
Comparative Study of Resin and Silane Coupling Agents Coating Treatments on Bonding Strength Improvement of Titanium and Carbon Fiber Composites

Abstract
:1. Introduction
2. Composites Preparation and Characterization
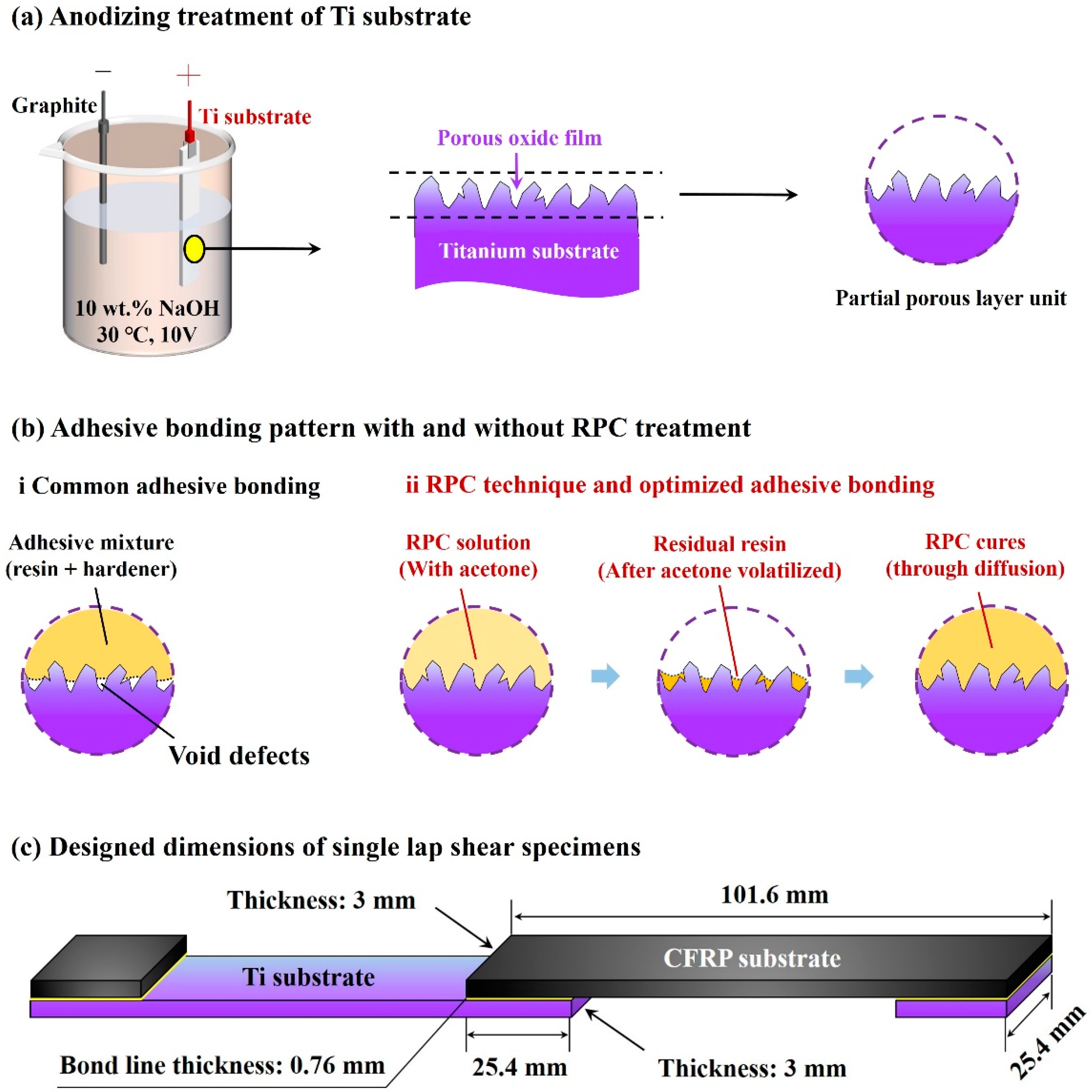
2.1. Composites Design and Preparation
2.2. Composites Test and Characterization
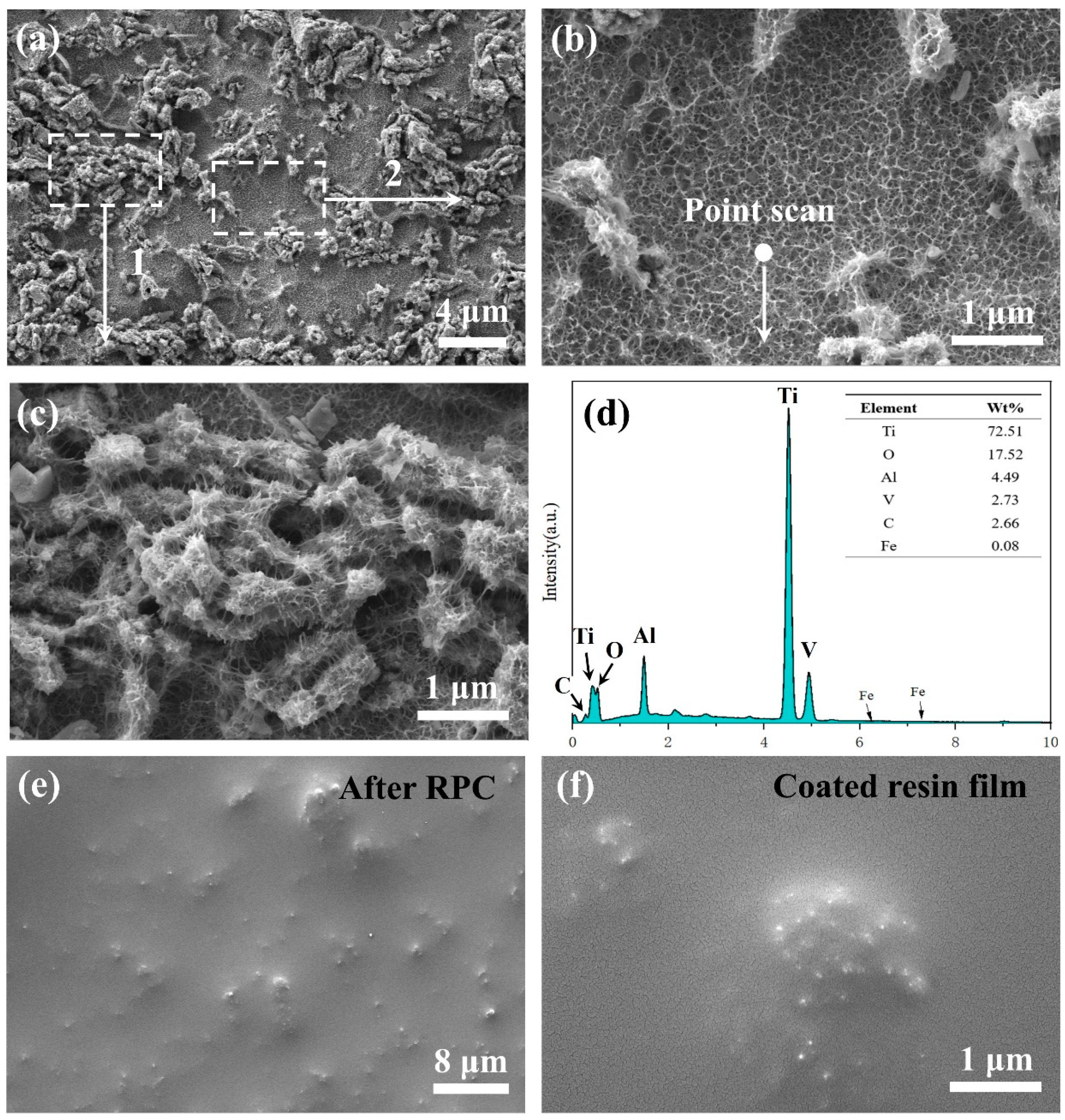
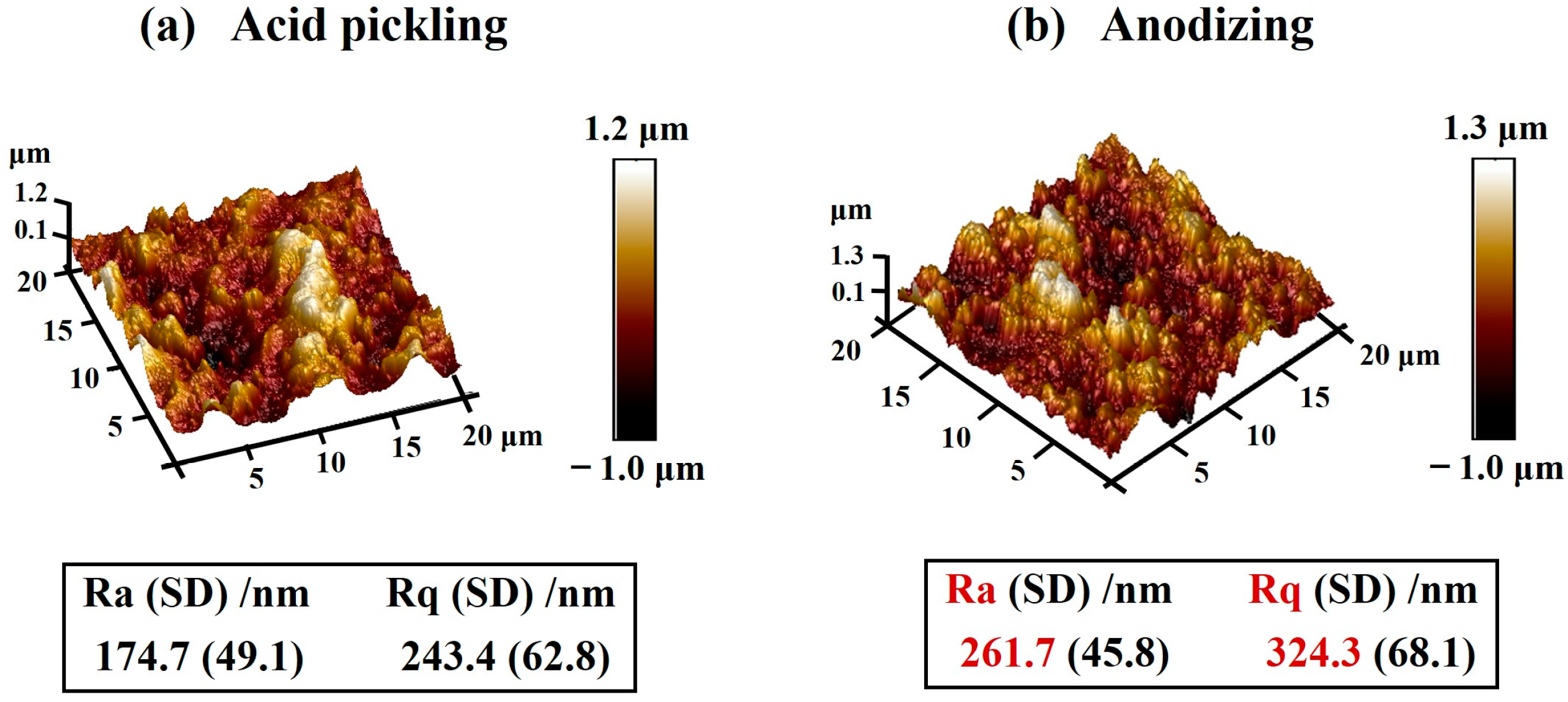
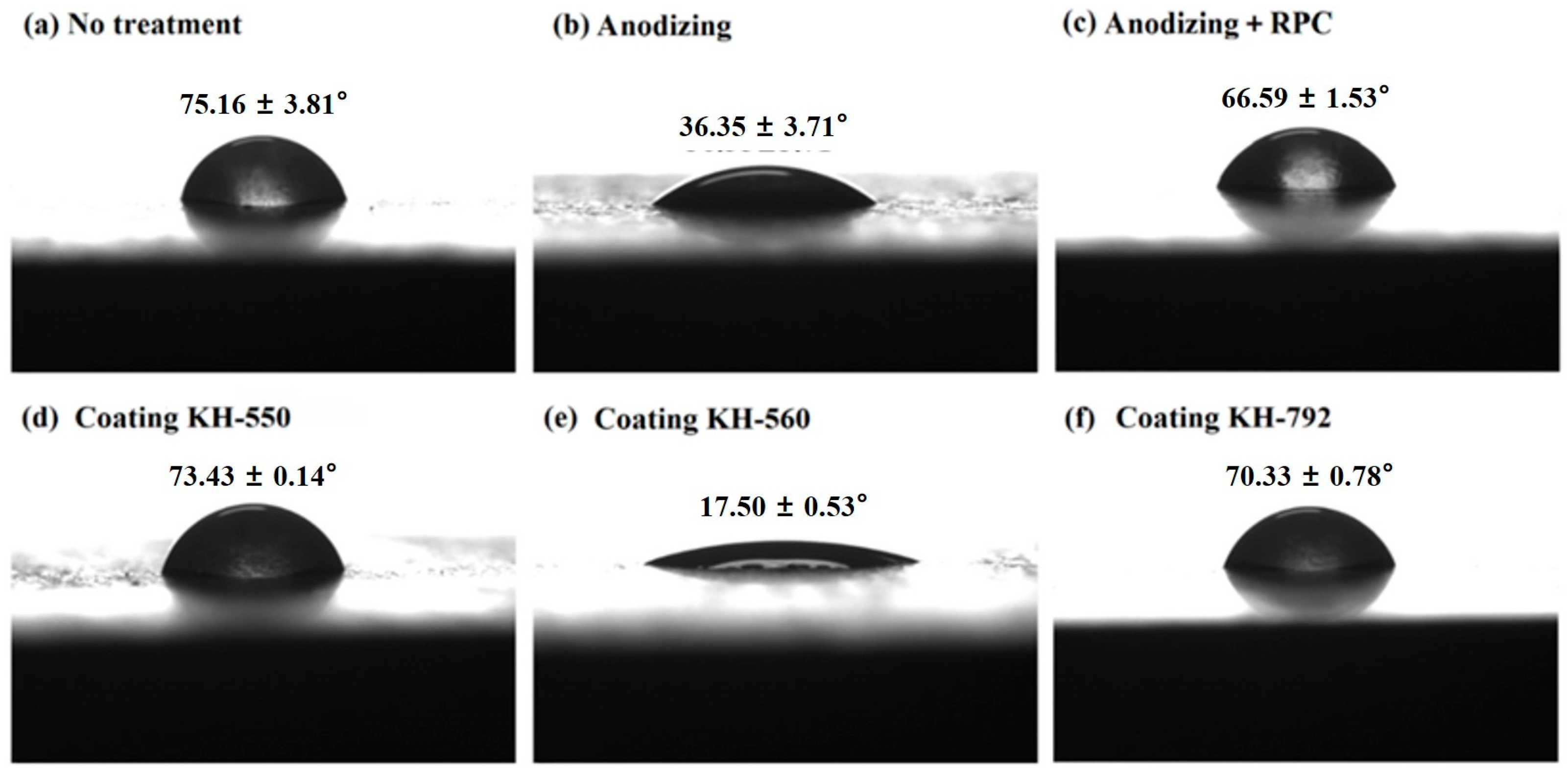
3. Results and Discussions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Geier, N.; Davim, J.P.; Szalay, T. Advanced cutting tools and technologies for drilling carbon fibre reinforced polymer (CFRP) composites: A review. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105552. [Google Scholar] [CrossRef]
- Cheng, F.; Hu, Y.S.; Yuan, B.Y.; Hu, X.Z.; Huang, Z.H. Transverse and longitudinal flexural properties of unidirectional carbon fiber composites interleaved with hierarchical Aramid pulp micro/nano-fibers. Compos. Part B Eng. 2020, 188, 107897. [Google Scholar] [CrossRef]
- Yuan, B.Y.; Tan, B.; Hu, Y.S.; Shaw, J.; Hu, X.Z. Improving impact resistance and residual compressive strength of carbon fibre composites using un-bonded non-woven short aramid fibre veil. Compos. Part A Appl. Sci. Manuf. 2019, 121, 439–448. [Google Scholar] [CrossRef]
- Hassan, M.; Mubashar, A.; Masud, M.; Zafar, A.; Ali, M.U.; Rim, Y.S. Effect of Temperature and Al2O3 NanoFiller on the Stress Field of CFRP/Al Adhesively Bonded Single-Lap Joints. Coatings 2022, 12, 1865. [Google Scholar] [CrossRef]
