
Study on the Tribological Properties of Micro-Al2O3 Modified Carbon Fiber Hybrid-Reinforced Polymer
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Specimen Preparation
2.2. Characterization
3. Results and Discussion
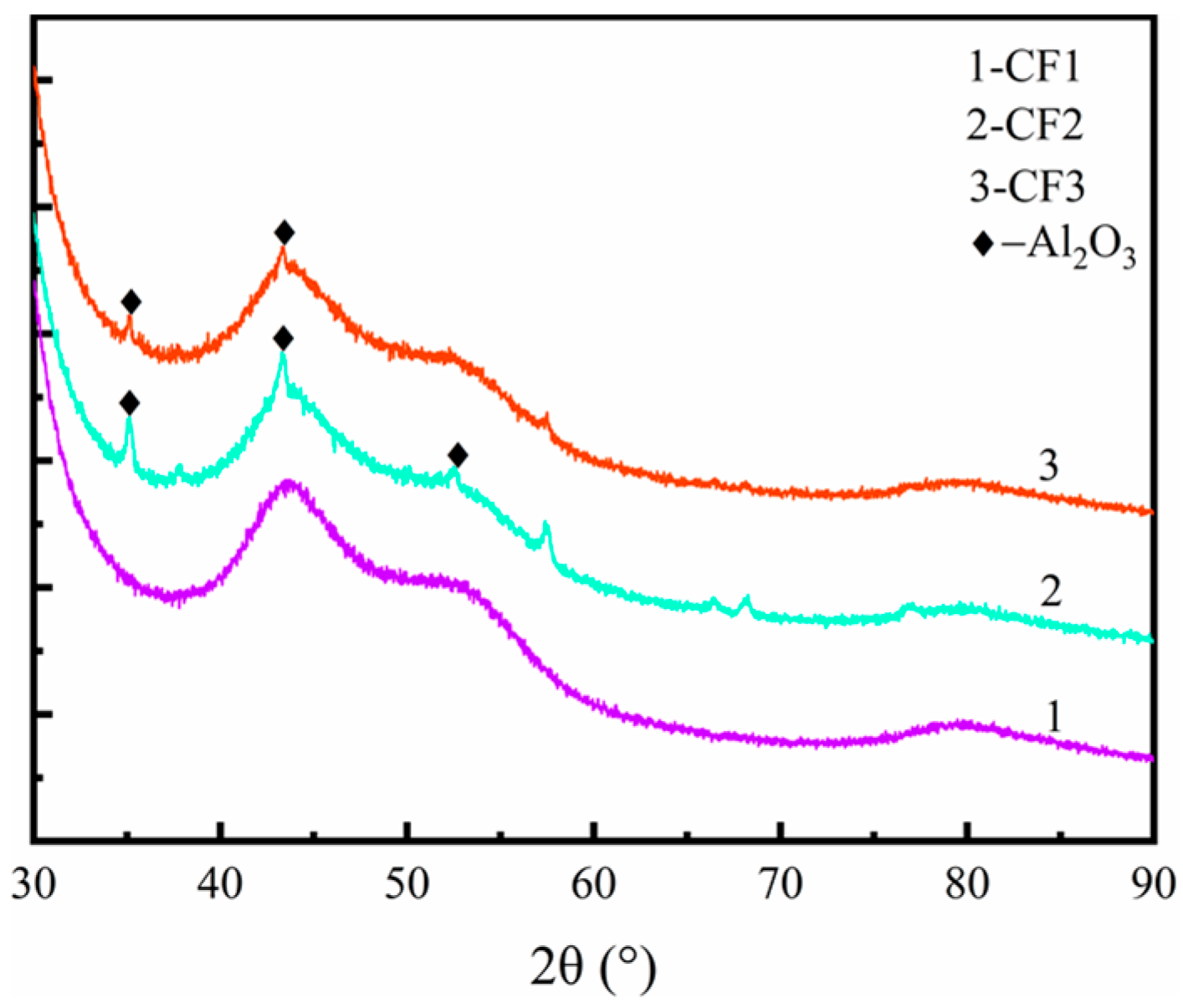
3.1. XRD Analysis
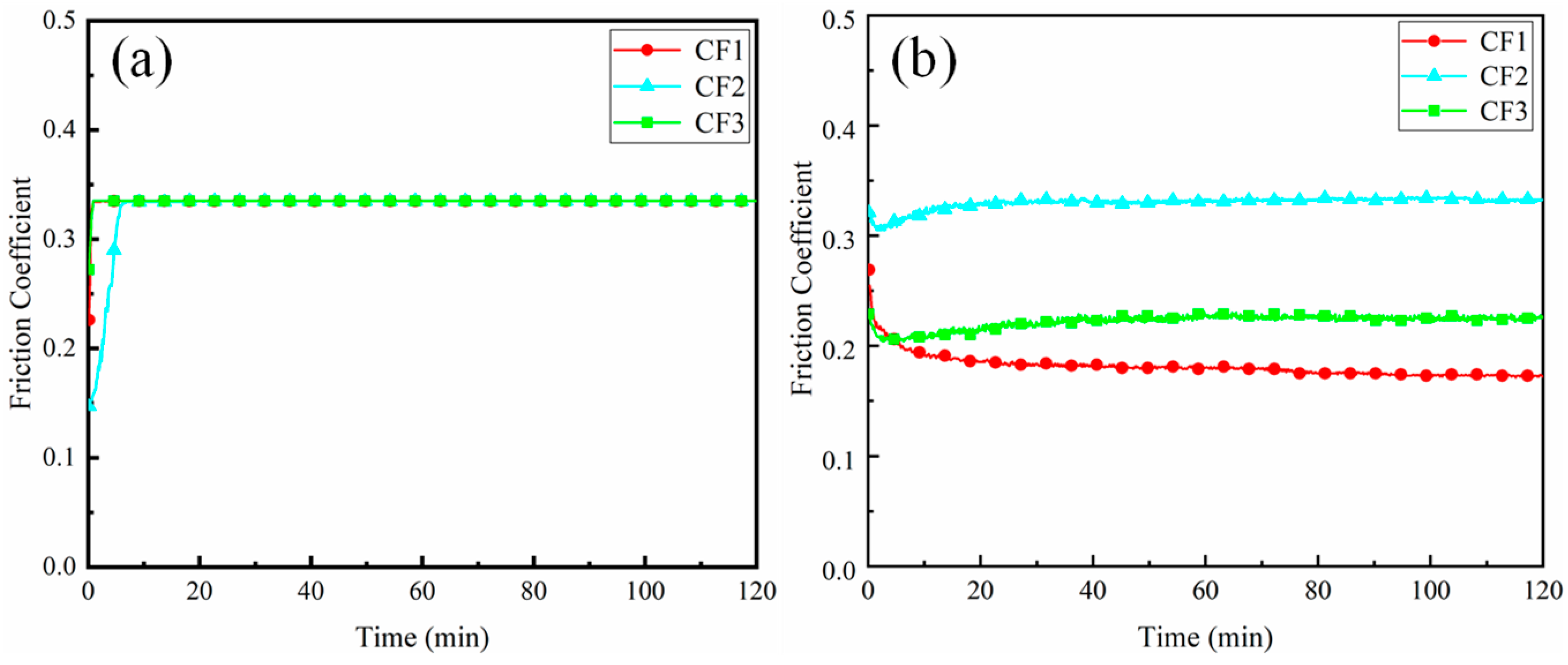
3.2. Change in Friction Coefficient of CFHRP under Dry Friction and Water-Lubricated Friction
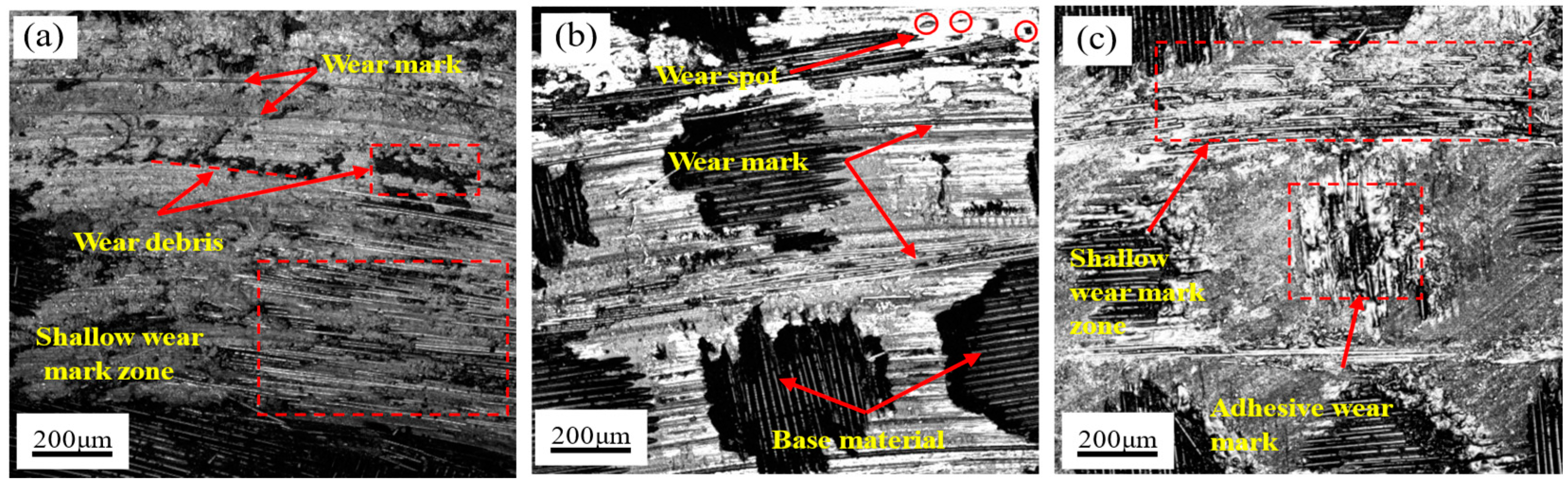
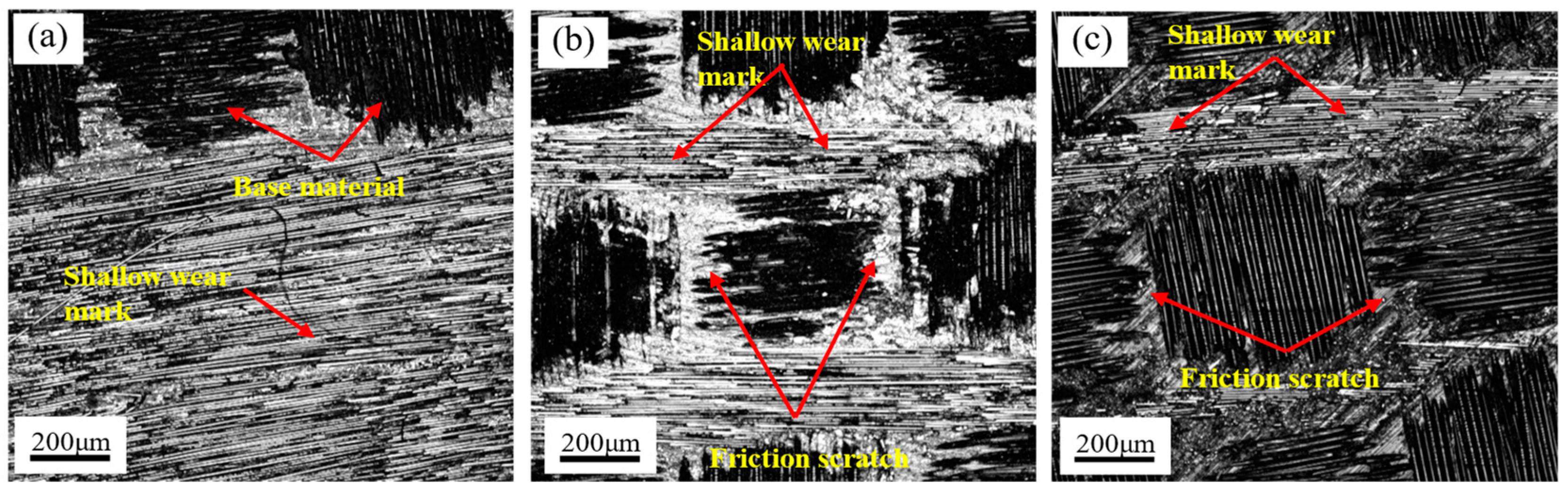
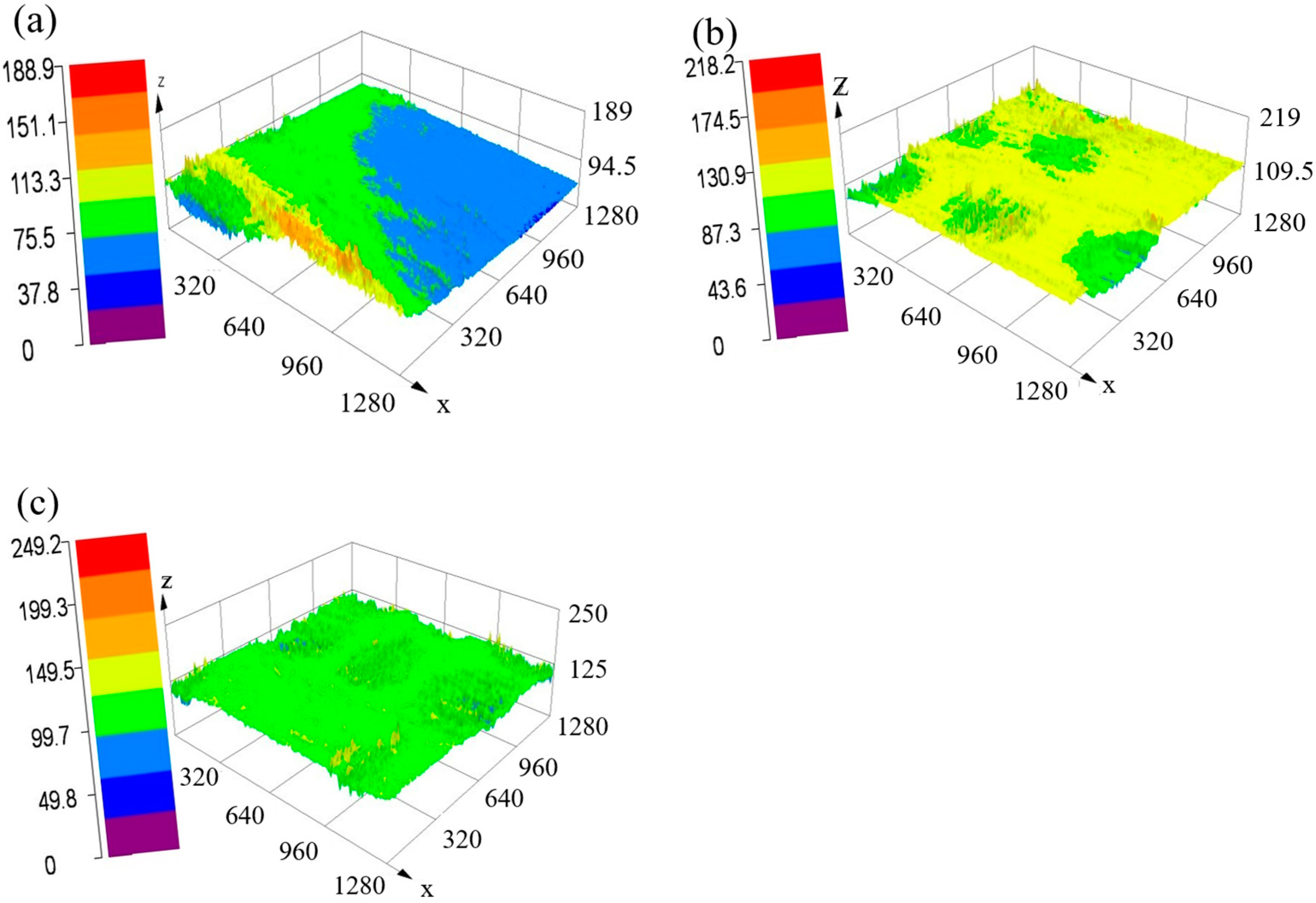
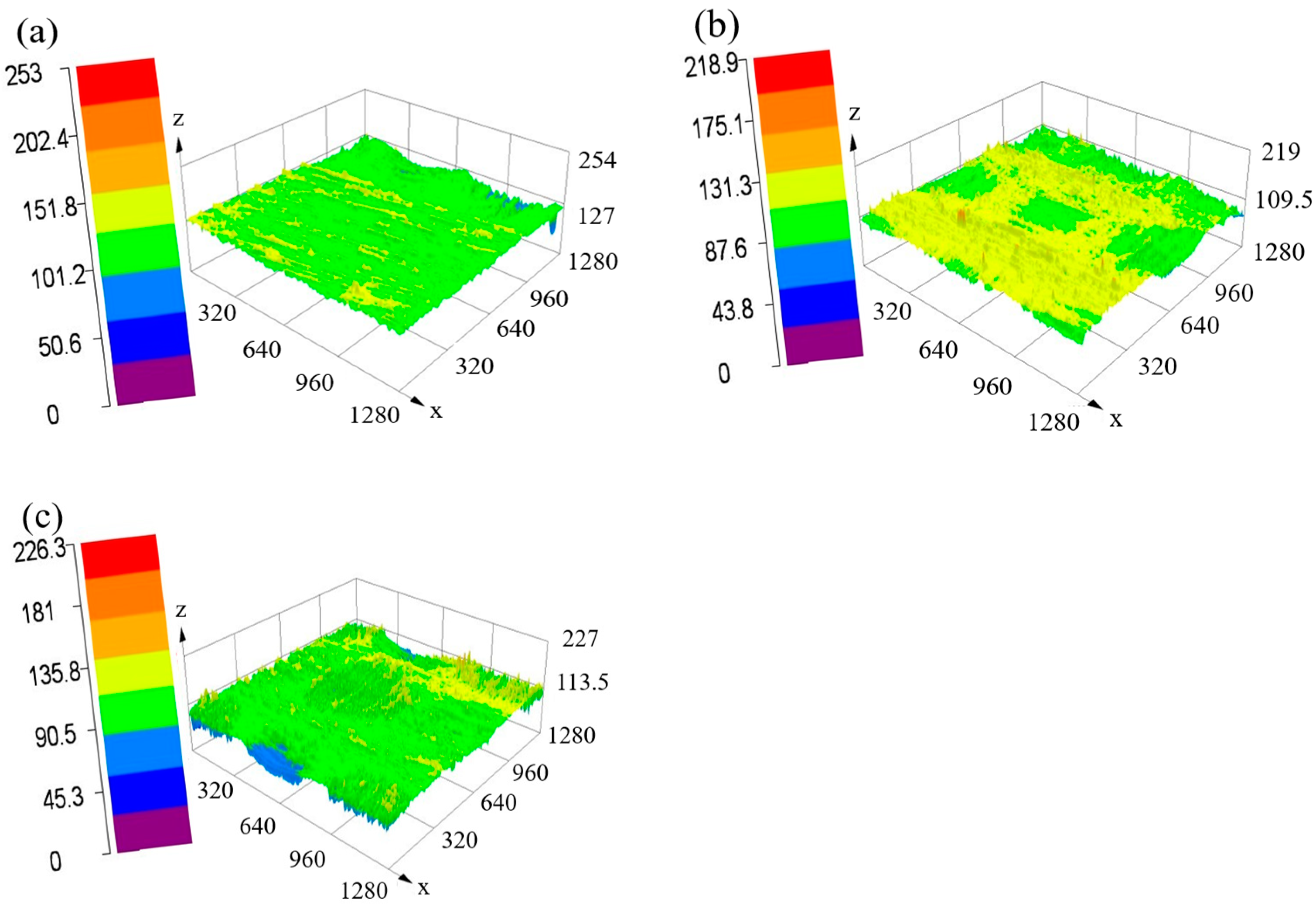
3.3. Wear Mechanism
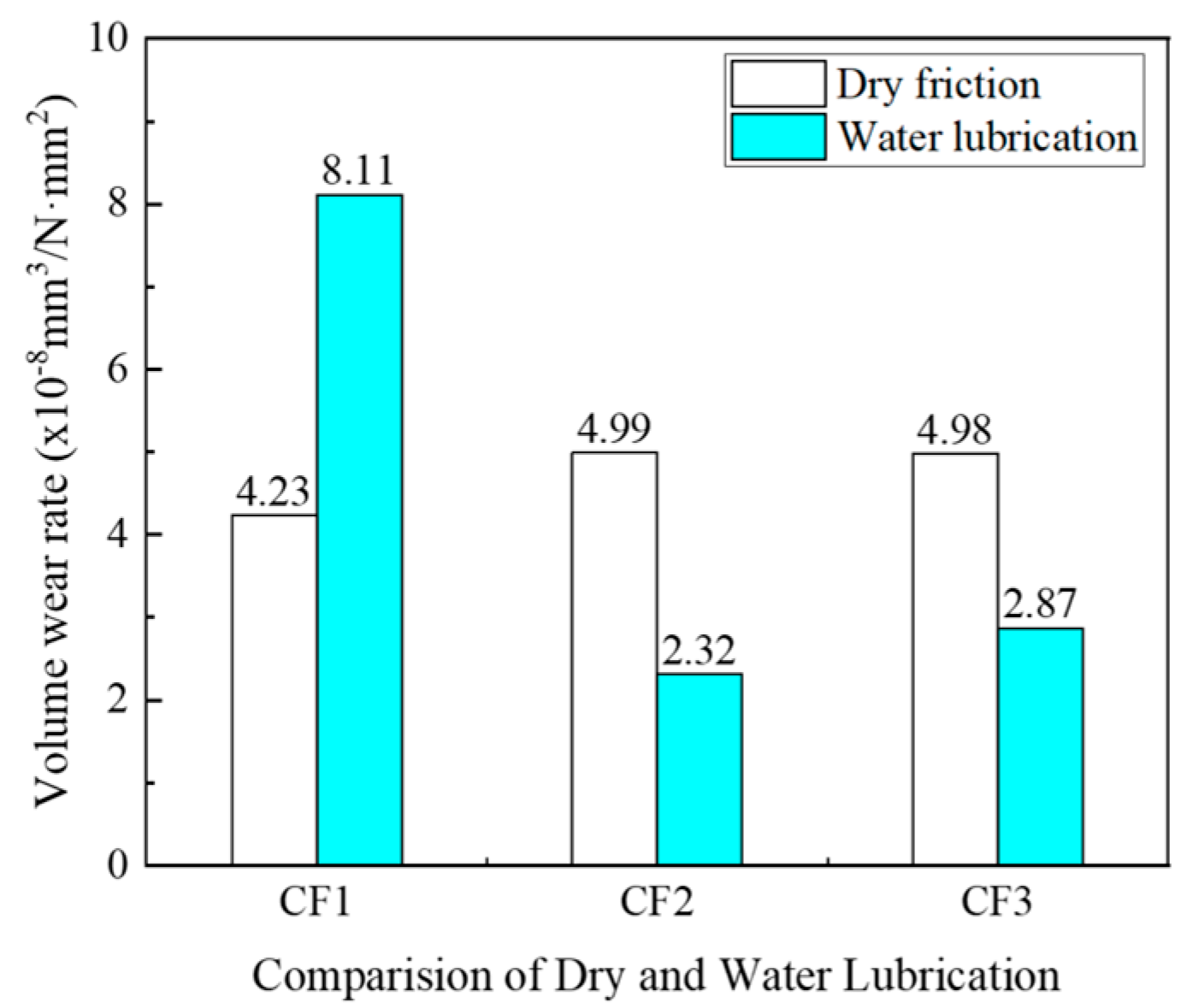
3.4. The Volume Wear Rate
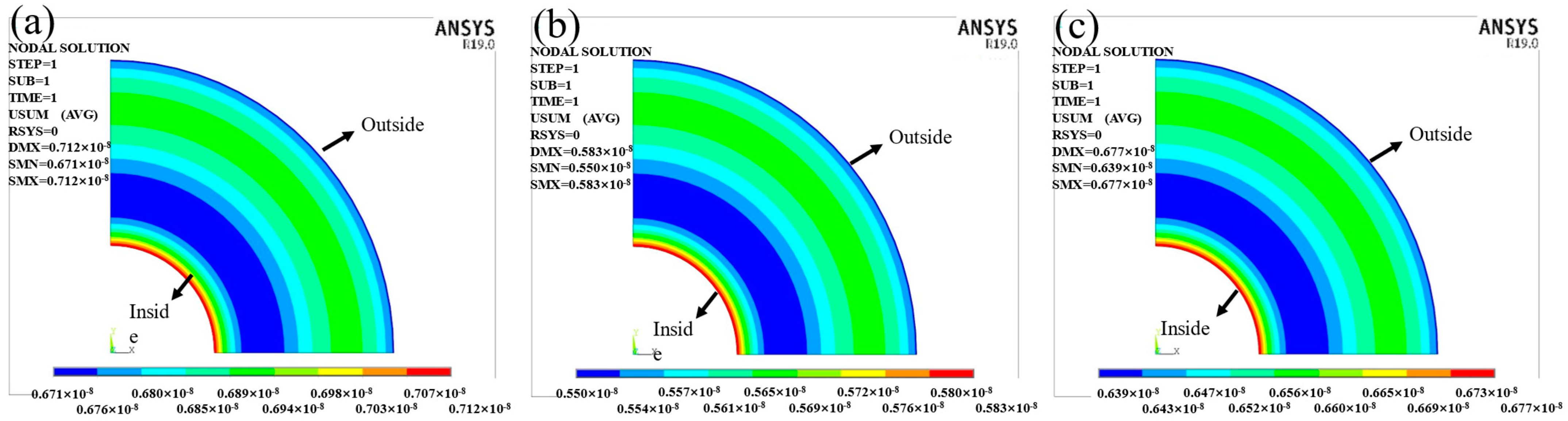
3.5. Simulation
3.5.1. Model Establishment
3.5.2. The Setting of Simulation Conditions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Outirba, B.; Hendrick, P. Experimental characterization of friction and heat generation of carbon fibre brush seals for aero-engines. Tribol. Int. 2020, 151, 106448. [Google Scholar] [CrossRef]
- Sudhin, A.; Remanan, M.; Ajeesh, G.; Jayanarayanan, K. Comparison of Properties of Carbon Fiber Reinforced Thermoplastic and Thermosetting Composites for Aerospace Applications. Mater. Today Proc. 2020, 24, 453–462. [Google Scholar] [CrossRef]
