093-5; Grand View Research (GVR): San Francisco, CA, USA, 2023; p. 200.
- World’s leading Cold Spray and Thermal Spraying Systems|Plasma Giken Co., Ltd. Available online: http://www.plasma.co.jp/en/ (accessed on 9 September 2023).
- VRC Metal Systems Company Profile. Available online: https://www.datanyze.com/companies/vrc-metal-systems/369054119 (accessed on 9 September 2023).

| Parameters | Cold Spray System | |
|---|---|---|
| HPCS | LPCS | |
| Pressure (bar) | ~60 | 5–17 |
| Temperature (°C) | ~1100 | ~550 |
| Working gas | N2, He | Air, N2, He |
| Heating power (kW) | ~40 | 3–5 |
| Powder injection location | nozzle convergent section | near nozzle throat |
| No. | Applications | Country | Type of CS (HPCS or LPCS) | Materials/Parts | CS Process Parameters | Defect | Main Findings | Limitations | Year | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | Aerospace | Ukraine | HPCS | Propeller Rotorcraft helicopter Cu, Ti, Al, Ni Mg, and stainless steel are widely used as raw materials. | - | Eroded blade Corrosion of rotor gearbox | Copper has good ductility, while titanium offers great corrosion resistance and a high strength-to-weight ratio. Ultra-high nickel-based alloy has good mechanical properties and corrosion resistance. Compared to other metals, magnesium and magnesium alloys have excellent machinability, high stiffness, low density, and good thermal conductivity. | - | 2020 | [109] |
| 2 | Aerospace | Singapore | HPCS | IN718 components | Gas: N2 Pressure: 40 bar Temperature: 800 °C Standoff distance (SOD): 30 mm Feed rate: 23 g/min | Corrosion | For repairing IN718 components, CS provides a possible alternative to APS or HVOF. | Adhesion strength from APS is slightly better than that from CS. | 2021 | [105] |
| 3 | Aerospace | USA | LPCS | Aluminium alloy 7159 mass support | - | Corrosion Mechanical damage | Cold spray with aluminium powder is used to repair damaged areas and rebuild lost material. | - | 2014 | [110] |
| 4 | Aerospace | USA | LPCS | ZE41 magnesium accessory cover Gearbox | - | Corrosion | Certain aerospace materials, particularly magnesium alloys used to create lightweight aircraft components, have faced major corrosion and wear issues. | Due to a lack of technology in dimensional restoration, many of the parts cannot be recovered. | 2014 | [110] |
| 5 | Aerospace | USA | - | Cam-bearing mounting pad | - | - | The repairs could be completed easily without removing the engine block from the truck due to the portability of the LPCS equipment. | - | 2014 | [110] |
| 6 | Aerospace | - | HPCS (CSAM) | Helicopter gearbox sump Oil tube bores Rotor transmission housing | - | Severe corrosion and wear Electrochemical corrosion | The component lifetime is greatly decreased by electrochemical corrosion, which raises maintenance costs and increases the possibility of failure. | - | 2018 | [73] |
| 7 | Marine | - | LPCS (CSAM) | Internal bore surface of a valve actuator | - | Corrosion | CSAM has been effectively used to restore the corroded internal bore surface of a naval aluminium alloy valve actuator without thermally damaging the base material. | Application of low-pressure cold spray is significantly limited | 2018 | [73] |
| 8 | Marine | Singapore | HPCS | IN718 parts | Powder: IN718 Gas: N2 Pressure: 45 bar Temperature: 1000 °C Scan speed: 500 mm/s Feed rate: 48 g/min | Oxidation Corrosion | Inconel coating has great oxidation resistance. Compared to the bulk IN718, the cold-sprayed IN718 deposit was shown to have better oxy-chlorination resistance. | - | 2022 | [111] |
| 9 | Automotive | USA | HPCS | Aluminium plate | Gas: N2 gas Pressure: 30 bar Temperature: 500 °C Feed rate: 0.2 kg/min | Damage | Cold spray provides protection against anticipated chemical, biological, radiology, and nuclear exposure. | This process can be improved by grinding off the damaged area first. | 2019 | [112] |
| 10 | Automotive | Italy | LPCS | Magnesium part | Gas: N2 Pressure: 17.2 bar Temperature: 360–382 °C Scan speed: 50.8 mm/s SOD: 12 mm | Stress Corrosion | The coating displayed a bond strength of 22 MPa, hardness of 34–37 HB, and density greater than 99.5%. | - | 2014 | [113] |
| 11 | Automotive | Germany | HPCS | 316L stainless steel coating on the aluminium surface | Gas: N2 Pressure: 40 bar Temperatures: 500, 600, 720 °C | Residual stress | If nitrogen is utilised as a propellant gas, the cold spray deposited stainless steel coatings shows high porosity in contrast to soft materials like copper or aluminium. | Laser post- treatment is needed to decrease cold spray coating porosity. | 2013 | [114] |
| 12 | Hydropower power plant | USA | HPCS | SS316; IN625; CrC-NiCr | SS 316 deposition Gas: He Pressure: 30 bar Temperature: 800 °C Feed rate: 1.2 kg/h IN625 deposition Gas: He gas Pressure: 30 bar Temperature: 850 °C Feed rate: 1.2 kg/h CrC-NiCr Gas: N2 Pressure: 40 bar Temperature: 800 °C Feed rate: 0.7 kg/h | Corrosion | The porosity of IN625 was 6.4 times higher than SS316, but erosion resistance was much better for IN625 than for SS316. CrC-NiCr has a greater hardness than SS316, but erosion resistance was much poorer. Cold-sprayed SS316 and IN625 offer 2–3× improvement in cavitation erosion resistance compared to the base metal SS316. | The porosity and hardness levels cannot be used as an indicator of erosion resistance performance | 2020 | [102] |
