


Study of the Influence of Tool Wear of Two Drill Bits Manufactured with Different Coating Processes in Drilling Carbon/Glass Fiber Hybrid Composite Bounded with Epoxy Polymer

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Methodology
2.1. Hybrid Composite Laminates
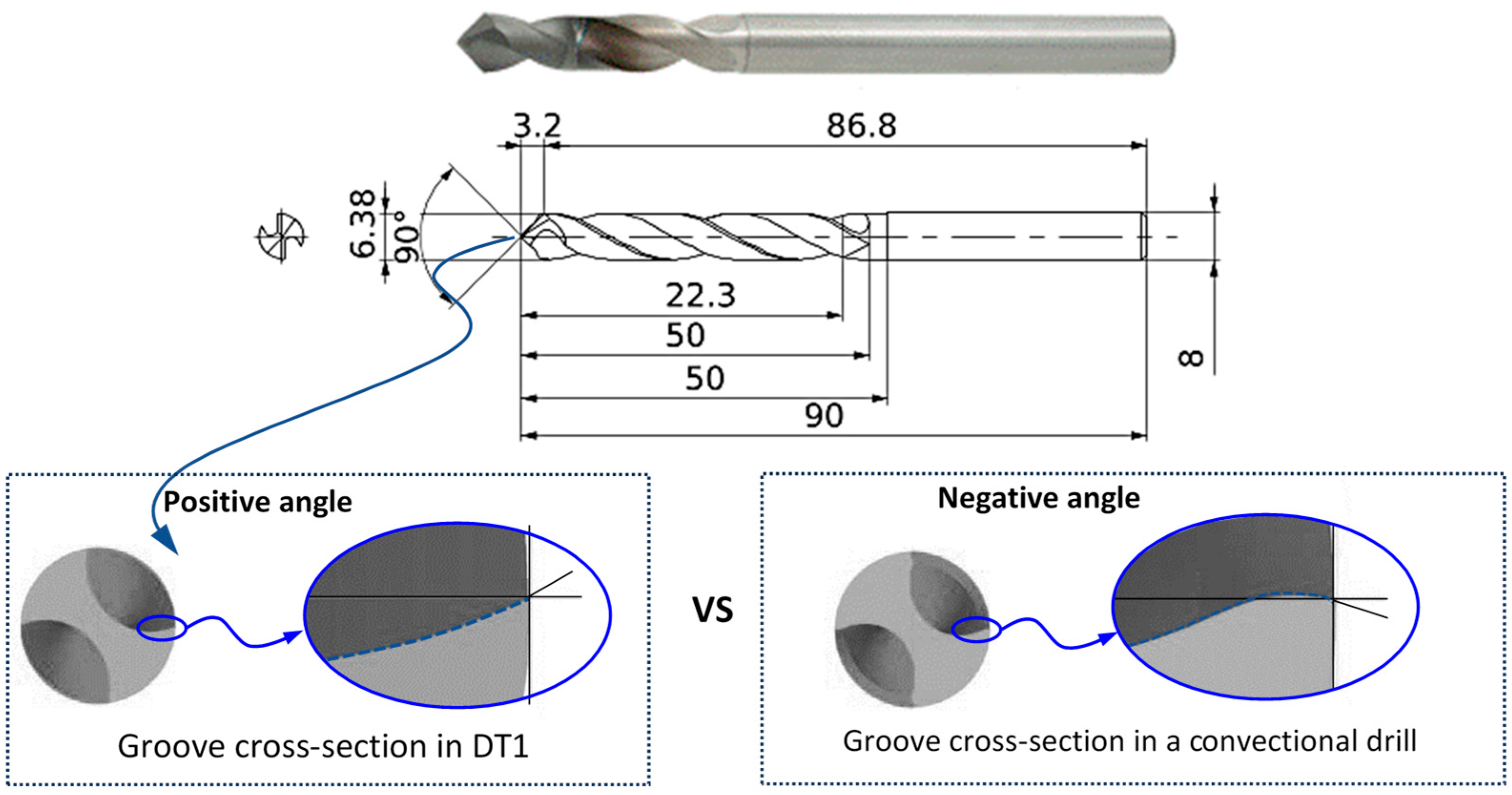
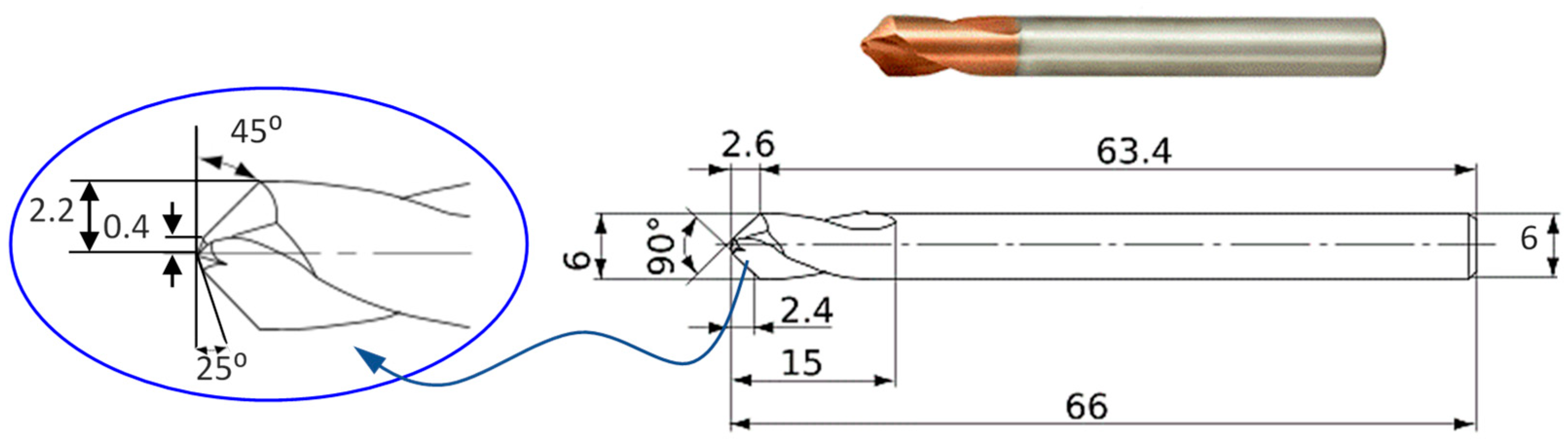
2.2. Drill Bits
2.3. Cutting Conditions
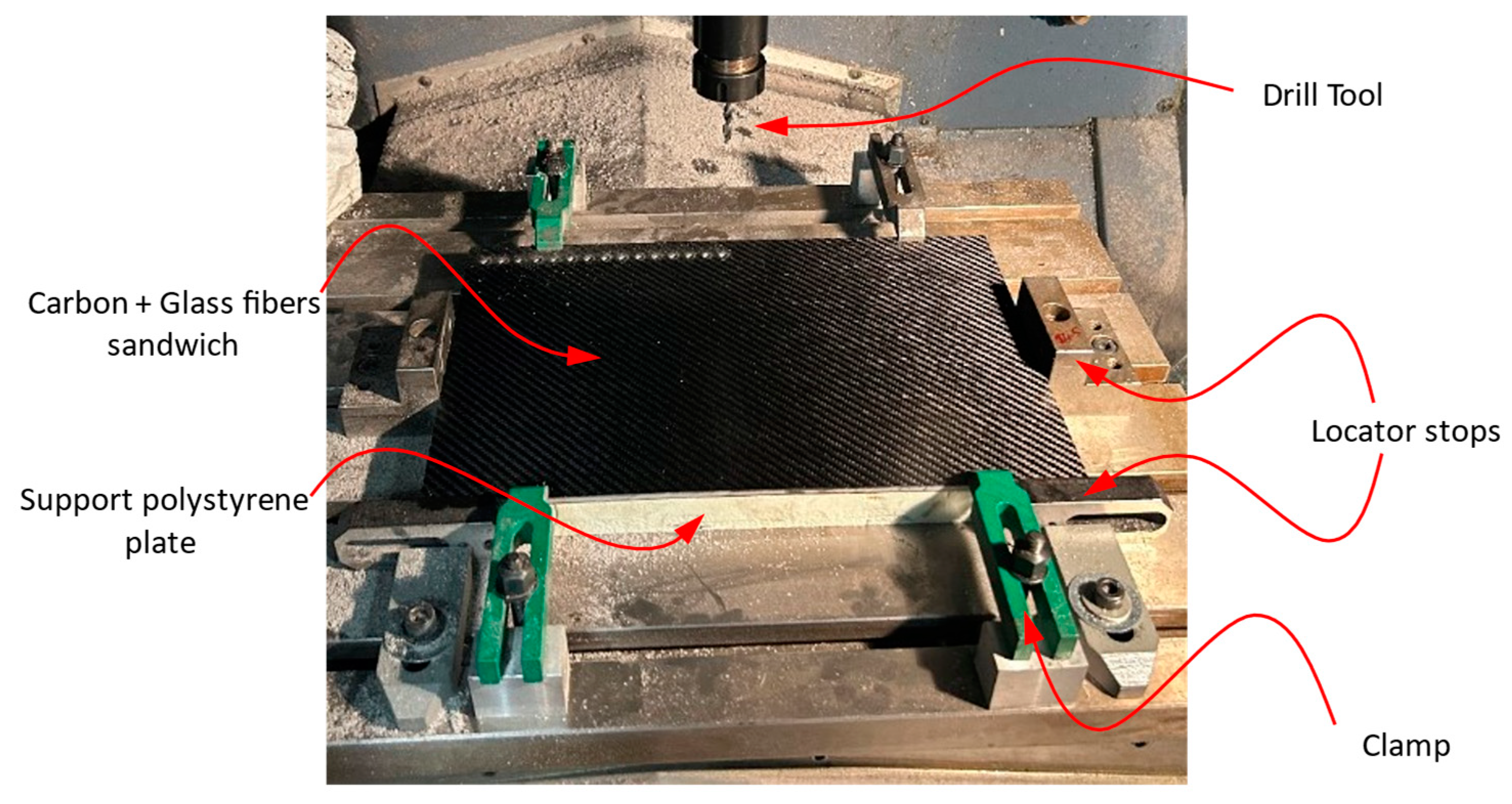
2.4. Set-Up
2.5. Damage Extension Assessment
3. Results and Discussion
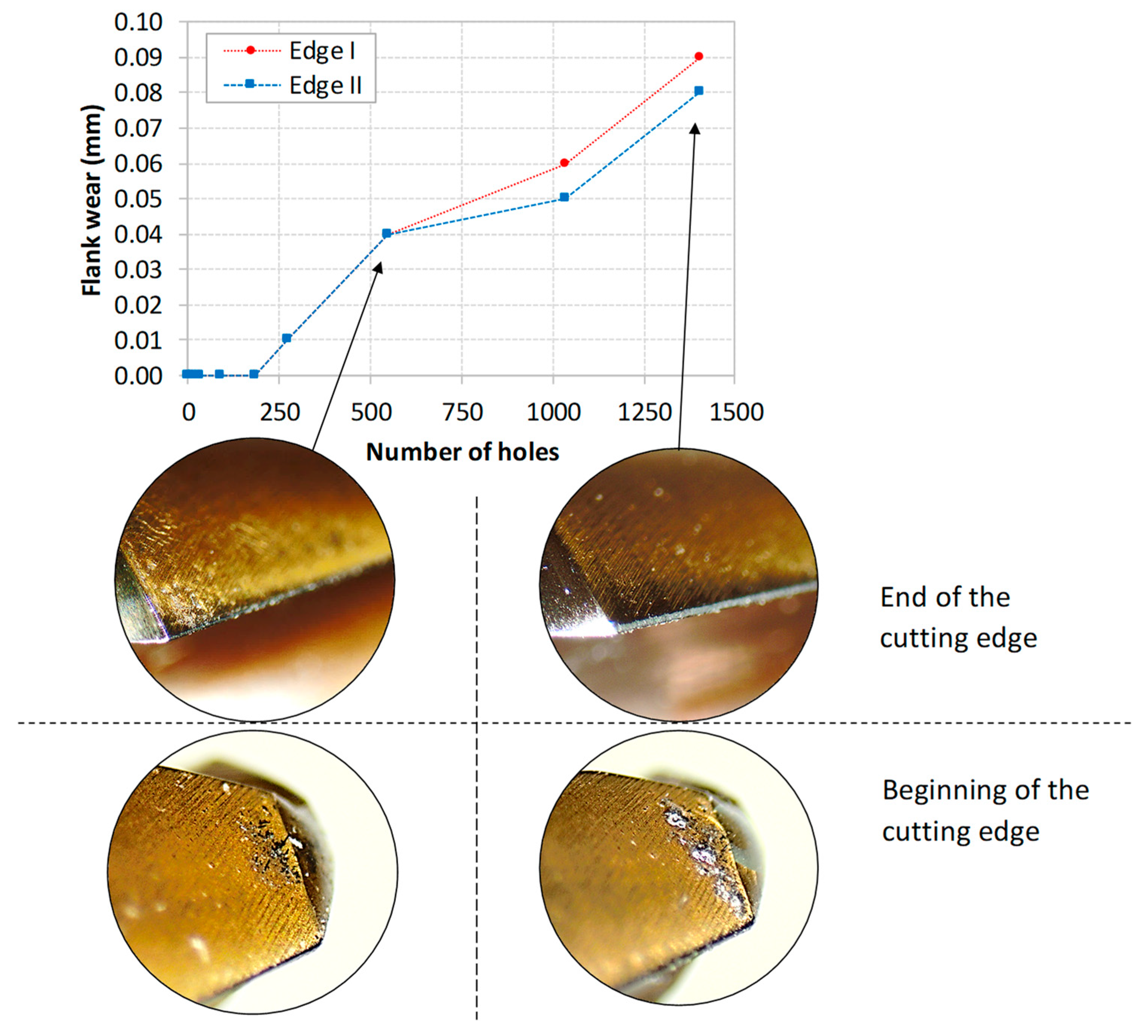
3.1. Flank Wear Evolution