- Hu, Y.S.; Wei, Y.; Han, G.; Zhang, J.H.; Sun, G.Y.; Hu, X.Z.; Cheng, F. Comparison of impact resistance of carbon fibre composites with multiple ultra-thin CNT, aramid pulp, PBO and graphene interlayers. Compos. Part A Appl. Sci. Manuf. 2022, 155, 106815. [Google Scholar] [CrossRef]
- Kaiser, I.; Tan, C.; Tan, K.T. Bio-inspired patterned adhesive single-lap joints for CFRP and titanium. Compos. Part B Eng. 2021, 224, 109182. [Google Scholar] [CrossRef]
- Mu, W.L.; Qin, G.F.; Na, J.X.; Tan, W.; Liu, H.L.; Luan, J.Z. Effect of alternating load on the residual strength of environmentally aged adhesively bonded CFRP-aluminum alloy joints. Compos. Part B Eng. 2019, 168, 87–97. [Google Scholar] [CrossRef]
- Aravindakshan, R.; Saju, K.K.; Aruvathottil Rajan, R. Investigation into Effect of Natural Shellac on the Bonding Strength of Magnesium Substituted Hydroxyapatite Coatings Developed on Ti6Al4V Substrates. Coatings 2021, 11, 933. [Google Scholar] [CrossRef]
- Pantović Pavlović, M.R.; Eraković, S.G.; Pavlović, M.M.; Stevanović, J.S.; Panić, V.V.; Ignjatović, N.L. Anaphoretical/oxidative approach to the in-situ synthesis of adherent hydroxyapatite/titanium oxide composite coatings on titanium. Surf. Coat. Technol. 2019, 358, 688–694. [Google Scholar] [CrossRef]
- Faudree, M.C.; Uchida, H.T.; Kimura, H.; Kaneko, S.; Salvia, M.; Nishi, Y. Advances in Titanium/Polymer Hybrid Joints by Carbon Fiber Plug Insert: Current Status and Review. Materials 2022, 15, 3220. [Google Scholar] [CrossRef]
