1. Introduction
Titanium and Ti-based alloys are commonly used in a large number of modern industrial branches, such as aerospace, aircraft, automotive, marine, and railway industries, due to their lightweight and attractive mechanical properties. However, the range of applications of these materials is still limited because they are characterized by low hardness [
1,
2,
3,
4,
5]. These limitations depend on their surface properties where they are mostly exposed to exploitation. Therefore, the above-mentioned drawback can be overcome by an appropriate technique for surface treatment and modification [
6,
7].
Currently, the modification of the structure and properties of the surface of different metals and alloys by means of electron-beam treatment is very promising due to the very high rate of reproducibility, low cost compared with the traditional technologies, and shorter processing time [
8,
9]. In this technique, the materials are irradiated by a flux of accelerated electrons, where the kinetic energy of the negatively charged particles is transferred into heat. As a result, a thermal distribution from the surface to the bulk is formed and the cooling rate can reach values of 10
4–10
5 K/s. This very rapid cooling leads to changes in the microstructure, chemical composition, phase composition, formation of preferred crystallographic orientation, melting of the surface, etc. [
10,
11,
12,
13]. The technological conditions of the electron-beam surface modification procedure can be controlled very precisely, meaning that the resultant structure and properties of the modified materials can be precisely controlled as well.
The improvement of the surface properties of titanium and Ti-based alloys by means of electron-beam surface alloying is a very promising approach. In this technique, a formation of alloyed layers with significantly enhanced properties in comparison to that of the base materials is obtained. The substrate is preliminary covered by alloying elements, followed by an electron-beam treatment. During the treatment procedure, the technological conditions can be optimized to melt the surface and introduce the alloying elements within the molten materials, and after its solidification, an alloyed layer with significantly improved functional properties is formed [
14,
15,
16,
17]. The authors of [
18,
19,
20] have investigated the possibilities of the formation of Ti-Al-based surface alloy on titanium substrates by an electron-beam surface alloying of titanium with aluminum films and the results showed an increase in the hardness in all considered cases due to the formation of intermetallic phases in the system of Ti-Al. In [
21], the alloying of Ti6Al4V alloy with Cr powder was investigated, and the results obtained showed changes in the microstructure and the existence of Cr
2Ti particles within the alloyed zone. Moreover, an increase in the hardness and improvement in the wear properties were also reported by the authors of [
21]. Our previous investigations [
14,
15] were based on alloying of titanium substrates with Al/Nb bilayer structures. The hardness of the alloyed layers increases significantly. The highest measured values were three times higher than those of the base Ti substrate.
The literature review presented above demonstrates that the electron-beam surface modification and alloying are very promising for the improvement of the surface properties of Ti-based materials. In this direction, the formation of carbides could be a perspective direction as these components are known as hard and wear-resistant [
22,
23,
24]. It is well known that the TiC compound is characterized by very high hardness, and therefore, it is expected that the fabricated composite Ti-C layers result in a significant improvement of the microhardness of the titanium substrates [
25]. The TiC compound is known as significantly harder in comparison with a number of transition metal nitride coatings (such as TiN, CrN, ZrN, etc.), which, in general, are characterized as very hard. However, investigations on the possibilities for the fabrication of composite alloyed layers in the system of Ti-C by the methods of electron-beam surface modification are currently lacking within the scientific literature. Moreover, the influence of the applied technological conditions on the resultant structure and microhardness of the fabricated composite layer in the system of titanium–carbon has also not yet been studied. Thus, the goal of this paper is to investigate the possibility of the formation of surface layers in the system of Ti-C on a titanium substrate, aiming to improve the microhardness of the base material by the electron-beam surface modification technique. The corresponding results for the structure and microhardness of the formed surface layers are discussed concerning the applied technological conditions of the electron-beam surface modification procedure.
