
Progress in Microstructure Design and Control of High-Hardness Fe-Based Alloy Coatings via Laser Cladding

Abstract
:1. Introduction
2. Composition of Coating Materials
2.1. Alloy Element Design

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mechanism |
|---|---|
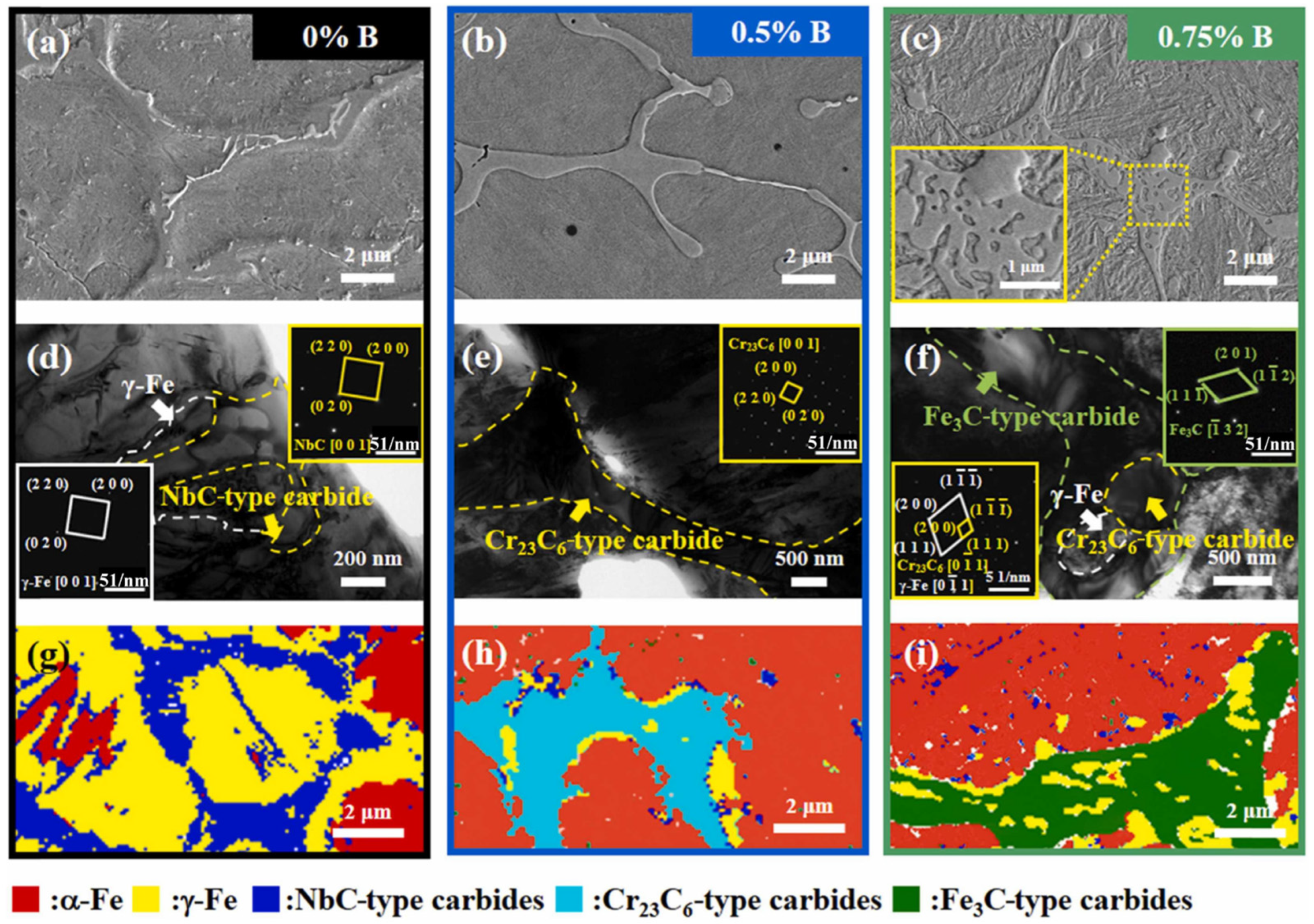
| B | The addition of this element can enhance carbon activity and promote the formation of carbides [24,25]. |
| Si | The addition of this element can enhance both dislocation strengthening and solid solution strengthening [26]. |
| Mo | The addition of this element can increase the lattice distortion, easily refine the alloy structure, and improve the hardness and other properties [27]. |
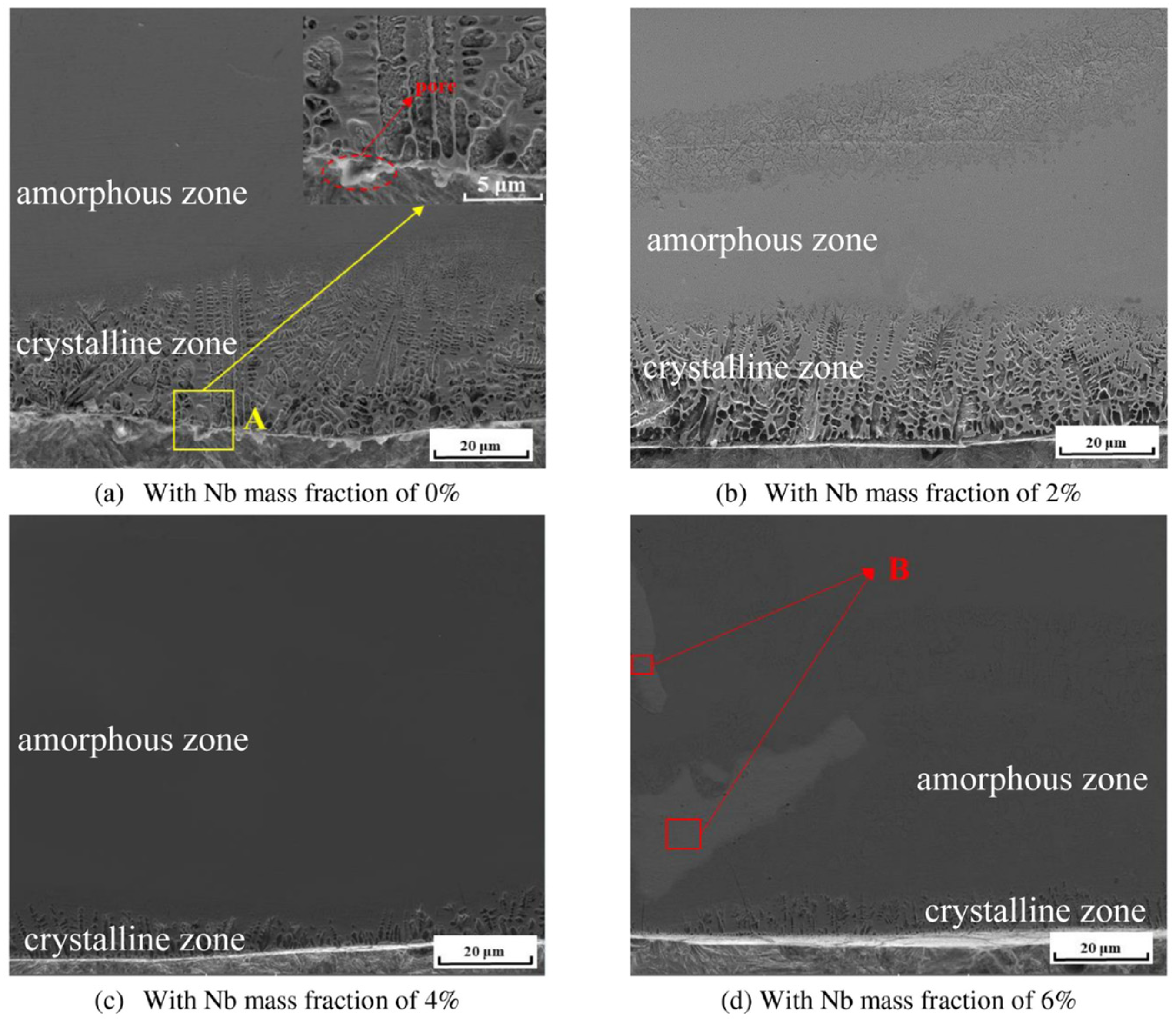
| Nb | The addition of this element can increase the lattice distortion and the high-hardness Laves phase which is easy to precipitate, thus improving the hardness of the coating [28]. |
| V | The addition of this element can enhance grain refinement strengthening and improve the corrosion resistance of the coating [29]. |
| Mn | The addition of this element can enhance austenite stability and reduce the permeability of the coating [30]. |
| Cr | The addition of this element can enhance both grain refinement strengthening and solid solution strengthening [31]. |
2.2. Adding Ceramic Particles
| Addition Method | Hard Particles | Phase Composition | Hardness | Mechanical Properties | Ref. |
|---|---|---|---|---|---|
| Directly added | WC | FCC, WC, M6C | 874 HV0.2 | No cracks; microhardness increased by 4.2 times; significant wear resistance improvement | [41] |
| Directly added | WC-14Co | α-Fe, γ-Fe, WC, MoC, M23C6 | 937.6 HV0.1 | No cracks; significantly improved microhardness; reduced wear amount | [42] |
| Directly added | WC | γ austenite, ε martensite, Fe6W6C | 650 HV0.2 | No cracks; microhardness increased by over 2 times; friction coefficient reduced by 1/4 | [43] |
| In situ synthesis | WC | α-Fe, (Cr, W)23C6, WC | 827 HV0.5 | Hardness increased by 1.43 times; significant friction coefficient decrease | [44] |
| In situ synthesis | TiC | Fe, FeTiO3, TiC | 950 HV0.1 | No cracks; hardness was 3 times higher than matrix | [45] |
| In situ synthesis | TiC | Ferrite, Fe3C, TiC, TiCx, FeTi, Fe2Ti | 1022 HV0.2 | Microhardness and wear resistance increased with the increase in TiC or TiCx content | [46] |
| Directly added | Cr3C2 + MoS2 | Fe-Cr-Ni, (Cr, Fe)23C6, MoS2, CrS | 746 HV0.2 | Significantly improved wear resistance | [47] |
| Directly added | NiCr-Cr3C2 | Martensite, Cr3C2, Cr7C3, (Cr·Fe)7C3 | 1100 HV0.2 | Higher thermal fatigue resistance and wear resistance than matrix | [48] |
| In situ synthesis | NbC | NbC, Fe2B, B4C, solid solution | 866 HV0.5 | Significantly improved hardness; abrasive wear shifted to adhesive wear | [49] |
| In situ synthesis | VC | α-Fe, VC, M7C3, M23C6 (M: Cr and Fe) | 850 HV0.2 | Uniform microhardness distribution; significantly improved hardness and wear resistance | [50] |
| In situ synthesis | Al2O3 | γ-Fe, Fe3C, (Cr, Fe)7C3, Al2O3 | 725 HV0.1 | Significantly increased microhardness of coating and heat-affected zone | [51] |
2.2.1. Direct Addition of Ceramic Particles
2.2.2. In Situ Synthesis of Ceramic Particles
2.3. Addition of Rare Earth Oxides
3. Laser Cladding Process Parameters
3.1. Laser Power
3.2. Scanning Speed
3.3. Powder Feed Rate
3.4. Coverage of Shielding Gas
3.5. Process Parameter Optimization
4. External Field-Assisted Treatments
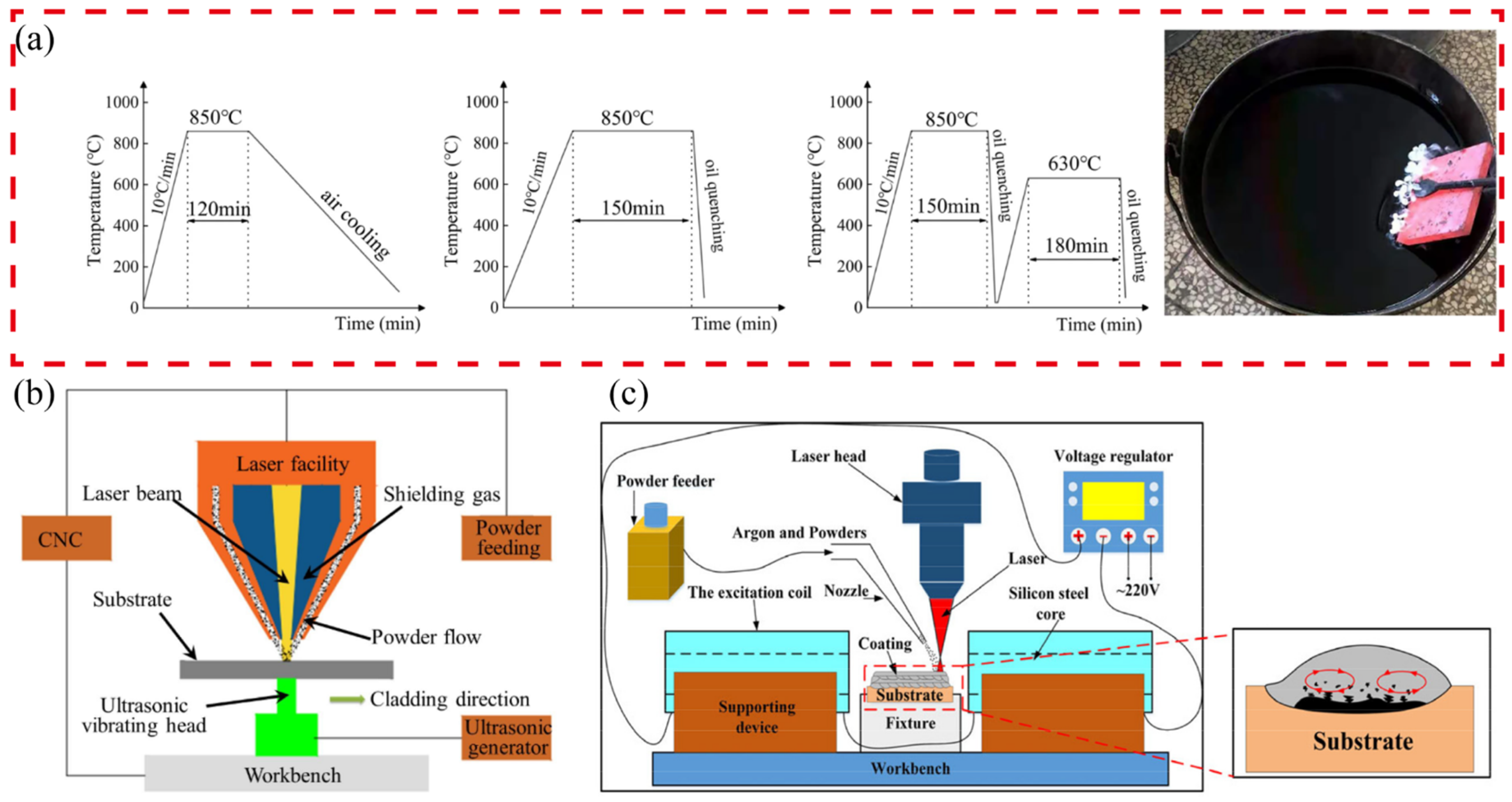
4.1. Heat Treatment Assistance
4.2. Ultrasonic Vibration Assistance
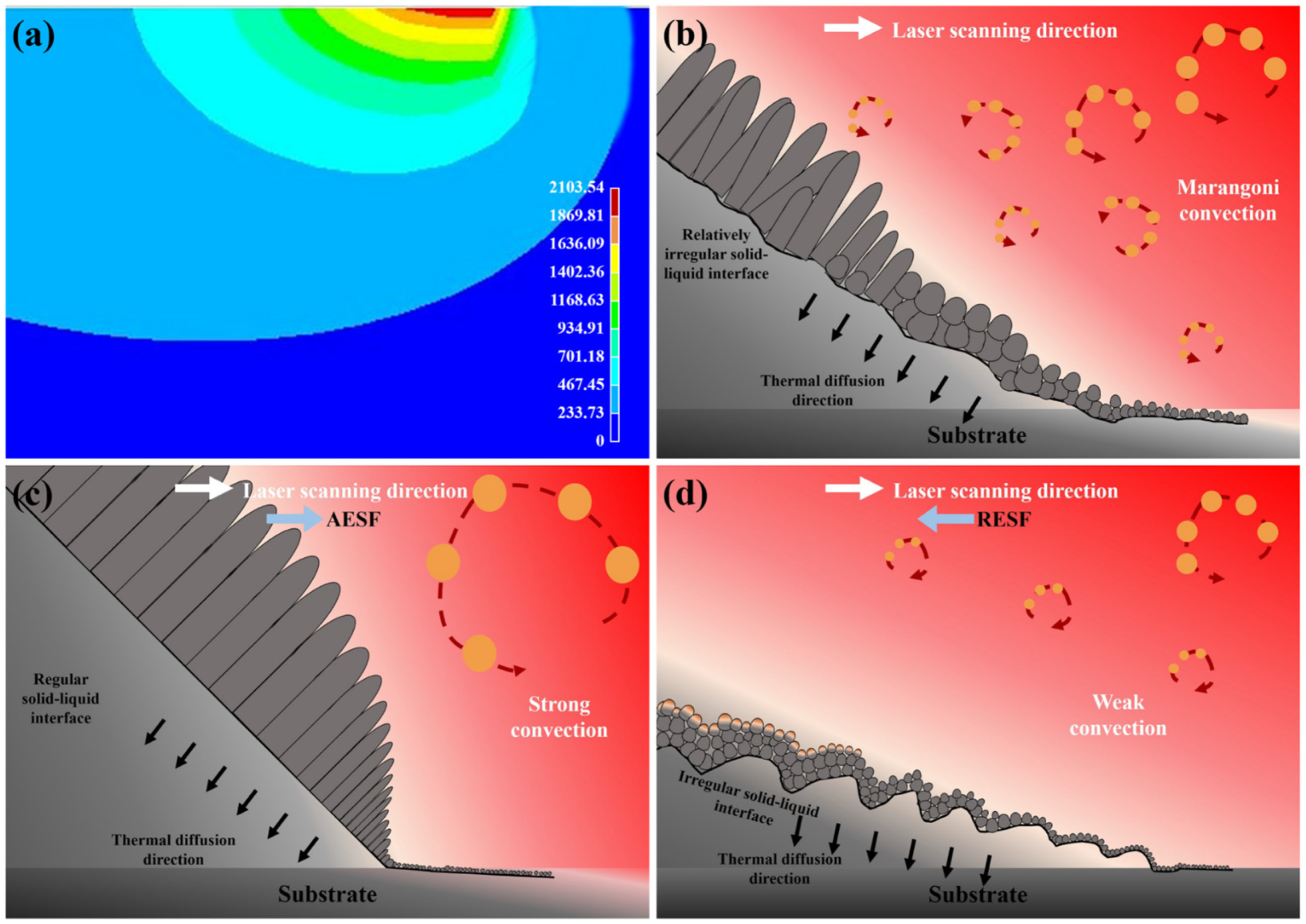
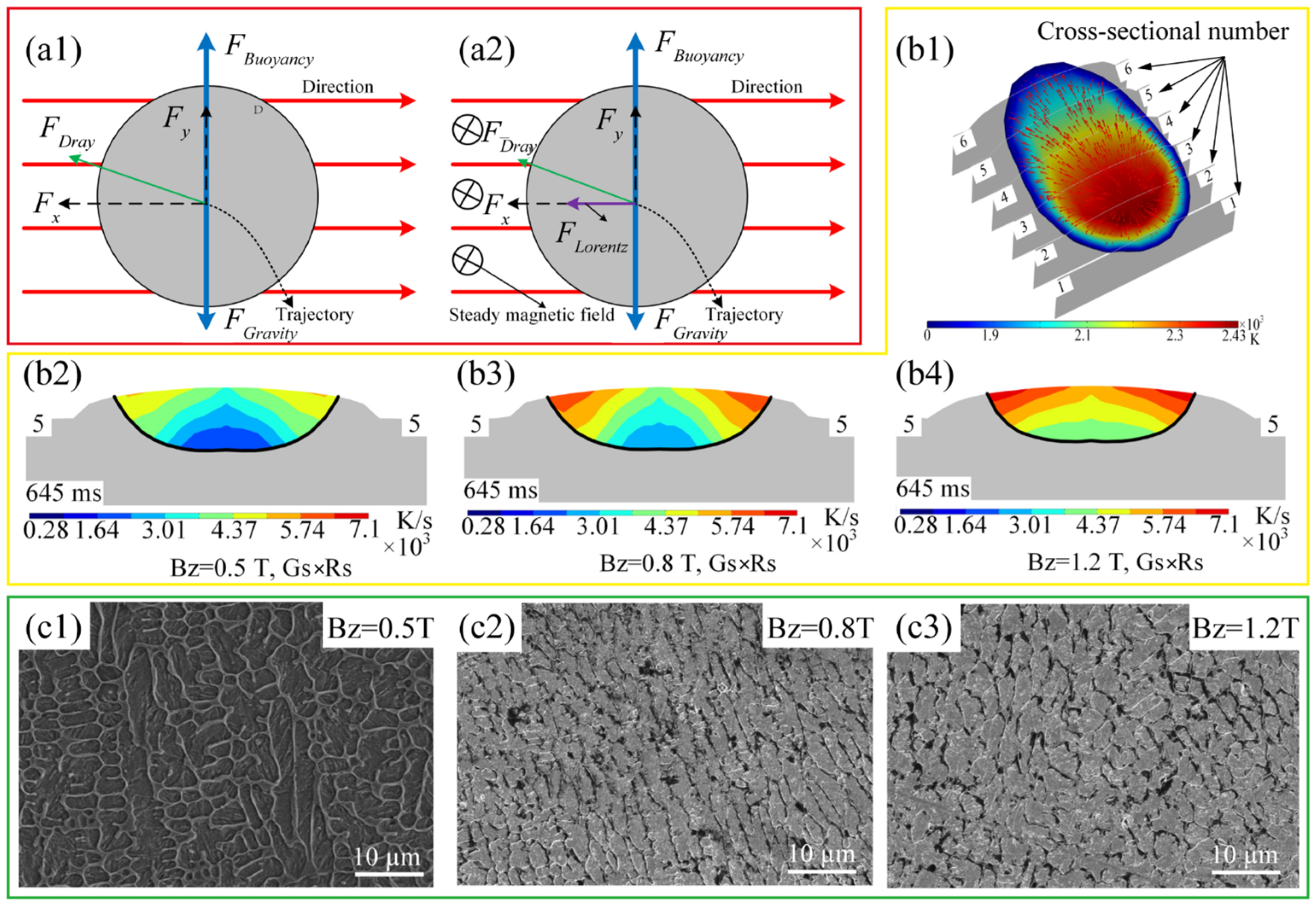
4.3. Electromagnetic Field Assistance
4.4. Additive-Equivalent Hybrid Manufacturing
4.5. Assistance from Multiple Physical Fields
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shi, Y.; Xia, Q.; Xie, M.; Zhou, Q.; Hua, D.; Chai, L.; Shi, T.; Eder, S.J.; Wang, H.; Wang, P.; et al. Insights into irradiation-affected structural evolution and mechanical behavior of amorphous carbon. Acta Mater. 2024, 281, 120424. [Google Scholar] [CrossRef]
- Zhou, Q.; Luo, D.; Hua, D.; Ye, W.; Li, S.; Zou, Q.; Chen, Z.; Wang, H. Design and characterization of metallic glass/graphene multilayer with excellent nanowear properties. Friction 2022, 10, 1913–1926. [Google Scholar] [CrossRef]
