Abstract
The powder bed packing density of metal powders plays a crucial role in additive manufacturing as it directly affects the defect and mechanical properties of the fabricated parts. Powder bed packing density is related to powder flowability and spreadability. In this study, we introduced a new method to improve powder flowability and spreadability, where Haynes 230 powder with exceptional flowability was successfully produced using an in situ micro-oxidation gas atomization process. Compared to conventional gas atomization, the powder exhibited improved flowability and spreadability, measuring at 11.8 s/50 g. Additionally, the angle of repose was reduced by 25%, resulting in a powder bed packing density of 5.67 g/cm3, corresponding to 63.7% of the theoretical density. Notably, the oxygen content in the powder was only 180 ppm, as confirmed by XRD testing, and no oxide peaks were detected. Furthermore, the depth of the oxide layer on the particle surface increased by less than 20 nm. As a result, the in situ micro-oxidation process reduces the number of pores and cracks in the Haynes 230 alloy formed specimens and improves the relative density of the built specimens. This study highlights the potential of in situ micro-oxidation gas atomization as a promising method for producing powders with high flowability and spreadability for laser powder bed fusion (LPBF) processes.
1. Introduction
Haynes 230 alloy is a nickel-based superalloy that is strengthened by solid solution element of tungsten (W) and chromium (Cr). This alloy possesses excellent strength, thermal stability, high-temperature oxidation resistance, and corrosion resistance, particularly up to temperatures of 1000 °C. Due to its outstanding mechanical properties and resistance to corrosion, Haynes 230 is extensively utilized in the manufacturing of gas turbine hot-end components, such as combustion cans, thermocouple protection tubes, and heat exchangers [1,2,3,4,5].
Currently, with the increasing demand for weight reduction in gas engines, the lightweight and intricate design of internal components has emerged as a significant area of development. In this context, metal additive manufacturing technology offers an ideal solution [6,7]. The LPBF process is an extensively employed metal additive manufacturing technique due to its exceptional forming accuracy, superior surface quality, and impressive performance. It has found significant applications in industries such as aerospace, biomedical, and automotive industries [8,9,10]. A crucial step in LPBF involves using a scraper to push the powder particles, allowing them to spread and form a thin layer of powder. Subsequently, the laser melts the powder bed to create densely formed parts. The metal powder serves as the pivotal raw material for the LPBF process, where the flowability and spreadability of the powder profoundly impact the packing density of the powder bed. Concurrently, an increased packing density in the powder bed is advantageous for enhancing the densities and mechanical properties of the fabricated parts [11,12].
The flowability and spreadability of the powder are directly influenced by factors including particle size, morphology, and surface properties of the particles [13,14]. The particle size and morphology of the powder, in turn, are determined by the preparation process and post-processing methods employed. On one hand, adopting a powder production process with higher sphericity and improved morphology enhances the flowability of the powder. For instance, powders prepared through processes like the plasma rotated electrode process (PREP) and plasma atomization (PA) exhibit higher sphericity and reduced satellite powder compared to the gas atomization (GA) process. This enables the powder to achieve superior flowability [15,16,17]. However, it is important to note that such methods increase the production cost of the powder. On the other hand, post-processing techniques can be utilized to introduce second-phase nanoparticles into the powder particles [18], undergo heat treatment [19], or coat the surface of the particles. These measures modify the surface properties of the particles, reduce particle agglomeration, and enhance the flowability of the powder [20]. Nevertheless, it should be acknowledged that the introduction of impurities into the powder may occur as a result of these processes.
Given these considerations, the preparation of low-cost spherical powders with excellent spreadability holds great significance. In this study, the gas atomization method was selected as the preferred technique for powder preparation due to the lower raw material costs and widely employed in metal additive manufacturing compared with the PREP and PA process. Within the powder atomization process, an in situ micro-oxidation (ISMO) technology was employed to enhance the flowability and spreadability of Haynes 230 superalloy powder with a negligible cost increase. As a result, firstly, the particle size and morphology of the powder particles are characterized. Furthermore, the changes in powder flow angle, cohesion index, and powder bed packing density were investigated. Finally, the correlation of built defects and properties with powder spreadability were examined. By incorporating this technology, improvements were made to ensure optimal powder characteristics for additive manufacturing applications.
2. Experimental Methods
The Haynes 230 alloy bar used in this study was sourced from Central Iron & Steel Research Co., Ltd, Beijing, China. The composition of the alloy is shown in Table 1. The alloy bar was melted in a crucible to achieve a superheat temperature of 250 °C. Subsequently, the molten metal was poured into a tundish crucible and directed into the atomization process through a bottom diversion. During atomization, high-pressure gas broke the molten metal into metal droplets, with high-purity argon serving as the atomizing gas. Throughout the flight and solidification of the droplets in the atomizing chamber, high-purity oxygen was introduced into the middle of the atomizing chamber. The flow ratio of argon to oxygen was set at 1500:1, resulting in the formation of a thin oxide layer on the surface of the powder particles. The solidified droplet particles were then collected in the powder tank. Following the atomization process, the powders were sieved using meshes ranging in size from 15 to 53 μm.

Table 1.
Normal chemical composition of Haynes 230 alloy.
For the purpose of comparison, atomized powders were also produced under identical process conditions:
- Powder 1 was obtained through the gas atomization production route.
- Powder 2 was produced using the gas atomization and ISMO production route.
The morphology of the particles was visually analyzed using a Hitachi S4800 scanning electron microscope (Tokyo, Japan). The oxygen content of both Powder 1 and Powder 2 were analyzed using an ONH 836 instrument (Leco, MI, USA). To confirm the crystal structure, the powders were examined using an X-ray diffractometer (XRD) with CuKα radiation in the 2θ range from 20° to 90° with a step size 1°/min.