- Xu, J.Y.; Lin, T.Y.; Li, L.F.; Ji, M.; Davim, J.P.; Geier, N.; Chen, M. Numerical study of interface damage formation mechanisms in machining CFRP/Ti6Al4V stacks under different cutting sequence strategies. Compos. Struct. 2022, 285, 115236. [Google Scholar] [CrossRef]
- Cao, S.; Zhang, K.; Hou, G.; Luo, B.; Cheng, H.; Li, Y.; Li, X.; Liu, C. Experimental analysis of entrance and exit damage mechanism affected by the structural dynamic deformation characteristics during drilling of thin-walled CFRP. Thin-Walled Struct. 2022, 180, 109870. [Google Scholar] [CrossRef]
- Kim, Y.-W. Surface Modification of Ti Dental Implants by Grit-Blasting and Micro-Arc Oxidation. Mater. Manuf. Process. 2010, 25, 307–310. [Google Scholar] [CrossRef]
- He, P.G.; Chen, K.; Yang, J.L. Surface modifications of Ti alloy with tunable hierarchical structures and chemistry for improved metal–polymer interface used in deepwater composite riser. Appl. Surf. Sci. 2015, 328, 614–622. [Google Scholar] [CrossRef]
- Sun, Z.; Hu, X.Z.; Chen, H.R. Effects of aramid-fibre toughening on interfacial fracture toughness of epoxy adhesive joint between carbon-fibre face sheet and aluminium substrate. Int. J. Adhes. Adhes. 2014, 48, 288–294. [Google Scholar] [CrossRef]
- Hu, Y.S.; Yuan, B.Y.; Cheng, F.; Hu, X.Z. NaOH etching and resin pre-coating treatments for stronger adhesive bonding between CFRP and aluminium alloy. Compos. Part B Eng. 2019, 178, 107478. [Google Scholar] [CrossRef]
