
Surface Tribological Properties Enhancement Using Multivariate Linear Regression Optimization of Surface Micro-Texture

Abstract
1. Introduction
2. Simulation Model Formulation
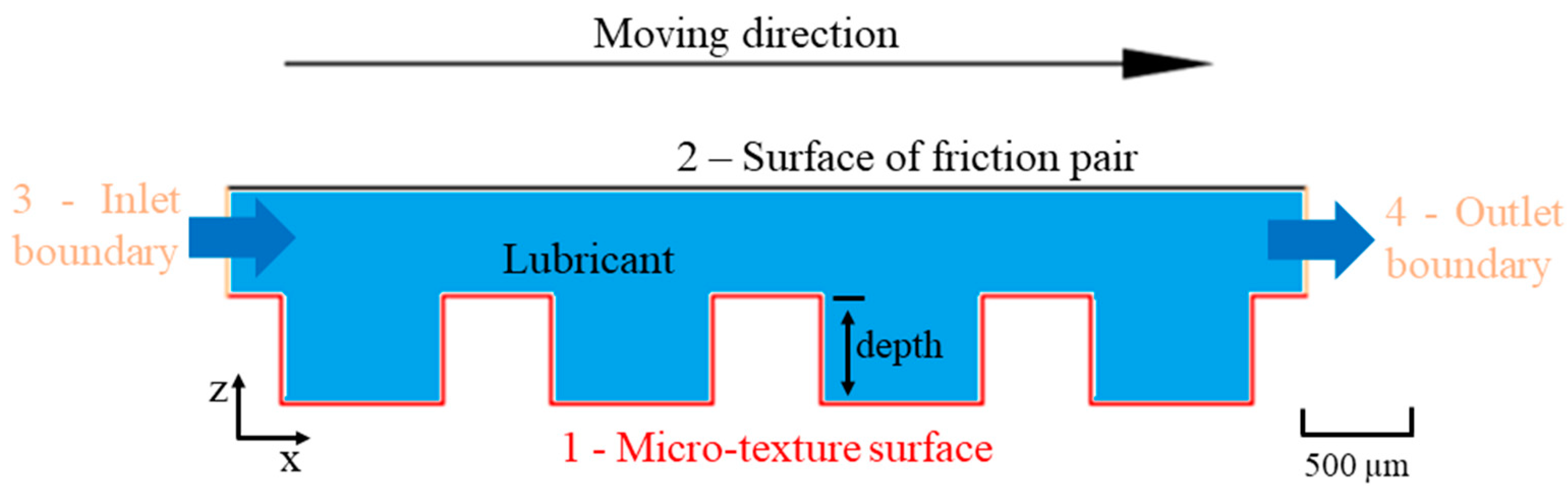
2.1. Problem Definition and Governing Equation
- The friction pair was rigid and had no deformation.
- The fluid was incompressible with constant viscosity and density, and the volumetric forces were ignored.
- The influence of the heat generation by friction was ignored, and the temperature was kept ambient.
- The fluid was in laminar and constant mode.
- Other basic assumptions of the N–S equations [26].
- Therefore, the N–S equations and the continuity equation can be expressed as follows:
2.2. Boundary Conditions and Solution Method
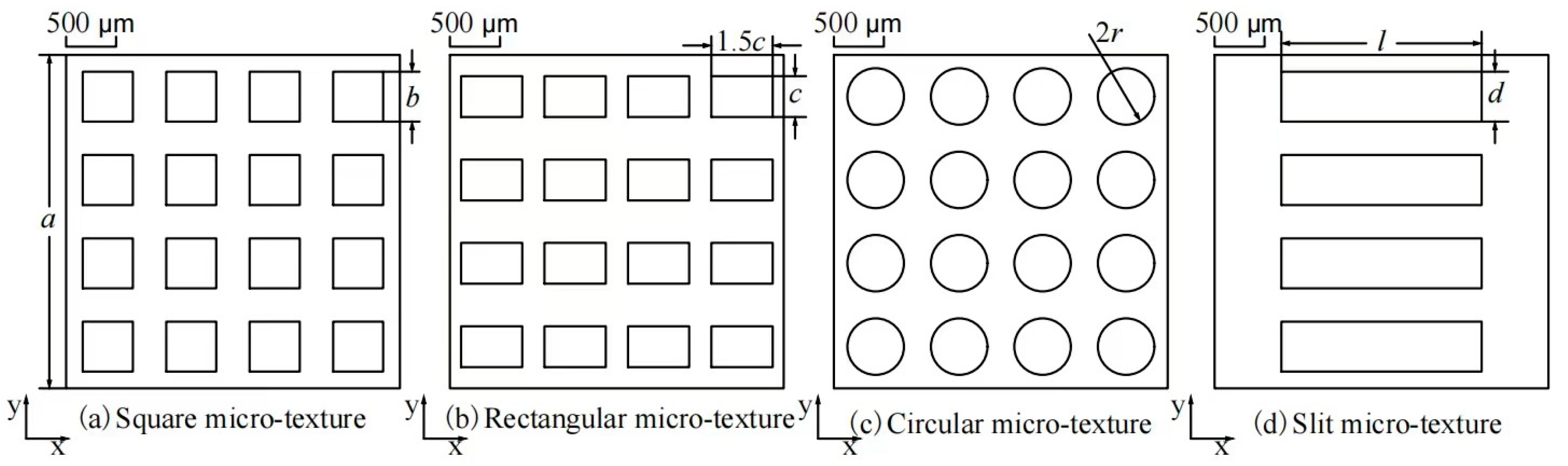
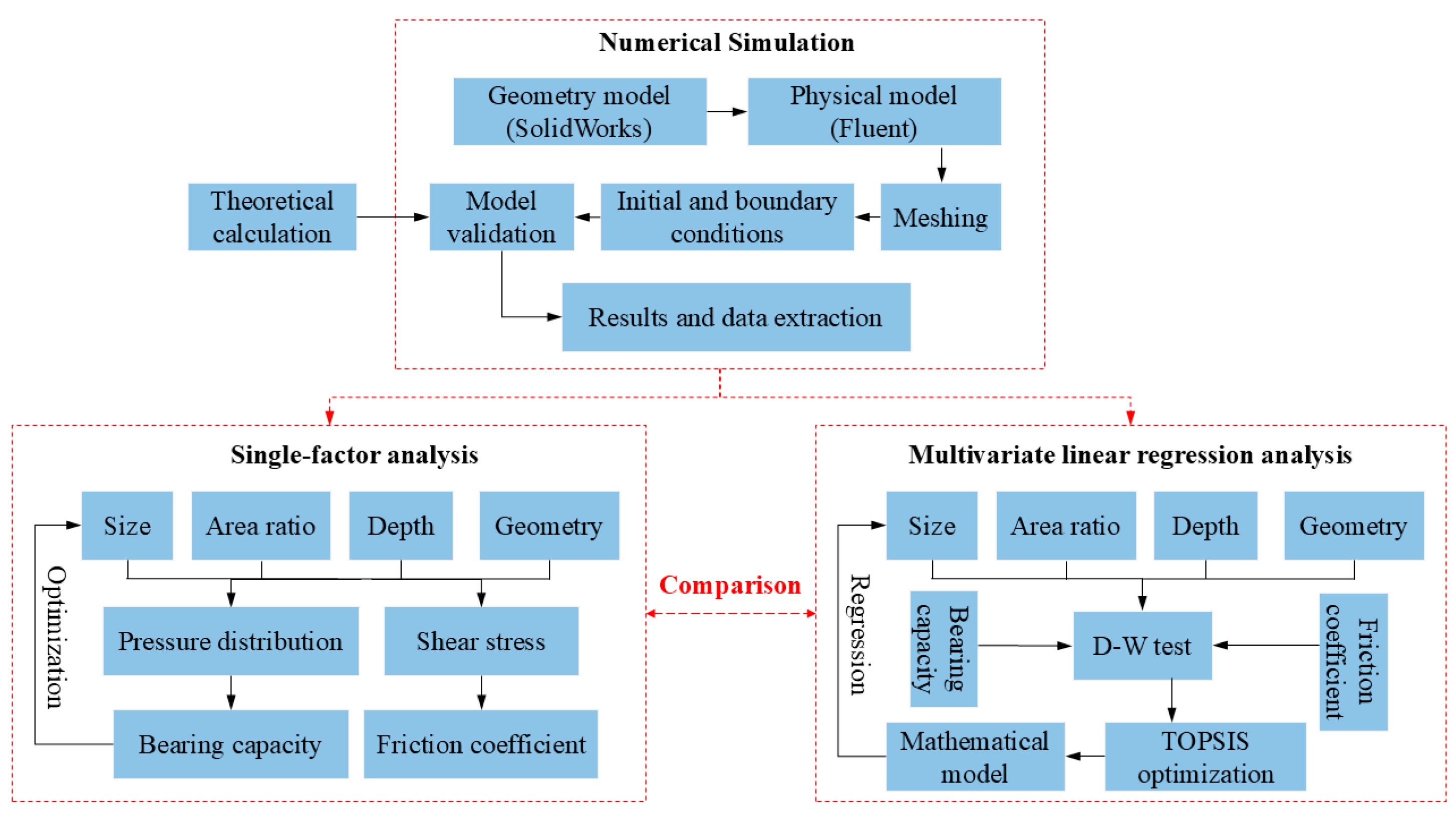
2.3. Single-Factor Analysis Strategy
2.4. Multivariate Linear Regression Optimization Strategy
3. Single-Factor Simulation Results and Discussion
3.1. Model Validation
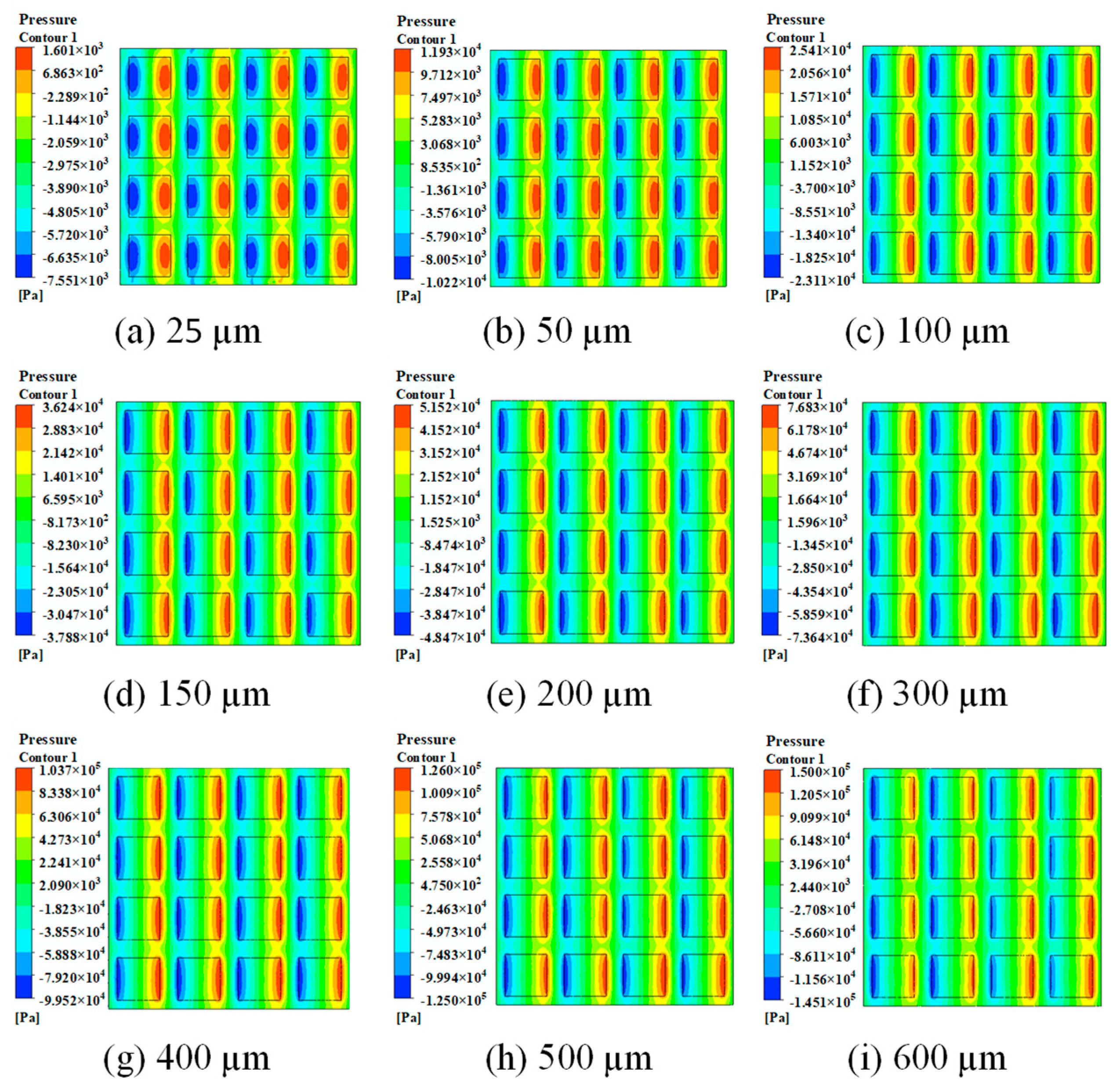
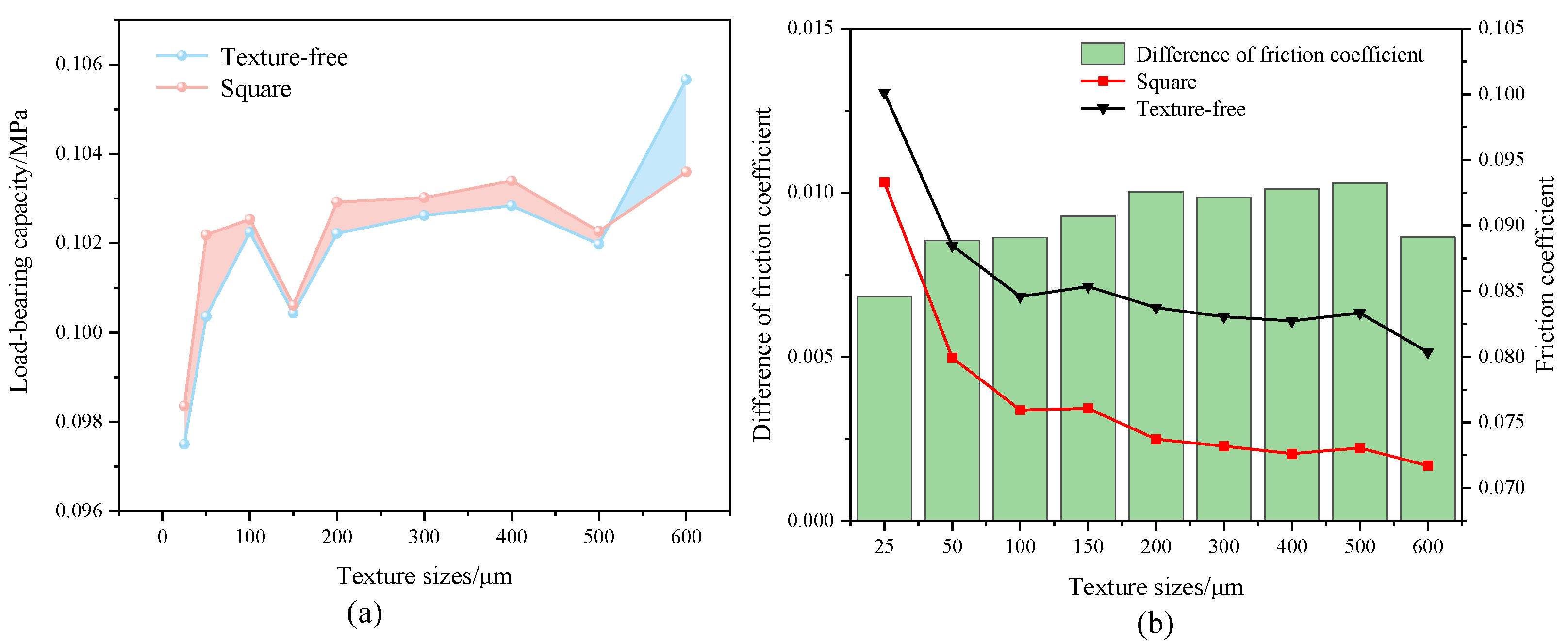
3.2. Influence of Micro-Texture Size on the Surface Tribological Properties
3.3. Influence of Micro-Texture Area Ratio on the Surface Tribological Properties
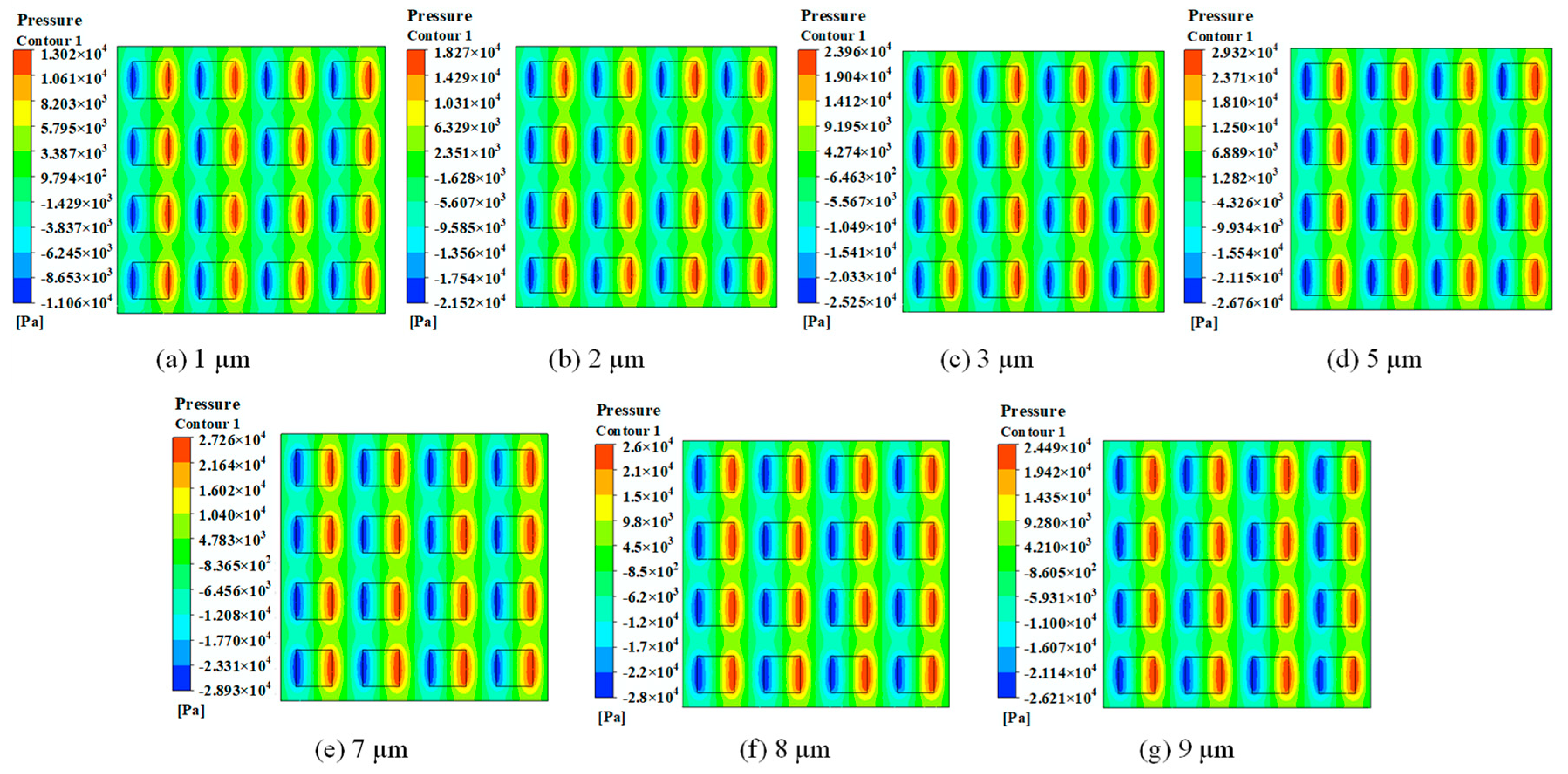
3.4. Influence of Micro-Texture Depth on the Surface Tribological Properties
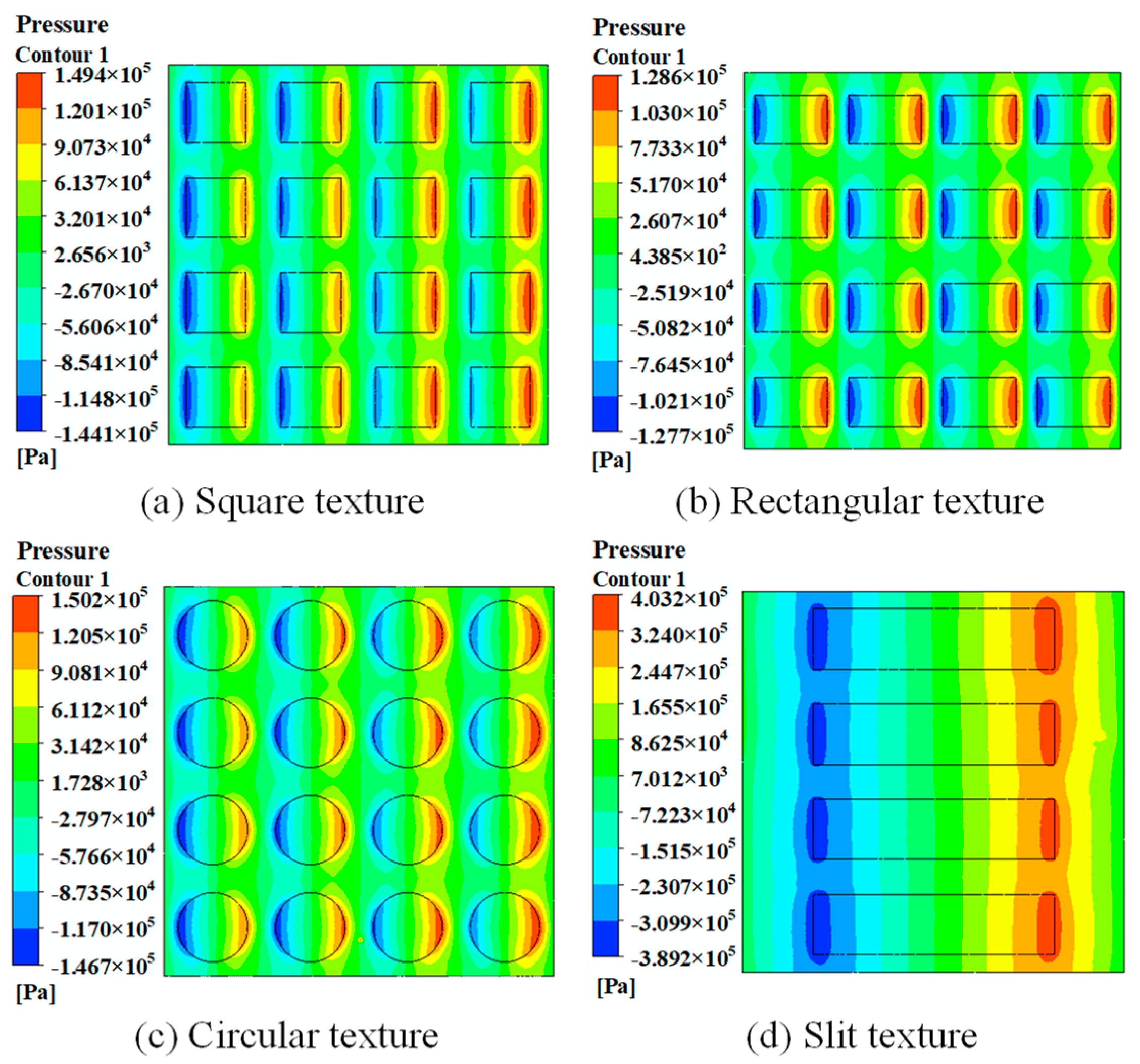
3.5. Influence of Micro-Texture Geometry on the Surface Tribological Properties
4. Regression Optimization Results and Discussion
4.1. Parameter Correlation Analysis
4.2. Multivariate Linear Regression Optimization
5. Conclusion and Perspectives
