1. Introduction
Wooden materials are widely used in production of wood products and furniture due to their unique grain and texture, easy processing, light weight, and high strength [
1,
2]. However, the wood tends to shrink and swell with water loss and absorption, which leads to problems such as dimensional instability [
3]. A medium density fiberboard (MDF) is widely used as a wooden substrate for furniture and wood products. MDF is susceptible to damage such as decay and mold [
4,
5] and absorbs moisture from the environment, providing favorable conditions for bacterial growth [
6,
7]. MDF products are often coated to protect the substrate [
8]. Compared to traditional coatings, water-based coatings have advantages such as environmental protection, energy conservation, and low formaldehyde content [
9]. Therefore, the water-based coatings are being used more and more widely [
10,
11]. Over the past few years, much research has been conducted on the modification of water-based coatings with functions such as anti-flash rust [
12], anti-static electricity [
13], and color change [
14]. Coatings with antibacterial properties on the surface of wood products curb the growth of bacteria, thus reducing the density of bacteria [
15], achieving the purpose of protecting coatings and optimizing the living environment. Antibacterial agents added to coatings are usually classified as natural, inorganic or organic. In the research findings of enhancing the antibacterial properties of water-based coatings, metal antibacterial agents or metal and natural composites of antibacterial agents are widely used [
16], but little is reported about the natural antibacterial agents. Some natural antibacterial agents suffer from poor processing properties [
17,
18], unstable chemical properties, and other problems [
19]. Therefore, the development of natural antibacterial agents in water-based coatings is limited, making it difficult to produce on a large scale.
Microencapsulation technology has the advantages of changing physical properties and protecting physiological activities of a core material [
20,
21]. Application and research of the microencapsulation technology for coatings have developed rapidly in recent years. Peng et al. [
22] added cellulose to urea–formaldehyde resin to produce a wall material coat tung oil. The tung oil microcapsules enhanced the self-restoration of the water-based coatings on the wood surface. Shahabudin et al. [
23] used poly-urea–formaldehyde resin as the wall material and alkyd extracted from palm oil as the core material to prepare thermally stable microcapsules that can be used in self-healing coatings. These findings demonstrate that the microcapsules hold the functions of the core material and offer the coatings a diverse range of functions.
Aloe emodin is an anthraquinone compound [
24]. It is a natural organic compound extracted from aloe, and has anti-inflammatory, bactericidal, anti-viral, and other impacts [
25,
26,
27,
28]. Aloe emodin is also an effective constituent of the antibacterial function [
29]. Aloe emodin is a natural antibacterial agent that is extremely sensitive to
Staphylococci and
Streptococci, which can effectively destroy the bacteria while being safe, harmless, and non-irritating [
30]. In the study of the antibacterial mechanism of aloe emodin, Hu et al. [
31] studied the antibacterial activity of a variety of anthraquinone derivatives, including aloe emodin by microcalorimetric technology. The results showed that aloe vera rhodopsin has an inhibitory effect on
Staphylococcus aureus. In the antibacterial application of aloe emodin, the aloe vera or aloe emodin have been used directly for material modification and antimicrobial tests in recent years. However, studies on the use of aloe emodin into microcapsules and applied to water-based coatings are few [
32,
33].
In previous research, an optimal preparation process for aloe emodin microcapsules has been demonstrated. The process involved a mole ratio of formaldehyde to urea of 1.2:1, a core-to-wall ratio of 1:15, a reaction temperature of 50 °C, and a stirring speed of 600 rpm for microencapsulation [
34]. Three emulsifiers (SDBS, OP-10, and TWEEN-80) at a 3.0% concentration showed better results compared to a 1.0% concentration. Additionally, when compounding the microcapsules with the water-based coatings, it was observed that the antibacterial performance of the water-based coatings was enhanced. When the water-based coatings are applied on the surface of wood products, further verification is required to determine whether the coating with microcapsules still has antibacterial properties and whether the antibacterial properties of the coating can be enhanced. Therefore, three types of emulsifiers with a 3.0% concentration of SDBS, OP-10, and TWEEN-80 were selected to prepare microcapsules. Then, they were added to the water-based coating and coated on an MDF. Then, the influence of emulsifier type and addition level on the performance of the water-based coatings was investigated through the characterization of morphology, chemical composition, antibacterial properties, optical properties, and mechanical properties. The aloe emodin microcapsules not only overcame the defect of dark color and could not be directly added to the coating, but also improved the antibacterial function of water-based coatings with a potential application value.