The flowability of the powders was evaluated using two characterization setups: a Hall flowmeter and a Granu tools powder rheometer. In order to assess the powder bed density, an enclosed hollow model was designed to seal the powders on the powder bed during the printing process. This allowed for an in situ evaluation of the powder bed density [21]. Defects in as-built and HIPed specimens were characterized using an OM optical microscope. Statistical analyses of the defects in the as-built state were carried out using image pro software. The microstructure of the as-built and HIP states was investigated using SEM. SEM samples were electrolytically polished with a solution composition of 20% vol sulfuric acid and 80% vol methanol at 20 V for 4 s.
LPBF process of two powders were carried out using SLM Solutions 125HL machine. In order to analyze the distribution of the building defects of the two powders under different building parameters, six groups of printing parameters were selected. All samples were built under argon protected atmosphere with oxygen content below 100 ppm during the LPBF process. The samples in the build state were subjected to HIP heat treatment at 1200 °C for 4 h under argon protected conditions and then furnace-cooled to room temperature for mechanical property characterization. The tensile properties of the fabricated materials were evaluated using a universal tensile testing machine (UTM) (GNT100, China) following the GB/T 228.1 standard [22]. The specimens were prepared in accordance with the GB/T 228.1, with a length of 65 mm and a diameter of 5 mm. Six parallel specimens were tested for each material at a crosshead speed of 0.5 mm/min, where the tensile direction was vertical to the Z-axis building direction.
3. Results and Discussion
Table 2 presents the particle size distributions (PSDs) of both Powder 1 and Powder 2. Table 2 indicates that Powder 1 and Powder 2 have comparable D 10, D 50, and D 90 values, as well as similar span values. However, the particle size of Powder 1 is slightly smaller than that of Powder 2. This difference could be attributed to the fact that the ISMO process reduces the agglomeration between powder particles. Additionally, agglomerates of fine particles are more difficult to remove during the sieving process when using Powder 1.
Table 2.
The laser particle size distribution (PSD) of the powders.
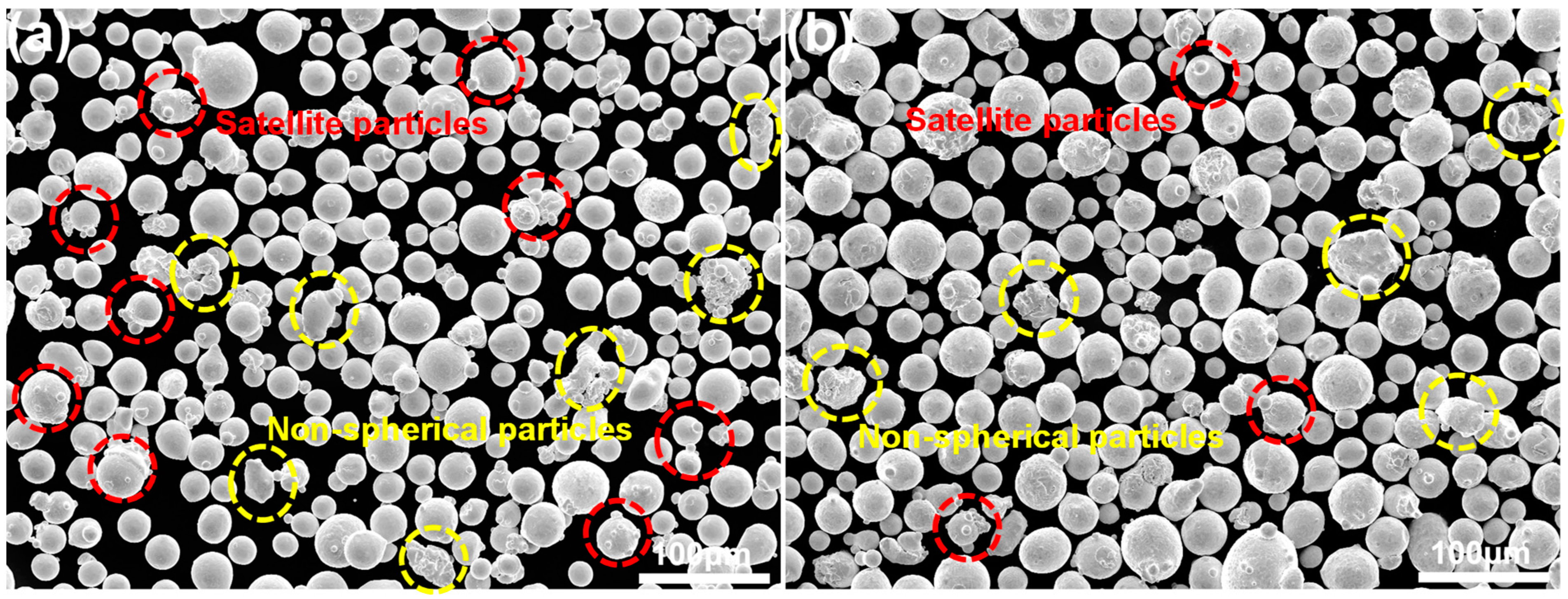
The morphology and sphericity of both powders were characterized, and the results were presented in Figure 1. As depicted in Figure 1 (stay the same with graphical representation), the morphology of both powders is predominantly spherical. However, a number of satellite particles and a few irregular particles were observed within the powder particles, which can be attributed to the specific GA production process [23]. During the atomization process, the interaction between the gas and the molten metal leads to the destabilization and fragmentation of the metal film, resulting in the formation of droplets. During the flight of the droplets, collisions and agglomeration occur within the atomizing chamber, leading to the formation of irregular particles. Moreover, due to the differing rates of solidification and spherification between larger and smaller droplets, the smaller particles tend to adhere to the surface of larger particles during the solidification process, resulting in the formation of a satellite powder [24,25]. Further analysis can be concluded that after the ISMO process, the satellite powder particles in Powder 2 are significantly less than the argon atomized Powder 1. This is mainly because the ISMO process reduced the surface energy of the particles during the solidification process of the droplets. As a result, this decreased the chance of fine particles sticking to the surface of larger particles. The presence of satellite particles is an important negative factor for the flowability and spreadability of the powder [15].