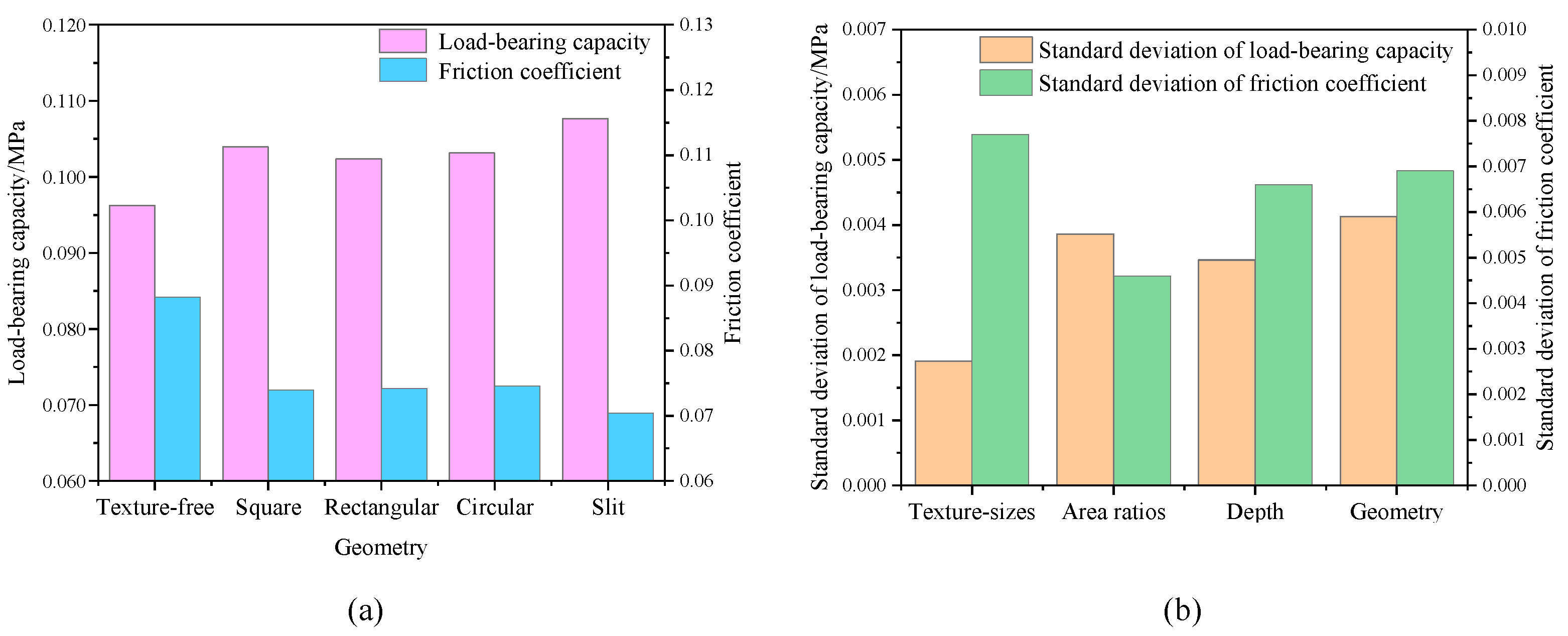
- The optimal parameters obtained by the SFA were a slit micro-texture 500 µm in size, with a 40% area ratio, and 5 µm in depth. The corresponding bearing capacity and friction coefficient were 107,653 Pa and 0.070409, showing a reduction of 10.7% in the friction coefficient compared with those of the texture-free surfaces with the same parameters.
- The results of the MLA algorithm indicated that the parameters to which the bearing capacity was sensitive were sequenced as size, area ratio, geometry, and depth, with size and geometry exhibiting a positive correlation, while the depth and area ratio exhibited a negative correlation. Regarding the friction coefficient, the importance of the parameters can be sequenced as size, area ratio, depth, and geometry, with all the parameters exhibiting a negative correlation.
- The optimal parameters obtained by the MLA were a slit micro-texture 600 µm in size, with an area ratio of 50%, and 9 µm in depth. The corresponding bearing capacity and friction coefficient were 105,569.3 Pa and 0.067844, showing a 15.6% reduction in the friction coefficient compared with those of the texture-free surfaces with the same parameters and a 4.9% reduction compared with those of the optimal surfaces obtained by the SFA.
- The MLA algorithm can analyze the micro-texture parameters within a more extensive range and broaden the understanding of the coupling effect of these parameters, which is why it is one of the promising statistical analysis methods for optimizing micro-texture parameters in the future. Similarly, other algorithms, such as