- Yu, Y.-S.; Xie, L.-S.; Chen, M.-H.; Wang, N.; Wang, H. Surface characteristics and adhesive strength to epoxy of three different types of titanium alloys anodized in NaTESi electrolyte. Surf. Coatings Technol. 2015, 280, 122–128. [Google Scholar] [CrossRef]
- Hu, Y.S.; Zhang, J.H.; Wang, L.; Jiang, H.Y.; Cheng, F.; Hu, X.Z. A simple and effective resin pre-coating treatment on grinded, acid pickled and anodised substrates for stronger adhesive bonding between Ti-6Al-4V titanium alloy and CFRP. Surf. Coatings Technol. 2022, 432, 128072. [Google Scholar] [CrossRef]
- Chen, Q.Z.; Jiang, Z.Q.; Tang, S.G.; Dong, W.B.; Tong, Q.; Li, W.Z. Influence of graphene particles on the micro-arc oxidation behaviors of 6063 aluminum alloy and the coating properties. Appl. Surf. Sci. 2017, 423, 939–950. [Google Scholar] [CrossRef]
- Wang, R.T.; Xu, H.; Yao, Z.P.; Li, C.X.; Jiang, Z.H. Adhesion and Corrosion Resistance of Micro-Arc Oxidation/Polyurethane Composite Coating on Aluminum Alloy Surface. Appl. Sci. 2020, 10, 6779. [Google Scholar] [CrossRef]
- Cheng, F.; Hu, Y.S.; Lv, Z.F.; Chen, G.; Yuan, B.Y.; Hu, X.Z.; Huang, Z.H. Directing helical CNT into chemically-etched micro-channels on aluminum substrate for strong adhesive bonding with carbon fiber composites. Compos. Part A Appl. Sci. Manuf. 2020, 135, 105952. [Google Scholar] [CrossRef]
