
High-Temperature Solid Particle Erosion of Environmental and Thermal Barrier Coatings
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
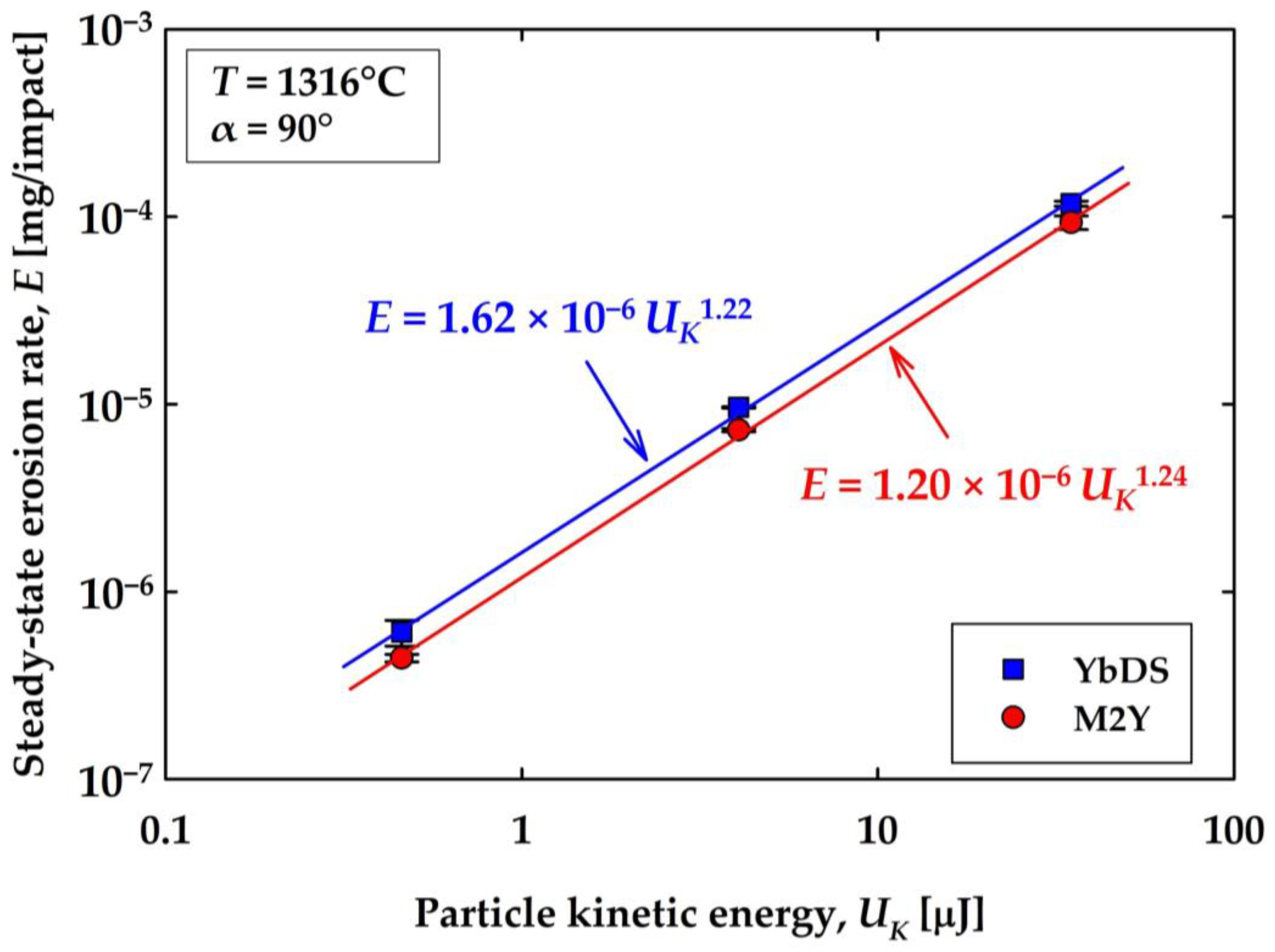
3.1. Phase 1—Particle Kinetic Energy (EBCs)
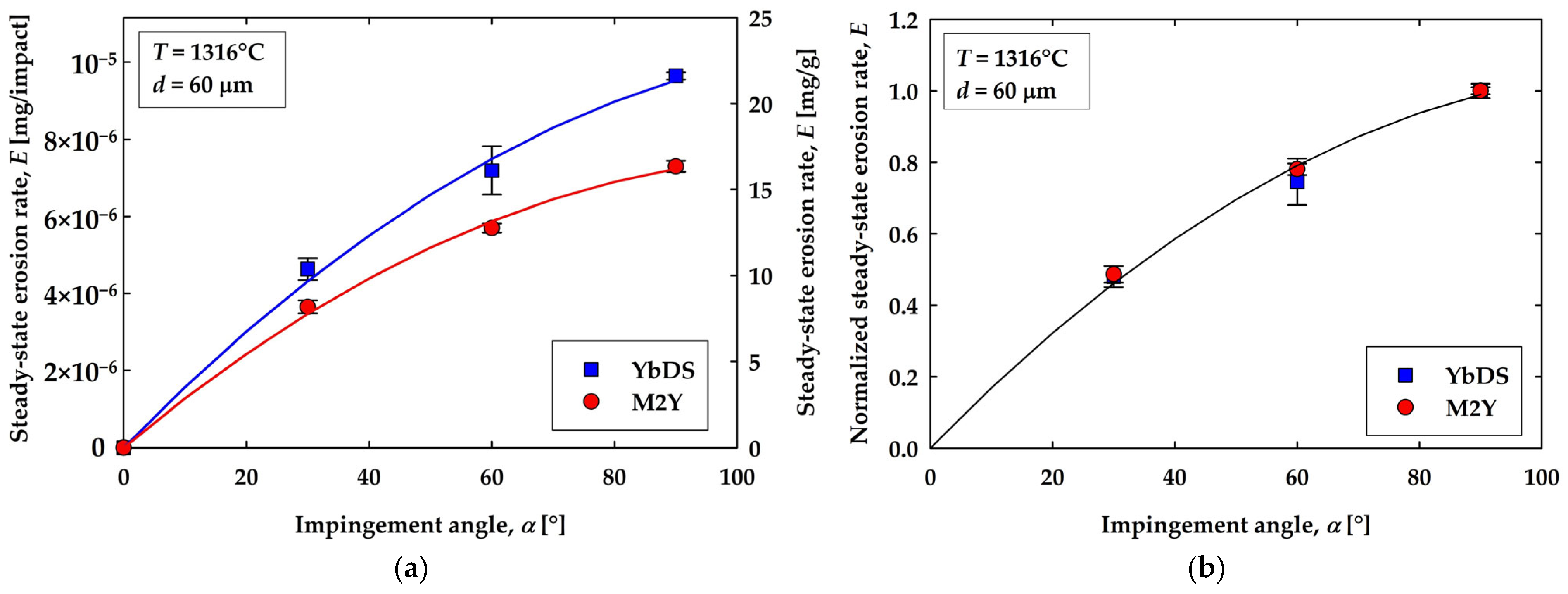
3.2. Phase 2—Impingement Angle (EBCs)
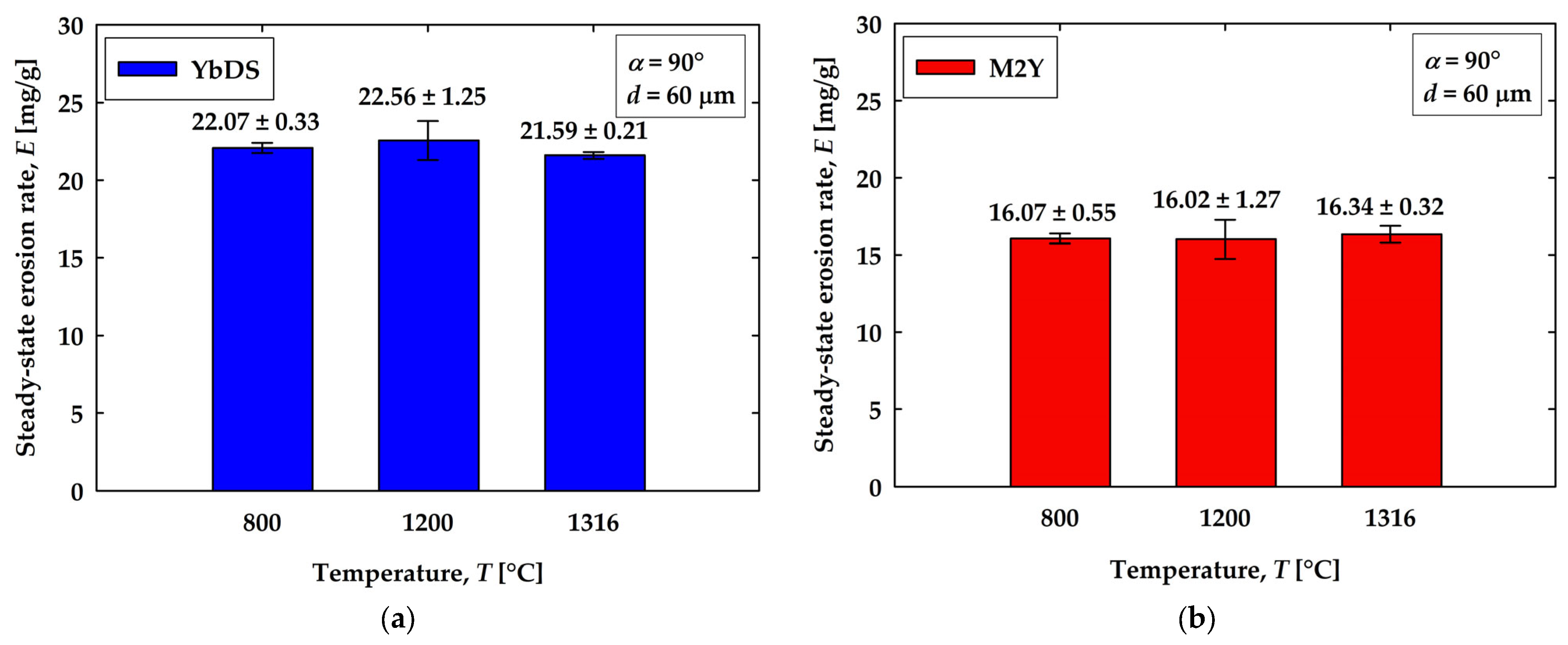
3.3. Phase 3—Temperature (EBCs)
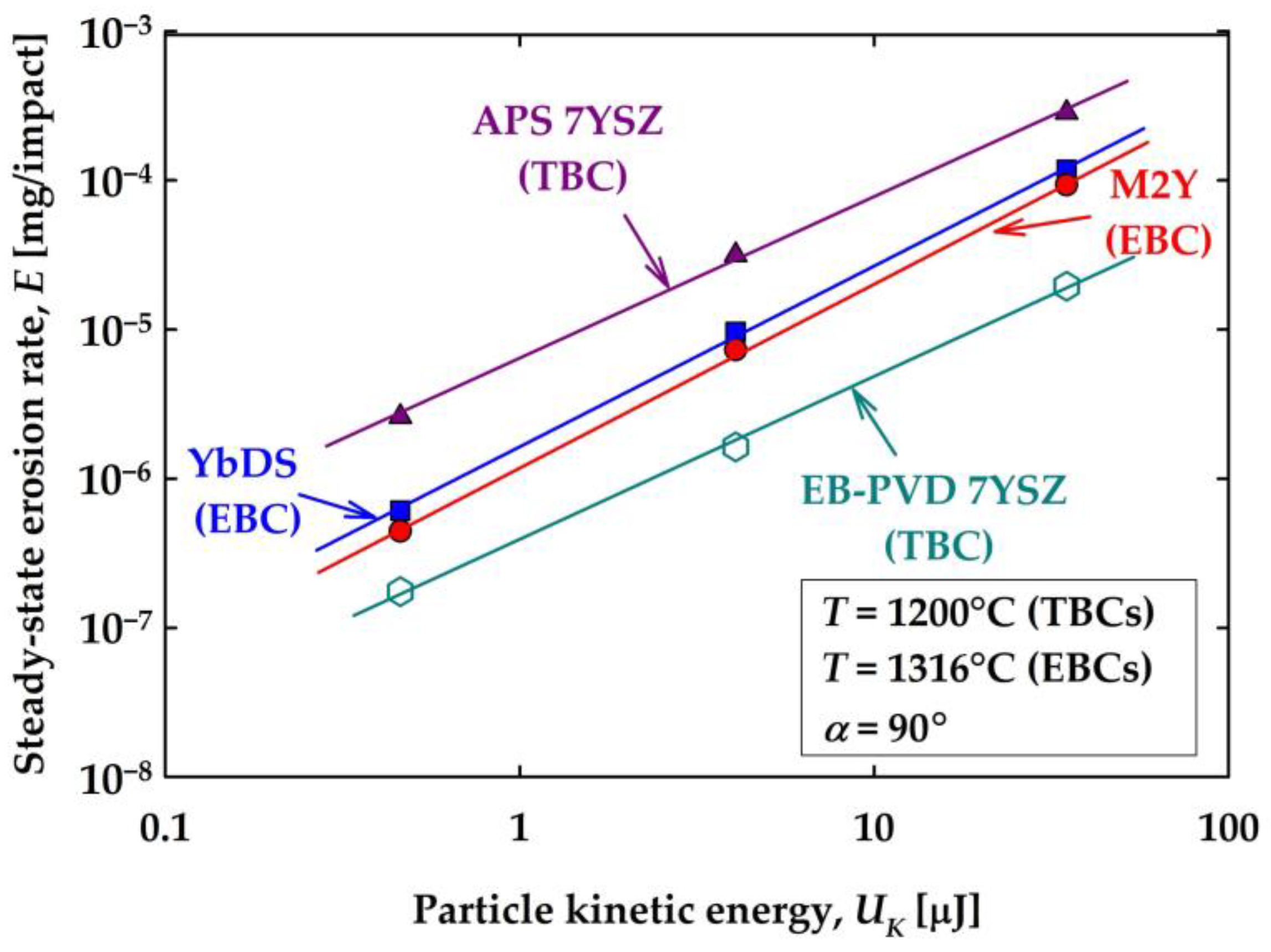
3.4. Phase 4—Particle Kinetic Energy (TBCs)
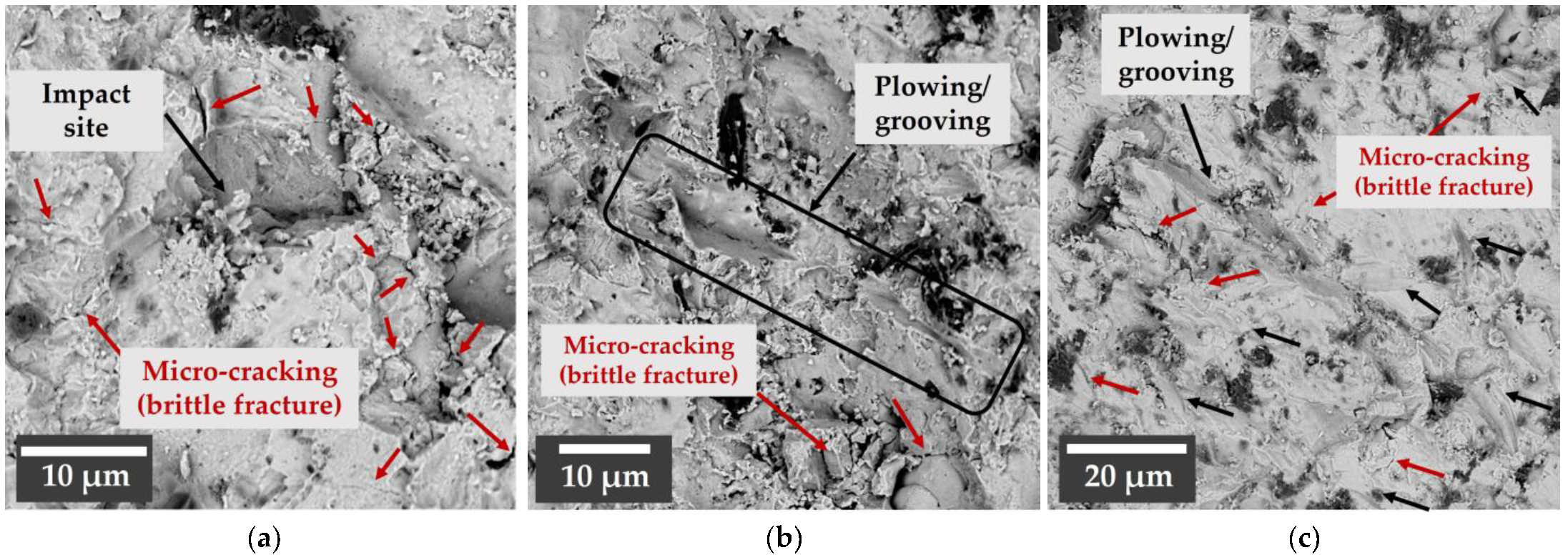
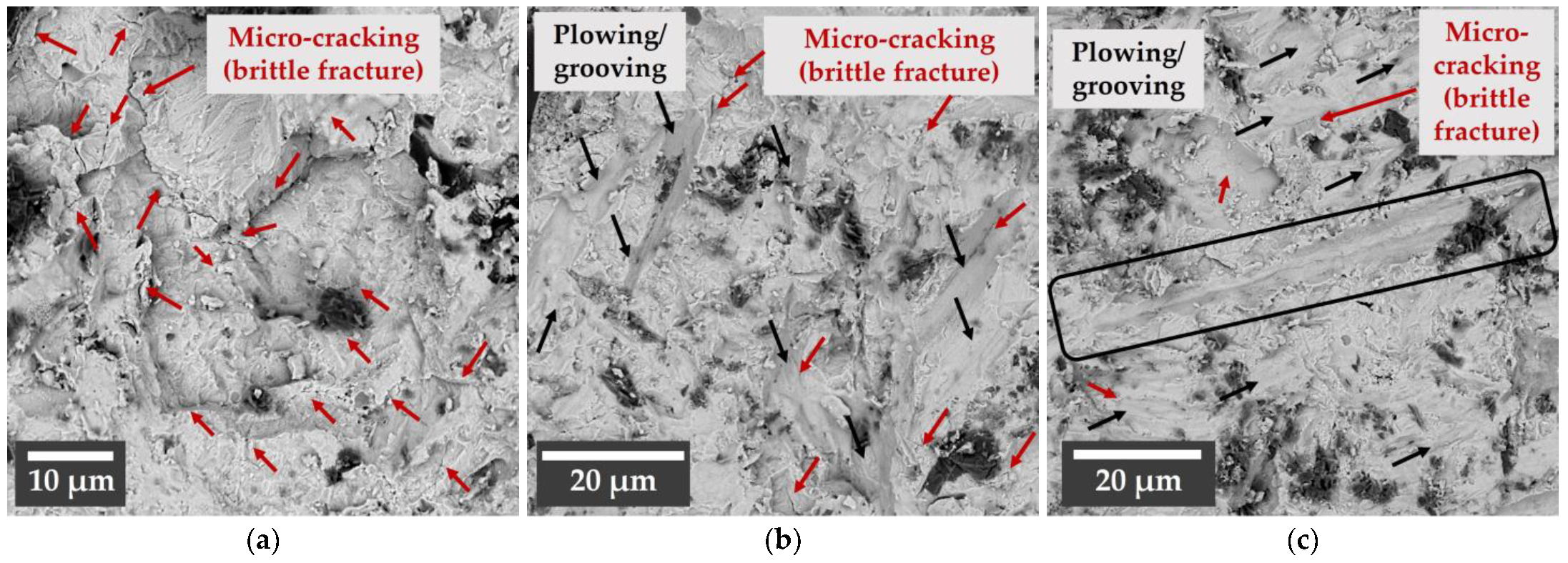
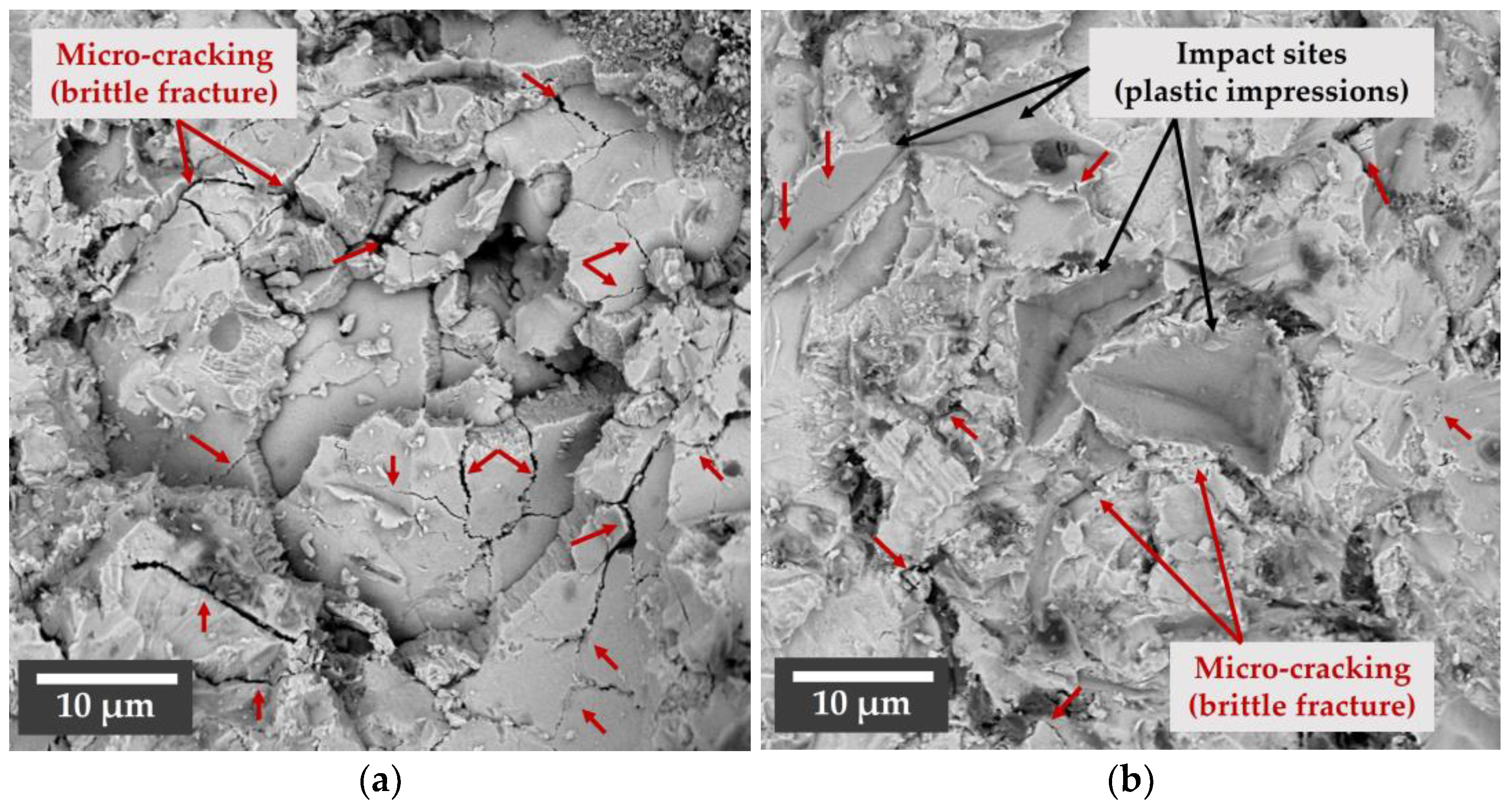
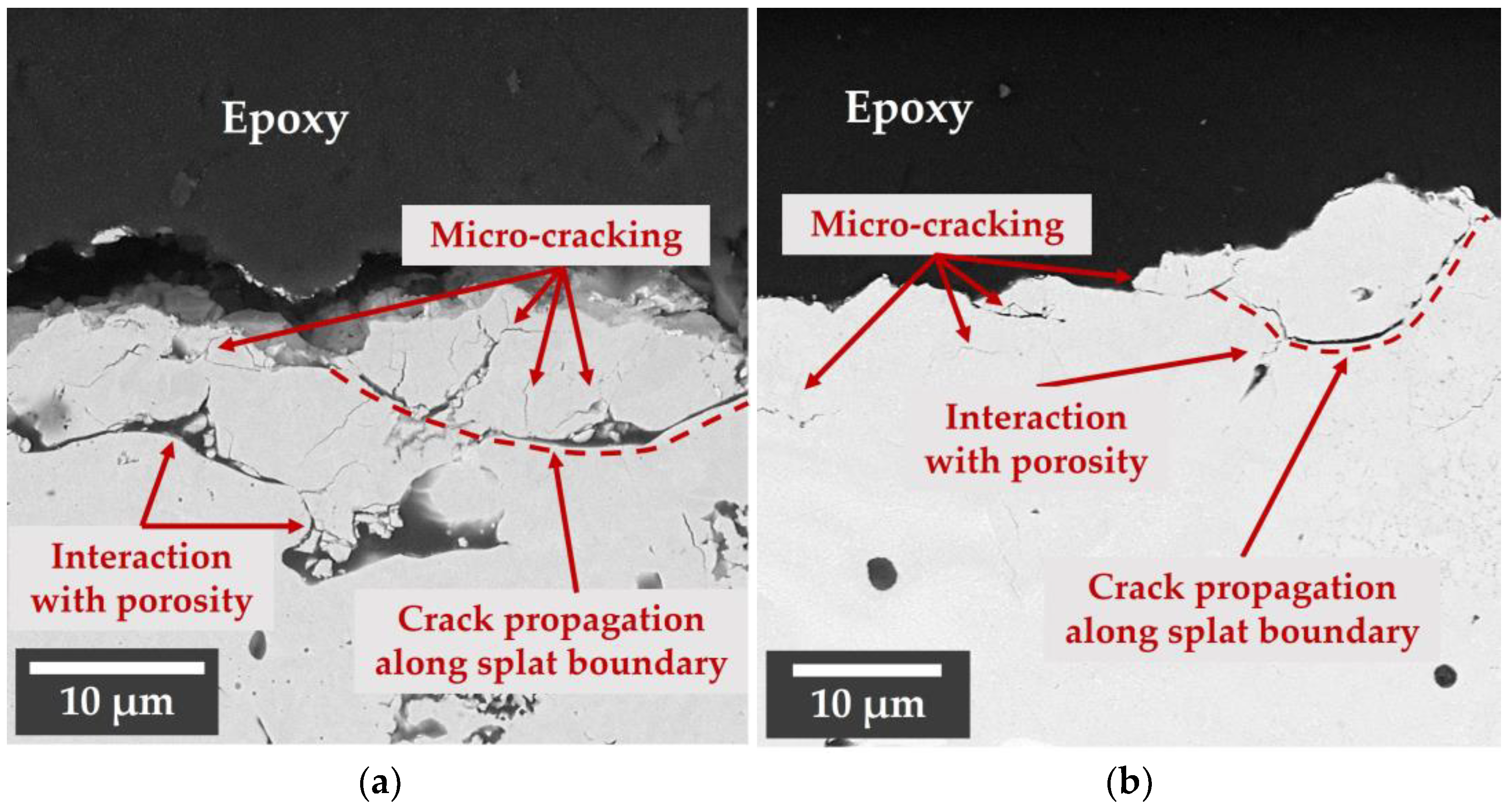
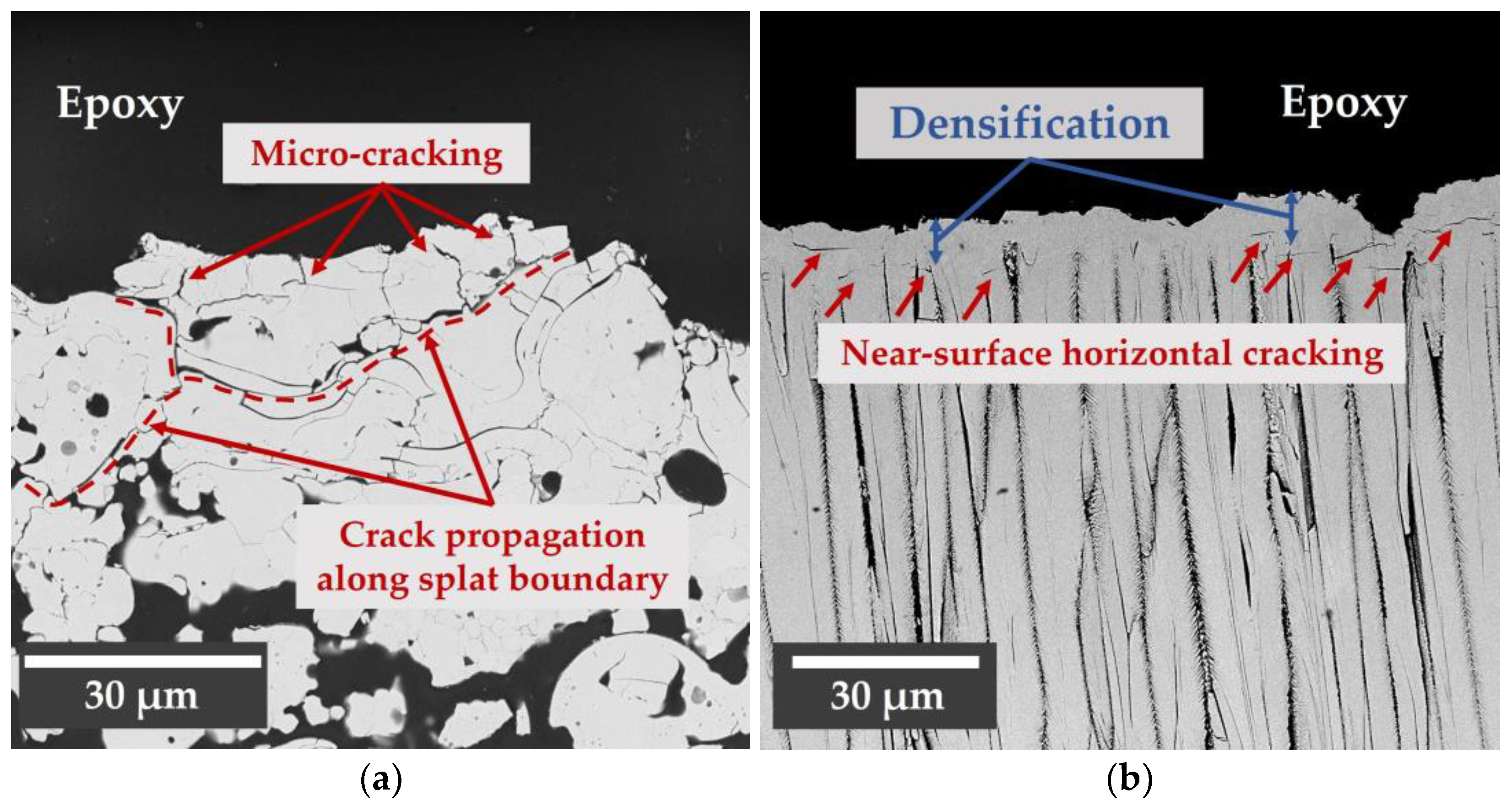
3.5. Erosion Damage Morphology
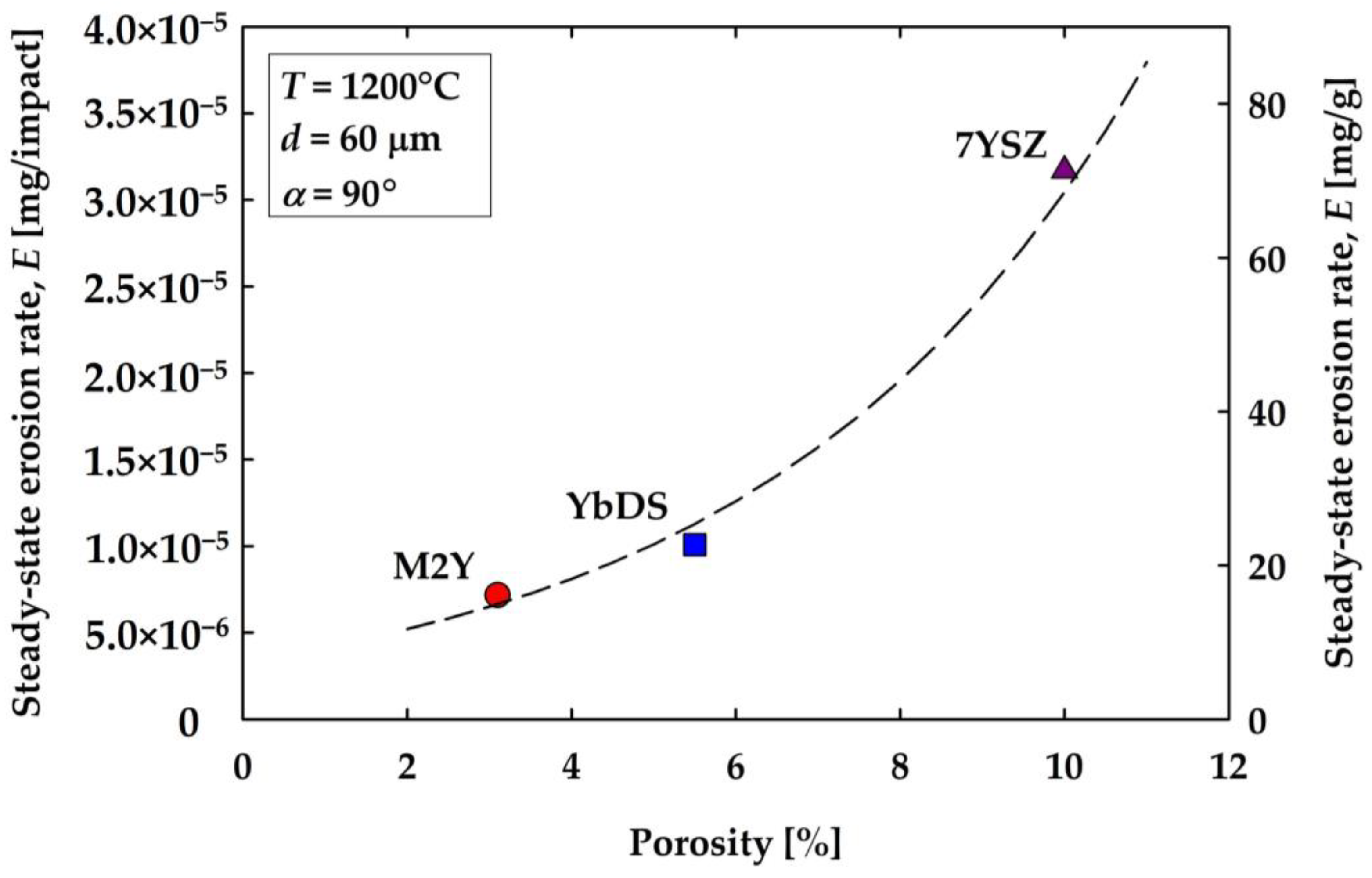
3.6. Comparison of EBCs and TBCs
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lee, K.N.; van Roode, M. Environmental barrier coatings enhance performance of SiC/SiC ceramic matrix composites. Am. Ceram. Soc. Bull. 2019, 98, 46–53. [Google Scholar]
- Lee, K.N.; Zhu, D.; Lima, R.S. Perspectives on environmental barrier coatings (EBCs) manufactured via air plasma spray (APS) on ceramic matrix composites (CMCs): A tutorial paper. J. Therm. Spray Technol. 2021, 30, 40–58. [Google Scholar] [CrossRef]
- Lee, K.N. Yb2Si2O7 environmental barrier coatings with reduced bond coat oxidation rates via chemical modifications for long life. J. Am. Ceram. Soc. 2019, 102, 1507–1521. [Google Scholar] [CrossRef]
- Richards, B.T.; Young, K.A.; de Francqueville, F.; Sehr, S.; Begley, M.; Wadley, H.N.G. Response of ytterbium disilicate-silicon environmental barrier coatings to thermal cycling in water vapor. Acta Mater. 2016, 106, 1–14. [Google Scholar] [CrossRef]
- Abdul-Aziz, A. Durability modeling review of thermal- and environmental-barrier-coated fiber-reinforced ceramic matrix composites Part I. Materials 2018, 11, 1251. [Google Scholar] [CrossRef]