random forest, deep neural networks, multimodal machine learning, etc., could also be used for comprehensive analysis and prediction in the future. More types of variants can be introduced in these algorithms for better prediction results. However, these methods require a large amount of data while being time-consuming and wasteful. Reliable mathematical models may be among the potential methods to predict properties at a low cost.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Holmberg, K.; Erdemir, A. Influence of Tribology on Global Energy Consumption, Costs and Emissions. Friction 2017, 5, 263–284. [Google Scholar] [CrossRef]
- Huang, J.; Guan, Y.; Ramakrishna, S. Tribological Behavior of Femtosecond Laser-Textured Leaded Brass. Tribol. Int. 2021, 162, 107115. [Google Scholar] [CrossRef]
- Li, S.; Yang, X.; Kang, Y.; Li, Z.; Li, H. Progress on Current-Carry Friction and Wear: An Overview from Measurements to Mechanism. Coatings 2022, 12, 1345. [Google Scholar] [CrossRef]
- Wang, P.; Liang, H.; Jiang, L.; Qian, L. Effect of Nanoscale Surface Roughness on Sliding Friction and Wear in Mixed Lubrication. Wear 2023, 530, 204995. [Google Scholar] [CrossRef]
- Masuko, M.; Tomizawa, K.; Aoki, S.; Suzuki, A. Experimental Study on the Effects of Sliding Velocity and Roughness Orientation of Metal Surfaces on the Function of Lubricant Additives in Controlling Friction in a Boundary Lubrication Regime. In Tribological Research and Design for Engineering Systems; Dowson, D., Priest, M., Dalmaz, G., Lubrecht, A.A., Eds.; Elsevier Science Bv: Amsterdam, The Netherlands, 2003; pp. 791–798. [Google Scholar]