- Ding, G.Y.; Yu, X.; Dong, F.Q.; Ji, Z.Z.; Wang, J.Y. Using Silane Coupling Agent Coating on Acidic Aggregate Surfaces to Enhance the Adhesion between Asphalt and Aggregate: A Molecular Dynamics Simulation. Materials 2020, 13, 5580. [Google Scholar] [CrossRef]
- Zhu, W.; Xiao, H.; Wang, J.; Li, X.D. Effect of Different Coupling Agents on Interfacial Properties of Fibre-Reinforced Aluminum Laminates. Materials 2021, 14, 1019. [Google Scholar] [CrossRef]
- Deng, S.H.; Li, Z.Q.; Liu, Z.Z. Study on the modification of epoxy matrix by coupling agent in glass fiber composite. Thermosetting Resin. 2017, 32, 45–50. [Google Scholar]
- Wang, B.H.; Hu, X.Z.; Lu, P. Improvement of adhesive bonding of grit-blasted steel substrates by using diluted resin as a primer. Int. J. Adhes. Adhes. 2017, 73, 92–99. [Google Scholar] [CrossRef]
- Han, X.Y.; Yuan, B.Y.; Tan, B.; Hu, X.Z.; Chen, S. Repair of subsurface micro-cracks in rock using resin pre-coating technique. Constr. Build. Mater. 2019, 196, 485–491. [Google Scholar] [CrossRef]
- Tan, B.; Hu, Y.S.; Yuan, B.Y.; Hu, X.Z.; Huang, Z.H. Optimizing adhesive bonding between CFRP and Al alloy substrate through resin pre-coating by filling micro-cavities from sandblasting. Int. J. Adhes. Adhes. 2021, 110, 102952. [Google Scholar] [CrossRef]
- Tan, B.; Ji, Y.; Hu, Y.S.; Yuan, B.Y.; Hu, X.Z.; Huang, Z.H. Pretreatment using diluted epoxy adhesive resin solution for improving bond strength between steel and wood surfaces. Int. J. Adhes. Adhes. 2020, 98, 102502. [Google Scholar] [CrossRef]
