
The Effect of Laser-Cladded Co6, T400, and Ni-Based 30WC Coatings on the Wear Resistance of H13 Steel


Abstract
1. Introduction
2. Experimental Materials and Methods
3. Results and Discussion
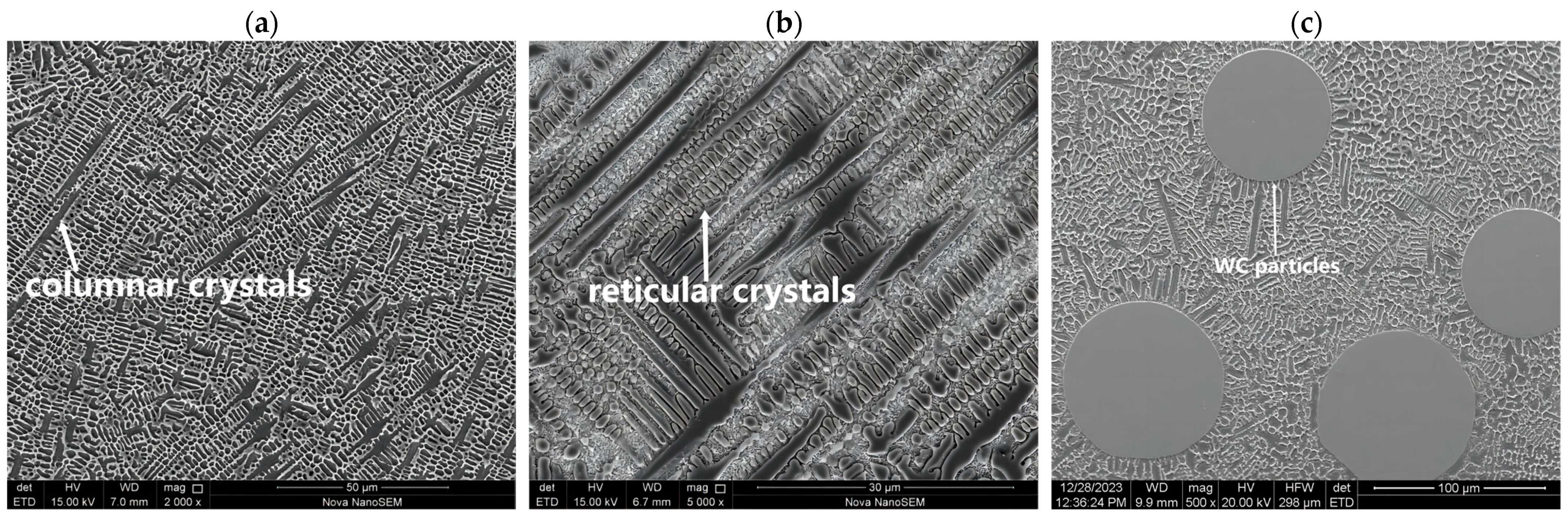
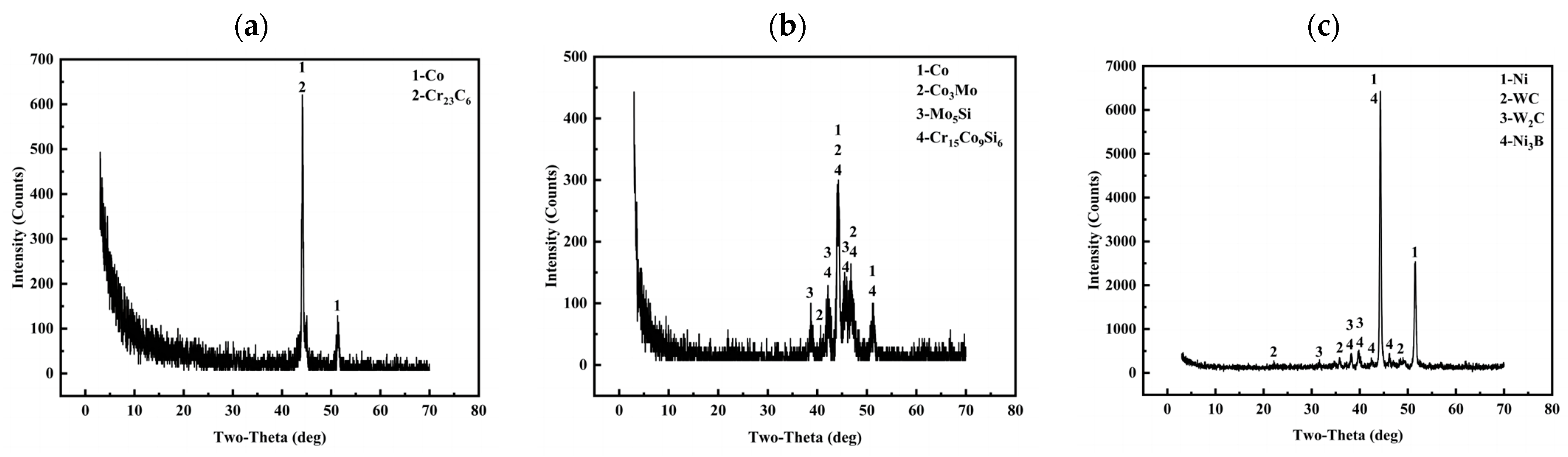
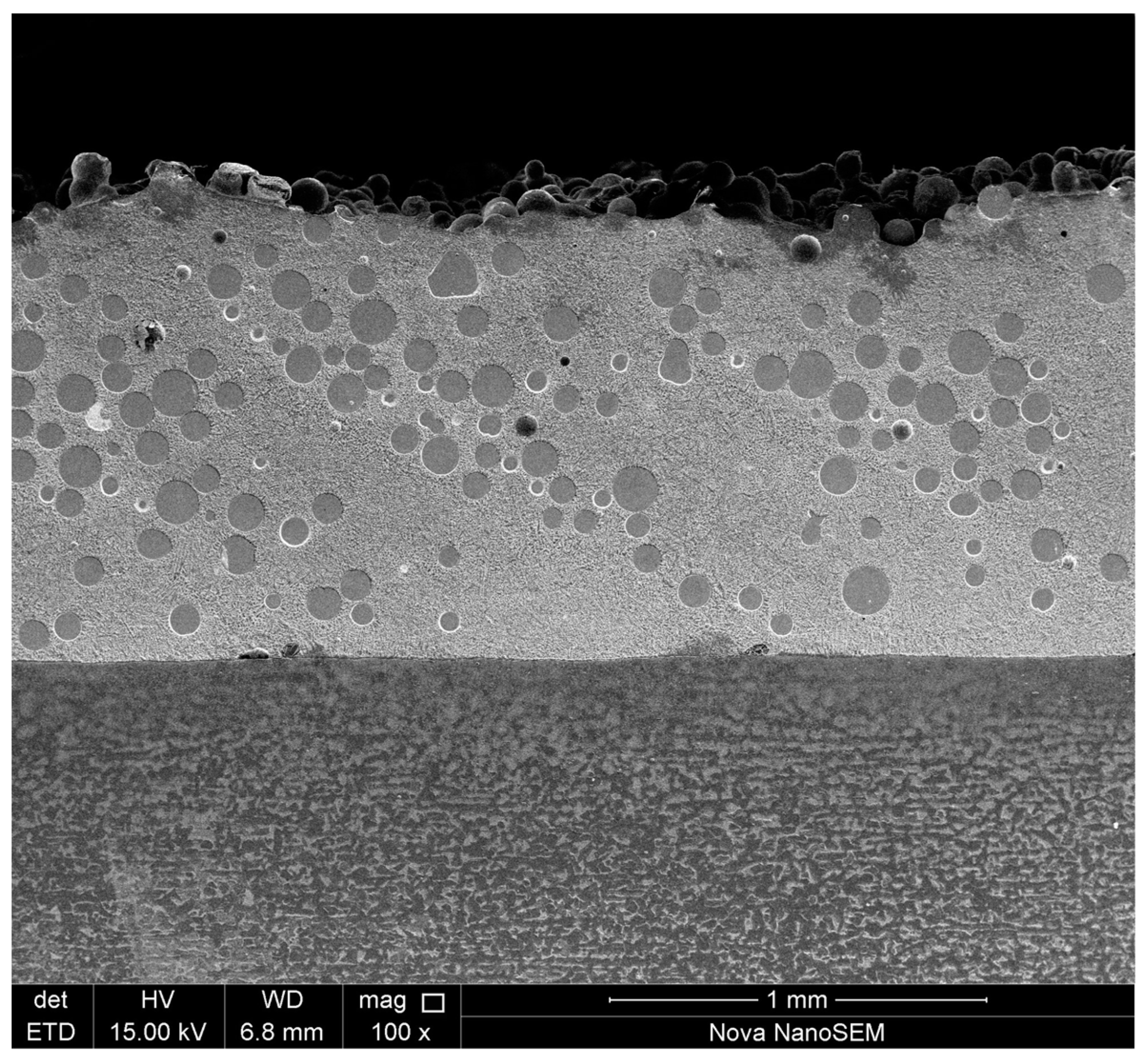
3.1. SEM and XRD Analysis of Laser-Cladded Coating Samples