- Zhang, M.; Zhang, J.; Yang, Z.; Bai, J.; Guan, R. Interface of AlCrTiN/6061 laminated composite fabricated by one-pass rolling and its tribological properties. Mater. Charact. 2024, 216, 114299. [Google Scholar] [CrossRef]
- Xie, X.; Liu, X.; He, B.; Cheng, W.; Zhang, F.; Liang, J. Fabrication and tribological behavior of laser cladding Cu/Ti3SiC2 reinforced CoCrW matrix composite coatings on Inconel718 surface. Surf. Coat. Technol. 2024, 493, 131289. [Google Scholar] [CrossRef]
- Li, M.; Liu, S.; Cao, M.; Zhou, Z.; Rao, J.; Zhang, Y. Fabrication of natural mesoporous Diatom biosilica microcapsules with high oil-carrying capacity and tribological property. Tribol. Int. 2024, 200, 110170. [Google Scholar] [CrossRef]
- Chandrasekaran, S.; Check, J.; Sundararajan, S.; Shrotriya, P. The Effect of Anisotropic Wet Etching on the Surface Roughness Parameters and Micro/Nanoscale Friction Behavior of Si(100) Surfaces. Sens. Actuators A-Phys. 2005, 121, 121–130. [Google Scholar] [CrossRef]
- Wan, Q.; Gao, P.; Zhang, Z. Friction and Wear Performance of Lubricated Micro-Textured Surface Formed by Laser Processing. Surf. Eng. 2021, 37, 1523–1531. [Google Scholar] [CrossRef]
- Chen, W.; Xia, M.; Song, W. Study on the Anti-Friction Mechanism of Nitriding Surface Texture 304 Steel. Coatings 2020, 10, 554. [Google Scholar] [CrossRef]
- Na, Z.; Zhentao, L.; Muming, H.; Yancong, L.; Baojie, R.; Wang, Z. Numerical Simulation and Experimental Investigation on Tribological Performance of SiC Surface with Squamous Groove Micro Texture. Lubr. Sci. 2022, 34, 547–562. [Google Scholar] [CrossRef]