- Li, L.; Yao, C.; Huang, J.; Feng, K.; Li, Z. Characteristics of interdendritic residual austenite in laser cladding of high hardness iron-based coating. Chin. J. Lasers 2017, 44, 0302011. [Google Scholar]
- Trojan, K.; Ocelík, V.; Čapek, J.; Čech, J.; Canelo-Yubero, D.; Ganev, N.; Kolařík, K.; De Hosson, J.T.M. Microstructure and mechanical properties of laser additive manufactured H13 tool steel. Metals 2022, 12, 243. [Google Scholar] [CrossRef]
- Shi, X.; Wen, D.; Wang, S.; Wang, G.; Zhang, M.; Liao, J.; Xu, C. Investigation on friction and wear performance of laser cladding Ni-based alloy coating on brake disc. Optik 2021, 242, 167227. [Google Scholar] [CrossRef]
- Pellizzari, M.; Zhao, Z.; Bosetti, P.; Perini, M. Optimizing direct laser metal deposition of H13 cladding on CuBe alloy substrate. Surf. Coat. Technol. 2022, 432, 128084. [Google Scholar] [CrossRef]
- ZuoJiang, S.; Yu, H.; Jiang, X.; Gao, W.; Sun, D. A thermal field FEM of titanium alloy coating on low-carbon steel by laser cladding with experimental validation. Surf. Coat. Technol. 2022, 452, 129113. [Google Scholar] [CrossRef]
- Wang, J.; Timokhina, I.; Sharp, K.; Shekhter, A.; Liu, Q. Microstructure and precipitation behaviours of laser clad 7075 aluminium alloy. Surf. Coat. Technol. 2022, 445, 128726. [Google Scholar] [CrossRef]
- Zhu, L.; Xue, P.; Lan, Q.; Meng, G.; Ren, Y.; Yang, Z.; Xu, P.; Liu, Z. Recent research and development status of laser cladding: A review. Opt. Laser Technol. 2021, 138, 106915. [Google Scholar] [CrossRef]
- Dmitrieva, A.; Klimova-Korsmik, O.; Gushchina, M.O.; Korsmik, R.; Zadykyan, G.; Tukov, S. Effect of the laser cladding parameters on the crack formation and microstructure during nickel superalloy gas turbine engines repair. Metals 2023, 13, 393. [Google Scholar] [CrossRef]
- Ritchie, R.O. The conflicts between strength and toughness. Nat. Mater. 2011, 10, 817–822. [Google Scholar] [CrossRef] [PubMed]
- Ouyang, C.; Wang, R.; Bai, Q.; Chen, Z.; Yan, X. Aging strengthening treatment of laser cladding Co-based alloy coating. Mater. Lett. 2022, 313, 131746. [Google Scholar] [CrossRef]
- Awasthi, R.; Limaye, P.K.; Kumar, S.; Kushwaha, R.P.; Viswanadham, C.S.; Srivastava, D.; Soni, N.L.; Patel, R.J.; Dey, G.K. Wear characteristics of Ni-based hardfacing alloy deposited on stainless steel substrate by laser cladding. Metall. Mater. Trans. A 2015, 46, 1237. [Google Scholar] [CrossRef]
- Wang, C.; Wang, W.; Ding, S.; Gong, P.; Gao, Y. Preparation and tribological properties of laser cladding iron based wear resistant coatings. Chin. J. Lasers 2022, 49, 137–147. [Google Scholar]
- Yang, Y.-l.; Zhou, L.-l.; Chen, H.-b.; Wang, J.; Qiao, H.C.; Lu, Y.; Qin, G.-w. Laser shock peening Fe-based coatings for enhancing wear and corrosion resistance. Mater. Sci. Technol. 2021, 37, 1214–1224. [Google Scholar] [CrossRef]
- Yang, P.; Song, Y.; Wang, J.; Hu, F.; Xie, L. Semiconductor laser cladding of an Fe-based alloy on nodular cast iron. Weld. World 2021, 65, 785–792. [Google Scholar] [CrossRef]
- Ding, H.; Mu, X.; Zhu, Y.; Yang, W.; Xiao, Q.; Wang, W.; Liu, Q.; Guo, J.; Zhou, Z. Effect of laser claddings of Fe-based alloy powder with different concentrations of WS2 on the mechanical and tribological properties of railway wheel. Wear 2022, 488–489, 204174. [Google Scholar] [CrossRef]
- Xie, Z.; Liu, C.; Wu, Q.; Chen, S.; Liang, J. A review on the preparation of high hard and wear resistant coatings by laser cladding. Surf. Technol. 2022, 52, 25–40. [Google Scholar]
- Li, Q.; Fu, H. Research progress in laser cladding of iron based wear-resistant alloys. J. B. Univ. Technol. 2013, 39, 1552–1560. [Google Scholar]
- Aghasibeig, M.; Fredriksson, H. Laser cladding of a featureless iron-based alloy. Surf. Coat. Technol. 2012, 209, 32–37. [Google Scholar] [CrossRef]
- Feng, K.; Guo, Y.; Feng, Y.; Yao, C.; Zhu, Y.; Zhang, Q.; Li, Z. Microstructure controlling and properties of laser cladded high strength and high toughness Fe-based coatings. Acta Metall. Sin. Engl. Lett. 2022, 58, 513–528. [Google Scholar]
- Jiang, M.; Sun, S.; Wang, J.; Wang, P.; Sun, X.; Shao, J.; Liu, J.; Cao, A.; Sun, W.; Chen, X. Research progress in wear resistance of high entropy alloy coatings prepared by laser cladding. J. Mater. Eng. 2022, 50, 18–32. [Google Scholar]
- Zhou, Q.; Jiao, Z.; Huang, Z.; Shi, Y.; Li, Y.; Ying, C.; Wang, H.; Cavalcanti Pinto, H.; Greiner, C.; Liu, W. Wear-resistant CrCoNi nanocrystalline film via friction-driven surface segregation. Acta Mater. 2024, 279, 120299. [Google Scholar] [CrossRef]