- Liu, W.; Xu, H.; Hu, X.Z.; Yuan, B.Y.; Tan, B.; Xu, F. Strengthening and repairing of engineered bamboo-steel epoxy adhesive joints with carbon nanotube on the basis of resin pre-coating method. Eur. J. Wood Wood Prod. 2020, 78, 313–320. [Google Scholar] [CrossRef]
- Han, X.Y.; Liu, W.; Zhang, Q.; Chen, Y.; Hu, X.Z.; Xiao, Q.; Chen, S. Effect of resin pre-coating method on repairing subsurface micro-defects in sandstone and granite. Constr. Build. Mater. 2020, 264, 120144. [Google Scholar] [CrossRef]
- Ji, Y.; Yuan, B.Y.; Hu, X.Z.; Jiang, H.Y.; Qiao, Y. Repairing sharp delamination cracks in CFRP through capillary action of acetone-diluted resin solution. Compos. Sci. Technol. 2022, 219, 109249. [Google Scholar] [CrossRef]
- Cheng, F.; Hu, Y.S.; Zhang, X.G.; Hu, X.Z.; Huang, Z.H. Adhesive bond strength enhancing between carbon fiber reinforced polymer and aluminum substrates with different surface morphologies created by three sulfuric acid solutions. Compos. Part A Appl. Sci. Manuf. 2021, 146, 106427. [Google Scholar] [CrossRef]
- ASTM D5868; Standard Test Method for Lap Shear Adhesion for Fiber Reinforced Plastic (FRP) Bonding. ASTM International: West Conshohocken, PA, USA. [CrossRef]
- Ye, J.; Wang, H.; Dong, J.L.; Liu, C.; Gao, Y.; Gong, B.W.; Su, B.; Peng, H.X. Metal surface nanopatterning for enhanced interfacial adhesion in fiber metal laminates. Compos. Sci. Technol. 2021, 205, 108651. [Google Scholar] [CrossRef]