3.2. Cutting Edge Rounding
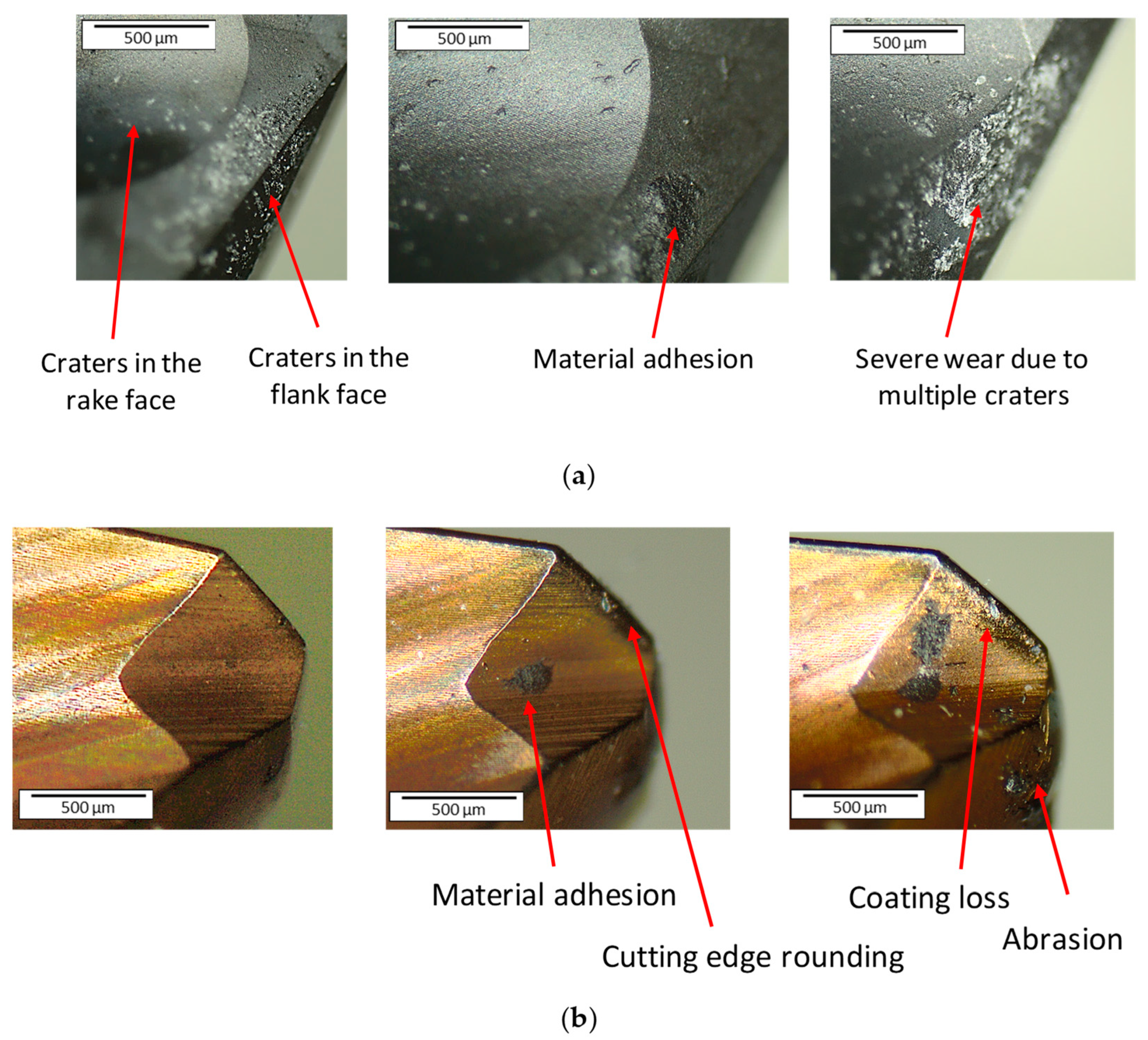
3.3. Craters and Material Adhesion
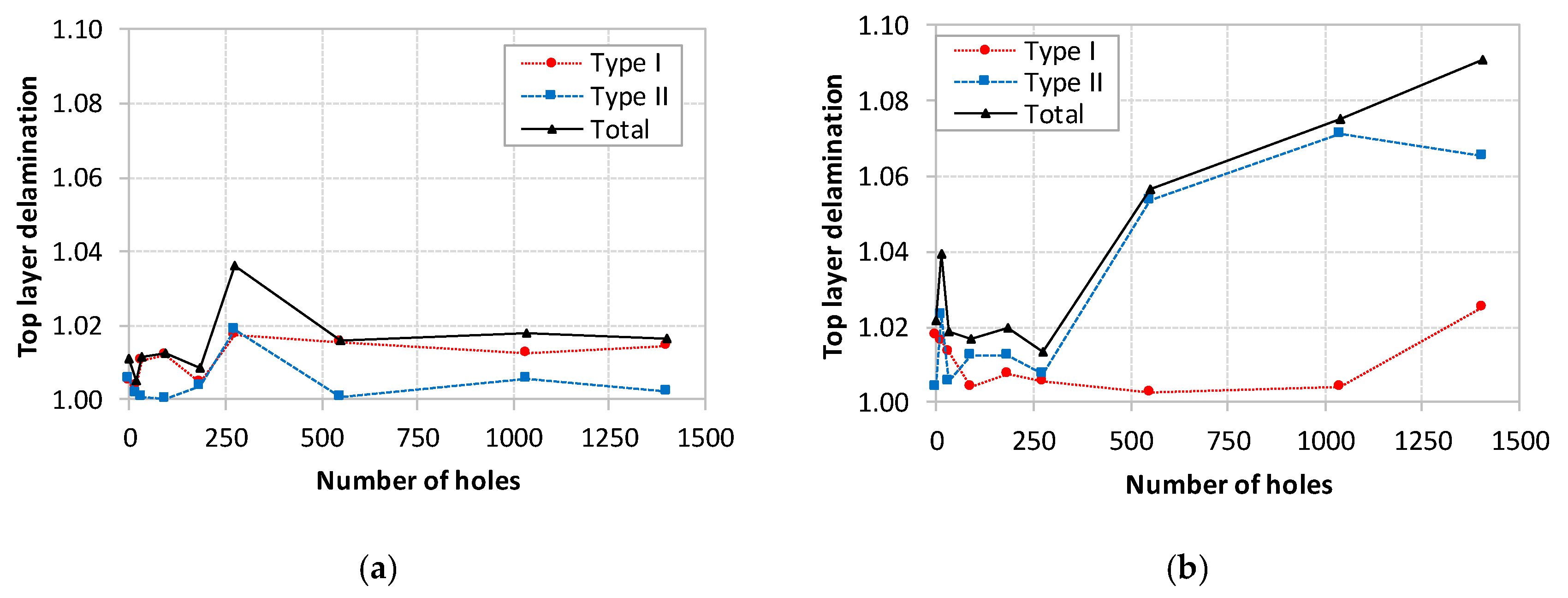
3.4. Entry Delamination Damage (Peel-Up)
3.5. Exit Delamination Damage (Push-Down)
4. Conclusions
- Identification of Wear Mechanisms: The examination of both tools has revealed distinct wear mechanisms. Material adhesion is evident in both cases, with DT1 exhibiting multiple craters on the rake and flake face positioned at the cutting edge’s extremity. In contrast, DT2 experiences substantial coating loss and flank wear at its tip.