| 13 | Nuclear power plant | China | LPCS | Titanium alloy powder (TI6Al4V) Steel button | Pressure: 20–25 bar Temperature: 450–500 °C SOD: 25 mm Feed rate: 59.5 g/min Scan speed: 300 mm/s | Corrosion | Without the use of pore-forming agents or post-treatment, CS may produce titanium-based alloy coatings with porosity ranging from 15.4% to 27.5%. | The bond strength of the coating decreases with the thickness and porosity of the coatings. | 2021 | [115] |
| 14 | Nuclear power plant | USA | HPCS | Stainless steel part 304L stainless steel powder | Gas: N2 Pressure: 40 bar SOD: 25 mm Scan speed: 200 mm/s | Stress corrosion | The 304L stainless steel is successfully deposited with no cracks or spallation defects. The cold spray deposits showed great adhesion Strength with greater than 83 MPa. | - | 2020 | [116] |
| 15 | Nuclear power plant | China | HPCS | Bellow expansion joint (IN600) Nickel + alumina powder | Gas: Compressed air; Presssure: 18–20 bar Temperature: 650 °C; SOD: 30 mm | Cavitation erosion Jet impingement erosion | The composite coating has a compact microstructure, relatively high hardness, and low porosity. | Due to the low cohesiveness between the Ni and Al2O3 components, the coating resistance to cavitation erosion was lower than uncoated IN600 | 2011 | [117] |
| 16 | Thermal power plant | HPCS | Gas turbine IN738LC powder | Gas: Helium Pressure: 25, 35 bar Temperature: 600, 750, 800 °C | Corrosion | Higher gas pressure and temperature cause higher particle velocity on cold spraying. However, cold spraying at 600 °C has better quality than that at 750 °C due to the selection of particle size and size distribution. | - | 2011 | [118] | |
| 17 | Thermal power plant | India | HPCS | Turbine blade Boiler tube | Gas: N2 Pressure: 30 bar Temperature: 1000 °C SOD: 30 mm Particle speed: 990 m/s Feed rate: 48 g/min Scan speed: 500 mm/s | High-temperature erosion–corrosion | IN738 coating has a two- or three-times greater high-temperature solid particle erosion resistance than T11 steel. | - | 2021 | [119] |
| 18 | Thermal power plant | India | HPCS | Turbine blade CoNiCrAlY powder | Helium gas route Gas: Helium Pressure: 20 bar Temperature: 400 °C Feed rate: 18 g/min N2 gas route Gas: N2 Pressure: 38 bar Temperature: 450 °C Feed rate: 15 g/min | Wear and corrosion (form oxidation-resistant hard coating) | The wear rate falls drastically after 316L SS is coated with CoNiCrAlY coating. | - | 2015 | [120] |
| 19 | Thermal power plant | Italy | HPCS | Turbine blade and vanes MCrAlY + Re overlay coating | Pressure: 40 bar Temperature: 800 °C Feed rate: 34 g/min | Corrosion | The fine nickel-based super-alloy powder has an efficiency of 33%, whereas the coarse powder has an efficiency of 31%. | - | 2014 | [121] |
| 20 | Power Plant | Canada | HPCS | Mild steel part Ni-WC composite powder | Gas: N2 Pressure: 40 bar Temperature: 700 °C Scan speed: 30 mm/s | Sliding wear | The inclusion of WC resulted in a reduction in coating porosity The presence of WC particles in the coating stabilised CoF and decreased wear rate by a factor of seven. | The presence of WC (tungsten carbide) particles decreased deposition efficiency and reduced bonding between Ni particles. | 2016 | [122] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Afandi, N.; Mahalingam, S.; Tan, A.W.-Y.; Manap, A.; Mohd Yunus, S.; Sun, W.; Zulkipli, A.; Chan, X.W.; Chong, A.I.-X.; Om, N.I.; et al. Remarkable Potential of Cold Spray in Overlay Restoration for Power Plants: Key Challenges, Recent Developments, and Future Prospects. Coatings 2023, 13, 2059. https://doi.org/10.3390/coatings13122059
Afandi N, Mahalingam S, Tan AW-Y, Manap A, Mohd Yunus S, Sun W, Zulkipli A, Chan XW, Chong AI-X, Om NI, et al. Remarkable Potential of Cold Spray in Overlay Restoration for Power Plants: Key Challenges, Recent Developments, and Future Prospects. Coatings. 2023; 13(12):2059. https://doi.org/10.3390/coatings13122059
Chicago/Turabian StyleAfandi, Nurfanizan, Savisha Mahalingam, Adrian Wei-Yee Tan, Abreeza Manap, Salmi Mohd Yunus, Wen Sun, Asiah Zulkipli, Xin Wei Chan, Adrian Ian-Xiang Chong, Nur Irmawati Om, and et al. 2023. "Remarkable Potential of Cold Spray in Overlay Restoration for Power Plants: Key Challenges, Recent Developments, and Future Prospects" Coatings 13, no. 12: 2059. https://doi.org/10.3390/coatings13122059
APA StyleAfandi, N., Mahalingam, S., Tan, A. W.-Y., Manap, A., Mohd Yunus, S., Sun, W., Zulkipli, A., Chan, X. W., Chong, A. I.-X., Om, N. I., & Bhowmik, A. (2023). Remarkable Potential of Cold Spray in Overlay Restoration for Power Plants: Key Challenges, Recent Developments, and Future Prospects. Coatings, 13(12), 2059. https://doi.org/10.3390/coatings13122059