- Tejero-Martin, D.; Bennett, C.; Hussain, T. A review on environmental barrier coatings: History, current state of the art and future development. J. Euro. Ceram. Soc. 2021, 41, 1747–1768. [Google Scholar] [CrossRef]
- Fang, G.; Gao, X.; Song, Y. A review on ceramic matrix composites and environmental barrier coatings for aero-engine: Material development and failure analysis. Coatings 2023, 13, 357. [Google Scholar] [CrossRef]
- Opila, E.J.; Hann, R.E., Jr. Paralinear oxidation of CVD SiC in water vapor. J. Am. Ceram. Soc. 1997, 80, 197–205. [Google Scholar] [CrossRef]
- Robinson, R.C.; Smialek, J.L. SiC recession by SiO2 scale volatility under combustion conditions: I, experimental results and empirical model. J. Am. Ceram. Soc. 1999, 82, 1817–1825. [Google Scholar] [CrossRef]
- Jacobson, N.S.; Kuczmarski, M.A.; Kowalski, B.A. Vaporization of protective oxide films into different gas atmospheres. Oxid. Met. 2020, 93, 247–282. [Google Scholar] [CrossRef]
- Summers, W.D.; Begley, M.R.; Zok, F.W. Transition from penetration cracking to spallation in environmental barrier coatings on ceramic composites. Surf. Coat. Technol. 2019, 378, 125083. [Google Scholar] [CrossRef]
- Richards, B.T.; Zhu, D.; Ghosn, L.J.; Wadley, H.N.G. Mechanical properties of air plasma sprayed environmental barrier coating (EBC) systems: Preliminary assessments. In Developments in Strategic Ceramic Materials; Kriven, W.M., Wang, J., Zhu, D., Fischer, T., Eds.; John Wiley & Sons: Hoboken, NJ, USA, 2016; pp. 219–237. [Google Scholar]
- Appleby, M.P.; Zhu, D.; Morscher, G.N. Mechanical properties and real-time damage evaluations of environmental barrier coated SiC/SiC CMCs subjected to tensile loading under thermal gradients. Surf. Coat. Technol. 2015, 284, 318–326. [Google Scholar] [CrossRef]
- Ridley, M.J.; Opila, E.J. Thermomechanical and thermochemical stability of HfSiO4 for environmental barrier coating applications. J. Am. Ceram. Soc. 2021, 104, 3593–3602. [Google Scholar] [CrossRef]