- Hu, T.; Hu, L.; Ding, Q. Effective Solution for the Tribological Problems of Ti-6Al-4V: Combination of Laser Surface Texturing and Solid Lubricant Film. Surf. Coat. Technol. 2012, 206, 5060–5066. [Google Scholar] [CrossRef]
- Yangyi, X.; Jing, L.; Wankai, S.; Minglin, K. Heavy Load Elastohydrodynamic Lubrication Performance of Surface Micro-textured Coating-substrate System. Surf. Technol. 2020, 49, 159–167. [Google Scholar]
- Chen, D.; Ding, X.; Yu, S.; Zhang, W. Friction Performance of DLC Film Textured Surface of High Pressure Dry Gas Sealing Ring. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 161. [Google Scholar] [CrossRef]
- Tong, X.; Shen, J.; Su, S. Properties of Variable Distribution Density of Micro-Textures on a Cemented Carbide Surface. J. Mater. Res. Technol. 2021, 15, 1547–1561. [Google Scholar] [CrossRef]
- Li, D.; Yang, X.; Lu, C.; Cheng, J.; Wang, S.; Wang, Y. Tribological Characteristics of a Cemented Carbide Friction Surface with Chevron Pattern Micro-Texture Based on Different Texture Density. Tribol. Int. 2020, 142, 106016. [Google Scholar] [CrossRef]
- Selvakumar, S.J.; Muralidharan, S.M.; Raj, D.S. Performance Analysis of Drills with Structured Surfaces When Drilling CFRP/O7075 Stack under MQL Condition. J. Manuf. Process. 2023, 89, 194–219. [Google Scholar] [CrossRef]
- Wang, Z.; Hu, S.; Zhang, H.; Ji, H.; Yang, J.; Liang, W. Effect of Surface Texturing Parameters on the Lubrication Characteristics of an Axial Piston Pump Valve Plate. Lubricants 2018, 6, 49. [Google Scholar] [CrossRef]
- He, C.; Yang, S.; Zheng, M. Analysis of Synergistic Friction Reduction Effect on Micro-Textured Cemented Carbide Surface by Laser Processing. Opt. Laser Technol. 2022, 155, 108343. [Google Scholar] [CrossRef]