3.2. Wear-Resistance Analysis of the Four Samples
3.2.1. Friction Coefficient Analysis
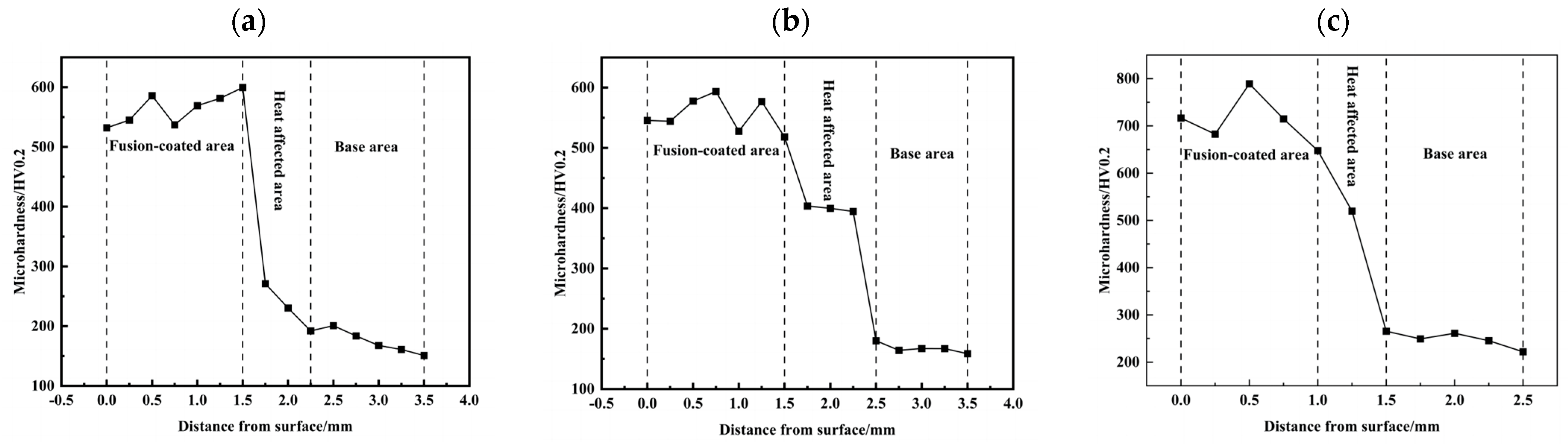
3.2.2. Analysis of the Hardness of the Material and the Amount of Wear
3.2.3. Friction and Wear Morphology Analysis
4. Conclusions
- (1)
- The magnitude of the friction coefficient primarily reflects the self-lubricating properties of the material surface. A