2. Materials and Methods
2.1. Materials
Table 1 shows the materials that were used in this test. Primer and topcoat were Dulux water-based acrylic varnish, and the size of the MDF was 50 mm × 50 mm × 5 mm (Shangpin Bense Smart Home Co., Ltd., Zaozhuang, China). The diameter of the petri dish was 90 mm. The second-generation type strain ATCC25922
Escherichia coli and the second-generation standard strain ACTT6538
Staphylococcus aureus were used, both obtained from the Beijing Microbiological Culture Collection Center, Beijing. The emulsifiers were obtained from Tianjin Beichen District Fangzheng Reagent Factory, Tianjin.
2.2. Preparation Method of the Aloe Emodin Microcapsules
Table 2 presents the emulsifier type and the corresponding HLB values. Microcapsules were prepared based on the parameters specified in
Table 3, and “#” is a sample number unit. The materials for the aloe emodin microcapsules are listed in
Table 4.
(1) Preparation of wall materials: A certain amount of urea was used to mix the formaldehyde solution, followed by the addition of triethanolamine to achieve a pH value of 8. Subsequently, 0.1 g of polyvinyl alcohol was added into the mixture. The resulting mixture was then put on a magnetic stirrer apparatus and heated to 80 °C, while it was continuously stirred at 600 rpm for a duration of 1 h, and urea–formaldehyde resin was obtained.
(2) Preparation of core materials: Different emulsifiers were blended with water and stirred evenly. Then, the core materials were added to the mixed solution. The reaction temperature was regulated to 50 °C and the stirring rate to 1000 r/min, making the core material fully emulsify for 45 min and ensuring that the emulsifier was uniformly wrapped on the outside surface of the core material.
(3) Microencapsulation: The urea–formaldehyde resin as wall material was gradually dripped into the core material at a speed of 600 rpm. The citric acid monohydrate was added to regulate the pH value of the solution to 2.5–3.0. Then, an appropriate amount of NaCl and SiO2 powder was added and the mixture was stirred for 2 h at 50 °C. After a 24 h aging at room temperature, the final product was filtered using ethanol and water. Subsequently, the solid product was dried at 40 °C for 24 h. Then, the obtained powder was aloe emodin microcapsules.
2.3. Preparation of Coatings
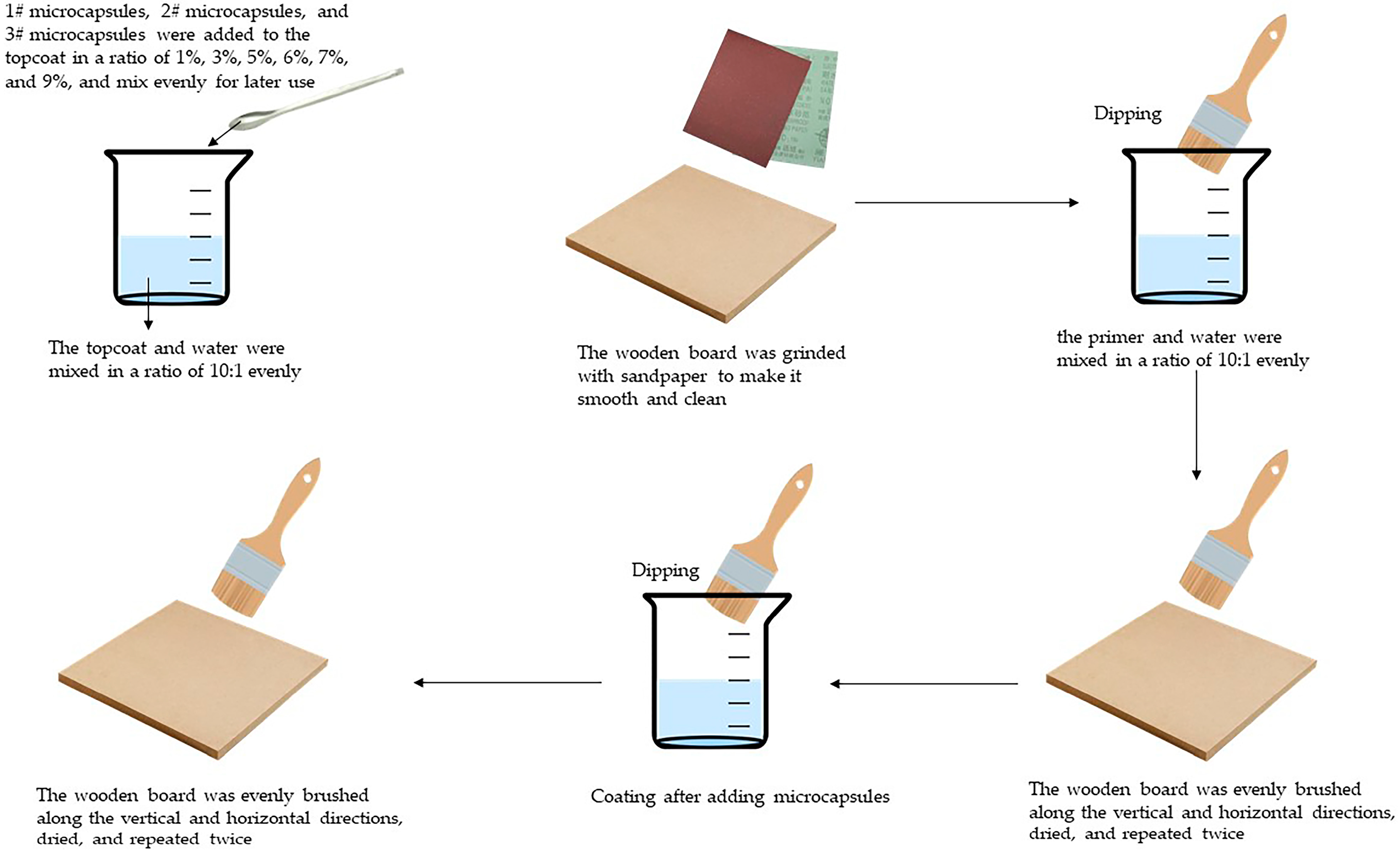
The coating process is presented in