- Lentz, J.; Röttger, A.; Theisen, W. Mechanism of the Fe3(B, C) and Fe23(C, B)6 solid-state transformation in the hypoeutectic region of the Fe-C-B system. Acta Mater. 2016, 119, 80–91. [Google Scholar] [CrossRef]
- Lentz, J.; Röttger, A.; Theisen, W. Hardness and modulus of Fe2B, Fe3(C, B), and Fe23(C, B)6 borides and carboborides in the Fe-C-B system. Mater. Charact. 2018, 135, 192–202. [Google Scholar] [CrossRef]
- Dong, G.; You, H.; Mao, K.; Yuan, N.; Ge, M.; Yu, X.; Zhang, Q.; Yao, J. Effect of Si element content on the manufacturing process and corrosion performance of laser clad 316L. Surf. Technol. 2024, 53, 179–190. [Google Scholar]
- Li, Q.; Wang, Q.; Zhang, L.; Chen, D.; Jin, H.; Li, J.; Zhang, J. Microstructure, wear and electrochemical behaviors of laser cladding Fe-based coatings with various molybdenum contents. Mater. Res. Express 2022, 9, 026504. [Google Scholar] [CrossRef]
- Liu, X.; Wang, H.; Liu, Y.; Wang, C.; Song, Q.; Cui, H.; Zhang, C.; Huang, K. The effect of Nb content on microstructure and properties of laser cladding 316L SS coating. Surf. Coat. Technol. 2021, 425, 127684. [Google Scholar] [CrossRef]
- Yang, Y.; Xing, Y.; Chen, H.; Liu, Z.; Wang, B.; Qiao, H.; Zhang, E. Improving wear and corrosion resistance of U71Mn rail steel subjected to laser in-situ fabrication of Fe based Cr–V coatings. Wear 2024, 546–547, 205312. [Google Scholar] [CrossRef]
- Yang, J.; Miao, X.; Wang, X.; Yang, F. Influence of Mn additions on the microstructure and magnetic properties of FeNiCr/60% WC composite coating produced by laser cladding. Int. J. Refract. Hard. Met. 2014, 46, 58–64. [Google Scholar] [CrossRef]
- Shang, F.; Xu, Z.; Chen, J.; Chen, L.; Lu, S.; Wang, S.; Jing, X.; Dubovyi, O. Effect of Cr on wear resistance and mechanism of preset-powder laser cladding T15 alloy steel coating. J. Mater. Res. Technol. 2024, 29, 4991–4999. [Google Scholar] [CrossRef]
- Feng, Y.; Pang, X.; Feng, K.; Feng, Y.; Li, Z. Study on microstructure and compressive properties of Fe-C-W-Cr-V-Nb coating with boron addition. J. Alloys Compd. 2022, 904, 163986. [Google Scholar] [CrossRef]
- Wang, Q.; Bai, X.; Sun, B.; Liu, J.; Cai, Z.; Liang, X.; Shen, B. Influence of Si on tribological behavior of laser cladded Fe-based amorphous/crystalline composite coatings. Surf. Coat. Technol. 2021, 405, 126570. [Google Scholar] [CrossRef]
- Liang, Z.; Zhan, J.; Shi, W.; Xie, Y.; Huang, J.; An, F. The effect of Si addition amount on Fe-based alloy laser cladding coating. Appl. Laser 2020, 40, 593–597. [Google Scholar]
- Chen, K.; Yang, X.; Li, W.; Xia, G.; Wang, S.; Wang, K. Study on the wear and corrosion resistance of Fe–Mo coatings on 65Mn steel ploughshares by laser cladding. Appl. Phys. A 2022, 128, 795. [Google Scholar] [CrossRef]
- Cao, S.; Liang, J.; Zhou, J. Evolution in microstructure features and properties of Mo-containing Fe-Cr-Ni-B-Si composite coatings by laser cladding. Mater. Charact. 2022, 188, 111926. [Google Scholar] [CrossRef]
- Ma, X.; Wang, K.; Fu, H.; Ju, J.; Lei, Y.; Yi, D. Effect of Mo content on microstructure and properties of laser cladding Fe-based alloy coatings. Surf. Rev. Lett. 2018, 25, 1850077. [Google Scholar]
- Wang, H.Z.; Cheng, Y.H.; Yang, J.Y.; Wang, Q.Q. Microstructure and properties of laser clad Fe-based amorphous alloy coatings containing Nb powder. J. Non-Cryst. Solids 2020, 550, 120351. [Google Scholar] [CrossRef]
- Shan, B.; Chen, J.; Chen, S.; Ma, M.; Ni, L.; Shang, F.; Zhou, L. Laser cladding of Fe-based corrosion and wear-resistant alloy: Genetic design, microstructure, and properties. Surf. Coat. Technol. 2022, 433, 128117. [Google Scholar] [CrossRef]
- Yao, C.; Xu, B.; Huang, J.; Zhang, P.; Li, Z.; Wu, Y. Microstructure design of controlling crack of Fe-based laser cladding layer. China Surf. Eng. 2010, 23, 74–79+83. [Google Scholar]
- Chen, L.; Lan, Y.; Cheng, Y.; Zeng, J.; Ma, Y.; Yu, S.; Ding, Z.; Liu, B.; Zhang, J.; Peng, H.; et al. Friction behavior and wear mechanism of laser cladded FeNiCr-WC composite coatings in comparison with different friction pairs. J. Mater. Res. Technol. 2024, 31, 1956–1973. [Google Scholar] [CrossRef]
- Zhang, X.; Lu, W.; Guo, H.; Huo, F.; Chen, H.; Qiu, K.; Yang, B.; Wang, J. Effect of WC–Co addition on tribological and cracking behavior of laser cladded Fe-based amorphous/crystalline composite coatings. J. Mater. Sci. 2023, 58, 11804–11819. [Google Scholar] [CrossRef]