- Ruggles-Wrenn, M.B.; Williams, T.M. Fatigue of a SiC/SiC Ceramic Matrix Composite with an Ytterbium-Disilicate Environmental Barrier Coating at Elevated Tempeature. Int. J. Appl. Ceram. Technol. 2020, 17, 2074–2082. [Google Scholar] [CrossRef]
- Panakarajupally, R.P.; Presby, M.J.; Manigandan, K.; Zhou, J.; Chase, G.G.; Morscher, G.N. Thermomechanical characterization of SiC/SiC ceramic matrix composites in a combustion facility. Ceramics 2019, 2, 407–425. [Google Scholar] [CrossRef]
- Ericks, A.R.; Zok, F.W.; Poerschke, D.L.; Levi, C.G. Protocol for selecting exemplary silicate deposit compositions for evaluating thermal and environmental barrier coatings. J. Am. Ceram. Soc. 2021, 105, 3665–3688. [Google Scholar] [CrossRef]
- Wiesner, V.L.; Harder, B.J.; Bansal, N.P. High-temperature interactions of desert sand CMAS glass with yttrium disilicate environmental barrier coating material. Ceram. Int. 2018, 44, 22738–22743. [Google Scholar] [CrossRef]
- Webster, R.I.; Bansal, N.P.; Salem, J.A.; Opila, E.J.; Wiesner, V.L. Characterization of thermochemical and thermomechanical properties of Eyjafjallajökull volcanic ash glass. Coatings 2020, 10, 100. [Google Scholar] [CrossRef]
- Stokes, J.L.; Harder, B.J.; Wiesner, V.L.; Wolfe, D.E. Effect of crystal structure and cation size on molten silicate reactivity with environmental barrier coating materials. J. Am. Ceram. Soc. 2019, 103, 622–634. [Google Scholar] [CrossRef]
- Wolf, M.; Mack, D.E.; Guillon, O.; Vaßen, R. Resistance of pure and mixed rare earth silicates against calcium-magnesium-aluminosilicate (CMAS): A comparative study. J. Am. Ceram. Soc. 2020, 103, 7056–7071. [Google Scholar] [CrossRef]
- Wiesner, V.L.; Scales, D.; Johnson, N.S.; Harder, B.J.; Garg, A.; Bansal, N.P. Calcium-magnesium aluminosilicate (CMAS) interactions with ytterbium silicate environmental barrier coating material at elevated temperatures. Ceram. Int. 2020, 46, 16733–16742. [Google Scholar] [CrossRef]