- PVD Coating Performance: In the context of drilling carbon-glass fiber/epoxy polymer hybrid material, the PVD coating demonstrates a more uniform and subdued wear pattern across both edges compared to CVD. Consequently, DT1’s flank wear values range from 0.6 mm to 1 mm, whereas DT2’s values remain below 0.1 mm.
- Delamination Factor Analysis: The assessment of delamination factor encompassing both type I and type II delamination at hole entry and exit elucidates that, in general, DT1 either matches or surpasses DT2’s delamination factor values.
- Type II Delamination and Fuzzing: For type II delamination, DT2 exhibits a delamination factor within the range of 1.06 to 1.08, surpassing DT1’s values of approximately 1.02. This discrepancy stems from wear-induced edge roundness in DT2, which compromises the material-cutting ability, leading to uncut fibers surrounding the hole and a deteriorated inner hole surface.
- Delamination Behavior at Hole Exit: Delamination type I at the exit hole, marked by a delamination factor of 1.00, registers a reduction compared to entry hole conditions (delamination factor values between 1 and 1.02). The use of a polystyrene support plate contributes to this effect. Meanwhile, delamination type II curtails internal material damage.
- Effects on Hole Diameter: The combined impact of fuzzing and type II delamination manifests in a slightly reduced diameter at the hole exit relative to its entry point (0.035%). The inability of the tool to effectively cut the material leads to this outcome.
- Comparative Coating Performance: In comparing CVD and PVD coatings, DT1 emerges as a viable option for ensuring hole quality. In some scenarios, DT2 even exhibits superior machining quality, particularly concerning delamination type I, primarily at the hole entry. Nevertheless, achieving optimal hole quality would necessitate post-machining reworking to mitigate the effects of fuzzing and uncut fibers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Belgacem, L.; Ouinas, D.; Viña Olay, J.A.; Amado, A.A. Experimental Investigation of Notch Effect and Ply Number on Mechanical Behavior of Interply Hybrid Laminates (Glass/Carbon/Epoxy). Compos. Part B Eng. 2018, 145, 189–196. [Google Scholar] [CrossRef]
- Murugan, R.; Ramesh, R.; Padmanabhan, K. Investigation on Static and Dynamic Mechanical Properties of Epoxy Based Woven Fabric Glass/Carbon Hybrid Composite Laminates. Procedia Eng. 2014, 97, 459–468. [Google Scholar] [CrossRef]
- Yu, J.; Pan, Z.; Ye, W.; Li, Q.; Wu, Z. Dynamic Temperature Field and Drilling Damage Mechanism of Plain Woven Carbon/Glass Hybrid Composites. Compos. Struct. 2023, 304, 116375. [Google Scholar] [CrossRef]
- Geier, N.; Davim, J.P.; Szalay, T. Advanced Cutting Tools and Technologies for Drilling Carbon Fibre Reinforced Polymer (CFRP) Composites: A Review. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105552. [Google Scholar] [CrossRef]
- Nagy, S.R.; Pop, A.B.; Titu, A.M. Determination of processing precision of hole in industrial 2 plastic materials. Polymers. 2023, 15, 347. [Google Scholar] [CrossRef] [PubMed]
- Feito, N.; Díaz-Álvarez, J.; Díaz-Álvarez, A.; Cantero, J.L.; López-Puente, J.; Miguelez, H. Influence of Tool Geometry in Drilling CFRP. In Proceedings of the 16th European Conference on Composite Materials, ECCM 2014, Seville, Spain, 22–26 June 2014. [Google Scholar]
- Grilo, T.J.; Paulo, R.M.F.; Silva, C.R.M.; Davim, J.P. Experimental Delamination Analyses of CFRPs Using Different Drill Geometries. Compos. Part B Eng. 2013, 45, 1344–1350. [Google Scholar] [CrossRef]
- Davim, J.P.; Rubio, J.C.; Abrao, A.M. A Novel Approach Based on Digital Image Analysis to Evaluate the Delamination Factor after Drilling Composite Laminates. Compos. Sci. Technol. 2007, 67, 1939–1945. [Google Scholar] [CrossRef]
- Sorrentino, L.; Turchetta, S.; Bellini, C. A new method to reduce delaminations during drilling of FRP laminates by feed rate control. Compos. Struct. 2018, 186, 154–164. [Google Scholar] [CrossRef]
- Khashaba, U.A.; El-Sonbaty, I.A.; Selmy, A.I.; Megahed, A.A. Machinability analysis in drilling woven GFR/epoxy composites: Part I—Effect of machining parameters. Compos. Part A Appl. Sci. Manuf. 2010, 41, 391–400. [Google Scholar] [CrossRef]