- Liu, C.; Xu, P.; Pang, C.; Zha, G.; Ouyang, Z.; Chen, J. Phase transformation in Fe–Mn–Si SMA/WC composite coating developed by laser cladding. Mater. Chem. Phys. 2021, 267, 124595. [Google Scholar] [CrossRef]
- Li, J.; Zhu, Z.; Peng, Y.; Shen, G. Phase evolution and wear resistance of in-situ synthesized (Cr, W)23C6-WC composite ceramics reinforced Fe-based composite coatings produced by laser cladding. Vacuum 2021, 190, 110242. [Google Scholar] [CrossRef]
- Xu, N.; Zhang, Q.; Yao, J. Microstructure of in-site synthesis TiC hardened coating by laser irradiation. Chin. J. Lasers 2010, 37, 2653–2657. [Google Scholar]
- Zhang, Z.; Wang, X.; Zhang, Q.; Liang, Y.; Ren, L.; Li, X. Fabrication of Fe-based composite coatings reinforced by TiC particles and its microstructure and wear resistance of 40Cr gear steel by low energy pulsed laser cladding. Opt. Laser Technol. 2019, 119, 105622. [Google Scholar] [CrossRef]
- Li, A.; Wei, C.; Liu, J.; Zhou, W.; Wang, H.; Kuang, S. Microstructure, friction and wear properties of laser cladding Fe-based Cr3C2/MoS2 coatings. China Surf. Eng. 2015, 28, 77–85. [Google Scholar]
- Li, H.; Gao, Q.; Li, K.; Li, B. Properties of surface laser cladding H13/NiCr-Cr3C2 composite powder cladding layer. Chin. J. Lasers 2018, 48, 163–172. [Google Scholar]
- Chen, L.; Yu, T.; Xu, P.; Zhang, B. In-situ NbC reinforced Fe-based coating by laser cladding: Simulation and experiment. Surf. Coat. Technol. 2021, 412, 127027. [Google Scholar] [CrossRef]
- Aramide, B.; Jamiru, T.; Pityana, S.; Sadiku, R.; Popoola, P. Scanning speed effect on the microstructure, hardness, wear, and corrosion performance of VC-Cr3C2 reinforced laser claddings on steel baseplate for tillage application. Trans. Indian Inst. Met. 2022, 75, 2149–2157. [Google Scholar] [CrossRef]
- Tan, H.; Luo, Z.; Li, Y.; Yan, F.; Duan, R. Microstructure and wear resistance of Al2O3–M7C3/Fe composite coatings produced by laser controlled reactive synthesis. Opt. Laser Technol. 2015, 68, 11–17. [Google Scholar] [CrossRef]
- Fomin, V.M.; Malikov, A.G.; Golyshev, A.A.; Bulina, N.V.; Gulov, M.A.; Vitoshkin, I.E.; Brusentseva, T.A.; Filippov, A.A.; Mishin, A.V. Structural-phase state and mechanical properties of a laser cladding titanium matrix composite based on Ti64 alloy and TiB2 ceramics. Phys. Mesomech. 2024, 27, 1–15. [Google Scholar] [CrossRef]
- Naizabekov, A.; Samodurova, M.; Bodrov, E.; Lezhnev, S.; Samoilova, O.; Trofimov, E.; Mikhailov, D.; Litvinyuk, K.; Trofimova, S.; Latfulina, Y.; et al. Use of laser cladding for the synthesis of coatings from high-entropy alloys reinforced with ceramic particles. Case Stud. Constr. Mater. 2023, 19, e02541. [Google Scholar] [CrossRef]
- Wang, J.; Li, L.; Tao, W. Crack initiation and propagation behavior of WC particles reinforced Fe-based metal matrix composite produced by laser melting deposition. Opt. Laser Technol. 2016, 82, 170–182. [Google Scholar] [CrossRef]
- Li, W.; Yang, X.; Wang, S.; Duan, D.; Li, F.; Qiao, Y.; Liu, Y.; Liu, X. The effect of WC content on the bonding strength and mechanical properties of WC/Ni60 coatings of brake disc. Opt. Laser Technol. 2022, 149, 107822. [Google Scholar] [CrossRef]
- Lu, J.Z.; Cao, J.; Lu, H.F.; Zhang, L.Y.; Luo, K.Y. Wear properties and microstructural analyses of Fe-based coatings with various WC contents on H13 die steel by laser cladding. Surf. Coat. Technol. 2019, 369, 228–237. [Google Scholar] [CrossRef]
- Zhu, H.; Ouyang, M.; Hu, J.; Zhang, J.; Qiu, C. Design and development of TiC-reinforced 410 martensitic stainless steel coatings fabricated by laser cladding. Ceram. Int. 2021, 47, 12505–12513. [Google Scholar] [CrossRef]
- Li, J.; Zhu, Z.; Peng, Y.; Shen, G. A comparative study on microstructure evolution and wear resistance of different-sized tungsten carbide modified Fe-based laser cladding coatings. Opt. Laser Technol. 2022, 147, 107672. [Google Scholar] [CrossRef]
- Xiao, Q.; Sun, W.l.; Yang, K.x.; Xing, X.f.; Chen, Z.h.; Zhou, H.n.; Lu, J. Wear mechanisms and micro-evaluation on WC particles investigation of WC-Fe composite coatings fabricated by laser cladding. Surf. Coat. Technol. 2021, 420, 127341. [Google Scholar] [CrossRef]
- Zou, L.; Liu, X.; Wang, L.; Xie, H.; Cai, Y. Effects of cast tungsten carbide powder on wear resistance of laser cladding ceramic particle reinforced iron matrix composite. Rare Met. Mater. Eng. 2017, 46, 1126–1131. [Google Scholar]