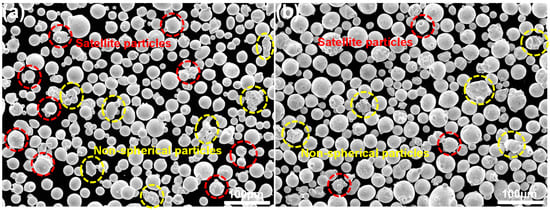
Figure 1.
SEM images of the Haynes 230 powders of size in 15–53 μm. (a) Powder 1; (b) Powder 2.
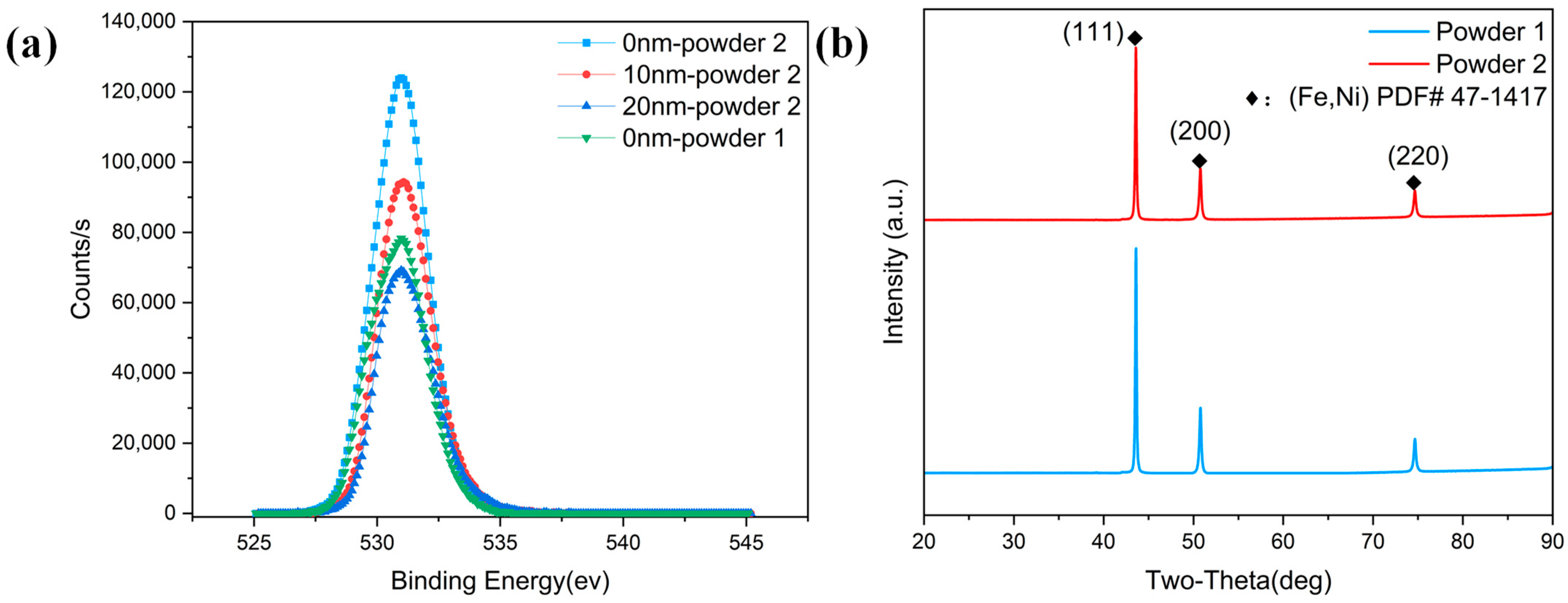
To analyze the oxygen content and distribution in the powder particles after the ISMO process, the oxygen tests were conducted on both powder samples. The oxygen content in the powders is summarized in Table 3. Following the ISMO process, the oxygen content in the powder increased from 110 ppm to 180 ppm. Additionally, the thickness of the oxide layer on the surface of Powder 2 particles increased after the ISMO process. The XPS analysis results in Figure 2 indicate that the increased thickness of the surface oxide layer is approximately 10–20 nm. The XRD results presented in Figure 3 demonstrate that both powders exhibit a single-phase FCC (face-centered cubic) crystal structure. Comparing the XRD patterns of the powders after gas atomization and in situ micro-oxidation gas atomization, the peak positions in both powders were nearly identical. These findings suggest that the method of in situ micro-oxidation gas atomization enables the fabrication of Haynes 230 powders with a single-phase FCC structure and relatively low levels of oxides.
Table 3.
Oxygen content in Powder 1 and Powder 2.
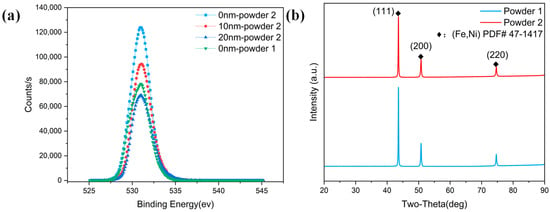
Figure 2.
Oxygen content and distribution of the powders. (a) XPS results of the oxide layer thickness on the surface of the powders; (b) XRD results of the powders after ball-milling and plasma treatment in a 2θ range from 20°to 90°.