2. Materials and Methods
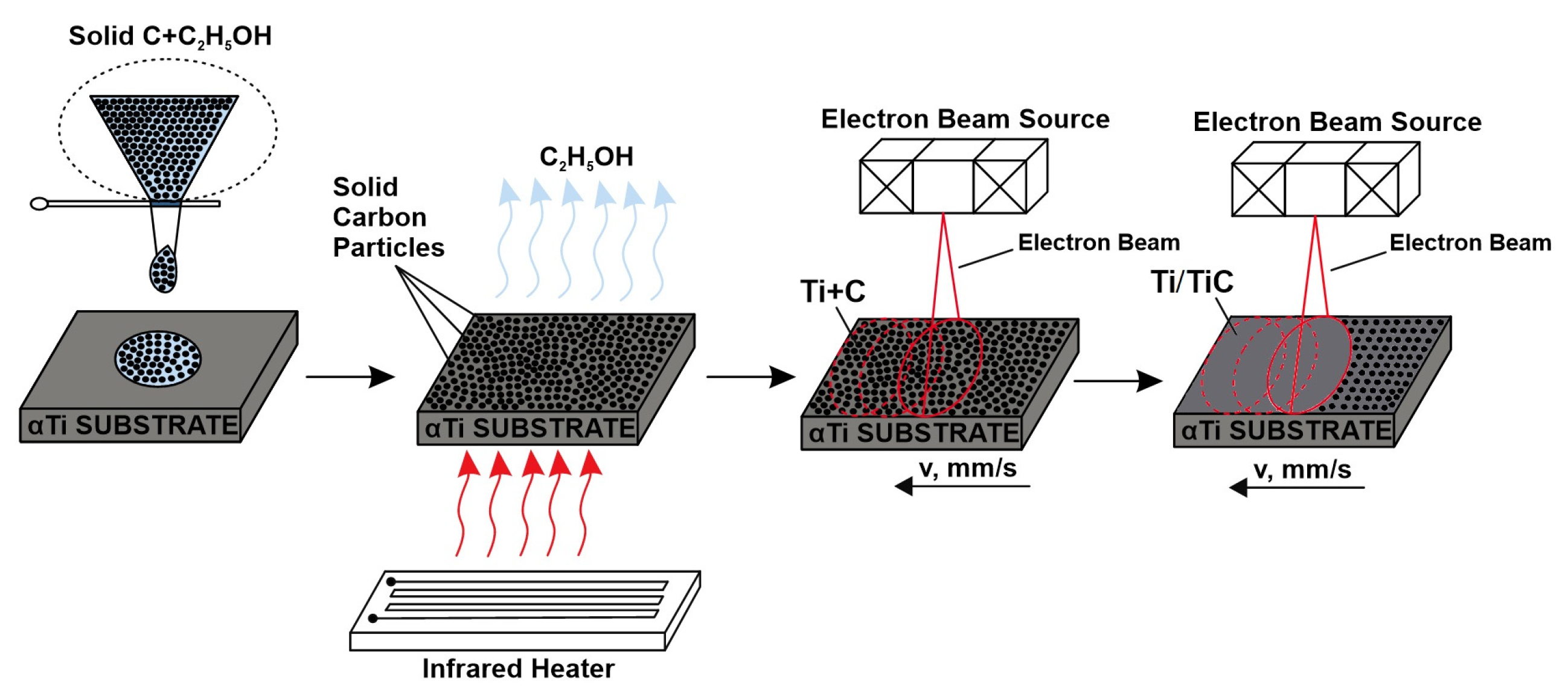
In the present study, commercially pure Ti substrates with dimensions of 20 mm × 20 mm and a thickness of 4 mm were used. A mixture of 3 mg carbon powder (with particle size of 100 ± 20 μm) and 3 mL alcohol was evenly deposited on the top of the titanium plates. The samples were heated in order to evaporate the solvent, and as a result, a uniform film was formed with a thickness of about 3.7 µm. The electron-beam surface modification procedure consists of two steps, namely alloying and remelting. The specimens were subjected to an electron-beam surface alloying in order to introduce the C element within the Ti substrate. During the alloying procedure, the electron-beam accelerating voltage was 60 kV, the electron-beam current was 18 mA, the speed of the specimen motion was 5 mm/s, and the electron-beam scanning frequency was 200 Hz. The experiments were realized in a circular manner of scanning with a radius of 4 mm. In this case, the beam trajectory overlaps, and the lifetime of the melt pool is longer, which leads to a successful incorporation of the C powder. The obtained specimens were further subjected to an electron-beam surface treatment, namely the remelting procedure, aiming for the homogenization of the obtained Ti-C composite layer on the top of the titanium substrates. During the remelting process, the accelerating voltage was 60 kV, the electron-beam current was 18 mA, and the electron-beam scanning frequency was 200 Hz. The remelting procedure was again realized in a circular mode, where the radius of the circle was 4 mm to maintain the lifetime of the melt pool longer. After a large number of experiments, two speeds of the specimen motion were chosen, namely 5 and 15 mm/s, as they were considered the most representative and completely describe the influence of the speed of the movement of the specimens during the remelting procedure. At speeds lower than 5 mm/s, a strong modification of the surface morphology occurs, where the melting and evaporation processes become predominant, which is not the desirable effect. At remelting speeds higher than 15 mm/s, the surface temperature becomes insufficient for the formation of a composite structure in the system of Ti-C and a significant improvement of the functional properties is not achieved. The direction of the remelting procedure was realized perpendicularly to that of the alloying one. A scheme of the electron-beam surface alloying and remelting procedures is presented in
Figure 1.
X-ray diffraction experiments (XRD) were employed to investigate the phase composition of the fabricated composite layers. The experiments were realized in a symmetrical Bragg–Brentano mode from 21 to 80 degrees at the 2θ scale with a step of 0.01° and a counting time of 1 s per step. The measurements were carried out using CuKα characteristic radiation (1.54 Å).
The microstructure was investigated by scanning electron microscopy (SEM-LYRA I XMU (Tescan), Brno, Czech Republic), where backscattered electrons were used. Energy-dispersive X-ray spectroscopy (EDX microanalyzer—Quantax 200, Bruker, Billerica, MA, USA) was employed for the investigation of the chemical composition.