- Chen, T.; Deng, Z.; Liu, D.; Zhu, X.; Xiong, Y. Bioinert TiC ceramic coating prepared by laser cladding: Microstructures, wear resistance, and cytocompatibility of the coating. Surf. Coat. Technol. 2021, 423, 127635. [Google Scholar] [CrossRef]
- Xu, L.; Xiao, R.; Qu, G.; Wang, D. In situ synthesized graded TiC particulate reinforced Ni-based composite coating prepared by laser cladding. J. Phys. Conf. Ser. 2021, 1820, 012050. [Google Scholar] [CrossRef]
- Richardson, P.; Cuskelly, D.; Brandt, M.; Kisi, E. Microstructural analysis of in-situ reacted Ti2AlC MAX phase composite coating by laser cladding. Surf. Coat. Technol. 2020, 385, 125360. [Google Scholar] [CrossRef]
- Adesina, O.S.; Popoola, A.P.I.; Pityana, S.L.; Oloruntoba, D.T. Microstructural and tribological behavior of in situ synthesized Ti/Co coatings on Ti-6Al-4V alloy using laser surface cladding technique. Int. J. Adv. Manuf. Tech. 2018, 95, 1265–1280. [Google Scholar] [CrossRef]
- Ren, Y.; Li, L.; Zhou, Y.; Wang, S. In situ synthesized VC reinforced Fe-based coating by using extreme high-speed laser cladding. Mater. Lett. 2022, 315, 131962. [Google Scholar] [CrossRef]
- Weng, F.; Yu, H.; Chen, C.; Liu, J.; Zhao, L.; Dai, J. Fabrication of Co-based coatings on titanium alloy by laser cladding with CeO2 addition. Mater. Manuf. Process. 2016, 31, 1461–1467. [Google Scholar] [CrossRef]
- Zhu, Z.; Li, J.; Peng, Y.; Shen, G. In-situ synthesized novel eyeball-like Al2O3/TiC composite ceramics reinforced Fe-based alloy coating produced by laser cladding. Surf. Coat. Technol. 2020, 391, 125671. [Google Scholar] [CrossRef]
- Mohammed, S.; Balu, P.; Ahmed, A.; Zhang, Z.; Kovacevic, R. Improvement of wear resistance of the nickel based alloy mixed with rare earth elements by high power direct diode laser cladding. Lasers Manuf. Mater. Process. 2019, 6, 173–188. [Google Scholar] [CrossRef]
- Das, A.K. Effect of rare earth oxide additive in coating deposited by laser cladding: A review. Mater. Today Proc. 2022, 52, 1558–1564. [Google Scholar] [CrossRef]
- Quazi, M.M.; Fazal, M.A.; Haseeb, A.S.M.A.; Yusof, F.; Masjuki, H.H.; Arslan, A. Effect of rare earth elements and their oxides on tribo-mechanical performance of laser claddings: A review. J. Rare Earths 2016, 34, 549–564. [Google Scholar] [CrossRef]
- Jiang, H.; Zhao, X.; Cao, S.; Wang, D.; Zhu, Q.; Lei, Y. Improvement of the mechanical properties and LBE cavitation erosion resistance of laser cladded FeCrAlTiC coating by Y2O3 addition. Mater. Lett. 2022, 326, 132882. [Google Scholar] [CrossRef]
- Wang, Q.; Yang, J.; Niu, W.; Li, Y.; Mao, X.; Wang, Y.; Zhang, K. Effect of La2O3 on microstructure and properties of Fe-based alloy coatings by laser cladding. Optik 2021, 245, 167653. [Google Scholar] [CrossRef]
- Cai, Y.; Luo, Z.; Chen, Y.; Ao, S. Influence of CeO2 on tribological behaviour of TiC/Fe-based composite coating. Surf. Eng. 2017, 33, 936–943. [Google Scholar] [CrossRef]
- Chen, L.; Zhao, Y.; Guan, C.; Yu, T. Effects of CeO2 addition on microstructure and properties of ceramics reinforced Fe-based coatings by laser cladding. Int. J. Adv. Manuf. Technol. 2021, 115, 2581–2593. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, X.H.; Qu, K.L.; Liu, S.S. Effect of rare earth oxide on microstructure and high temperature oxidation properties of laser cladding coatings on 5CrNiMo die steel substrate. Opt. Laser Technol. 2019, 119, 105597. [Google Scholar] [CrossRef]
- Yu, W.; Ma, P.; Bai, W.; Chen, J. Numerical simulation of temperature field and stress field in 316l/Aisi304 laser cladding with different scanning strategies. Chin. J. Lasers 2021, 48, 18–29. [Google Scholar]
- Fan, S.; Mao, J.; Xie, S.; Wang, L.; Yao, Z.; Chen, Z.; Yao, J. Effect of pulsed/continuous double-beam hybrid laser cladding on microstructure of 316l stainless steel. Chin. J. Lasers 2023, 50, 80–90. [Google Scholar]
- Muvvala, G.; Patra Karmakar, D.; Nath, A.K. Online monitoring of thermo-cycles and its correlation with microstructure in laser cladding of nickel based super alloy. Opt. Lasers Eng. 2017, 88, 139–152. [Google Scholar] [CrossRef]
- Chen, C.; Meiping, W.; Rui, H.; Yuling, G.; Xiaojin, M. Understanding stellite-6 coating prepared by laser cladding: Convection and columnar-to-equiaxed transition. Opt. Laser Technol. 2022, 149, 107885. [Google Scholar] [CrossRef]