- Soutis, C. Carbon fiber reinforced plastics in aircraft construction. Mater. Sci. Eng. A 2005, 412, 171–176. [Google Scholar] [CrossRef]
- Yadvinder, S.; Jujhar, S.; Shubham, S.; Lam, T.D.; Nguyen, D.N. Fabrication and characterization of coir/carbon-fiber reinforced epoxy based hybrid composite for helmet shells and sports-good applications: Influence of fiber surface modifications on the mechanical, thermal and morphological properties. J. Mater. Res. Technol. 2020, 9, 15593–15603. [Google Scholar]
- Sreejith, M.; Rajeev, R.S. 25—Fiber reinforced composites for aerospace and sports applications. In Fiber Reinforced Composites; Joseph, K., Oksman, K., George, G., Wilson, R., Appukuttan, S., Eds.; Woodhead Publishing: Sawston, UK, 2021; pp. 821–859. [Google Scholar]
- Ali, H.T.; Akrami, R.; Fotouhi, S.; Bodaghi, M.; Saeedifar, M.; Yusuf, M.; Fotouhi, M. Fiber reinforced polymer composites in bridge industry. Structures 2021, 30, 774–785. [Google Scholar] [CrossRef]
- Jiang, X.; Kolstein, H.; Bijlaard, F.S.K. Moisture diffusion and hygrothermal aging in pultruded fibre reinforced polymer composites of bridge decks. Mater. Des. 2012, 37, 304–312. [Google Scholar] [CrossRef]