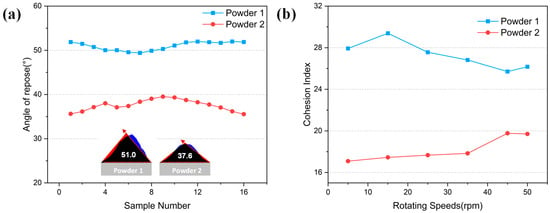
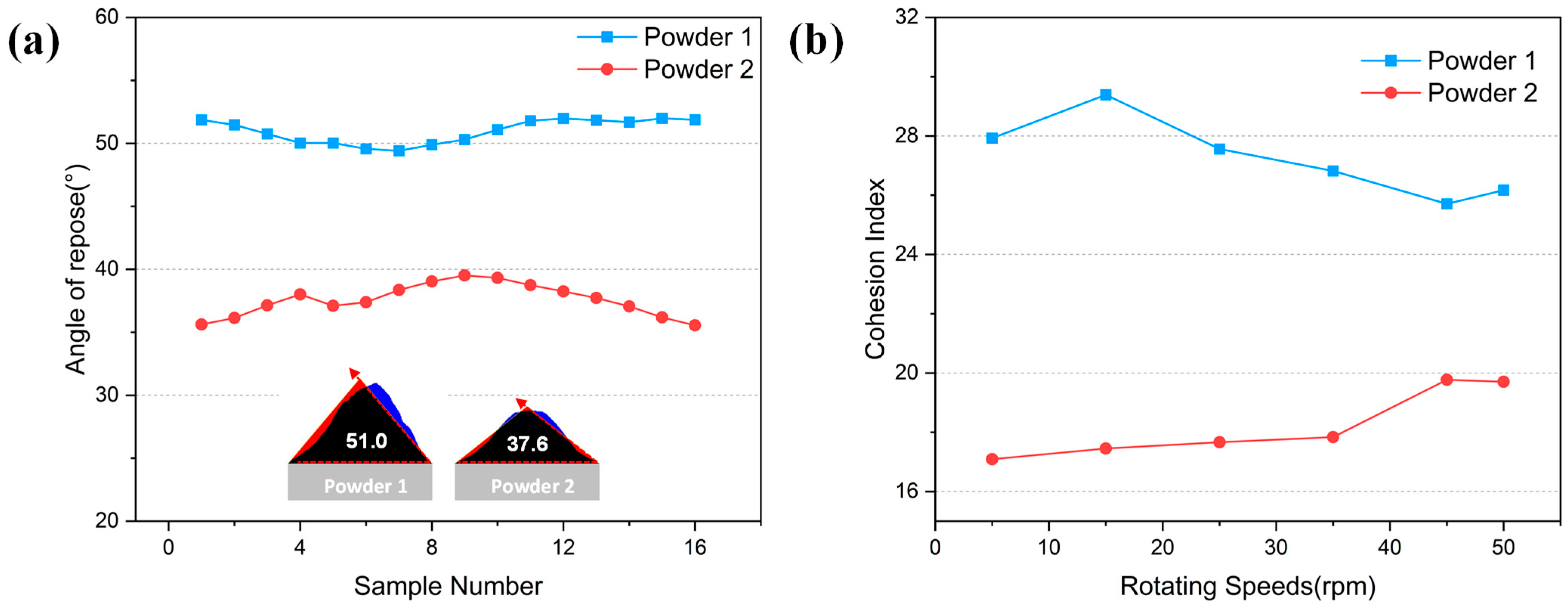
Figure 3.
Flow and spreading behavior of the two different types of powders. (a) Static angle of repose; (b) Dynamic cohesion index.
Hall flowmeter, angle of repose, and dynamic flow behavior were conducted to investigate the flowability and spreadability of powders. The flowability of Powder 1 (GA process) was measured to be 50.3 s/50 g, indicating poor flowability. However, Powder 2 produced via the ISMO gas atomization process exhibited significantly improved flowability, with a flow time of 11.8 s/50 g as determined by the Hall flow test. Figure 3a presents the static angle of repose for the two powders. The average angle of repose for Powder 1 was measured at 51.0°, while Powder 2 showed an average angle of repose of 37.6°. This indicates that the inter-particle friction and cohesion forces in Powder 2 are lower compared to Powder 1, contributing to its improved flowability. These results suggest that the ISMO process plays a significant role in enhancing the flowability of the powder.
The dynamic cohesion index of Powder 2 after ISMO is significantly lower than that of Powder 1 (Figure 3b). This observation suggests that Powder 2 exhibits improved spreadability on the powder bed compared to Powder 1. Consequently, Powder 2’s enhanced spreadability is expected to result in a more uniform and dense powder layer on the powder bed [26].
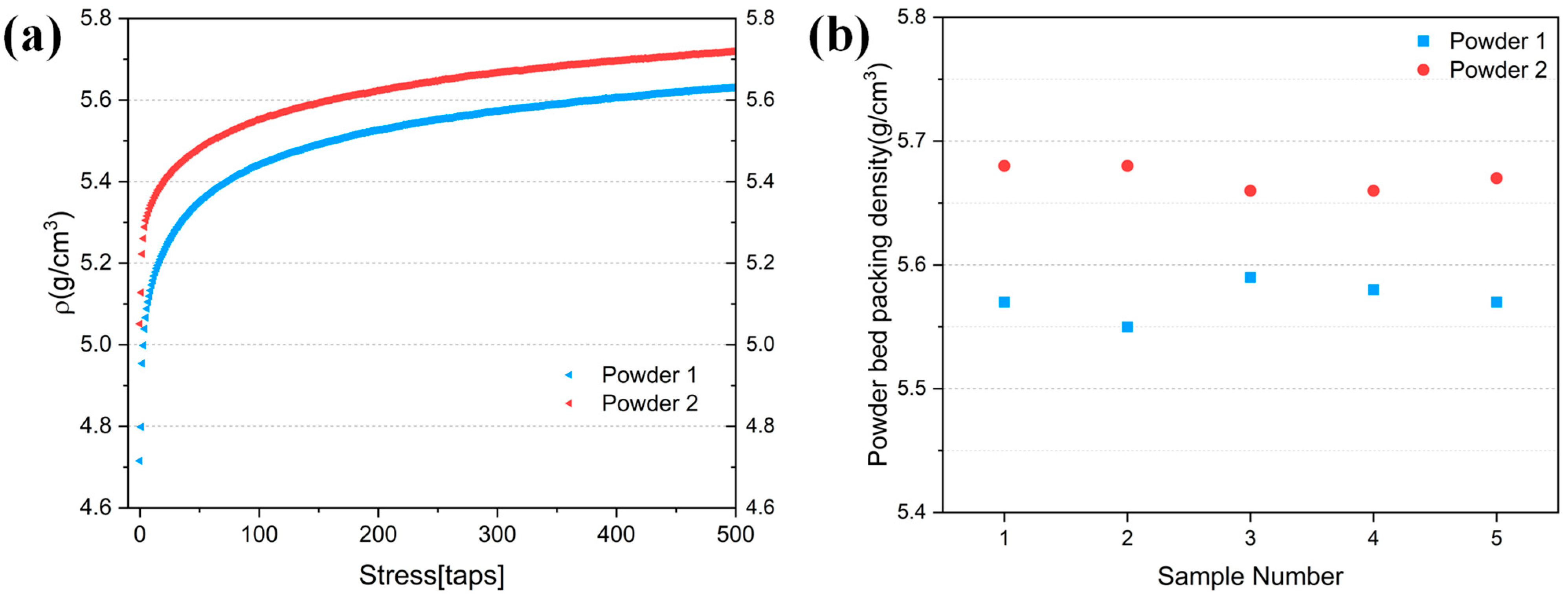