- Wang, K.; Liu, W.; Hong, Y.; Sohan, H.M.S.; Tong, Y.; Hu, Y.; Zhang, M.; Zhang, J.; Xiang, D.; Fu, H.; et al. An overview of technological parameter optimization in the case of laser cladding. Coatings 2023, 13, 496. [Google Scholar] [CrossRef]
- Mao, J.; Feng, A.; Cheng, B.; Li, Z.; Wu, H.; Huang, Y.; Zhang, H. Microstructure and friction and wear properties of Fe-based alloy coatings by laser cladding. Hot Work. Technol. 2017, 46, 139–142. [Google Scholar]
- Xie, Y.; Chen, W.; Liang, L.; Huang, B.; Zhuang, J. Influence of laser power on the microstructure and properties of Fe314 alloy cladding layer on EA4T steel. Weld. World 2022, 66, 1551–1563. [Google Scholar] [CrossRef]
- Jiao, X.; Wang, J.; Wang, C.; Gong, Z.; Pang, X.; Xiong, S.M. Effect of laser scanning speed on microstructure and wear properties of T15M cladding coating fabricated by laser cladding technology. Opt. Lasers Eng. 2018, 110, 163–171. [Google Scholar] [CrossRef]
- Li, R.; Yuan, W.; Yue, H.; Zhu, Y. Study on microstructure and properties of Fe-based amorphous composite coating by high-speed laser cladding. Opt. Laser Technol. 2022, 146, 107574. [Google Scholar] [CrossRef]
- Sun, Z.; Du, C.; Yu, Z.; Long, Y.; Ren, X. Effect of cladding speed on the microstructure and hardness of high-hardness B-bearing Cr17Ni2 coating. J. Mater. Res. Technol. 2024, 31, 668–678. [Google Scholar] [CrossRef]
- Wang, Q.; Qian, R.; Yang, J.; Niu, W.; Zhou, L.; Pan, X.; Su, C. Effect of high-speed powder feeding on microstructure and tribological properties of Fe-based coatings by laser cladding. Coatings 2021, 11, 1456. [Google Scholar] [CrossRef]
- Bartkowski, D.; Bartkowska, A.; Jurči, P. Laser cladding process of Fe/WC metal matrix composite coatings on low carbon steel using Yb: YAG disk laser. Opt. Laser Technol. 2021, 136, 106784. [Google Scholar] [CrossRef]
- Budde, L.; Biester, K.; Lammers, M.; Hermsdorf, J.; Kaierle, S.; Overmeyer, L. Influence of process parameters on single weld seam geometry and process stability in Laser Hot-Wire Cladding of AISI 52100. Adv. Ind. Manuf. Eng. 2023, 7, 100122. [Google Scholar] [CrossRef]
- Li, G.; Zhang, J.; Shi, T.; Shi, J.; Cheng, D.; Lu, L.; Shi, S. Experimental investigation on laser metal deposition of Ti-6Al-4V alloy with coaxial local shielding gas nozzle. J. Mater. Eng. Perform. 2020, 29, 7821–7829. [Google Scholar] [CrossRef]
- Ding, J.; Colegrove, P.; Martina, F.; Williams, S.; Wiktorowicz, R.; Palt, M.R. Development of a laminar flow local shielding device for wire + arc additive manufacture. J. Mater. Process. Technol. 2015, 226, 99–105. [Google Scholar] [CrossRef]
- Budde, L.; Biester, K.; Coors, T.; Faqiri, M.Y.; Lammers, M.; Hermsdorf, J.; Hassel, T.; Pape, F.; Overmeyer, L. Influence of shielding gas coverage during laser hot-wire cladding with high carbon steel. Int. J. Adv. Manuf. Technol. 2023, 127, 3195–3207. [Google Scholar] [CrossRef]
- Bernauer, C.; Meinzinger, L.; Zapata, A.; Zhao, X.; Baehr, S.; Zaeh, M.F. Design and investigation of a novel local shielding gas concept for laser metal deposition with coaxial wire feeding. Appl. Sci. 2023, 13, 5121. [Google Scholar] [CrossRef]
- Du, Y.; Peng, Y.; Mao, K.; He, G.; Zhang, L. Effect of laser specific energy on mechanical properties of Fe60 coatings by laser cladding. Opt. Laser Technol. 2024, 172, 110497. [Google Scholar] [CrossRef]
- Luo, D.; Liu, C.; Wang, C.; Wang, Y.; Wang, X.; Zhao, J.; Jiang, S. Optimization of multilayer laser cladding process parameters based on NSGA-II-MOPSO algorithm. Opt. Laser Technol. 2024, 176, 111025. [Google Scholar] [CrossRef]
- Wołosz, P.; Baran, A.; Polański, M. The influence of laser engineered net shaping (LENS™) technological parameters on the laser deposition efficiency and properties of H13 (AISI) steel. J. Alloys Compd. 2020, 823, 153840. [Google Scholar] [CrossRef]
- Reddy, L.; Preston, S.P.; Shipway, P.H.; Davis, C.; Hussain, T. Process parameter optimisation of laser clad iron based alloy: Predictive models of deposition efficiency, porosity and dilution. Surf. Coat. Technol. 2018, 349, 198–207. [Google Scholar] [CrossRef]
- Yingtao, Z.; Yongliang, M.; Gang, W.; Xiulin, J.; Zhichao, L. Experimental study on the wear properties of 42CrMo steel with different microstructures and T15 laser cladding. J. Mater. Eng. Perform. 2022, 31, 4232–4241. [Google Scholar] [CrossRef]
- Xiao, M.; Jiang, F. Microstructural evolution of Fe-based amorphous alloy coatings via ultrasonic vibration-assisted laser cladding. Mater. Lett. 2022, 322, 132520. [Google Scholar] [CrossRef]