lower friction coefficient indicates better self-lubrication; hence, the Ni-based 30WC-coated sample exhibited the best self-lubricating properties.
- (2)
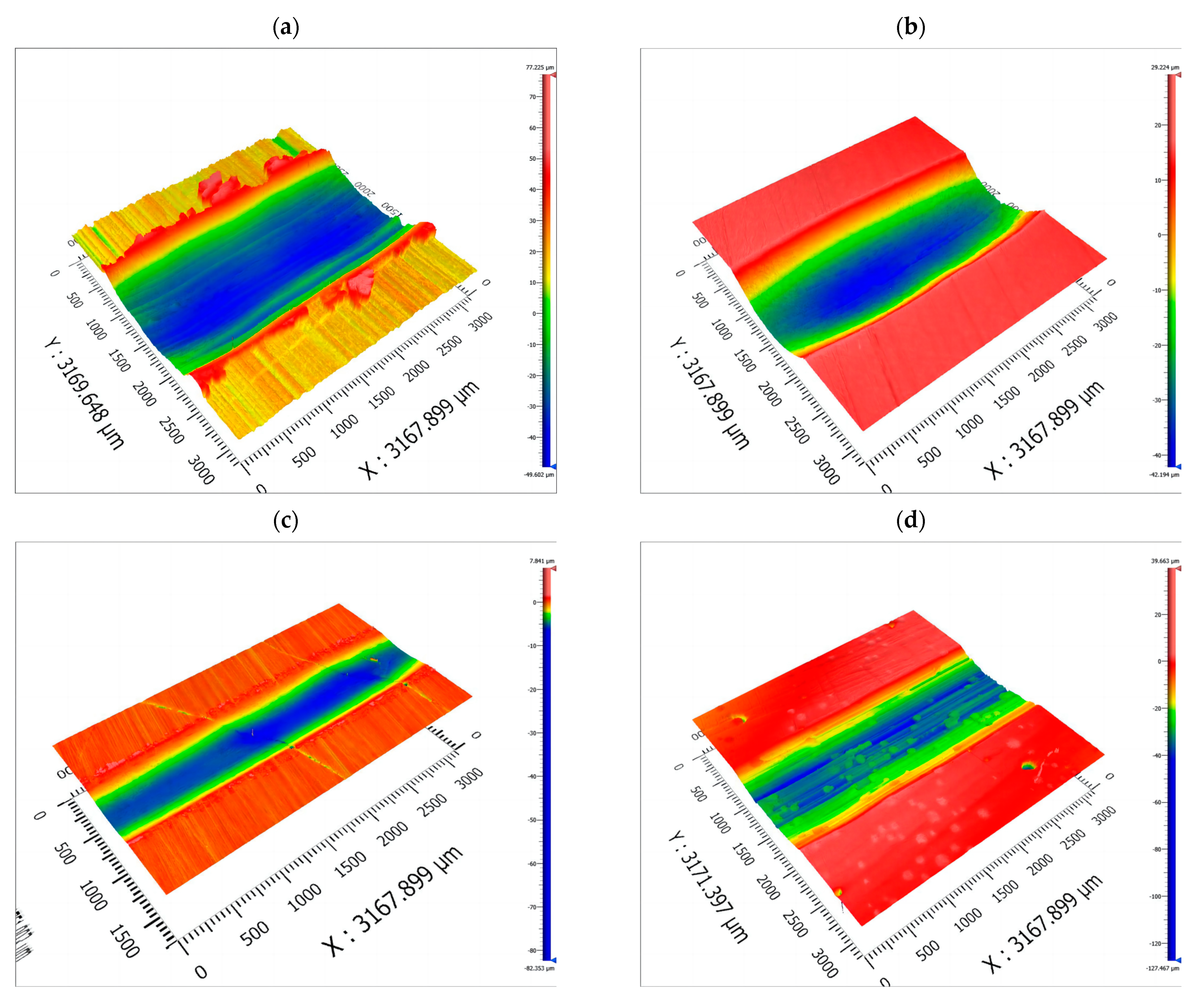
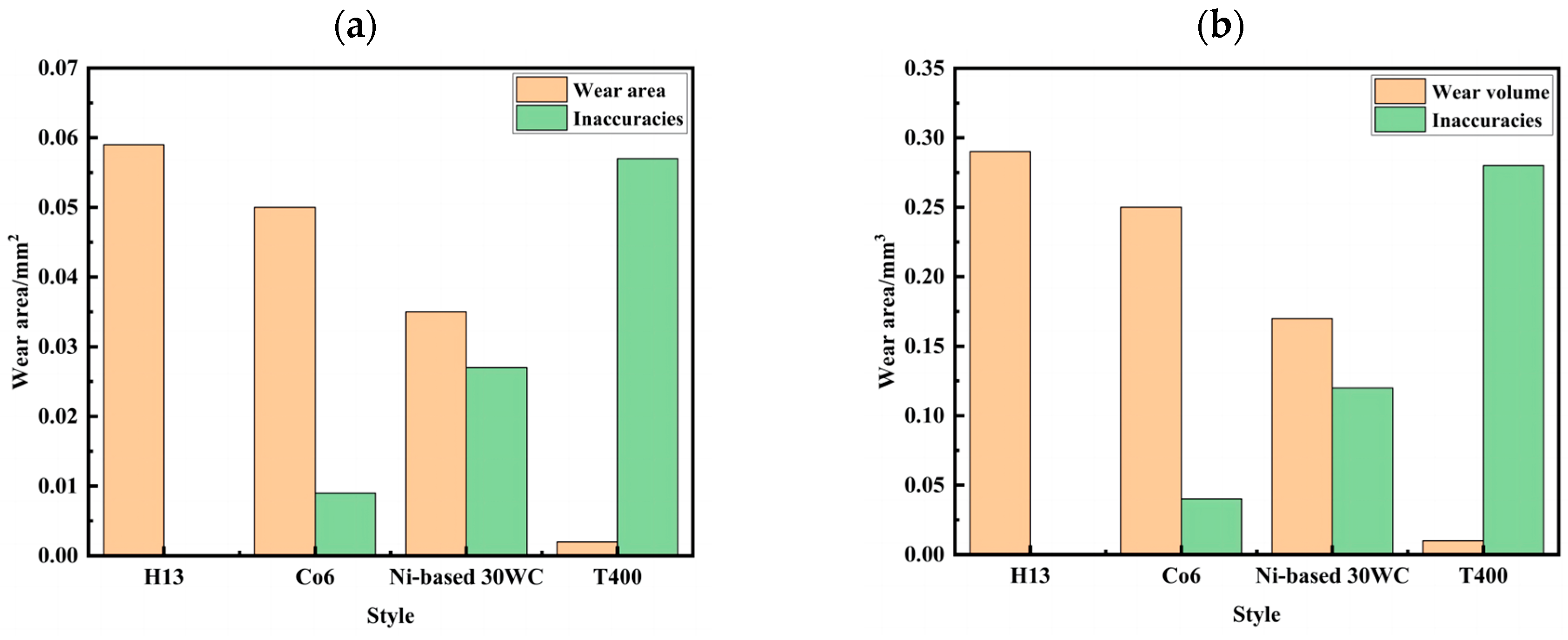
- After a high-temperature friction and wear test at 450 °C for 30 min, the average wear area of H13 steel was 0.059 mm2 and the wear volume was 0.29 mm3; the average wear area of Co6-coated samples was 0.050 mm2 and the wear volume was 0.25 mm3; the average wear area of T400-coated samples was 0.002 mm2 and the wear volume was 0.01 mm3; and the average wear area of the Ni-based 30WC-coated sample was 0.035 mm2 and the wear volume was 0.17 mm3. Therefore, the T400-coated sample exhibited the best wear resistance.