The results regarding the influence of the powder morphology, flowability, and cohesion index on the powder packing density are summarized in Table 4 and illustrated in Figure 4. In comparison to Powder 1, Powder 2, following the ISMO process, exhibits a higher bulk density and lower Hausner ratio. This indicates that Powder 2 possesses improved flowability and spreadability, aligning with the findings from the dynamic flow angle analysis. The powder bed densities of Powder 1 and Powder 2 are recorded as 5.58 g/cm3 and 5.67 g/cm3, respectively (Figure 4b). This represents a relative density increase of 1.1% based on the theoretical density of 8.9 g/cm3. The higher powder bed density observed for Powder 2 suggests a reduced presence of voids between particles during the powder recoating process. Consequently, under the same laser energy input, the molten pool can more effectively fill these voids, facilitating the formation of a uniform and dense melt channel. Ultimately, this leads to a higher relative density in the built specimen [27,28].
Table 4.
Comparation of packing densities of the two different types of powders.
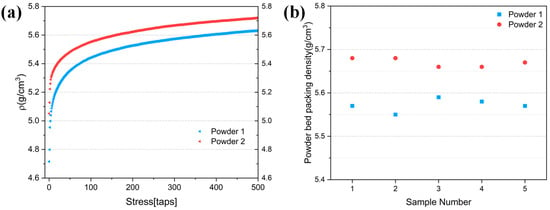
Figure 4.
Influence of powder characteristics on packing density. (a) Tapped density curves; (b) powder bed density of the two different types powders.
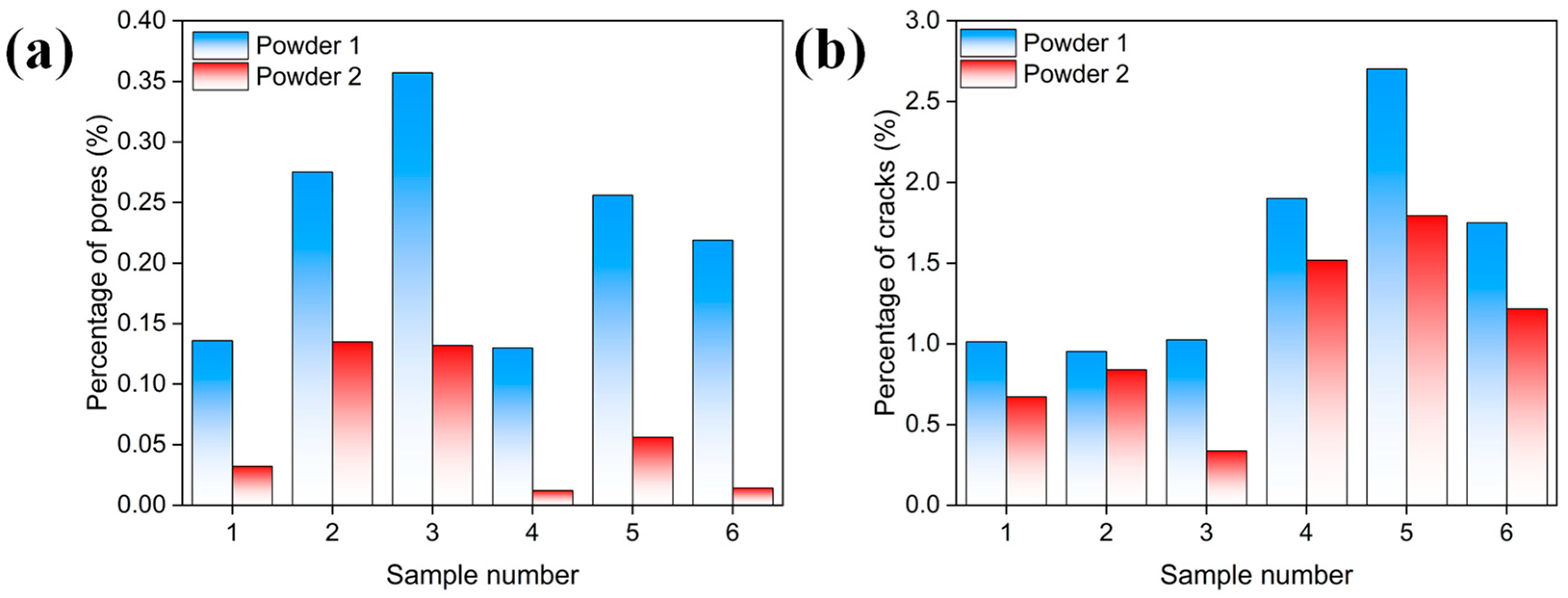
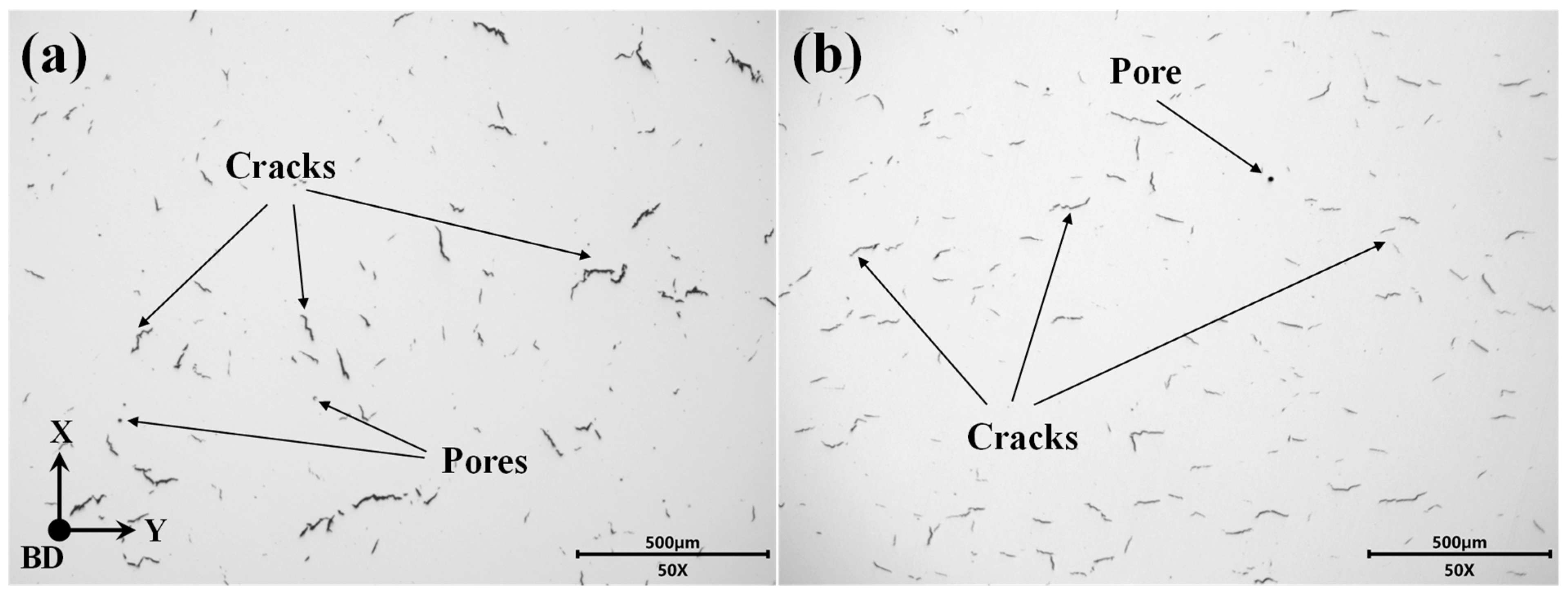