- Huang, L.; Zhou, J.; Xu, J.; Huo, K.; He, W.; Meng, X.K.; Huang, S. Microstructure and wear resistance of electromagnetic field assisted multi-layer laser clad Fe901 coating. Surf. Coat. Technol. 2020, 395, 125876. [Google Scholar] [CrossRef]
- Wang, X.L.; Huang, A.R.; Shang, C.J.; Xie, Z.J. Characterization of the cladding layer by laser cladding of 9Cr18Mo powder on 3Cr14 martensitic stainless steel and the impact of martensite obtained through post heat treatment on hardness. Mater. Today Commun. 2022, 32, 104057. [Google Scholar] [CrossRef]
- Guo, W.; Li, X.; Ding, N.; Liu, G.; He, J.; Tian, L.; Chen, L.; Zaïri, F. Microstructure characteristics and mechanical properties of a laser cladded Fe-based martensitic stainless steel coating. Surf. Coat. Technol. 2021, 408, 126795. [Google Scholar] [CrossRef]
- Gong, F.-b.; Shen, J.; Gao, R.-h.; Zhang, T.; Xie, X.; Li, Y. Influence of heat treatment on microstructure and mechanical properties of FeCrNi coating produced by laser cladding. Trans. Nonferr. Metal. Soc. 2016, 26, 2117–2125. [Google Scholar] [CrossRef]
- Da Sun, S.; Fabijanic, D.; Barr, C.; Liu, Q.; Walker, K.; Matthews, N.; Orchowski, N.; Easton, M.; Brandt, M. In-situ quench and tempering for microstructure control and enhanced mechanical properties of laser cladded AISI 420 stainless steel powder on 300M steel substrates. Surf. Coat. Technol. 2018, 333, 210–219. [Google Scholar] [CrossRef]
- Gao, W.; Zhao, S.; Wang, Y.; Zhang, Z.; Zhou, C.; Lin, X. Refinement of Fe-based alloy doped Ti cladding layer. Surf. Coat. Technol. 2015, 270, 16–23. [Google Scholar] [CrossRef]
- Rahman Rashid, R.A.; Nazari, K.A.; Barr, C.; Palanisamy, S.; Orchowski, N.; Matthews, N.; Dargusch, M.S. Effect of laser reheat post-treatment on the microstructural characteristics of laser-cladded ultra-high strength steel. Surf. Coat. Technol. 2019, 372, 93–102. [Google Scholar] [CrossRef]
- Zhu, L.; Yang, Z.; Xin, B.; Wang, S.; Meng, G.; Ning, J.; Xue, P. Microstructure and mechanical properties of parts formed by ultrasonic vibration-assisted laser cladding of Inconel 718. Surf. Coat. Technol. 2021, 410, 126964. [Google Scholar] [CrossRef]
- Liu, W.; Mi, G.; Li, L.; Chen, X.; Pan, Y.; Zhai, F.; Miao, H. Research progress of effect of auxiliary treatment on microstructure and properties of laser cladding layer. Mater. Rep. 2023, 37, 200–206. [Google Scholar]
- Yao, Z.; Shen, Q.; Ge, H.; Wang, Z.; Dong, G.; Ye, Z.; Li, L.; Yao, J. Influence of ultrasound on the wetting behavior of molten pool in laser cladding. Surf. Technol. 2022, 51, 20–29. [Google Scholar]
- Xiao, M.; Jiang, F.; Guo, C.; Song, H.; Dong, T. Investigation on microstructure and mechanical properties of Fe-based amorphous coatings prepared via laser cladding assisted with ultrasonic vibration. Opt. Laser Technol. 2023, 162, 109294. [Google Scholar] [CrossRef]
- Han, X.; Li, C.; Yang, Y.; Gao, X.; Gao, H. Experimental research on the influence of ultrasonic vibrations on the laser cladding process of a disc laser. Surf. Coat. Technol. 2021, 406, 126750. [Google Scholar] [CrossRef]
- Xu, J.; Zhou, J.; Tan, W.; Huang, S.; Wang, S.; He, W. Ultrasonic vibration on wear property of laser cladding Fe-based coating. Surf. Eng. 2018, 36, 1–9. [Google Scholar] [CrossRef]
- Yao, Z.; Wang, F.; Sun, Z.; Chen, Z.; Liu, R.; Yao, J. Effects of ultrasound on distribution of laser melt injected WC reinforced particles on stainless steel substrate surface. Chin. J. Lasers 2023, 50, 100–109. [Google Scholar]
- Wang, Y.; Liu, S.; Zhang, X.; Liu, Y.; Li, R. Experiments and analyses of 3540Fe/CeO2 coatings by ultrasonic vibration assisted laser cladding. China Mech. Eng. 2018, 29, 2600–2605. [Google Scholar]
- Liu, L.; Feng, M.; Wang, X.; Cui, Y.; Jia, Z.; Li, J. Microstructure analysis of laser cladding strengthening layer on H13 die steel surface assisted by ultrasonic. Trans. China Weld. Inst. 2021, 42, 85–90+96+102. [Google Scholar]
- Wang, Q.; Zhang, L.; Li, Q.; Zhang, J.; Ban, C. Research progress of electromagnetic field assisted laser cladding technology. Surf. Technol. 2023, 52, 166–179. [Google Scholar]
- Lin, Y.; Yuan, Y.; Wang, L.; Hu, Y.; Zhang, Q.; Yao, J. Effect of electric-magnetic compound field on the microstructure and crack in solidified Ni60 alloy. Acta Metall. Sin. 2021, 54, 1442–1450. [Google Scholar]