- Mei, K.; Li, Y.; Lu, Z. Application study on the first cable-stayed bridge with CFRP cables in China. J. Traffic Transp. Eng. (Engl. Ed.) 2015, 2, 242–248. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Tabandeh, A.; Ma, Y.; Gardoni, P. Seismic performance of precast segmental bridge columns repaired with CFRP wraps. Compos. Struct. 2020, 243, 112218. [Google Scholar] [CrossRef]
- Jia, J.; Zhao, L.; Wu, S.; Wang, X.; Bai, Y.; Wei, Y. Experimental investigation on the seismic performance of low-level corroded and retrofitted reinforced concrete bridge columns with CFRP fabric. Eng. Struct. 2020, 209, 110225. [Google Scholar] [CrossRef]
- Ye, H.; Wu, C.; Liu, D.; Wang, T.; Zhang, Q. Friction and wear behavior of CFRP plate in contact with roughened mould steel under high normal pressure. Constr. Build. Mater. 2019, 220, 308–319. [Google Scholar] [CrossRef]
- Yogesh, S.; Madhu, S. Comparative study of wear and friction behavior of CFRP/AL composite laminate under dry condition. Mater. Today Proc. 2020, 33, 716–719. [Google Scholar] [CrossRef]
- Jia, J.; Chen, J.; Zhou, H.; Hu, L.; Chen, L. Comparative investigation on the wear and transfer behaviors of carbon fiber reinforced polymer composites under dry sliding and water lubrication. Compos. Sci. Technol. 2004, 65, 1139–1147. [Google Scholar] [CrossRef]
