
Effect of Trace Bismuth on Deformation Behavior of Ultrahigh-Purity Copper during Hot Compression


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
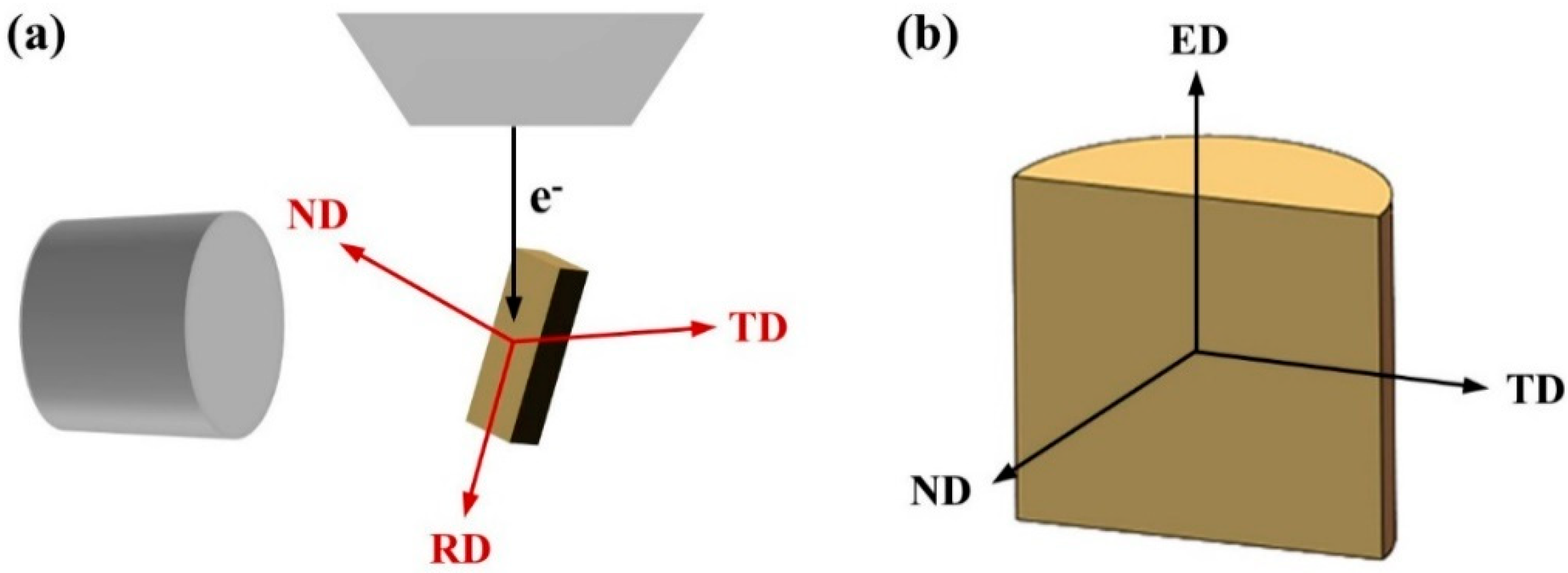
2. Materials and Methods
3. Results and Discussion
3.1. Initial Microstructure
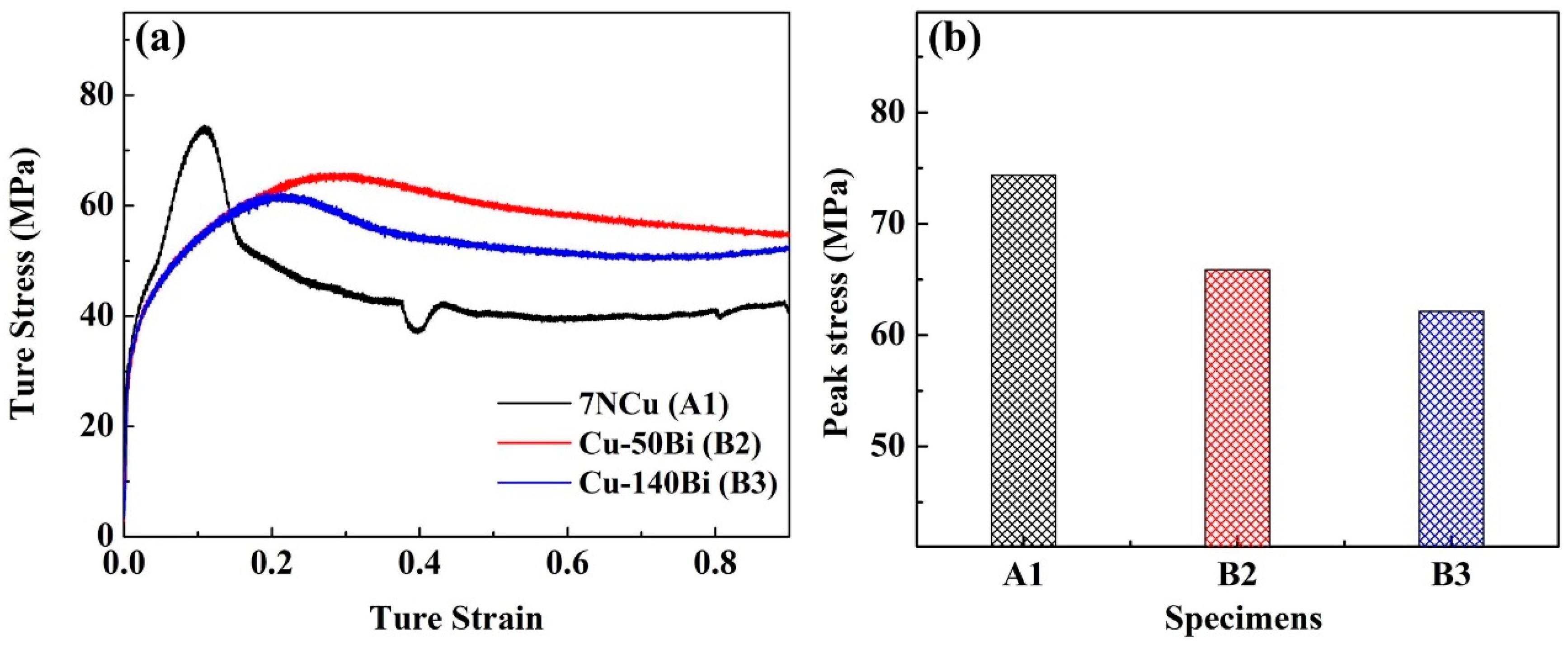
3.2. True Stress–Strain Curves
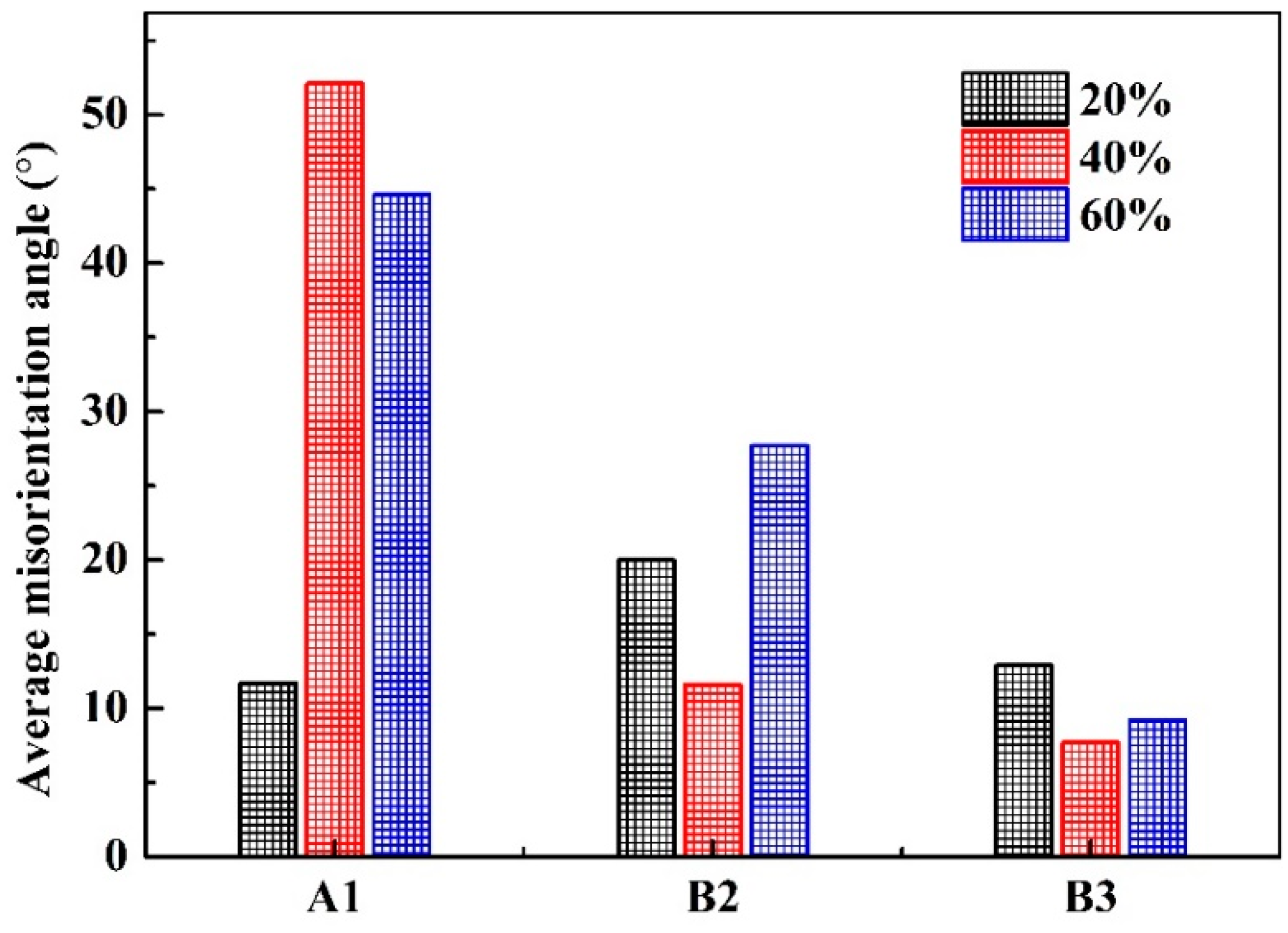
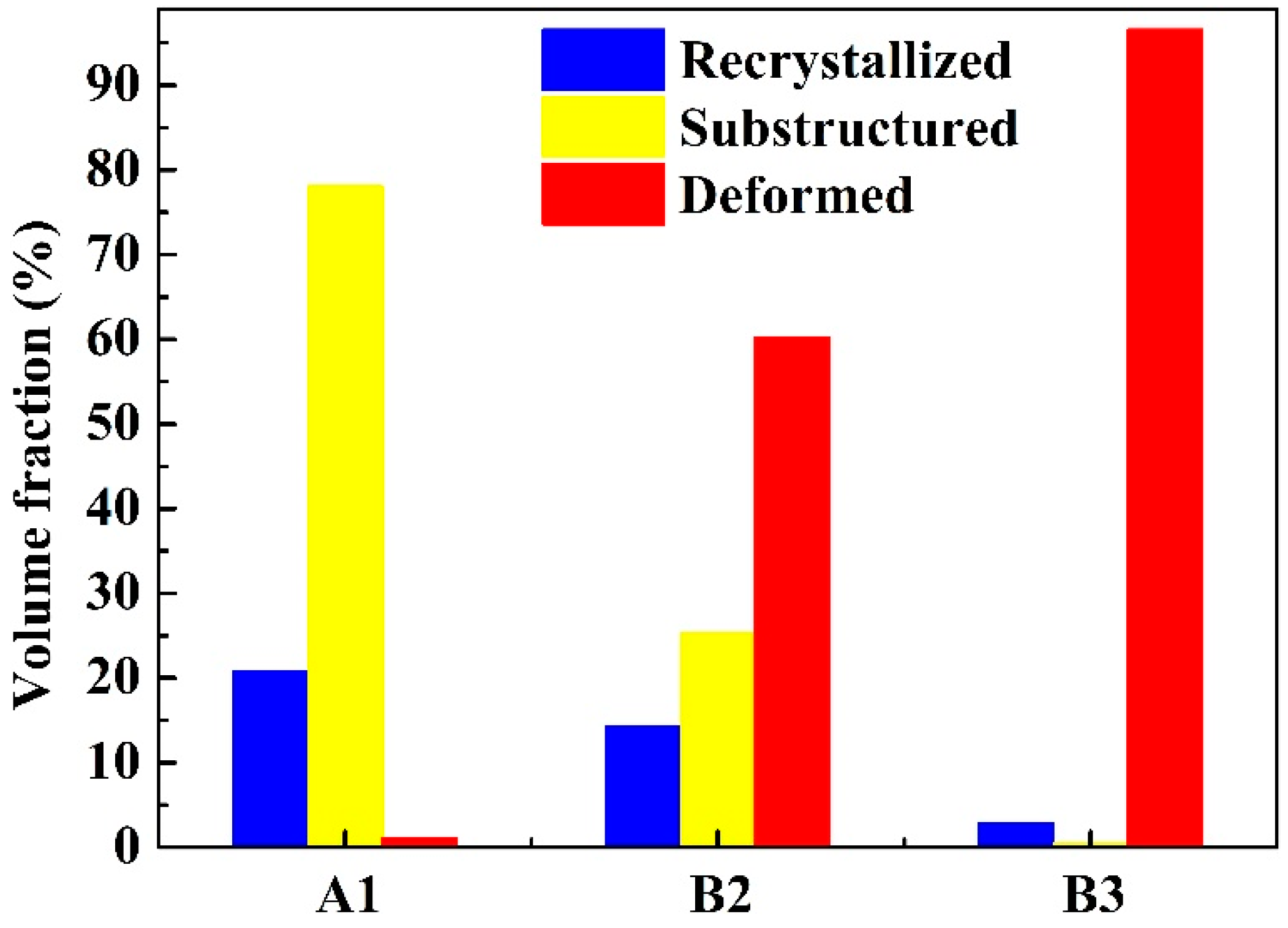
3.3. Microstructure Evolution
3.4. Dynamic Recrystallization
4. Conclusions
- (1)
- The peak stress of the ultrahigh-purity copper gradually decreases from 74.37 MPa to 62.13 MPa with increasing Bi content, which is due to the segregation of Bi at GBs.
- (2)
- During the hot compression process, trace Bi impurities induce severe intergranular embrittlement of the ultrahigh-purity copper. And the microstructure of B3 copper with 140 ppm Bi content does not undergo obvious refinement, which results from the inhibition of the DRX grain nucleation.
- (3)
- With the increase in strain, the primary deformation mechanism of ultrahigh-purity copper transforms from the dislocation slip to twinning, while the dislocation slip dominates the entire compression process for both Bi-containing coppers.
- (4)