- Ouyang, W.; Xu, Z.; Chao, Y.; Liu, Y.; Luo, W.; Jiao, J.; Sheng, L.; Zhang, W. Effect of electrostatic field on microstructure and mechanical properties of the 316L stainless steel modified layer fabricated by laser cladding. Mater. Charact. 2022, 191, 112123. [Google Scholar] [CrossRef]
- Li, G.; Wang, Z.; Yao, L.; Xie, D.; Chen, G. Concentration mixing and melt pool solidification behavior during the magnetic field assisted laser cladding of Fe-Cr-based alloy on 45 steel surface. Surf. Coat. Technol. 2022, 445, 128732. [Google Scholar] [CrossRef]
- Chen, Y.; Zhou, J.; Li, P.; Huo, K.; Meng, X.K. Effect of electromagnetic field on wear resistance of Fe901/Al2O3 metal matrix composite coating prepared by laser cladding. Materials 2022, 15, 1531. [Google Scholar] [CrossRef]
- Pape, F.; Coors, T.; Barroi, A.; Hermsdorf, J.; Mildebrath, M.; Hassel, T.; Kaierle, S.; Matthias, T.; Chugreev, A.; Chugreeva, A.; et al. Tribological study on tailored-formed axial bearing washers. Tribol. Online 2018, 13, 320–326. [Google Scholar] [CrossRef]
- Chen, C.; Bai, Q.; Zhao, C.; Li, Q.; Zhang, S. Effect of ultrasonic high-frequency micro-forging on the wear resistance of a Fe-base alloy coating deposited by high-speed laser cladding process. Vacuum 2024, 221, 112934. [Google Scholar] [CrossRef]
- Cai, Y.; Shan, M.; Cui, Y.; Manladan, S.M.; Lv, X.; Zhu, L.; Sun, D.; Wang, T.; Han, J. Microstructure and properties of FeCoCrNi high entropy alloy produced by laser melting deposition. J. Alloys Compd. 2021, 887, 161323. [Google Scholar] [CrossRef]
- Zhang, X.; Huang, S.; Li, D.; Geng, J.; Yang, F.; Li, Q. An approach to improve the microstructure and mechanical properties: A hybrid manufacturing of laser directed energy deposition and shot peening. Addit. Manuf. 2022, 55, 102686. [Google Scholar] [CrossRef]
- Zhou, L.; Chen, S.; Jia, W.; Cui, T.; Liang, J. Effects of preheating-ultrasonic synergistic on the microstructure and strength-ductility of 24CrNiMoY alloy steel by laser directed energy deposition. Mater. Sci. Eng. A 2023, 863, 144463. [Google Scholar] [CrossRef]
- Zheng, K.; Lin, Y.; Cai, J.; Lei, C. Corrosion resistance and tribological properties of laser cladding layer of H13 die steel strengthened by ultrasonic rolling. Chin. J. Mech. Eng. 2022, 32, 137. [Google Scholar] [CrossRef]



| Improvement Direction | Measures | Expected Performance | Potential Drawbacks |
|---|---|---|---|
| Improvement of iron-based alloy powders | Combining the characteristics of non-equilibrium solidification in laser cladding and considering different reinforcement and repair targets, a database will be established using digital manufacturing technology. | Establishing a predictive model for the relationship between material composition, microstructure, and properties to effectively address the issue of cracking | Extensive experimental validation is still required. |
| Optimization of process parameters | By integrating digital manufacturing technology, process parameters can be dynamically adjusted through real-time monitoring and feedback systems. | Improving the stability and repeatability of coating quality | It may increase the complexity and cost of the system. |
| Composite energy field | Exploring the coupling effects of the composite energy field and optimizing the energy field parameters and application methods | Effectively suppressing the generation of defects by extending the limits of coating microstructure and performance control | The specific effects of different energy field parameters are difficult to quantify. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, L.; Lin, Y.; Peng, L.; Kang, X.; Wang, X. Progress in Microstructure Design and Control of High-Hardness Fe-Based Alloy Coatings via Laser Cladding. Coatings 2024, 14, 1351. https://doi.org/10.3390/coatings14111351
Liu L, Lin Y, Peng L, Kang X, Wang X. Progress in Microstructure Design and Control of High-Hardness Fe-Based Alloy Coatings via Laser Cladding. Coatings. 2024; 14(11):1351. https://doi.org/10.3390/coatings14111351
Chicago/Turabian StyleLiu, Lipei, Yinghua Lin, Longsheng Peng, Xin Kang, and Xinlin Wang. 2024. "Progress in Microstructure Design and Control of High-Hardness Fe-Based Alloy Coatings via Laser Cladding" Coatings 14, no. 11: 1351. https://doi.org/10.3390/coatings14111351
APA StyleLiu, L., Lin, Y., Peng, L., Kang, X., & Wang, X. (2024). Progress in Microstructure Design and Control of High-Hardness Fe-Based Alloy Coatings via Laser Cladding. Coatings, 14(11), 1351. https://doi.org/10.3390/coatings14111351