- Tsao, C.C.; Hocheng, H. Effects of exit back-up on delamination in drilling composite materials using a saw drill and a core drill. Int. J. Mach. Tools Manuf. 2005, 45, 1261–1270. [Google Scholar] [CrossRef]
- Shyha, I.; Soo, S.L.; Aspinwall, D.; Bradley, S. Effect of laminate configuration and feed rate on cutting performance when drilling holes in carbon fibre reinforced plastic composites. J. Mater. Process. Technol. 2010, 210, 1023–1034. [Google Scholar] [CrossRef]
- Tsao, C.C.; Hocheng, H. Taguchi analysis of delamination associated with various drill bits in drilling of composite material. Int. J. Mach. Tools Manuf. 2004, 44, 1085–1090. [Google Scholar] [CrossRef]
- Al-wandi, S.; Ding, S.; Mo, J. An approach to evaluate delamination factor when drilling carbon fiber-reinforced plastics using different drill geometries: Experiment and finite element study. Int. J. Adv. Manuf. Technol. 2017, 93, 4043–4061. [Google Scholar] [CrossRef]
- Davim, J.P.; Reis, P. Drilling carbon fiber reinforced plastics manufactured by autoclave—Experimental and statistical study. Mater. Des. 2003, 24, 315–324. [Google Scholar] [CrossRef]
- Karimi, N.Z.; Heidary, H.; Minak, G. Critical thrust and feed prediction models in drilling of composite laminates. Compos. Struct. 2016, 148, 19–26. [Google Scholar] [CrossRef]
- Davim, J.P.; Reis, P.; António, C.C. Drilling fiber reinforced plastics (FRPs) manufactured by hand lay-up: Influence of matrix (Viapal VUP 9731 and ATLAC 382-05). J. Mater. Process. Technol. 2004, 155, 1828–1833. [Google Scholar] [CrossRef]
- Shyha, I.; Aspinwall, D.; Soo, S.L.; Bradley, S. Drill geometry and operating effects when cutting small diameter holes in CFRP. Int. J. Mach. Tools Manuf. 2009, 49, 1008–1014. [Google Scholar] [CrossRef]
- Fernández-Pérez, J.; Cantero, J.L.; Díaz-Álvarez, J.; Miguélez, M.H. Hybrid Composite-Metal Stack Drilling with Different Minimum Quantity Lubrication Levels. Materials 2019, 12, 448. [Google Scholar] [CrossRef]
- Giasin, K.; Ayvar-Soberanis, S.; Hodzic, A. The effects of minimum quantity lubrication and cryogenic liquid nitrogen cooling on drilled hole quality in GLARE fibre metal laminates. Mater. Des. 2016, 89, 996–1006. [Google Scholar] [CrossRef]
- An, Q.; Ming, W.; Cai, X.; Chen, M. Study on the cutting mechanics characteristics of high-strength UD-CFRP laminates based on orthogonal cutting method. Compos. Struct. 2015, 131, 374–383. [Google Scholar] [CrossRef]
- Markandan, K.; Zhang, Z.; Chin, J.; Cheah, K.H.; Tang, H.-B. Fabrication and preliminary testing of hydroxylammonium nitrate (HAN)-based ceramic microthruster for potential application of nanosatellites in constellation formation flying. Microsyst. Technol. 2019, 25, 4209–4217. [Google Scholar] [CrossRef]
- Abrão, A.M.; Rubio, J.C.C.C.; Faria, P.E.; Davim, J.P. The Effect of Cutting Tool Geometry on Thrust Force and Delamination When Drilling Glass Fibre Reinforced Plastic Composite. Mater. Des. 2008, 29, 508–513. [Google Scholar] [CrossRef]
- Samuel Raj, D.; Karunamoorthy, L. Cutting Edge—Flatting and Roughness Measurement—To Monitor Blunting and Chipping of the Drill Cutting Edge When Drilling CFRP. Int. J. Adv. Manuf. Technol. 2017, 92, 953–968. [Google Scholar] [CrossRef]
- Tsao, C.C.; Hocheng, H. Effect of Tool Wear on Delamination in Drilling Composite Materials. Int. J. Mech. Sci. 2007, 49, 983–988. [Google Scholar] [CrossRef]
- Feito, N.; Díaz-Álvarez, J.; Díaz-Álvarez, A.; Cantero, J.H.; Miguélez, M.H. Experimental Analysis of the Influence of Drill Point Angle and Wear on the Drilling of Woven CFRPs. Materials 2014, 7, 4258. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Kwon, P.Y.; Sturtevant, C.; Lantrip, J. Tool wear of coated drills in drilling CFRP. J. Manuf. Process. 2012, 15, 127–135. [Google Scholar] [CrossRef]
- Gaugel, S.; Sripathy, P.; Haeger, A.; Meinhard, D.; Bernthaler, T.; Lissek, F.; Kaufeld, M.; Knoblauch, V.; Schneider, G. A comparative study on tool wear and laminate damage in drilling of carbon-fiber reinforced polymers (CFRP). Compos. Struct. 2016, 155, 173–183. [Google Scholar] [CrossRef]
- Qiu, X.; Li, P.; Niu, Q.; Chen, A.; Ouyang, P.; Li, C.; Ko, T.J. Influence of machining parameters and tool structure on cutting force and hole wall damage in drilling CFRP with stepped drills. Int. J. Adv. Manuf. Technol. 2018, 97, 857–865. [Google Scholar] [CrossRef]