- Wang, Z.; Sun, L.; Han, B.; Wang, X.; Ge, Z. Study on the Thermohydrodynamic Friction Characteristics of Surface-Textured Valve Plate of Axial Piston Pumps. Micromachines 2022, 13, 1891. [Google Scholar] [CrossRef]
- Ye, J.; Zhang, H.; Liu, X.; Liu, K. Low Wear Steel Counterface Texture Design: A Case Study Using Micro-Pits Texture and Alumina-PTFE Nanocomposite. Tribol. Lett. 2017, 65, 165. [Google Scholar] [CrossRef]
- Chen, D. Influence of Microtextured Parameters of Dry Gas Sealing Rings on Tribological Performance. Ind. Lubr. Tribol. 2024, 76, 464–473. [Google Scholar] [CrossRef]
- Han, J.; Jiang, Y.; Li, X.; Li, Q. Conical Grinding Wheel Ultrasonic-Assisted Grinding Micro-Texture Surface Formation Mechanism. Machines 2023, 11, 428. [Google Scholar] [CrossRef]
- Durairaj, S.; Guo, J.; Aramcharoen, A.; Castagne, S. An Experimental Study into the Effect of Micro-Textures on the Performance of Cutting Tool. Int. J. Adv. Manuf. Technol. 2018, 98, 1011–1030. [Google Scholar] [CrossRef]
- Jia, J.; Hao, Y.; Ma, B.; Xu, T.; Li, S.; Xu, J.; Zhong, L. Gas-Liquid Two-Phase Flow Field Analysis of Two Processing Teeth Spiral Incremental Cathode for the Deep Special-Shaped Hole in ECM. Int. J. Adv. Manuf. Technol. 2023, 127, 5831–5846. [Google Scholar] [CrossRef]
- Liu, W.; Ni, H.; Chen, H.; Wang, P. Numerical Simulation and Experimental Investigation on Tribological Performance of Micro-Dimples Textured Surface under Hydrodynamic Lubrication. Int. J. Mech. Sci. 2019, 163, 105095. [Google Scholar] [CrossRef]
- Dunn, P. SPSS Survival Manual: A Step by Step Guide to Data Analysis Using IBM SPSS. Aust. N. Z. J. Public Health 2013, 37, 597–598. [Google Scholar] [CrossRef]