- The addition of trace Bi impurities can inhibit the DRX process of ultrahigh-purity copper and transform its DRX mechanism from DDRX to the coexistence of DDRX and CDRX.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, Y.C.; Gao, D.; Xiang, H.F.; Feng, X.Y.; Yu, Y. Research progress on copper-based current collector for lithium metal batteries. Energy Fuels 2021, 35, 12921–12937. [Google Scholar] [CrossRef]
- Phiri, T.C.; Singh, P.; Nikoloski, A.N. The potential for copper slag waste as a resource for a circular economy: A review–Part I. Miner. Eng. 2022, 180, 107474. [Google Scholar] [CrossRef]
- Li, Z.D.; Lin, C.G.; Cui, S. Development of research and application of copper alloys with high strength and high conductivity. Adv. Mater. Res. 2014, 1053, 61–68. [Google Scholar] [CrossRef]
- Duscher, G.; Chisholm, M.F.; Alber, U.; Rühle, M. Bismuth-induced embrittlement of copper grain boundaries. Nat. Mater. 2004, 3, 621–626. [Google Scholar] [CrossRef] [PubMed]
- Otto, F.; Frenzel, J.; Eggeler, G. On the influence of small quantities of Bi and Sb on the evolution of microstructure during swaging and heat treatments in copper. J. Alloys Compd. 2011, 509, 4073–4080. [Google Scholar] [CrossRef]