The measurements of the microhardness were carried out using the EMCO Test DuraScan equipment. During the experiments, a load of 20 g was applied for a time of 10 s and a gradient of 10 g/s. The experiments were realized according to the ISO 6507-1 standard. A total number of 10 measurements were performed at each considered depth while using a specialized pattern for all measurements in order to meet the standard criteria for minimum distance between adjacent indentations.
3. Results and Discussion
The X-ray diffraction pattern of a sample subjected to the alloying procedure, i.e., the first step of the surface modification process is shown in
Figure 2. The identified peaks correspond to pure Ti and pure C. No diffraction maxima of TiC are registered, meaning that at the first step of the electron-beam surface modification procedure, the C element is just embedded into the Ti matrix, but it does not lead to the formation of carbide phase of titanium.
Figure 3 presents the experimentally obtained XRD patterns of the specimens subjected to the remelting procedure with the speeds of the motion of the samples of 5 and 15 mm/s, i.e., the second step of the electron-beam surface modification. They exhibit diffraction maxima of α-Ti with hexagonal closed-packed structure (HCP), TiC phase, which is characterized by a face-centered cubic (FCC) structure, and HCP pure carbon phase. The identification of the phase composition was performed according to the ICDD (International Centre for Diffraction Data) crystallographic database, PDF # 44-1284 for pure Ti, PDF # 32-1383 for TiC, and PDF # 41-1487 for C. The presence of strong peaks corresponding to α-Ti means that this phase is the main one. Additionally, the existence of diffraction maxima corresponding to the TiC phase confirms that the applied carbon on the top of the Ti substrates was introduced and dissolved within the matrix of the base Ti substrate material by the applied procedures of alloying and remelting. As a result, a second-phase structure in the form of titanium carbide was successfully formed and distributed within the base α-Ti matrix. However, the peak at about 25 degrees, corresponding to pure carbon, means that some amount of the applied alloying element remains undissolved within the Ti matrix. The results show that the studied phase composition as a function of the speed of the specimen motion within the range of 5–15 mm/s is unchanged, meaning that the velocity of the movement of the samples and the above-mentioned technological conditions does not affect the studied structural parameter. Considering the intensities of the diffraction maxima belonging to the discussed phases, it can be mentioned that they are in good agreement with the crystallographic database for pure Ti and TiC. In addition, no variations in this trend can be observed in dependence on the speed of the motion of the specimen during the remelting process. This means that the change in the discussed technological parameter does not influence the formation of a preferred crystallographic orientation. A lot of investigations exist on the impact of the structural parameters on the functional properties of the materials, and according to the authors of [
26], the preferred crystallographic orientation has a significant influence. Moreover, the speed of the movement of the specimens does not lead to a change in the position of the diffraction maxima of the above-mentioned structures, meaning that the discussed technological parameter does not influence the lattice parameters and volume. This is also of major importance for the functional properties of the materials [
27,
28].