- Österle, W.; Dmitriev, A.I.; Wetzel, B.; Zhang, G.; Häusler, I.; Jim, B.C. The role of carbon fibers and silica nanoparticles on friction and wear reduction of an advanced polymer matrix composite. Mater. Des. 2016, 93, 474–484. [Google Scholar] [CrossRef]
- Wang, Z.; Huang, X.; Bai, L.; Du, R.; Liu, Y.; Zhang, Y.; Zhao, G. Effect of micro-Al2O3 contents on mechanical property of carbon fiber reinforced epoxy matrix composites. Compos. Part B Eng. 2016, 91, 392–398. [Google Scholar] [CrossRef]
- Du, J.; Liu, Y.-H.; Yu, S.-Y.; Li, W.F. Dry sliding friction and wear properties of Al2O3 and carbon short fibres reinforced Al–12Si alloy hybrid composites. Wear 2004, 257, 930–940. [Google Scholar]
- Poodts, E.; Minak, G.; Mazzocchetti, L.; Giorgini, L. Fabrication, process simulation and testing of a thick CFRP component using the RTM process. Compos. Part B Eng. 2014, 56, 673–680. [Google Scholar] [CrossRef]
- Vita, A.; Castorani, V.; Germani, M.; Marconi, M. Comparative life cycle assessment of low-pressure RTM, compression RTM and high-pressure RTM manufacturing processes to produce CFRP car hoods. Procedia CIRP 2019, 80, 352–357. [Google Scholar] [CrossRef]
- Jing, P.; Wang, H.; Chen, W.; Chen, L.; Yin, H.; Wu, H.; Li, D. Effect of Ti addition on microstructure and tribological properties of laser cladding Ni35/WC coating in an oxygen-free environment. Surf. Coat. Technol. 2022, 440, 128480. [Google Scholar] [CrossRef]