- Kedir, N.; Garcia, E.; Kirk, C.; Guo, Z.; Gao, J.; Zhai, X.; Sun, T.; Fezzaa, K.; Sampath, S.; Chen, W.W. In situ characterization of foreign object damage (FOD) in environmental-barrier-coated silicon carbide (SiC) ceramic. J. Am. Ceram. Soc. 2020, 103, 4586–4601. [Google Scholar] [CrossRef]
- Kedir, N.; Garcia, E.; Kirk, C.; Gao, J.; Guo, Z.; Zhai, X.; Sun, T.; Fezzaa, K.; Sampath, S.; Chen, W.W. Impact damage of narrow silicon carbide (SiC) ceramics with and without environmental barrier coatings (EBCs) by various foreign object debris (FOD) simulants. Surf. Coat. Technol. 2021, 407, 126779. [Google Scholar] [CrossRef]
- Singh, S.; Singh, D.; Signh, J.P.; Singh, R.N.; Routbort, J.L. Solid particle erosion of thin films deposited on ceramics. In Advances in Ceramic Coatings and Ceramic-Metal Systems: Ceramic Engineering and Science Proceedings; Zhu, F., Plucknett, K., Eds.; The American Ceramic Society: Westerville, OH, USA, 2005; pp. 191–198. [Google Scholar]
- Okita, Y.; Mizokami, Y.; Hasegawa, J. Experimental and numerical investigation of environmental barrier coated ceramic matrix composite turbine airfoil erosion. J. Eng. Gas Turbine Power 2019, 141, 031013-1–031013-10. [Google Scholar] [CrossRef]
- Presby, M.J.; Harder, B.J. Solid particle erosion of a plasma spray-physical vapor deposition environmental barrier coating in a combustion environment. Ceram. Int. 2021, 47, 24403–24411. [Google Scholar] [CrossRef]
- Cernuschi, F.; Lorenzoni, L.; Capelli, S.; Guardamagna, C.; Krager, M.; Vaßen, R.; von Niessen, K.; Markocsan, N.; Menuey, J.; Giolli, C. Solid particle erosion of thermal spray and physical vapour deposition thermal barrier coatings. Wear 2011, 271, 2909–2918. [Google Scholar] [CrossRef]
- Davis, A.G.; Boone, D.H.; Levy, A.V. Erosion of ceramic thermal barrier coatings. Wear 1986, 110, 101–116. [Google Scholar] [CrossRef]