A cross-sectional scanning electron microscopy (SEM) micrograph of the specimen obtained by the electron-beam surface remelting with a speed motion of 5 mm/s is shown in
Figure 4.
Figure 4a shows a lower magnification micrograph of the whole remelted zone, while
Figure 4b represents a higher magnification image of the formed layer. It is well visible that the thickness of the layer formed after the second step of the electron-beam surface modification procedure is about 55 μm. In addition, the microstructure of the formed composite layer is much finer in comparison with the titanium substrate. According to the authors of [
29], the electron-beam-processed materials are characterized by a finer structure due to the very high thermal cyclic gradients during the modification process. This statement is in agreement with the results obtained, pointing to the formation of a significantly finer microstructure in comparison with the base material. The obtained surface layer is in the form of fine TiC particles homogeneously distributed within the α-Ti matrix. The chemical composition of the alloyed layer was studied by energy-dispersive X-ray spectroscopy mapping and the results are shown in
Figure 5. It is obvious that the particles consist of Ti and C elements, therefore confirming that they are TiC. In addition, it is visible that some amount of carbon element is embedded within the Ti matrix, and it is not the whole C concentration that is responsible for the formation of the TiC particles. Moreover, the performed EDX measurements in point presented in
Figure 6 and
Table 1 show that the particles consist of 59 at.% Ti and 41 at.% C, which, according to the binary phase diagram of Ti-C, corresponds to the aforementioned phase (Point 1 from
Figure 6) [
30]. The measurements performed at the base material within the alloyed layer exhibit a concentration of 20 at.% carbon (Point 2 from
Figure 6). According to the phase diagram [
30], the matrix of the alloyed layer is in the form of a double phase structure of Ti and TiC. These statements correlate with the results of the XRD experiments pointing to a double-phase structure of titanium carbide particles dispersed in the composite Ti/TiC matrix.
A cross-sectional SEM micrograph of the sample fabricated by an electron-beam surface remelting with a motion speed of 15 mm/s is shown in
Figure 7.