- Huang, X.; Liu, Z. Growth of titanium oxide or titanate nanostructured thin films on Ti substrates by anodic oxidation in alkali solutions. Surf. Coatings Technol. 2013, 232, 224–233. [Google Scholar] [CrossRef]
- Cheng, F.; Xu, Y.; Zhang, J.H.; Wang, L.; Zhang, H.H.; Wan, Q.; Li, W.P.; Wang, L.; Lv, Z.F. Growing carbon nanotubes in-situ via chemical vapor deposition and resin pre-coating treatment on anodized Ti-6Al-4V titanium substrates for stronger adhesive bonding with carbon fiber composites. Surf. Coatings Technol. 2023, 457, 129296. [Google Scholar] [CrossRef]
- Zhang, J.H.; Cheng, F.; Wang, L.; Xu, Y.; Zhou, Z.T.; Liu, X.Y.; Hu, Y.S.; Hu, X.Z. Reinforcement study of anodizing treatment with various temperatures on aluminum substrates for stronger adhesive bonding with carbon fiber composites. Surf. Coatings Technol. 2023, 462, 129473. [Google Scholar] [CrossRef]
- Wang, B.H.; Hu, X.Z.; Hui, J.; Lu, P.; Jiang, B. CNT-reinforced adhesive joint between grit-blasted steel substrates fabricated by simple resin pre-coating method. J. Adhes. 2018, 94, 529–540. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen Groups | Surface Treatments of Ti Alloys | Surface Treatments of CFRP Panels | Specimen Number |
|---|---|---|---|
| Acid pickling | Acid pickling | Acetone ultrasonic cleaning | 6 |
| Anodizing | Anodizing | Grinding + RPC | 6 |
| Coating KH-550 | Coating KH-550 | Grinding + RPC | 6 |
| Coating KH-560 | Coating KH-560 | Grinding + RPC | 6 |
| Coating KH-792 | Coating KH-560 | Grinding + RPC | 6 |