- Xu, J.; Li, C.; Mi, S.; An, Q.; Chen, M. Study of drilling-induced defects for CFRP composites using new criteria. Compos. Struct. 2018, 201, 1076–1087. [Google Scholar] [CrossRef]
- Che, D.; Saxena, I.; Han, P.; Guo, P.; Ehmann, K.F. Machining of carbon fiber reinforced plastics/polymers: A literature review. J. Manuf. Sci. Eng. 2014, 136, 034001. [Google Scholar] [CrossRef]
- Su, F.; Zheng, L.; Sun, F.; Wang, Z.; Deng, Z.; Qiu, X. Novel Drill Bit Based on the Step-Control Scheme for Reducing the CFRP Delamination. J. Mater. Process. Technol. 2018, 262, 157–167. [Google Scholar] [CrossRef]
- Hocheng, H.; Tsao, C.C. Effects of Special Drill Bits on Drilling-Induced Delamination of Composite Materials. Int. J. Mach. Tools Manuf. 2006, 46, 1403–1416. [Google Scholar] [CrossRef]
- Feito, N.; Muñoz-Sánchez, A.; Díaz-Álvarez, A.; Miguelez, M.H. Multi-Objective Optimization Analysis of Cutting Parameters When Drilling Composite Materials with Special Geometry Drills. Compos. Struct. 2019, 225, 111187. [Google Scholar] [CrossRef]
- Bilgin, S.; Güler, O.; Alver, Ü.; Erdemir, F.; Aslan, M.; Çanakçı, A. Effect of TiN, TiAlCN, AlCrN, and AlTiN ceramic coatings on corrosion behavior of tungsten carbide tool. J. Australas. Ceram. Soc. 2021, 57, 263–273. [Google Scholar] [CrossRef]
- Dabees, S.; Mirzaei, S.; Kaspar, P.; Holcman, V.; Sobola, D. Characterization and Evaluation of Engineered Coating Techniques for Different Cutting Tools—Review. Materials 2022, 15, 5633. [Google Scholar] [CrossRef]
- Taheri, R.; Jalali, M.; Al-Yaseri, A.; Yabesh, G. Improving TC drill bit’s efficiency and resistance to wear by graphene coating. Pet. Res. 2022, 7, 430–466. [Google Scholar] [CrossRef]
- Aamir, M.; Tolouei-Rad, M.; Giasin, K.; Nosrati, A. Recent advances in drilling of carbon fiber–reinforced polymers for aerospace applications: A review. Int. J. Adv. Manuf. Technol. 2019, 105, 2289–2308. [Google Scholar] [CrossRef]
- Wang, X.; Shen, X.; Zeng, C.; Sun, F. Combined influences of tool shape and as-deposited diamond film on cutting performance of drills for CFRP machining. Surf. Coat. Technol. 2018, 347, 390–397. [Google Scholar] [CrossRef]
- Iliescu, D.; Gehin, D.; Gutierrez, M.E.; Girot, F. Modeling and tool wear in drilling of CFRP. Int. J. Mach. Tools Manuf. 2010, 50, 204–213. [Google Scholar] [CrossRef]
- Hrechuk, A.; Bushlya, V.; M’Saoubi, R.; Ståhl, J.E. Experimental investigations into tool wear of drilling CFRP. Procedia Manuf. 2018, 25, 294–301. [Google Scholar] [CrossRef]
- Karpat, Y.; Deger, B.; Bahtiyar, O. Drilling thick fabric woven CFRP laminates with double point angle drills. J. Mater. Process. Technol. 2012, 212, 2117–2127. [Google Scholar] [CrossRef]
- Cavatorta, M.P. A comparative study of the fatigue and post-fatigue behavior of carbon-glass/epoxy hybrid RTM and hand lay-up composites. J. Mater. Sci. 2007, 42, 8636–8644. [Google Scholar] [CrossRef]
- Nagaraja, K.C.; Rajanna, S.; Prakash, G.S.; Koppad, P.G.; Alipour, M. Studying the effect of different carbon and glass fabric stacking sequence on mechanical properties of epoxy hybrid composite laminates. Compos. Commun. 2020, 21, 100425. [Google Scholar] [CrossRef]
- Dong, C.; Davies, I.J. Flexural and tensile strengths of unidirectional hybrid epoxy composites reinforced by S-2 glass and T700S carbon fibres. Mater. Des. 2014, 54, 955–966. [Google Scholar] [CrossRef]
- Tan, C.L.; Azmi, A.I.; Mohamad, N. Performance Evaluations of carbon/glass hybrid Polymer composites. Adv. Mater. Res. 2014, 980, 8–12. [Google Scholar] [CrossRef]
- Selmy, A.; Abd El-baky, M.A.; Hegazy, D.A. Mechanical properties of inter-ply hybrid composites reinforced with glass and polyamide fibers. J. Thermoplast. Compos. Mater. 2019, 32, 267–293. [Google Scholar] [CrossRef]
- Attia, M.A.; Abd El-baky, M.A.; Alshorbagy, A.E. Mechanical performance of intraply and inter-intraply hybrid composites based on e-glass and polypropylene unidirectional fibers. J. Compos. Mater. 2017, 51, 381–394. [Google Scholar] [CrossRef]
- Abd El-baky, M.A. Evaluation of mechanical properties of jute/glass/carbon fibers reinforced hybrid composites. Fibers Polym. 2017, 18, 2417–2432. [Google Scholar] [CrossRef]