- Bruce, R.W. Development of 1232 °C (2250 °F) erosion and impact tests for thermal barrier coatings. Tribol. Trans. 1998, 41, 399–410. [Google Scholar] [CrossRef]
- Nicholls, J.R.; Deakin, M.J.; Rickerby, D.S. A comparison between the erosion behavior of thermal spray and electron beam physical vapour deposition thermal barrier coatings. Wear 1999, 223–235, 352–361. [Google Scholar] [CrossRef]
- Schmitt, M.P.; Harder, B.J.; Wolfe, D.E. Process-structure-property relations for the erosion durability of plasma spray-physical vapor deposition (PS-PVD) thermal barrier coatings. Surf. Coat. Technol. 2016, 197, 11–18. [Google Scholar] [CrossRef]
- Shin, D.; Hamed, A. Influence of micro-structure on erosion resistance of plasma sprayed 7YSZ thermal barrier coating under gas turbine operating conditions. Wear 2018, 396–397, 34–47. [Google Scholar] [CrossRef]
- Swar, R.; Hamed, A.; Shin, D.; Woggon, N.; Miller, R. Deterioration of thermal barrier coated turbine blades by erosion. Int. J. Rotating Mach. 2012, 2012, 601837. [Google Scholar] [CrossRef]
- Nicholls, J.R.; Jaslier, Y.; Rickerby, D.S. Erosion of EB-PVD thermal barrier coatings. Mater. High Temp. 1998, 15, 15–22. [Google Scholar] [CrossRef]
- Wellman, R.G.; Nicholls, J.R. A review of the erosion of thermal barrier coatings. J. Phys. D Appl. Phys. 2007, 40, 293–305. [Google Scholar] [CrossRef]
- Wellman, R.G.; Nicholls, J.R. A Monte Carlo model for predicting the erosion rate of EB-PVD TBCs. Wear 2004, 256, 889–899. [Google Scholar] [CrossRef]
- Wellman, R.G.; Nicholls, J.R. On the effect of ageing on the erosion of EB-PVD TBCs. Surf. Coat. Technol. 2004, 177–178, 80–88. [Google Scholar] [CrossRef]
- Wellman, R.G.; Whitman, G.; Nicholls, J.R. CMAS corrosion of EB-PVD TBCs: Identifying the minimum level to initiate damage. Int. J. Refract. Met. Hard Mater. 2010, 28, 124–132. [Google Scholar] [CrossRef]