| Anodizing + RPC | Anodizing + RPC | Grinding + RPC | 6 |
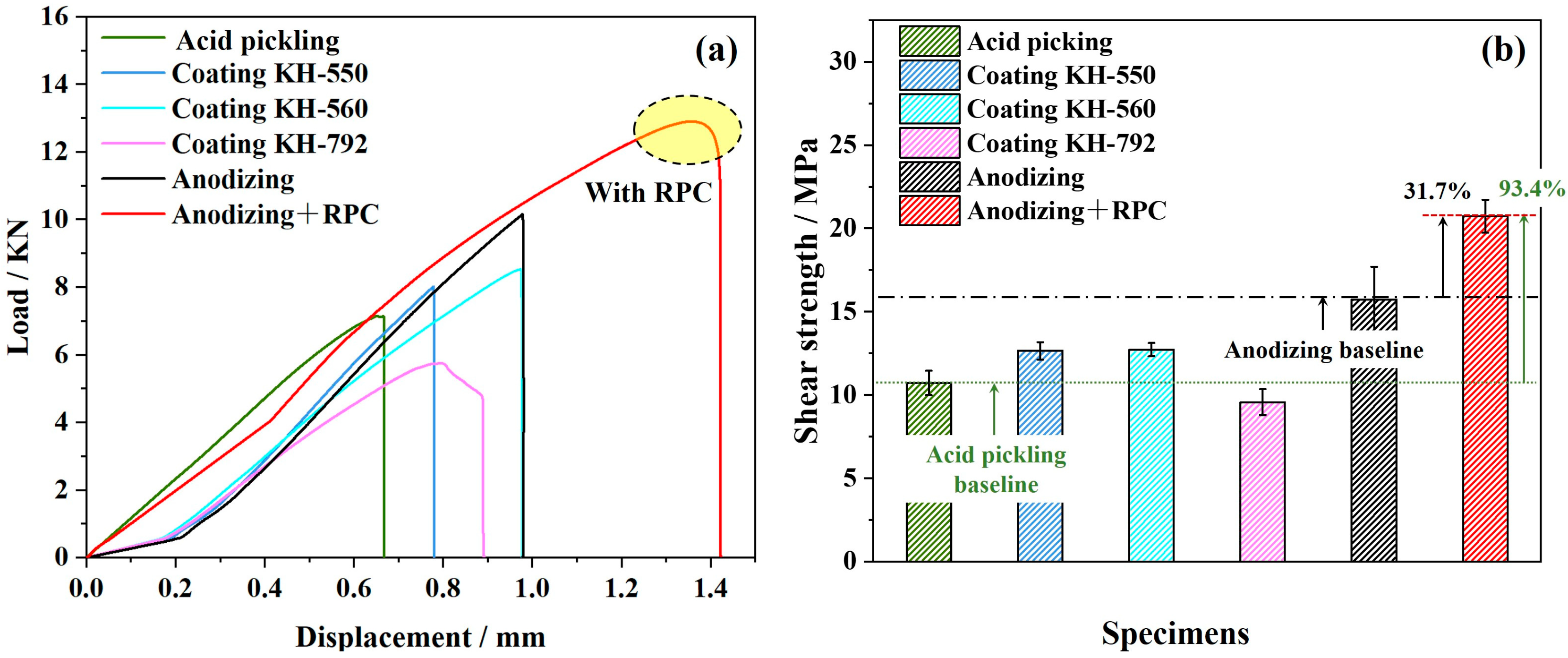
| Specimens | Average Pmax/N | Standard Deviation/N | Shear Strength/MPa | Standard Deviation/MPa |
|---|---|---|---|---|
| Acid pickling | 6871.14 | 498.14 | 10.72 | 0.73 |
| Anodizing | 10,157.04 | 668.82 | 15.74 | 1.96 |
| Coating KH-550 | 8164.72 | 259.41 | 12.66 | 0.52 |
| Coating KH-560 | 8208.32 | 636.43 | 12.72 | 0.40 |
| Coating KH-792 | 6176.75 | 503.22 | 9.57 | 0.78 |
| Anodizing + RPC | 13,375.86 | 639.41 | 20.73 | 0.99 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zuo, S.; Wang, L.; Zhang, J.; Yang, G.; Xu, Y.; Hu, Y.; Cheng, F.; Hu, X. Comparative Study of Resin and Silane Coupling Agents Coating Treatments on Bonding Strength Improvement of Titanium and Carbon Fiber Composites. Coatings 2023, 13, 903. https://doi.org/10.3390/coatings13050903
Zuo S, Wang L, Zhang J, Yang G, Xu Y, Hu Y, Cheng F, Hu X. Comparative Study of Resin and Silane Coupling Agents Coating Treatments on Bonding Strength Improvement of Titanium and Carbon Fiber Composites. Coatings. 2023; 13(5):903. https://doi.org/10.3390/coatings13050903
Chicago/Turabian StyleZuo, Shihao, Lin Wang, Jinheng Zhang, Guangming Yang, Yang Xu, Yunsen Hu, Fei Cheng, and Xiaozhi Hu. 2023. "Comparative Study of Resin and Silane Coupling Agents Coating Treatments on Bonding Strength Improvement of Titanium and Carbon Fiber Composites" Coatings 13, no. 5: 903. https://doi.org/10.3390/coatings13050903