- Chen, B.; Wang, J.; Yan, F. Comparative investigation on the tribological behaviors of CF/PEEK composites under sea water lubrication. Tribol. Int. 2012, 52, 170–177. [Google Scholar] [CrossRef]
- Wang, Z.; Gao, D. Friction and wear properties of stainless steel sliding against polyetheretherketone and carbon-fiber-reinforced polyetheretherketone under natural seawater lubrication. Mater. Des. 2014, 53, 881–887. [Google Scholar] [CrossRef]
- Ren, J.; Chen, H.; Ma, B.; Zhao, F.; Wang, C.; Hong, H.; Li, Y.; He, X.; Chen, X.; An, R. Tribological performance of in-situ transformed Cf/Al2O3 self-lubricating composite. Wear 2017, 376–377, 363–371. [Google Scholar] [CrossRef]
- Guan, Z.; Wu, D.; Cheng, Q.; Wang, Z.; Tang, M.; Liu, Y. Friction and Wear characteristics of CF/PEEK against 431 stainless steel under high hydrostatic pressure water lubrication. Mater. Des. 2020, 196, 109057. [Google Scholar] [CrossRef]
- Chen, B.; Li, X.; Jia, Y.; Li, X.; Yang, J.; Yan, F.; Li, C. MoS2 nanosheets-decorated carbon fiber hybrid for improving the friction and wear properties of polyimide composite. Compos. Part A Appl. Sci. Manuf. 2018, 109, 232–238. [Google Scholar] [CrossRef]