- (3)
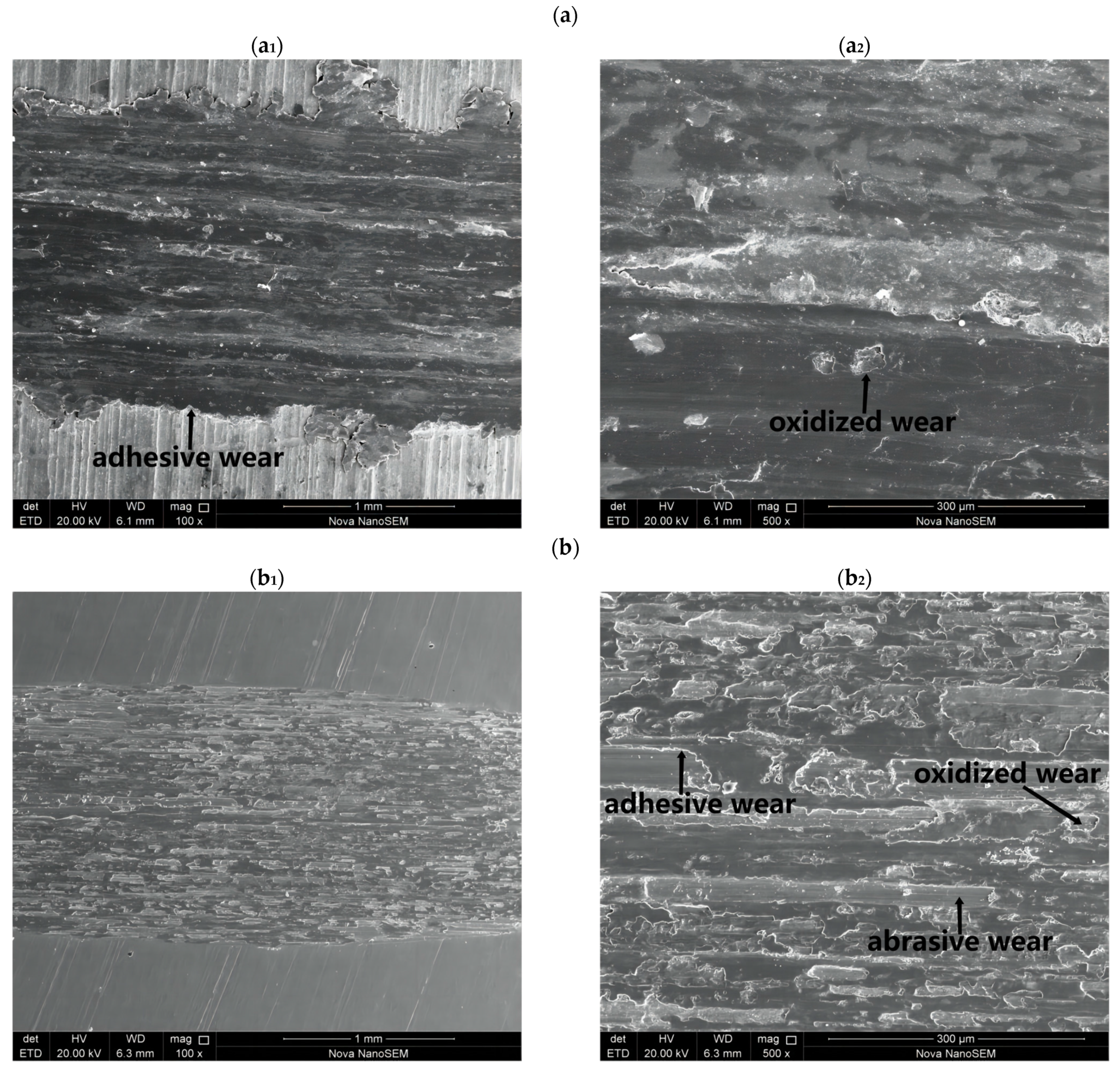
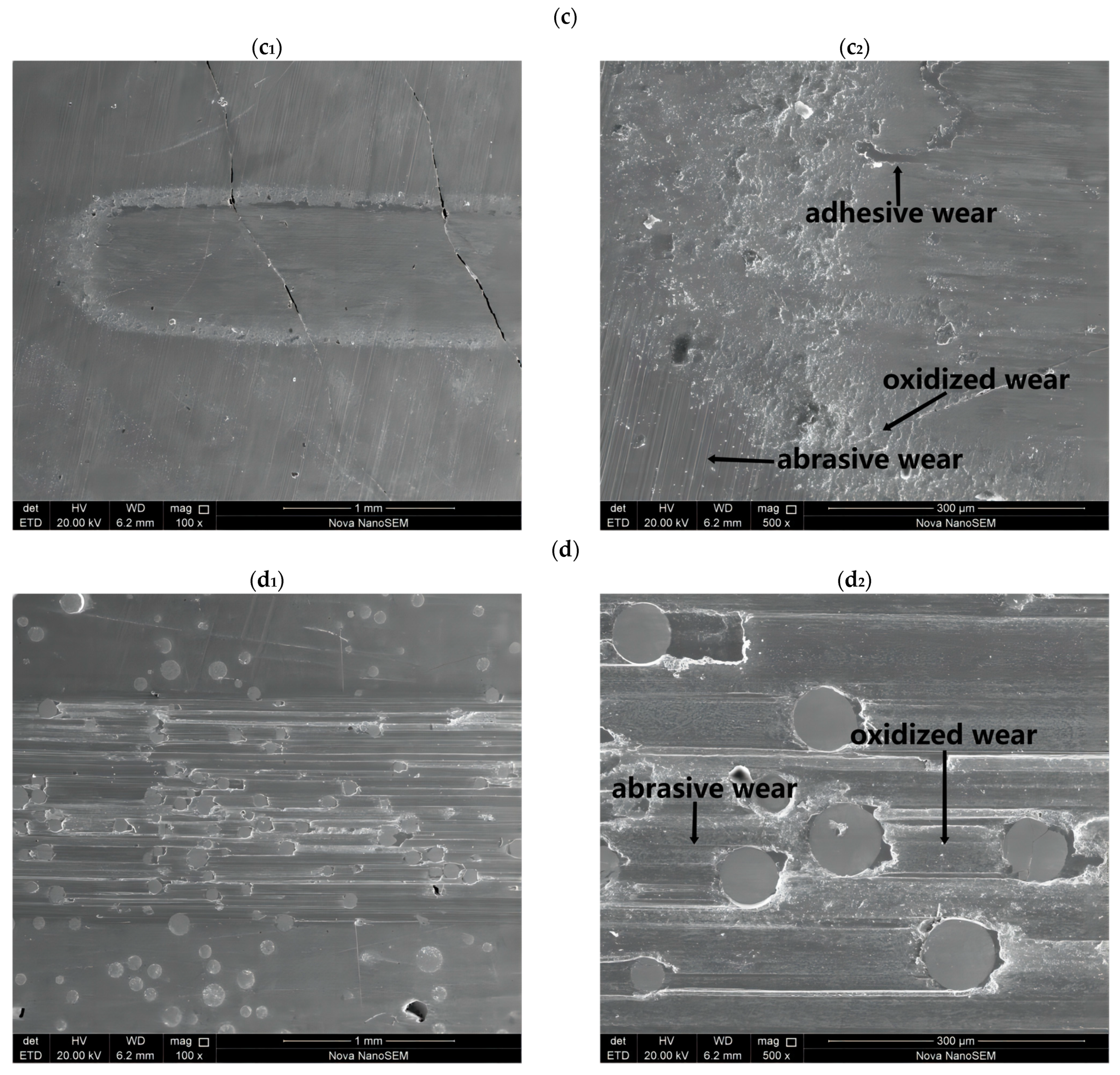
- Based on the classification of friction wear types and the state of surface wear and friction of the materials, H13 steel primarily exhibited adhesive wear and oxidized wear; Co6 and T400-coated samples mainly showed both adhesive wear, abrasive wear and oxidized wear; and the Ni-based 30WC-coated sample predominantly exhibited abrasive wear and oxidized wear.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shang, J.; Zhang, M.; Tan, S.; Xie, A.; Meng, L.; Zhang, Y. Improved wear and hot melting loss resistance of a vanadium carbide layer prepared on H13 steel. Mater. Lett. 2023, 337, 133967. [Google Scholar] [CrossRef]
- Chen, Y.G.; Chen, S.Y.; Chen, Q.; Ye, L.Y.; Chen, M.A. Improvement of the wear and corrosion resistance of nitrocarburized H13 steel using hydrothermal-synthesized zeolite coating. Surf. Coat. Technol. 2022, 447, 128866. [Google Scholar] [CrossRef]
- da Silva, S.P.; Abrão, A.M.; da Silva, E.R.; Câmara, M.A. Surface modification of AISI H13 steel by die-sinking electrical discharge machining and TiAlN coating: A promising hybrid technique to improve wear resistance. Wear 2020, 462–463, 203509. [Google Scholar] [CrossRef]
- Lu, C.; Chen, Z.; Yan, Y.; Zhuo, Y.; Wang, C.; Jia, Q. Enhanced High-Temperature Wear Performance of H13 Steel through TiC Incorporation by Laser Metal Deposition. Materials 2022, 16, 99. [Google Scholar] [CrossRef]
- Wei, T.; Dejun, K. Effect of Laser-Clad NiCrAl-SiC Coatings on Friction-Wear Performance of AISI H13 Steel at High Temperature. J. Mater. Eng. Perform. 2022, 31, 3014–3029. [Google Scholar] [CrossRef]
- Wei, J.; Shuqi, W.; Lan, W. High temperature wear performance of laser cladding maraging steel with low nickel on AISI H13 steel. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 7264–7272. [Google Scholar]
- Patra, D.K.; Gopinath, M.; Kumar, A.N. High-temperature abrasive wear characteristics of H13 steel modified by laser remelting and cladded with Stellite 6 and Stellite 6/30% WC. Surf. Coat. Technol. 2021, 422, 127498. [Google Scholar]
- Wei, L.; Dejun, K. Effect of Y2O3 addition on microstructure and friction-wear performances of laser cladded CrNi coatings on AISI H13 steel. Ind. Lubr. Tribol. 2022, 74, 282–289. [Google Scholar] [CrossRef]
- Deschuyteneer, D.; Petit, F.; Gonon, M.; Cambier, F. Processing and characterization of laser clad NiCrBSi/WC composite coatings—Influence of microstructure on hardness and wear. Surf. Coat. Technol. 2015, 283, 162–171. [Google Scholar] [CrossRef]