- Steinberg, L.; Naraparaju, R.; Heckert, M.; Mikulla, C.; Schulz, U.; Leyens, C. Erosion behavior of EB-PVD 7YSZ coatings under corrosion/erosion regime: Effect of TBC microstructure and the CMAS chemistry. J. Eur. Ceram. Soc. 2018, 38, 5101–5112. [Google Scholar] [CrossRef]
- Miller, R.A.; Kuczmarski, M.A. Burner rig for small particle erosion testing of thermal barrier coatings. J. Test. Eval. 2014, 42, 648–658. [Google Scholar] [CrossRef]
- Mahade, S.; Venkat, A.; Curry, N.; Leitner, M.; Joshi, S. Erosion performance of atmospheric plasma sprayed thermal barrier coatings with diverse porosity levels. Coatings 2021, 11, 86. [Google Scholar] [CrossRef]
- Wellman, R.G.; Nicholls, J.R.; Murphy, K. Effect of microstructure and temperature on the erosion rates and mechanisms of modified EB-PVD TBCs. Wear 2009, 267, 1927–1934. [Google Scholar] [CrossRef]
- Kedir, N.; Gong, C.; Sanchez, L.; Presby, M.J.; Kane, S.; Faucett, D.C.; Choi, S.R. Erosion in gas-turbine grade ceramic matrix composites. J. Eng. Gas Turbines Power 2019, 141, 011019-1–011019-9. [Google Scholar] [CrossRef]
- Presby, M.J.; Gong, C.; Kane, S.; Kedir, N.; Stanley, A.; Faucett, D.C.; Choi, S.R. Erosion in a melt-infiltrated SiC/SiC ceramic matrix composite. J. Eng. Gas Turbines Power 2020, 142, 041009-1–041009-9. [Google Scholar] [CrossRef]
- Presby, M.J. High-temperature solid particle erosion in a melt-infiltrated SiC/SiC ceramic matrix composite. J. Eng. Gas Turbines Power 2021, 143, 121026-1–121026-6. [Google Scholar] [CrossRef]
- Panakarajupally, R.P.; Mirza, F.; El Rassi, J.; Morscher, G.N.; Abdi, F.; Choi, S. Solid particle erosion behavior of melt-infiltrated SiC/SiC ceramic matrix composites (CMCs) in a simulated turbine engine environment. Comp. Part B 2021, 216, 108860. [Google Scholar] [CrossRef]
- Stuckner, J.; Harder, B.; Smith, T.M. Microstructure segmentation with deep learning encoders pre-trained on a large microscopy dataset. Npj Comput. Mater. 2022, 8, 200. [Google Scholar] [CrossRef]