- Johansson, P.; Marklund, P.; Björling, M.; Shi, Y. Effect of humidity and counterface material on the friction and wear of carbon fiber reinforced PTFE composites. Tribol. Int. 2021, 157, 106869. [Google Scholar] [CrossRef]
- Unal, H.; Kurtulus, E.; Mimaroglu, A.; Aydin, M. Tribological Performance of PTFE Bronze Filled Composites under Wide Range of Application Conditions. J. Reinf. Plast. Compos. 2010, 29, 2184–2191. [Google Scholar] [CrossRef]
- Bingli, F.; Dalei, Z.; Yulin, Y. Tribological properties of hybrid Kevlar/PTFE fabric reinforced phenolic composite filled with nano-alumina. In Proceedings of the 2010 International Conference on Mechanic Automation and Control Engineering, Wuhan, China, 26–28 June 2010; pp. 457–460. [Google Scholar]
- Xie, G.Y.; Sui, G.X.; Yang, R. Effects of potassium titanate whiskers and carbon fibers on the wear behavior of polyetheretherketone composite under water lubricated condition. Compos. Sci. Technol. 2011, 71, 828–835. [Google Scholar] [CrossRef]
- Wang, J.; Gu, M. Wear properties and mechanisms of nylon and carbon-fiber-reinforced nylon in dry and wet conditions. J. Appl. Polym. Sci. 2004, 93, 789–795. [Google Scholar] [CrossRef]
- Chen, J.D.; Chern Lin, J.H.; Ju, C.P. Effect of humidity on the tribological behavior of carbon-carbon composites. Wear 1996, 193, 38–47. [Google Scholar] [CrossRef]