- Bartkowski, D.; Kinal, G. Microstructure and wear resistance of Stellite-6/WC MMC coatings produced by laser cladding using Yb:YAG disk laser. Int. J. Refract. Met. Hard Mater. 2016, 58, 157–164. [Google Scholar] [CrossRef]
- Fernández, M.R.; García, A.; Cuetos, J.M.; González, R.; Noriega, A.; Cadenas, M. Effect of actual WC content on the reciprocating wear of a laser cladding NiCrBSi alloy reinforced with WC. Wear 2015, 324–325, 80–89. [Google Scholar] [CrossRef]
- Chen, L.; Yu, T.; Chen, X.; Zhao, Y.; Guan, C. Process optimization, microstructure and microhardness of coaxial laser cladding TiC reinforced Ni-based composite coatings. Opt. Laser Technol. 2022, 152, 108129. [Google Scholar] [CrossRef]
- Sun, S.; Fu, H.; Ping, X.; Lin, J.; Lei, Y.; Wu, W.; Zhou, J. Reinforcing behavior and microstructure evolution of NbC in laser cladded Ni45 coating. Appl. Surf. Sci. 2018, 455, 160–170. [Google Scholar] [CrossRef]
- Fernandes, M.R.; Martinelli, A.E.; Klein, A.N.; Hammes, G.; Binder, C.; Nascimento, R.M. Production of nickel matrix composites reinforced with carbide particles by granulation of fine powders and mechanical pressing. Powder Technol. 2017, 305, 673–678. [Google Scholar] [CrossRef]
- Tobar, M.J.; Álvarez, C.; Amado, J.M.; Rodríguez, G.; Yáñez, A. Morphology and characterization of laser clad composite NiCrBSi-WC coatings on stainless steel. Surf. Coat. Technol. 2006, 200, 6313–6317. [Google Scholar] [CrossRef]
- Pei, Y.T.; De Hosson, J.T. Functionally graded materials produced by laser cladding. Acta Mater. 2000, 48, 2617–2624. [Google Scholar] [CrossRef]
- Paul, C.P.; Alemohammad, H.; Toyserkani, E.; Khajepour, A.; Corbin, S. Cladding of WC-12 Co on low carbon steel using a pulsed Nd: YAG Laser. Mater. Sci. Eng. A 2007, 464, 170–176. [Google Scholar] [CrossRef]
- Manthani, N.; Joshi, A.; Pawar, V.; Singh, R. Improvement in Wear Resistance of AISI H13 Steel by Pack-Boronizing Method. J. Nanosci. Nanotechnol. Res. 2018, 1, 2. [Google Scholar]
- Hao, J.; Hu, F.; Le, X.; Liu, H.; Yang, H.; Han, J. Microstructure and high-temperature wear behaviour of Inconel 625 multi-layer cladding prepared on H13 mould steel by a hybrid additivemanufacturing method. J. Mater. Process. Technol. 2021, 291, 117036. [Google Scholar] [CrossRef]