- Gao, Y.M.; Liu, Y.; Feng, K.J.; Ma, J.Q.; Miao, Y.J.; Xu, B.R.; Pan, K.M.; Akiyoshi, O.; Wang, G.X.; Zhang, K.K.; et al. Emerging WS2/WSe2@graphene nanocomposites: Synthesis and electrochemical energy storage applications. Rare Metals. 2024, 43, 1–19. [Google Scholar] [CrossRef]
- He, H.W.; Zhao, H.Y.; Guo, F.; Xu, G.C. Bi layer formation at the anode interface in Cu/Sn-58Bi/Cu solder joints with high current density. J. Mater. Sci. Technol. 2012, 28, 46–52. [Google Scholar] [CrossRef]
- Schusteritsch, G.; Kühne, T.D.; Guo, Z.X.; Kaxiras, E. The effect of Ag, Pb and Bi impurities on grain boundary sliding and intergranular decohesion in copper. Philos. Mag. 2016, 96, 2868–2886. [Google Scholar] [CrossRef]
- Xu, B.R.; Li, Q.A.; Liu, Y.; Wang, G.B.; Zhang, Z.H.; Ren, F.Z. Urea-induced interfacial engineering enabling highly reversible aqueous zinc-ion battery. Rare Metals 2024, 43, 1599–1609. [Google Scholar] [CrossRef]
- Keast, V.J.; Williams, D.B. Quantitative compositional mapping of Bi segregation to grain boundaries in Cu. Acta Mater. 1999, 47, 3999–4008. [Google Scholar] [CrossRef]
- Alber, U.; Müllejans, H.; Rühle, M. Bismuth segregation at copper grain boundaries. Acta Mater. 1999, 47, 4047–4060. [Google Scholar] [CrossRef]