- Zhang, X. Study on the Tribological Properties of Carbon Fabric Reinforced Phenolic Composites Filled with Nano-Al2O3. Journal of macromolecular science. Physics 2017, 56, 568–577. [Google Scholar]
- Ye, H.; Zhang, Q.; Liu, C.; Wu, C.; Duan, Z. Failure mechanisms governing anchoring force of friction-based wedge anchorage for prestressed CFRP plate. Compos. Struct. 2019, 225, 111142. [Google Scholar] [CrossRef]
- Duan, S.; Iyer, A.H.; Carlstedt, D.; Rittweger, F.; Sharits, A.; Maddox, C.; Riemschneider, K.R.; Mollenhauer, D.; Colliander, M.; Liu, F.; et al. Effect of lithiation on the elastic moduli of carbon fibres. Carbon 2021, 185, 234–241. [Google Scholar] [CrossRef]
- Hussain, M.; Nakahira, A.; Niihara, K. Mechanical property improvement of carbon fiber reinforced epoxy composites by Al2O3 filler dispersion. Mater. Lett. 1996, 26, 185–191. [Google Scholar] [CrossRef]
- Zhu, C.; Su, Y.; Zhang, D.; Ouyang, Q. Effect of Al2O3 coating thickness on microstructural characterization and mechanical properties of continuous carbon fiber reinforced aluminum matrix composites. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2020, 793, 139839. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tow | Tensile Strength | Elastic Modulus | Density | Diameter |
|---|---|---|---|---|
| 12 K | 4 GPa | 240 GPa | 1.8 g/cm3 | 7 μm |