- Zheng, K.; Lin, Y.; Cai, J.; Lei, C. Corrosion Resistance and Tribological Properties of Laser Cladding Layer of H13 Die Steel Strengthened by Ultrasonic Rolling. Chin. J. Mech. Eng. 2022, 35, 137. [Google Scholar] [CrossRef]
- Wu, T.; Chen, Y.; Lin, B.; Yu, L.; Gui, W.; Li, J.; Wu, Y.; Zeng, D. Effects of WC on the Microstructure, Wear and Corrosion Resistance of Laser-Deposited CoCrFeNi High Entropy Alloy Coatings. Coatings 2022, 12, 985. [Google Scholar] [CrossRef]
- Zhang, J.; Meng, G.; Zhu, L.; Yang, Z.; Xue, P.; Xu, P. Formation mechanism and mechanical properties of TiC reinforced Inconel 718 composite coatings by laser cladding on H13 steel. Int. J. Adv. Manuf. Technol. 2022, 121, 3597–3611. [Google Scholar] [CrossRef]
- Gao, Y.L.; Kou, G.P. Performance analysis of FeCoCr1.5NiAl high-entropy alloy coating on H13 steel by laser cladding. J. Phys. Conf. Ser. 2022, 2256, 012022. [Google Scholar] [CrossRef]
- Lu, H.F.; Xue, K.N.; Xu, X.; Luo, K.Y.; Xing, F.; Yao, J.H.; Lu, J.Z. Effects of laser shock peening on microstructural evolution and wear property of laser hybrid remanufactured Ni25/Fe104 coating on H13 tool steel. J. Mater. Process. Tech. 2021, 291, 117016. [Google Scholar] [CrossRef]
- Yang, S.; Phung, T.A. Microstructure and properties of Cu/TiB2 wear resistance composite coating on H13 steel prepared by in-situ laser cladding. Opt. Laser Technol. 2018, 108, 480–486. [Google Scholar]
- Norhafzan, B.; Aqida, S.N.; Chikarakara, E.; Brabazon, D. Surface modification of AISI H13tool steel by laser cladding with NiTi powder. Appl. Phys. A 2016, 122, 384. [Google Scholar] [CrossRef]
- Reynolds, A.P.; Tang, W. Alloy, tool geometry, and process parameter effcets on friction stir weld energies and results of FSW joint properties. In Friction Stir Welding and Processing; The Mefals and Materials Society: Warrendale, DA, USA, 2001; pp. 15–23. [Google Scholar]
- Telasang, G.; Majumdar, J.D.; Padmanabham, G.; Tak, M.; Manna, I. Effect of laser parameters on microstructure and hardness of laser clad and tempered AISI H13 tool steel. Surf. Coat. Technol. 2014, 258, 1108–1118. [Google Scholar] [CrossRef]
- Girisken, I.; Cam, G. Characterization of microstructure and high-temperature wear behavior of pack-borided Co-based Haynes 25 superalloy. CIRP J. Manuf. Sci. Technol. 2023, 45, 82–98. [Google Scholar] [CrossRef]
- Renz, A.; Prakash, B.; Hardell, J.; Lehmann, O. High-temperature sliding wear behaviour of Stellite®12 and Tribaloy®T400. Wear 2018, 402–403, 148–159. [Google Scholar] [CrossRef]