Figure 1. The process of coated MDF was manual brushing, with two layers of primer and two layers of topcoat. Each layer had a density of 78 g/m
2, total coating amount was 312 g/m
2, and coating thickness was about 80 μm. According to the area of the MDF used, a theoretical average total amount of coating per piece of MDF was 0.78 g. However, in actual painting, the actual dosage should take into account losses during brushing, and the actual consumption of coating was 1.5 to 1.8 times of the theoretical coating amount. Therefore, in actual application, the average total amount of coating used for each MDF was 1.4 g. The coating materials for different microcapsule additions are shown in
Table 5.
The Dulux water-based primer and topcoat were mixed with clean water at a ratio of 10:1 (volume). Then, the aloe emodin microcapsules were added to the topcoat. The aloe emodin microcapsules, prepared by SDBS, OP-10 and TWEEN-80, were named 1# microcapsule, 2# microcapsule and 3# microcapsule. They were added to the water-based topcoat at different concentrations of 1.0%, 3.0%, 5.0%, 6.0%, 7.0% and 9.0%, respectively, while maintaining the total quality of the coating. The MDF was exposed to an environment with a room temperature of 26 °C and a relative humidity of 60.0% ± 5.0% for one week, so that the moisture content of the MDF was approximately 12.0%. First, a substrate treatment was performed. A 320-grade sandpaper was used to polish the MDF, which can remove the burrs on the surface, and the debris was removed with a brush. Then, the dust was wiped with a rag so as to achieve the purpose of leveling and cleaning. Afterward, the primer was applied evenly along the vertical and horizontal directions on the MDF. After the first coating, the coated MDF was dried at room temperature for 20 min, then dried in a 40 °C oven for 20 min. After removal from the oven, the coated MDF was dried at room temperature for 4 h. The MDF was lightly polished with 600-grit sandpaper, and then the second coat of primer was applied, dried, and polished. The aloe emodin microcapsules and water-based topcoat were mixed evenly before applying the first coat of topcoat. The drying process was the same as above. After drying, the surface of the coating was lightly polished with 800-grit sandpaper, and then the second coat of topcoat was applied. In addition, the water-based coating without microcapsules was coated on the MDF as a blank control group.