Figure 7a shows a lower magnification micrograph of the whole remelted zone, while
Figure 7b expresses a higher magnification image of the formed layer. The thickness of the fabricated layer by the above-mentioned technological conditions and the speed of the motion of the specimen of 15 mm/s is about 30 µm, or about two times thinner in comparison with the case of electron-beam surface remelting by a velocity of the motion of the sample of 5 mm/s. The authors of [
31] have studied the influence of the velocity of the motion of the sample during the electron-beam surface treatment procedure on the thermal distribution within the specimen from the surface to the bulk, and their results showed that the surface temperature increases at a lower speed of the specimen’s motion. This leads to an increase in the depth of the molten material. Therefore, the lower surface temperature at the higher velocity is responsible for the thinner remelted zone. In addition, the fabricated composite layer is characterized by a significantly finer microstructure in comparison with the titanium substrate. This again can be attributed to the very high thermal gradients during the remelting process, which is typical for the electron-beam treatment techniques [
8,
9]. However, it should be noted that the microstructure of the layer obtained by the speed of the movement of the sample of 15 mm/s, shown in
Figure 7b, is coarser than that fabricated by the speed of 5 mm/s (
Figure 4b). As mentioned above, the lower speed of the movement of the sample corresponds to a higher surface temperature [
31]. In this case, the cooling rate is higher, corresponding to a finer microstructure [
29], which is in agreement with the results obtained in the present study. The composite layer fabricated by the speed of 15 mm/s consists of fine TiC particles distributed within the base material. This is again in agreement with the XRD experiments. However, the higher magnification SEM image of the structure of the formed composite layer, presented in
Figure 7b, shows that at the speed of 15 mm/s, the TiC particles are more inhomogeneously distributed within the base Ti matrix and the distance between them is much larger in comparison with the layer remelted with a speed of 5 mm/s (
Figure 4b). The authors of [
32] have studied the mass transport and melt homogenization within the molten material at the surface treatment and modification of materials by high energy fluxes. The homogenization process within the molten material can be expressed by the intensive convection, known as Marangoni convection, caused by the high-temperature gradient within the molten pool. It is proposed that the speed of the movement of the specimen during the remelting process strongly influences the convection processes and the melt homogenization, where lower velocity leads to a significant increase in the thermal gradient within the molten pool and, therefore, intensifies the convection flows [
33,
34]. This results in the formation of a significantly more homogeneous microstructure. These statements correlate with the results of our study. Thus, in the present case, the remelting procedure with the lower speed of the motion of the sample of 5 mm/s tends to the formation of a layer that can be characterized by a much more homogeneous structure in comparison with that formed by the higher speed motion of 15 mm/s. This is attributed to the much more intensive convection and homogenization processes.
The results obtained for the Vickers microhardness of the formed surface alloys are shown in
Figure 8. Additionally, the results for the base Ti substrate are also shown for comparison. It was found that the microhardness of the surface alloy formed by the speed motion of 5 mm/s is 510 HV, or about 2.5 times higher than that of the titanium substrate. The microhardness of the sample obtained by the speed of motion of 15 mm/s is 360 HV, which is 1.8 times higher than that of the base material. It is clearly visible that the hardness of the formed composite layer by the velocity movement of 5 mm/s is higher than that fabricated by 15 mm/s, and, at the same time, both layers are characterized by a higher microhardness than that of the titanium substrate (204 HV). The authors of [
35] have studied the influence of electron-beam surface treatment of the Ti alloy without adding alloying elements on the microhardness, and their results showed that the rise in the discussed mechanical characteristic is about 15%. However, in this study, it was shown that the microhardness can be 2.5 times higher than that of the base Ti substrate, meaning that the electron-beam surface modification of titanium-based surfaces with carbon leads to a significant improvement in the functional properties of these materials compared with the modification without any alloying elements.
There exist a number of aspects that can influence the mechanical properties of the materials, including chemical composition, crystallographic structure, microstructure, dislocation density, etc. The grain boundary hardening, also known as the Hall–Petch effect, is based on the impact of the grain size on the mechanical properties of the material [
36]. In this mechanism, the grain boundaries play a role of a barrier for the movement of the dislocations, and the dislocation density around the grain boundaries rises significantly. As a result, the strength and hardness of the material increase. In the case of a finer microstructure of the considered materials, the amount of grain boundaries is larger, corresponding to a larger number of dislocations around the grain boundaries and a greater hardening effect. These statements are consistent with the results obtained in the present study, where it was found that the microhardness of the obtained composite layers is much higher than that of the base Ti substrate in both considered cases. Additionally, as it was previously mentioned, the microstructure of the layer fabricated by the processing speed of 15 mm/s (i.e., higher speed) is coarser than that obtained at 5 mm/s. This means that the amount of the grain boundaries in the case of higher speed is smaller, and the dislocation density and the hardening effect are lower, respectively. This could be a reason for the lower values of the microhardness measured at the composite layer fabricated by the motion velocity of the specimen of 15 mm/s. The precipitation hardening, also known as the Orowan hardening [