The building process parameters of the two different types of powders were shown in Table 5. The defects under different process parameters were analyzed in Figure 5. It can be seen that the percentage of pores and cracks was lower than that of the original atomized powder under different forming process parameters after the ISMO process of the powder. In particular, the number of pore defects appeared to be significantly decreased. The microstructure results of the 1# samples are shown in Figure 6, and the results show that there are two kinds of defects, cracks and pores, in the two kinds of powder-forming specimens’ morphology, which is consistent with the results reported in the literature [29]. In comparison with the results of the original argon-atomized Powder 1, the crack and pore defects in the specimen of Powder 2 after ISMO were reduced, with the width of the cracks becoming narrower and shorter, and the number of pores being reduced. This indicates that the micro-oxidation of the particle surface through the ISMO process enhances the flowability and spreadability of the powder, which further improves the stacking density and spreading quality of the powder on the powder bed, and ultimately contributes to the enhancement of the building densities.
Table 5.
The building process parameters of the two different types of powders (Hatch distance: 0.09 mm; layer thickness: 0.03 mm).
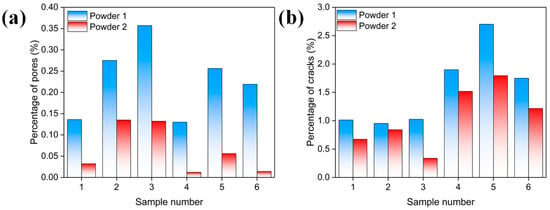
Figure 5.
The defects analysis of the two powders processed by LPBF with various parameters. (a) Pores defects; (b) crack defects.
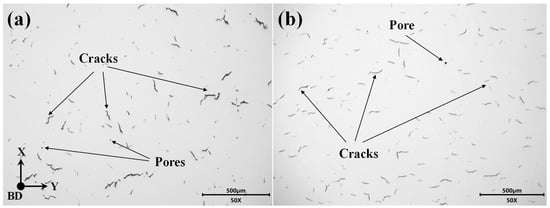
Figure 6.
The optical metallographic images of the two powders processed by LPBF with 1# parameter. (a) Powder 1 and (b) Powder 2 by ISMO process.