2.4. Testing and Characterization
2.4.1. Microscopic Morphology and Chemical Composition
A scanning electron microscope (SEM, Thermo Fisher Scientific, Waltham, MA, USA) was used to observe the coatings. When using the SEM, the prepared coating was pasted on the sample table. Then, the sample was put into a specific position after gold spraying. In order to observe and record the micro-morphology of the sample, the observation multiple and focal length were adjusted to make the image reach the best state.
The chemical composition of the coating was analyzed using a Vertex 80V Fourier transform infrared spectroscopy (FTIR) instrument produced by Shanghai Smio Analytical Instrument Co., Ltd., Shanghai, China. For the infrared test, the infrared spectrum of the coating was measured using an attenuated total reflection device. The samples were placed on a test bench and fixed on the top surface of the pure diamond crystal using a pressure bar.
2.4.2. Antibacterial Properties
The antibacterial tests were carried out with
Escherichia coli and
Staphylococcus aureus as the experimental objects. According to GB/T 21866-2008 [
35], the antibacterial tests were conducted on the coating. First, the nutrient agar medium powder was heated and dissolved in the purified water. Then, the mixture was divided into petri dishes to prepare planar nutrient agar media. The nutritional broth powder was added to the purified water and dissolved by heating to make a broth culture solution. An eluate with a concentration of 0.85% was obtained by dissolving NaCl in the purified water. The planar nutrient agar medium, broth culture solution and eluent were heated for 30 min at 121 °C. A polyethylene film was immersed in a 70.0% alcohol solution for 30 min, washed with the eluent, and dried.
The bacteria on the slanted culture medium were transferred to the planar nutrient agar mediums using the sterilized inoculation ring. The planar nutrient agar mediums were then incubated in a constant temperature and humidity chamber at 37 °C for 20 h. Then, the fresh bacteria scraped 1–2 rings with the inoculation rings were added to the broth culture solution and mixed well. According to GB/T 4789.2-2022 [
36], dilutions with tenfold increases in concentration were prepared sequentially to produce a 1:1000 bacterial suspension. A total of 0.5 mL of the bacterial suspension was dropped onto the surface of the prepared coating. The polyethylene films were picked up with forceps and laid flat on the coating so that the bacterial suspension was uniformly in contact with the coating. The coatings were put in petri dishes. The coatings were cultivated for 24 h in a constant temperature chamber with a temperature of 37 °C and a humidity of 98.0%. Each sample was tested in parallel with 2 sets. After 24 h of incubation, the coatings and polyethylene films were repeatedly rinsed with 20 mL of eluent, respectively. After adequate stirring of the eluent, 0.5 mL of the eluent was inoculated onto a planar nutrient agar medium. The planar nutrient agar medium was then incubated at a constant temperature of 37 °C and a humidity of 98.0% for 48 h in a controlled environment.
The planar nutrient agar medium, which had been incubated for 48 h, was removed and placed in the colony counter. The colonies on the bottom of the medium were observed and counted with a pen. The displayed number represented the total number of colonies in the planar nutrient agar medium. Two parallel trials were conducted, and the average of these two counts was considered the number of colonies for the sample. The actual number of viable bacteria extracted from each sample after 48 h was obtained by multiplying the colony count result by 1000. The antibacterial rate of the coating was calculated using the following Formula (1). In the formula,
R represents the antibacterial rate,
B represents the actual number of viable bacteria of the coating without microcapsules recovered after 48 h, and
C represents the actual number of viable bacteria of coating with microcapsules recovered after 48 h, in CFU/tablet.