- Baumann, S.F.; Williams, D.B. A STEM/X-ray microanalytical study of the equilibrium segregation of bismuth in copper. J. Microsc. 1981, 123, 299–305. [Google Scholar] [CrossRef]
- Liu, Y.; Feng, K.J.; Han, J.M.; Wang, F.; Xing, Y.B.; Tao, F.; Li, H.M.; Xu, B.R.; Ji, J.T.; Li, H.X. Regulation of Zn2+ solvation shell by a novel N-methylacetamide based eutectic electrolyte toward high-performance zinc-ion batteries. J. Mater. Sci. Technol. 2025, 211, 53–61. [Google Scholar] [CrossRef]
- Keast, V.J.; La Fontaine, A.; du Plessis, J. Variability in the segregation of bismuth between grain boundaries in copper. Acta Mater. 2007, 55, 5149–5155. [Google Scholar] [CrossRef]
- Laporte, V.; Mortensen, A. Intermediate temperature embrittlement of copper alloys. Int. Mater. Rev. 2013, 54, 94–116. [Google Scholar] [CrossRef]
- Gavin, S.A.; Billingham, J.; Chubb, J.P.; Hancock, P. Effect of trace impurities on hot ductility of as-cast cupronickel alloys. Met. Technol. 1978, 5, 397–401. [Google Scholar] [CrossRef]
- Powell, B.D.; Mykura, H. The segregation of bismuth to grain boundaries in copper-bismuth alloys. Acta Met. 1973, 21, 1151–1156. [Google Scholar] [CrossRef]
- Joshi, A.; Stein, D.F. Auger spectroscopic analysis of bismuth segregated to grain boundaries in copper. J. Inst. Met. 1971, 99, 178–181. [Google Scholar]