- Darolia, R. Thermal barrier coatings technology: Critical review, progress update, remaining challenges and prospects. Int. Mater. Rev. 2013, 56, 315–348. [Google Scholar] [CrossRef]
- Vaßen, R.; Mack, D.E.; Tandler, M.; Sohn, Y.J.; Sebold, D.; Guillon, O. Unique performance of thermal barrier coatings made of yttria-stabilized zirconia at extreme temperature (>1500 °C). J. Am. Ceram. Soc. 2020, 104, 463–471. [Google Scholar] [CrossRef]
- Wiederhorn, S.M.; Hockey, B.J. Effect of material parameters on the erosion resistance of brittle materials. J. Mater. Sci. 1983, 18, 766–780. [Google Scholar] [CrossRef]
- Ritter, J.E.; Strzepa, P.; Jakus, K.; Rosenfeld, L.; Buckman, K.J. Erosion damage in glass and alumina. J. Am. Ceram. Soc. 1984, 67, 769–774. [Google Scholar] [CrossRef]
- Ritter, J.E. Erosion damage in structural ceramics. Mater. Sci. Eng. 1985, 71, 195–201. [Google Scholar] [CrossRef]
- Wiederhorn, S.M.; Lawn, B.R. Strength degradation of glass impacted with sharp particles: I, annealed surfaces. J. Am. Ceram. Soc. 1979, 1–2, 66–70. [Google Scholar] [CrossRef]
- Marshall, D.B.; Lawn, B.R.; Evans, A.G. Elastic/plastic indentation damage in ceramics: The lateral crack system. J. Am. Ceram. Soc. 1982, 11, 561–566. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase | Temperature, T [°C] | Mean Particle Size, d [µm] | Impingement Angle, α [°] | Particle Velocity, v [m/s] | Particle Kinetic Energy 1, UK [µJ] |
|---|---|---|---|---|---|
| 1 | 1316 | 27 | 90 | 150 | 0.46 |
| 60 | 135 | 4.07 | |||
| 150 | 100 | 34.90 | |||
| 2 | 1316 | 60 | 30 | 135 | 4.07 |
| 60 | |||||
| 90 | |||||
| 3 | 800 | 60 | 90 | 135 | 4.07 |
| 1200 | |||||
| 1316 | |||||
| 4 | 1200 | 27 | 90 | 150 | 0.46 |
| 60 | 135 | 4.07 | |||
| 150 | 100 | 34.90 |
| Material | Theoretical Density [g/cm3] | Bulk Density 1 [g/cm3] |
|---|---|---|
| YbDS | 6.15 | 5.81 |
| M2Y | 6.07 | 5.88 |
| APS 7YSZ | 6.10 | 5.49 |
| EB-PVD 7YSZ | 6.10 | 5.25 2 |