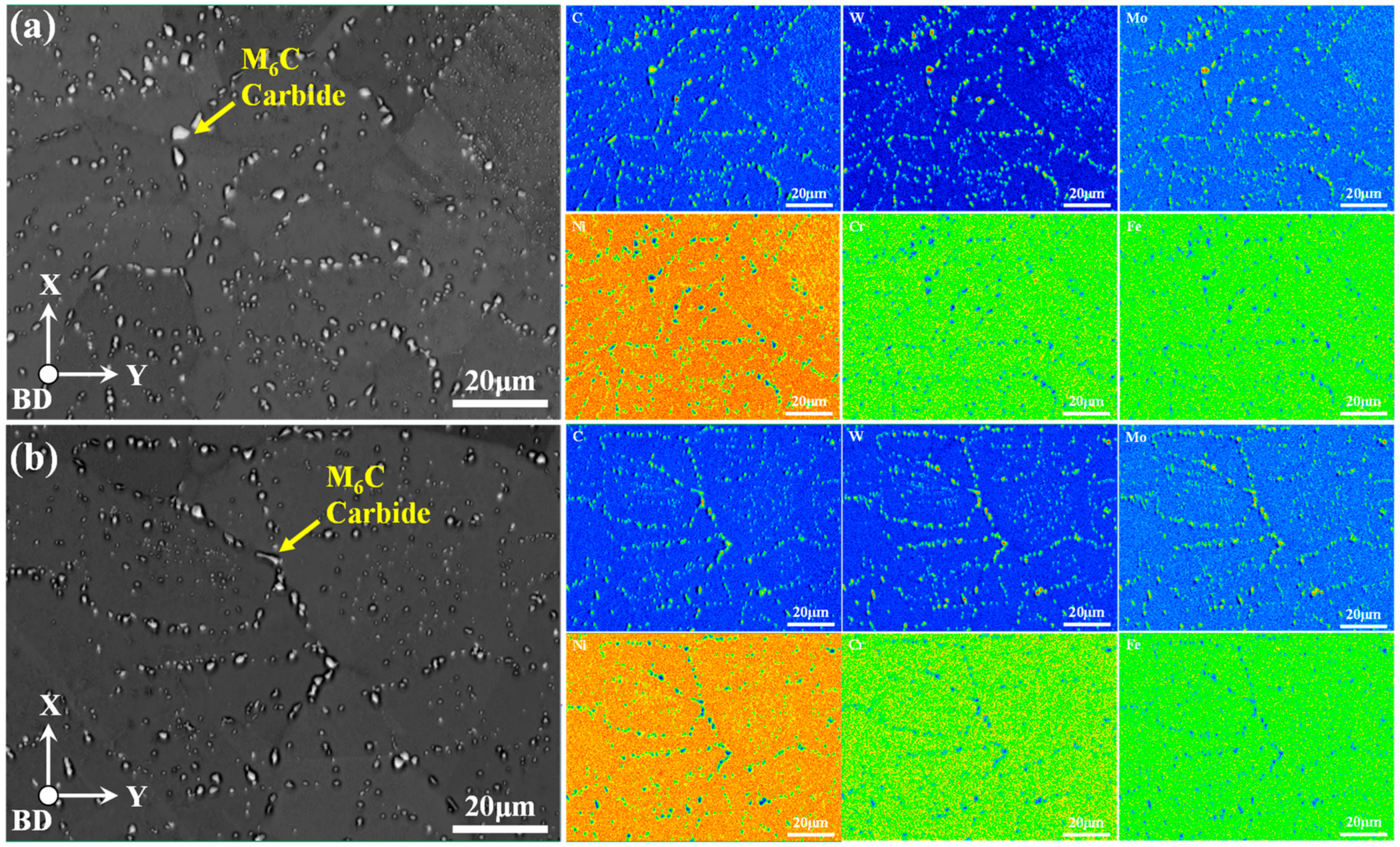
The microstructure of the 1# samples built by the LPBF and HIP treatment process for the two powders is shown in Figure 7. It can be seen that after HIP, cracks and non-fusion defects are eliminated and only small pores remain, indicating that HIP treatment is an effective method to solve printing cracks in the Haynes230 alloy. The carbides are distributed in chains at the grain boundaries. According to the EPMA results and the literature description, the carbides were mainly Mo and W-rich M6C carbides [6].
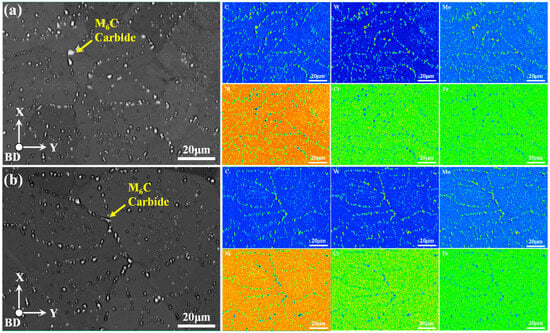
Figure 7.
The microstructure images of the two powders processed by LPBF and HIP treatment with 1# parameter. (a) Powder 1 and (b) Powder 2 by ISMO process.
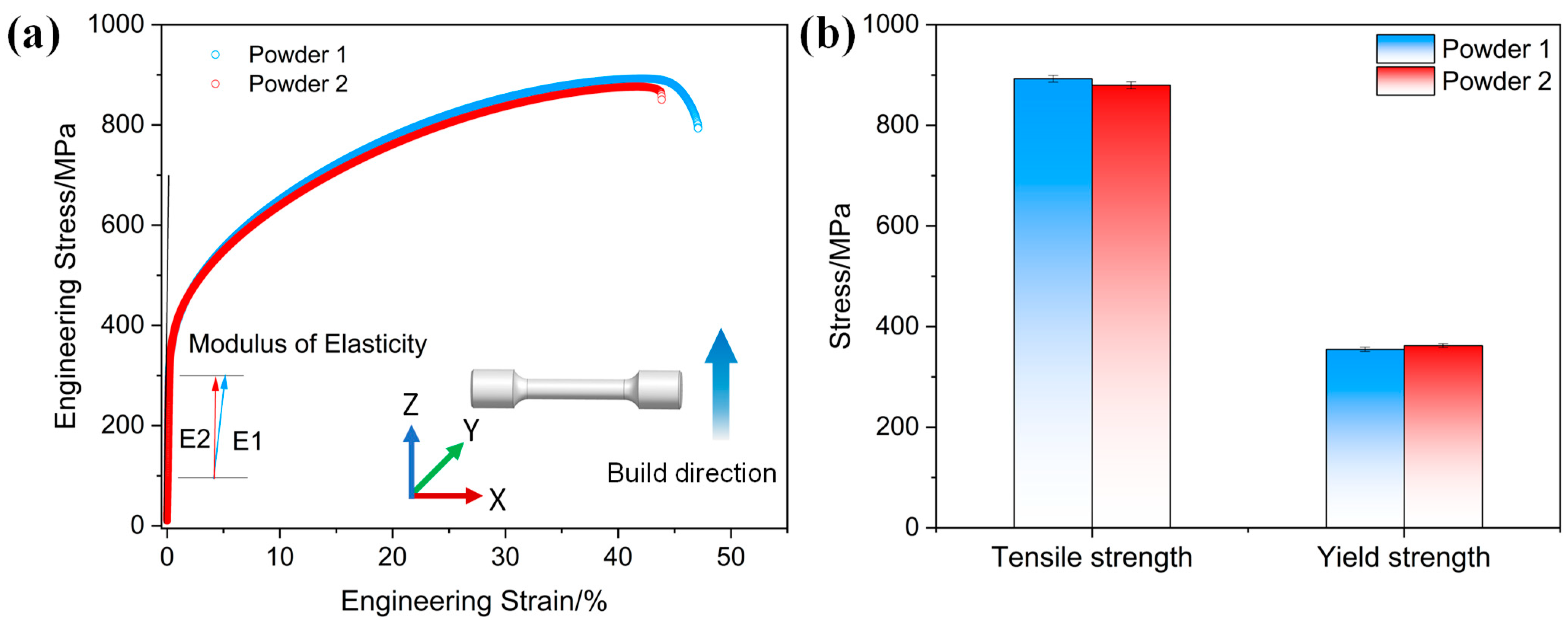
The mechanical property test results after the HIP process are shown in Figure 8. The tensile strength of the sample after Powder 1 formed is 892 MPa, the yield strength is 351 MPa, the elongation is 46.7%, and the modulus of elasticity is 83 GPa. After the ISMO process, the tensile strength is 872 MPa, the yield strength is 362 MPa, the elongation is 40.0%, and the modulus of elasticity is 145 GPa. The comparison of the tensile data show that the ISMO process contributed to the increase in yield strength. In particular, the stiffness of Haynes 230 was significantly improved. The results show that the in situ micro-oxidation process has the potential to improve the stiffness and fatigue strength of additively manufactured alloys.