- Powell, B.D.; Woodruff, D.P. Anisotropy in grain boundary segregation in copper-bismuth alloys. Philos. Mag. 1976, 34, 169–176. [Google Scholar] [CrossRef]
- Kosinova, A.; Straumal, B.B.; Kilmametov, A.R.; Rabkin, E. The effect of bismuth on microstructure evolution of ultrafine grained copper. Mater. Lett. 2017, 199, 156–159. [Google Scholar] [CrossRef]
- Hua, Y.X.; Liu, H.T.; Song, K.X.; Peng, X.W.; Zhang, C.M.; Zhou, Y.J.; Huang, T.; Guo, X.H.; Mi, X.J.; Wang, Q.S. Trace Ce addition for inhibiting Bi segregation induced embrittlement in ultrahigh-purity copper. Mater. Charact. 2022, 194, 112352. [Google Scholar] [CrossRef]
- Hua, Y.X.; Song, K.X.; Liu, H.T.; Wang, J.W.; Zhang, C.M.; Zhou, Y.J.; Pang, B.; Song, J.T.; He, J.L.; Zhao, H.L. Role of grain boundary character on Bi segregation-induced embrittlement in ultrahigh-purity copper. J. Mater. Sci. Technol. 2023, 159, 52–61. [Google Scholar] [CrossRef]
- GB/T 5121.27-2008; Methods for Chemical Analysis of Copper and Copper Alloys–Part 27: The Inductively Coupled Plasma Atomic Emission Spectromertric Method. General Administration of Quality Supervision, Inspection and Quarantine of the People‘s Republic of China: Beijing, China, 2008.