- Zhu, S.M.; Zhang, Y.D. The microstructure and wear-resistant properties of laser cladding Ni-based WC alloy on Q345 steel surface. In Proceedings of the 2014 International Conference on Mechatronics Engineering and Computing Technology, ICMECT 2014, Shanghai, China, 9–10 April 2014. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | Cr | Mo | V | S | P | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Content | 0.32–0.45 | 0.80–1.20 | 0.20–0.50 | 4.75–5.50 | 1.10–0.75 | 0.80–1.20 | ≤0.03 | ≤0.03 | Remainder |
| Coating | Power (w) | Transverse (mm) | Speed (m/min) | Powder Delivery Rate (u/min) | Carrier Gas | Shielding Gas | Spot Diameter (mm) |
|---|---|---|---|---|---|---|---|
| Co6 | 1300 | 1.2 | 1.0 | 2.0 | 5.0 | 20 | 3 |
| T400 | 1400 | 1.4 | 0.9 | 1.8 | 6.0 | 20 | 3 |
| Ni-based 30WC | 1700 | 1.2 | 1.0 | 2.5 | 5.0 | 20 | 3 |
| Element | C | O | Si | Cr | Fe | Ni | Mo | W | Co |
|---|---|---|---|---|---|---|---|---|---|
| Content | 1.19 | 2.46 | 1.05 | 30.12 | 1.13 | 1.84 | 0.11 | 5.01 | Bal |
| Element | C | O | Si | Cr | Mo | Ni | Mn | Co |
|---|---|---|---|---|---|---|---|---|
| Content | 1.61 | 1.81 | 2.62 | 8.75 | 28.38 | 0.23 | 0.13 | Bal |
| Element | C | Cu | Si | B | W | Ni |
|---|---|---|---|---|---|---|
| Content | 1.18 | 13.71 | 1.42 | 0.71 | 29.13 | Bal |
| Wear Method | Counterface Ball Material | Counterface Ball Radius (mm) | Load (N) | Stroke (mm) | Temperature (°C) | Time (min) | Lubrication Mode | Frequency (HZ) |
|---|---|---|---|---|---|---|---|---|
| Reciprocating | Si3N4 | 3 | 50 | 5 | 450 | 30 | Dry Friction | 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Zhuang, J.; Li, J. The Effect of Laser-Cladded Co6, T400, and Ni-Based 30WC Coatings on the Wear Resistance of H13 Steel. Coatings 2024, 14, 114. https://doi.org/10.3390/coatings14010114
Zhang H, Zhuang J, Li J. The Effect of Laser-Cladded Co6, T400, and Ni-Based 30WC Coatings on the Wear Resistance of H13 Steel. Coatings. 2024; 14(1):114. https://doi.org/10.3390/coatings14010114
Chicago/Turabian StyleZhang, Haibo, Jingyu Zhuang, and Juncheng Li. 2024. "The Effect of Laser-Cladded Co6, T400, and Ni-Based 30WC Coatings on the Wear Resistance of H13 Steel" Coatings 14, no. 1: 114. https://doi.org/10.3390/coatings14010114
APA StyleZhang, H., Zhuang, J., & Li, J. (2024). The Effect of Laser-Cladded Co6, T400, and Ni-Based 30WC Coatings on the Wear Resistance of H13 Steel. Coatings, 14(1), 114. https://doi.org/10.3390/coatings14010114