- Franz, G.; Vantomme, P.; Hassan, M.H. A Review on Drilling of Multilayer Fiber-Reinforced Polymer Composites and Aluminum Stacks: Optimization of Strategies for Improving the Drilling Performance of Aerospace Assemblies. Fibers 2022, 10, 78. [Google Scholar] [CrossRef]
- Gemi, L.; Köklü, U.; Yazman, Ş.; Morkavuk, S. The Effects of Stacking Sequence on Drilling Machinability of Filament Wound Hybrid Composite Pipes: Part-1 Mechanical Characterization and Drilling Tests. Compos. Part B Eng. 2020, 186, 107787. [Google Scholar] [CrossRef]
- Sonkar, V.; Abhishek, K.; Datta, S.; Mahapatra, S.S. Multi-Objective Optimization in Drilling of GFRP Composites: A Degree of Similarity Approach. Procedia Mater. Sci. 2014, 6, 538–543. [Google Scholar] [CrossRef]
- Tan, C.L.; Azmi, A.I.; Muhammad, N. Delamination and Surface Roughness Analyses in Drilling Hybrid Carbon/Glass Composite. Mater. Manuf. Process. 2016, 31, 1366–1376. [Google Scholar] [CrossRef]
- Krishnaraj, V.; Prabukarthi, A.; Ramanathan, A.; Elanghovan, N.; Senthil Kumar, M.; Zitoune, R.; Davim, J.P. Optimization of Machining Parameters at High Speed Drilling of Carbon Fiber Reinforced Plastic (CFRP) Laminates. Compos. Part B Eng. 2012, 43, 1791–1799. [Google Scholar] [CrossRef]
- Gaitonde, V.N.; Karnik, S.R.; Rubio, J.C.; Correia, A.E.; Abrão, A.M.; Davim, J.P. Analysis of Parametric Influence on Delamination in High-Speed Drilling of Carbon Fiber Reinforced Plastic Composites. J. Mater. Process. Technol. 2008, 203, 431–438. [Google Scholar] [CrossRef]
- Campos Rubio, J.; Abrao, A.M.; Faria, P.E.; Correia, A.E.; Davim, J.P. Effects of High Speed in the Drilling of Glass Fibre Reinforced Plastic: Evaluation of the Delamination Factor. Int. J. Mach. Tools Manuf. 2008, 48, 715–720. [Google Scholar] [CrossRef]
- Rawat, S.; Attia, H. Wear Mechanisms and Tool Life Management of WC–Co Drills during Dry High Speed Drilling of Woven Carbon Fibre Composites. Wear 2009, 267, 1022–1030. [Google Scholar] [CrossRef]
- Navarro-Mas, M.D.; Meseguer, M.D.; Lluch-Cerezo, J.; García-Manrique, J.A. Comparison of Different Parameters to Evaluate Delamination in Edge Trimming of Basalt Fiber Reinforced Plastics (Bfrp). Materials 2020, 13, 5326. [Google Scholar] [CrossRef]
- Mkaddem, A.; Soussia, A.B.; El Mansori, M. Wear resistance of CVD and PVD multilayer coatings when dry cutting fiber reinforced polymers (FRP). Wear 2013, 302, 946–954. [Google Scholar] [CrossRef]
- Meinhard, D.; Haeger, A.; Knoblauch, V. Drilling induced defects on carbon fiber-reinforced thermoplastic polyamide and their effect on mechanical properties. Compos. Struct. 2021, 256, 173–183. [Google Scholar] [CrossRef]
- Heisel, U.; Pfeifroth, T. Influence of point angle on drill hole quality and machining forces when drilling CFRP. Proc. CIRP Jan. 2012, 1, 471–476. [Google Scholar] [CrossRef]
- Poulachon, G.; Outeiro, J.; Ramirez, C.; André, V.; Abrivard, G. Hole surface topography and tool wear in CFRP drilling. Proc. CIRP 2016, 45, 35–38. [Google Scholar] [CrossRef]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gutiérrez, S.C.; Meseguer, M.D.; Muñoz-Sánchez, A.; Feito, N. Study of the Influence of Tool Wear of Two Drill Bits Manufactured with Different Coating Processes in Drilling Carbon/Glass Fiber Hybrid Composite Bounded with Epoxy Polymer. Coatings 2023, 13, 1440. https://doi.org/10.3390/coatings13081440
Gutiérrez SC, Meseguer MD, Muñoz-Sánchez A, Feito N. Study of the Influence of Tool Wear of Two Drill Bits Manufactured with Different Coating Processes in Drilling Carbon/Glass Fiber Hybrid Composite Bounded with Epoxy Polymer. Coatings. 2023; 13(8):1440. https://doi.org/10.3390/coatings13081440
Chicago/Turabian StyleGutiérrez, Santiago Carlos, María Desamparados Meseguer, Ana Muñoz-Sánchez, and Norberto Feito. 2023. "Study of the Influence of Tool Wear of Two Drill Bits Manufactured with Different Coating Processes in Drilling Carbon/Glass Fiber Hybrid Composite Bounded with Epoxy Polymer" Coatings 13, no. 8: 1440. https://doi.org/10.3390/coatings13081440
APA StyleGutiérrez, S. C., Meseguer, M. D., Muñoz-Sánchez, A., & Feito, N. (2023). Study of the Influence of Tool Wear of Two Drill Bits Manufactured with Different Coating Processes in Drilling Carbon/Glass Fiber Hybrid Composite Bounded with Epoxy Polymer. Coatings, 13(8), 1440. https://doi.org/10.3390/coatings13081440