- Jeong, J.; Chung, S. Bootstrap Tests for Autocorrelation. Comput. Stat. Data Anal. 2001, 38, 49–69. [Google Scholar] [CrossRef]
- Allard, D.J.-P.; Chilès, P. Delfiner: Geostatistics: Modeling Spatial Uncertainty. Math. Geosci. 2013, 45, 377–380. [Google Scholar] [CrossRef]
- Paul, J.; Pierre, D. Geostatistics: Modeling Spatial Uncertainty; John Wiley & Sons: Hoboken, NJ, USA, 2012. [Google Scholar] [CrossRef]
- Wu, F.; Liu, N.; Ma, Y.; Zhang, X.; Han, Y. Research on the influence of diamond coating microtexture on graphitization law and friction coefficient. Diam. Relat. Mater. 2022, 127, 109153. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Geometry | Size (µm) | Area Ratio (%) | Depth (µm) | Fluid Density (kg/m3) | Dynamic Viscosity (Pa.s.) |
|---|---|---|---|---|---|
| Texture-free | a × a | 10%, 20%, 30%, 40%, 50% | 1, 2, 3, 5, 7, 8, 9 | 895 | 0.0135145 |
| Square | 25, 50, 100, 150, 200, 300, 400, 500, 600 | ||||
| Rectangular | c × 1.5c | ||||
| Circular | r | ||||
| Slit | d × l |
| Length/µm | Theoretical τ1/Pa | Simulation τ2/Pa | Deviation δ/% |
|---|---|---|---|
| 1264.9 | 8446.56 | 8545.37 | 1.17% |
| 2529.8 | 8446.56 | 8512.18 | 0.78% |
| 6325 | 8446.56 | 8475.20 | 0.34% |
| Model | R | R2 | Adjusted R2 | Deviation | DW |
|---|---|---|---|---|---|
| 1 | 0.239a | 0.057 | 0.054 | 3251.49086 | 1.789 |
| 2 | 0.646a | 0.417 | 0.415 | 0.0038201092 | 1.121 |
| Model | USC | SC | t | S | CS | |||
|---|---|---|---|---|---|---|---|---|
| B | SD | Beta | T | VIF | ||||
| 1 | (Constant) | 101692.897 | 349.919 | 290.618 | 0.000 | |||