| Sample | CF1 | CF2 | CF3 |
|---|---|---|---|
| Al2O3 | 0 | 6% | 1% |
| Chemical Composition (wt.%) | ||||
|---|---|---|---|---|
| C | Si | Mn | Cr | Mo |
| 0.95~1.05 | 0.15~0.35 | 0.25~0.45 | 1.4~1.65 | ≤0.1 |
| Sample | CF1 | CF2 | CF3 |
|---|---|---|---|
| Elastic modulus (E) | 1.18 × 105 | 1.44 × 105 | 1.24 × 105 |
| CF1 | CF2 | CF3 | |
|---|---|---|---|
| DMAX | 0.712 | 0.583 | 0.677 |
| DMIN | 0.671 | 0.550 | 0.639 |
| ΔMax–Min | 0.095 | 0.033 | 0.038 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, L.; Bai, Y.; Wang, Z.; Hao, X.; Guo, W.; Mao, Y.; Chen, W.; Yin, H. Study on the Tribological Properties of Micro-Al2O3 Modified Carbon Fiber Hybrid-Reinforced Polymer. Coatings 2023, 13, 1227. https://doi.org/10.3390/coatings13071227
Zhang L, Bai Y, Wang Z, Hao X, Guo W, Mao Y, Chen W, Yin H. Study on the Tribological Properties of Micro-Al2O3 Modified Carbon Fiber Hybrid-Reinforced Polymer. Coatings. 2023; 13(7):1227. https://doi.org/10.3390/coatings13071227
Chicago/Turabian StyleZhang, Luzhong, Yashuang Bai, Zexiao Wang, Xingxing Hao, Wenxuan Guo, Yukun Mao, Wengang Chen, and Hongze Yin. 2023. "Study on the Tribological Properties of Micro-Al2O3 Modified Carbon Fiber Hybrid-Reinforced Polymer" Coatings 13, no. 7: 1227. https://doi.org/10.3390/coatings13071227