| Reference | Material | Temperature, T [°C] | Particle Type 1 | Particle Size, d [µm] 1 | Velocity, v [m/s] 1 | Erosion Rate, E [mg/g] 2 |
|---|---|---|---|---|---|---|
| Shin [33] | APS 7YSZ 3 | 980 | Al2O3 | 27 | 231 | 150 |
| Shin [33] | APS 7YSZ 3 | 980 | Al2O3 | 27 | 305 | 256 |
| Shin [33] | APS 7YSZ 4 | 980 | Al2O3 | 27 | 231 | 256 |
| Shin [33] | APS 7YSZ 4 | 980 | Al2O3 | 27 | 305 | 344 |
| Nicholls [35] | APS 7YSZ | 910 | Al2O3 | 100 | 230 | 322 |
| Cernuschi [28] | EB-PVD 7YSZ | 700 | SiO2 | 122 | 40 | 0.0535 |
| Swar [34] | EB-PVD 7YSZ | 871 | Al2O3 | 26 | 122 | 11.5 |
| Swar [34] | EB-PVD 7YSZ | 871 | Al2O3 | 26 | 366 | 20 |
| Swar [34] | EB-PVD 7YSZ | 982 | Al2O3 | 26 | 122 | 17 |
| Swar [34] | EB-PVD 7YSZ | 982 | Al2O3 | 26 | 244 | 21 |
| Swar [34] | EB-PVD 7YSZ | 982 | Al2O3 | 26 | 366 | 26 |
| Swar [34] | EB-PVD 7YSZ | 1093 | Al2O3 | 26 | 366 | 27 |
| Nicholls [35] | EB-PVD 7YSZ | 910 | Al2O3 | 100 | 230 | 28.5 |
| Okita [26] | APS EBC 5 | 1037 | SiO2 | 50 | 225 | 29.57 6 |
| Presby [27] | PS-PVD YbDS | 1200 | Al2O3 | 27 | 150 | 10.72 |
| Presby [27] | PS-PVD YbDS | 1200 | Al2O3 | 60 | 135 | 21.75 |
| Presby [27] | PS-PVD YbDS | 1200 | Al2O3 | 150 | 100 | 14.95 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Presby, M.J.; Stokes, J.L.; Harder, B.J.; Lee, K.N.; Hoffman, L.C. High-Temperature Solid Particle Erosion of Environmental and Thermal Barrier Coatings. Coatings 2023, 13, 902. https://doi.org/10.3390/coatings13050902
Presby MJ, Stokes JL, Harder BJ, Lee KN, Hoffman LC. High-Temperature Solid Particle Erosion of Environmental and Thermal Barrier Coatings. Coatings. 2023; 13(5):902. https://doi.org/10.3390/coatings13050902
Chicago/Turabian StylePresby, Michael J., Jamesa L. Stokes, Bryan J. Harder, Kang N. Lee, and Leland C. Hoffman. 2023. "High-Temperature Solid Particle Erosion of Environmental and Thermal Barrier Coatings" Coatings 13, no. 5: 902. https://doi.org/10.3390/coatings13050902