| Depth | −29.100 | 31.326 | −0.025 | −0.929 | 0.353 | 0.995 | 1.005 | |
| Size | 3.474 | 0.467 | 0.201 | 7.447 | 0.000 | 1.000 | 1.000 | |
| Area ratio | −2161.247 | 636.447 | −0.091 | −3.396 | 0.001 | 1.000 | 1.000 | |
| Geometry | 244.656 | 75.868 | 0.087 | 3.225 | 0.001 | 0.995 | 1.005 | |
| 2 | (Constant) | 0.090 | 0.000 | 218.272 | 0.000 | |||
| Depth | 0.000319 | 0.000 | −0.184 | −8.660 | 0.000 | 0.995 | 1.005 | |
| Size | −1.336 × 10−5 | 0.000 | −0.516 | −24.375 | 0.000 | 1.000 | 1.000 | |
| Area ratio | −0.011 | 0.001 | −0.312 | −14.718 | 0.000 | 1.000 | 1.000 | |
| Geometry | −0.001 | 0.000 | −0.155 | −7.318 | 0.000 | 0.995 | 1.005 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ge, Z.; Hu, Q.; Zhu, H.; Zhu, Y. Surface Tribological Properties Enhancement Using Multivariate Linear Regression Optimization of Surface Micro-Texture. Coatings 2024, 14, 1258. https://doi.org/10.3390/coatings14101258
Ge Z, Hu Q, Zhu H, Zhu Y. Surface Tribological Properties Enhancement Using Multivariate Linear Regression Optimization of Surface Micro-Texture. Coatings. 2024; 14(10):1258. https://doi.org/10.3390/coatings14101258
Chicago/Turabian StyleGe, Zhenghui, Qifan Hu, Haitao Zhu, and Yongwei Zhu. 2024. "Surface Tribological Properties Enhancement Using Multivariate Linear Regression Optimization of Surface Micro-Texture" Coatings 14, no. 10: 1258. https://doi.org/10.3390/coatings14101258
APA StyleGe, Z., Hu, Q., Zhu, H., & Zhu, Y. (2024). Surface Tribological Properties Enhancement Using Multivariate Linear Regression Optimization of Surface Micro-Texture. Coatings, 14(10), 1258. https://doi.org/10.3390/coatings14101258