2.4.3. Optical Performance
(1) Chromatic aberration: According to GB/T 11186.3-1989 [
37], the chromatic aberration of the coatings was measured using a hand-held colorimeter (Shanghai Hechen Energy Technology Co., Ltd., Shanghai, China). After calibrating the colorimeter, the coatings were tested and the
L,
a,
b values were recorded. The
L indicates brightness, and the higher the
L value, the brighter the color. The
a value indicates color from red to green: a positive value suggests a reddish color, and a negative value represents a greenish color. The
b value indicates color from yellow to blue. A positive
b value represents a yellowish color, and a negative
b value represents a bluish color. The values of coating without a microcapsule are
L1,
a1,
b1, and the values of coating with microcapsules are
L2,
a2,
b2. Chromatic aberration Δ
E was calculated according to Equation (2), where Δ
L =
L2 −
L1, Δ
a =
a2 −
a1, and Δ
b =
b2 −
b1.
(2) Gloss: According to GB/T 4893.6-2013 [
38], the gloss of the coating was tested. The gloss meter was calibrated and the coating was tested at incidence angles of 20°, 60° and 85°, respectively. According to Equation (3), the light loss rate of the coating at an angle of incidence of 60° was calculated.
GL is the light loss rate,
G0 is the gloss of the coating without microcapsules, and
G1 is the gloss of the coating with microcapsules.
2.4.4. Mechanical Property
(1) Hardness: According to standard 20211076-T-606 [
39], a man-carried coating hardness tester was utilized to test the hardness of the water-based coating. The pencil hardness that scratches the surface of the coating is the surface hardness of the coating.
(2) Adhesion: According to standard GB/T 4893.4-2013 [
40], the adhesion of the water-based coatings was tested using a film scriber (Zhejiang Airuipu Instrument Co., Ltd., Quzhou, China). The coated MDF was placed on the operating table, a scoring knife was placed perpendicular to the surface of the coated MDF, and the surface of coated MDF was cut with a constant speed and force. The coated MDF was then rotated at 90° and the previous process was repeated on the cut to form a grid on the surface of the coated MDF. In this process, all cuts must run through the coated MDF. An adhesive tape was sticked onto the grid. After tearing off, the adhesion of the water-based coating was determined by measuring the peeling off of the coating.
(3) Impact resistance: According to standard GB/T 4893.9-2013 [
41], the impact resistance of the water-based coating was tested using a coating impact tester. The maximum height of the impact block where the coating does not crack, that is, the impact strength, was measured.
2.4.5. Roughness
The surface roughness of the water-based coating can be obtained by placing a glass plate coated with the coating on a test bench and regulating the position of the contact pin until it contacts the coating.
4. Conclusions
Three kinds of aloe emodin microcapsules prepared with SDBS, OP-10 and TWEEN-80 emulsifiers were incorporated into water-based coatings and applied to the surface of MDF. The morphology, chemical composition, antibacterial properties, optical properties, and mechanical properties of water-based coating were examined. The addition of microcapsules improved the antibacterial properties of the water-based coatings on the MDF surface. The antibacterial rates of the coatings increased with higher microcapsule content. The water-based coating with the 1# microcapsule prepared with SDBS had the highest antibacterial rates against other two types of OP-10 and TWEEN-80. When the microcapsule content was 9.0%, the antibacterial rates of water-based coating against Escherichia coli and Staphylococcus aureus reached 74.1% and 66.0%, respectively. The water-based coating with 2# microcapsules prepared with OP-10 had the antibacterial rates of 70.0% and 62.8% against Escherichia coli and Staphylococcus aureus, respectively. The water-based coating with 3# microcapsules prepared with TWEEN-80 had antibacterial rates of 67.0% and 61.9% against Escherichia coli and Staphylococcus aureus, respectively. As the microcapsule content increased, the surface chromatic aberration of the three groups of water-based coating slightly increased. The gloss level significantly decreased. The reflectivity of the visible band slightly increased. The adhesion of the water-based coating slightly decreased. While the impact resistance increased, the hardness increased significantly. The roughness also increased. Based on the morphology, antibacterial properties, optical properties, and mechanical properties of the water-based coating on MDF surface, the water-based coating with the 1# microcapsule prepared with a 3.0% concentration of SDBS as an emulsifier had the best comprehensive performance. These findings provide technical references for utilizing aloe emodin microcapsules in antibacterial coatings on MDF surface, and its potential applications in coatings and other industries are expanded.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}