37], is another possible hardening mechanism that could be considered in the present particular case. It presumes that the moving dislocations reach hard and non-deformable obstacles, curl around them, and form dislocation loops. These loops induce a stress within the matrix of the material which serves as brake for the movement and distribution of the dislocations. The hardening in this case can be explained by the distance between the obstacles where the required stress for the forcing of the dislocations between the obstacles is inversely proportional to the distance between them [
38]. On the other hand, the interaction of the upcoming dislocations with the already formed loops results in an increase in the force needed for negotiation of the loop’s resistance. As a result, the interaction of each dislocation with the already formed loops leads to the increase in the stress of the matrix around the obstacle. In the present study, the obtained fine TiC particles play the role of the obstacles which can be surrounded by the dislocations and form dislocation loops. As already mentioned, the distance between the TiC particles is much larger in the case of the speed of electron-beam processing of 15 mm/s, meaning that, according to the authors of [
38], the hardness of the formed composite layer should be lower than that fabricated by the specimen motion speed of 5 mm/s. This is completely in agreement with the results obtained in this study, showing higher hardness in the case of velocity of the sample during the remelting procedure of 5 mm/s. Furthermore, the distribution of the TiC obstacles is more inhomogeneous in the case of processing with a speed of 15 mm/s. This means that the scattering value of the measured values of the microhardness should be higher, which is the reason for the significantly higher deviation in the measured hardness of the discussed composite layer.
The distribution of the microhardness from the surface to the bulk of the samples remelted by the speed of 5 mm/s and 15 mm/s is presented in
Figure 9a,b, respectively. The results for the specimen remelted by the lower speed exhibit very similar measured values within the remelted zone (i.e., the values measured at depths up to 40 μm), where just a small decrease from the surface to the bulk can be observed. The microhardness measured at a depth of 60 μm decreases from about 500 HV to 350 HV, which could be attributed to the thickness of the remelted zone. As mentioned already, in the case of the lower speed of the movement of the specimen, it is about 55 μm, and in this case, the measurement was performed at the interface between the formed layer and substrate. The measured value at a depth of 80 μm is about 200 HV, which is a typical value for the base titanium material. The specimen remelted by the higher velocity of sample motion exhibits values of about 420 HV at a depth of 20 μm and decreases to less than 300 HV at a distance of 40 μm from the surface to the bulk. The latter values measured at 40 μm thickness are again near the interface between the composite layer and the Ti substrate. The microhardness at the depths of 60 and 80 μm is about 200 HV, corresponding to the titanium substrate.
As mentioned in the introduction part, titanium and its alloys are widely used in the modern aircraft, aerospace, railway, marine, automotive industries, etc., due to their light weight and attractive mechanical properties. However, some drawbacks, such as low hardness, still limit their range of applications. The results obtained in this study show the possibilities for the formation of composite surface layers in the system of titanium–carbon by electron-beam surface modification technology. The microhardness of the modified titanium surfaces, where the materials are mostly exposed to exploitation, is significantly improved by the proposed method. It was demonstrated that the discussed mechanical characteristic could be increased by 2.5 times. In addition, such a treatment procedure is expected to significantly enhance the corrosion properties. As already mentioned, the remelted Ti/TiC layer is characterized by a much finer microstructure in comparison with the base titanium substrate. According to the authors of [
39], the formation of a finer microstructure leads to a decrease in the susceptibility of corrosion of cp-Ti. Moreover, it is well known that the modification of metals and alloys by a scanning electron beam leads to a reduction in the number of pores, or even to complete removal of these defects. This also could be considered as prerequisite for the improvement of the corrosion properties. These statements were confirmed by the authors of [
40], where an electron-beam surface treatment of Co-Cr-Mo alloys led to a significant improvement of the corrosion resistance.
The results obtained in the present study could open new potential applications for these materials, where light metals and alloys with high hardness are required. The direct implementation of light materials with enhanced functional properties is expected to increase the production capabilities of automotive, aircraft, and other manufacturers.


 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}