- Luo, J.; Cheng, H.K.; Asl, K.M.; Kiely, C.J.; Harmer, M.P. The role of a bilayer interfacial phase on liquid metal embrittlement. Science 2011, 333, 1730–1733. [Google Scholar] [CrossRef] [PubMed]
- Wade, C.A.; MacLaren, I.; Vinci, R.P.; Watanabe, M. The role of grain boundary dislocations in the segregation-induced grain boundary embrittlement of copper by bismuth. Microsc. Microanal. 2016, 22, 1264–1265. [Google Scholar] [CrossRef]
- Keast, V.J.; Bruley, J.; Rez, P.; Maclaren, J.M.; Williams, D.B. Chemistry and bonding changes associated with the segregation of Bi to grain boundaries in Cu. Acta Mater. 1998, 46, 481–490. [Google Scholar] [CrossRef]
- Song, K.X.; Hua, Y.X.; Liu, H.T.; Zhang, Y.M.; Zhang, C.M.; Zhou, Y.J.; Huang, T. Effect of Trace Cerium Addition on the Hot Deformation Behavior of Ultrahigh-Purity Copper Containing Sulfur in a ppm Concentration. Trans. Nonferr. Met. Soc. China 2024. Available online: http://kns.cnki.net/kcms/detail/43.1239.TG.20240426.1825.014.html (accessed on 4 August 2024).
- Rouxel, B.; Cayron, C.; Bornand, J.; Sanders, P.; Logé, R.E. Micro-addition of Fe in highly alloyed Cu-Ti alloys to improve both formability and strength. Mater. Des. 2022, 213, 110340. [Google Scholar] [CrossRef]
- Zhang, F.J.; Hu, H.Y.; Hu, J.J.; Yang, X.; Li, M.; Chen, Y.X.; Ma, C.P.; Guo, N. Microstructure and defects of rectangular Cu-Ag wires fabricated by the continuous extrusion forming process. Can. Met. Q. 2024, 63, 46–57. [Google Scholar] [CrossRef]
- Zhao, C.; Wang, Z.; Pan, D.Q.; Li, D.X.; Luo, Z.Q.; Zhang, D.T.; Yang, C.; Zhang, W.W. Effect of Si and Ti on dynamic recrystallization of high-performance Cu-15Ni-8Sn alloy during hot deformation. Trans. Nonferr. Met. Soc. China 2019, 29, 2556–2565. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Saeid, T.; Klemm, V.; Chabok, A.; Pei, Y.T. Effect of stacking fault energy on the restoration mechanisms and mechanical properties of friction stir welded copper alloys. Mater. Des. 2019, 162, 185–197. [Google Scholar] [CrossRef]
- Deshpande, A.; Tofangchi, A.; Hsu, K. Microstructure evolution of Al6061 and copper during ultrasonic energy assisted compression. Mater. Charact. 2019, 153, 240–250. [Google Scholar] [CrossRef]
- Primig, S.; Clemens, H.; Knabl, W.; Lorich, A.; Stickler, R. Orientation dependent recovery and recrystallization behavior of hot-rolled molybdenum. Int. J. Refract. Met. Hard Mater. 2015, 48, 179–186. [Google Scholar] [CrossRef]
- Primig, S.; Leitner, H.; Knabl, W.; Lorich, A.; Stickler, R. Static recrystallization of molybdenum after deformation below 0.5*TM(K). Met. Mater. Trans. A 2012, 43, 4806–4818. [Google Scholar] [CrossRef]
- Primig, S.; Leitner, H.; Knabl, W.; Lorich, A.; Clemens, H.; Stickler, R. Textural evolution during dynamic recovery and static recrystallization of molybdenum. Met. Mater. Trans. A 2012, 43, 4794–4805. [Google Scholar] [CrossRef]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Hua, Y.; Li, W.; Hou, Z.; Dong, J.; Liu, Y. Effect of Trace Bismuth on Deformation Behavior of Ultrahigh-Purity Copper during Hot Compression. Coatings 2024, 14, 1261. https://doi.org/10.3390/coatings14101261
Liu H, Hua Y, Li W, Hou Z, Dong J, Liu Y. Effect of Trace Bismuth on Deformation Behavior of Ultrahigh-Purity Copper during Hot Compression. Coatings. 2024; 14(10):1261. https://doi.org/10.3390/coatings14101261
Chicago/Turabian StyleLiu, Haitao, Yunxiao Hua, Weiqiang Li, Zhenguo Hou, Jincan Dong, and Yong Liu. 2024. "Effect of Trace Bismuth on Deformation Behavior of Ultrahigh-Purity Copper during Hot Compression" Coatings 14, no. 10: 1261. https://doi.org/10.3390/coatings14101261