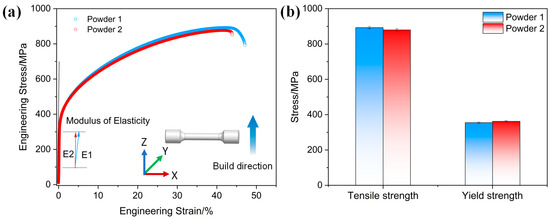
Figure 8.
Mechanical properties of HIP samples with two powders. (a) Tensile true stress–strain curves; (b) error margin of tensile and yield strength.
4. Conclusions
Haynes 230 powders with superior spreadability were produced using the low-cost ISMO gas atomization process successfully. Compared to conventional gas atomization, the proportion of satellite powder in the powder is significantly reduced due to the micro-oxidation process that reduces the adhesion between particles. The angle of repose was reduced by 25% and with a lower dynamic cohesion index, which contributes to the excellent flowability and spreadability. As a result, the powder bed packing density increased to 5.67 g/cm3, corresponding to 63.7% of the theoretical density. The defects percentage of pores and cracks were reduced. The stiffness of built Haynes 230 alloy is increased by 75%. It is worth noting that the mechanism of how the ISMO process affects defects and mechanical properties will continue to be studied in future work. Overall, our work provides a direction for powder development in the LPBF process to meet future needs for larger layer thickness and higher building density.
Author Contributions
Methodology, Z.B. and S.Z.; Resources, G.L. and G.S.; Data curation, L.W.; Writing—original draft, P.Z.; Writing—review & editing, P.Z. and R.W. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Key Research and Development Program of China (Grant No. 2021YFB3702500 and Grant No. 2021YFB3701201) and Advanced Material Systems and Database for Gas Turbine (J2019-VI-0009-0123).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data is contained within the article.
Conflicts of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- Katcher, M.; Klarstrom, D.L. A review of Haynes® 230® and 617 alloys for high temperature gas cooled reactors. Mater. Sci. Forum. 2008, 595, 511–517. [Google Scholar] [CrossRef]
- Boehlert, C.J.; Longanbach, S.C. A comparison of the microstructure and creep behavior of cold rolled HAYNES® 230 alloy™ and HAYNES® 282 alloy™. Mater. Sci. Eng. A 2011, 528, 4888–4898. [Google Scholar] [CrossRef]
- Luo, R.; Liu, Q.; Gao, P.; Liu, T.; Ding, H.; Zhang, D.; Cao, Y.; Cheng, X. Effect of microstructural evolution and mechanical properties of Haynes 230 superalloy during long-term aging at 700 °C. J. Alloys Compd. 2023, 947, 169495. [Google Scholar] [CrossRef]
- Kim, D.; Sah, I.; Kim, D.; Ryu, W.-S.; Jang, C. High temperature oxidation behavior of alloy 617 and Haynes 230 in impurity-controlled helium environments. Oxid. Met. 2011, 75, 103–119. [Google Scholar] [CrossRef]
- Changheui, J.; Daejong, K.I.M.; Donghoon, K.I.M.; Injin, S.A.H.; Woo-Seog, R.Y.U.; Yoo, Y.S. Oxidation behaviors of wrought nickel-based superalloys in various high temperature environments. Trans. Nonferrous Met. Soc. China 2011, 21, 1524–1531. [Google Scholar] [CrossRef]
- Yang, B.; Shang, Z.; Ding, J.; Lopez, J.; Jarosinski, W.; Sun, T.; Richter, N.; Zhang, Y.; Wang, H.; Zhang, X. Investigation of strengthening mechanisms in an additively manufactured Haynes 230 alloy. Acta Mater. 2022, 222, 117404. [Google Scholar] [CrossRef]
- Bauer, T.; Dawson, K.; Spierings, A.B.; Wegener, K. Microstructure and mechanical characterisation of SLM processed Haynes® 230®. In Proceedings of the 26th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 10–12 August 2015; Laboratory for Freeform Fabrication and University of Texas at Austin: Austin, TX, USA, 2015; pp. 813–822. Available online: https://hdl.handle.net/2152/89380 (accessed on 24 March 2023).
- Safaei, K.; Abedi, H.; Nematollahi, M.; Kordizadeh, F.; Dabbaghi, H.; Bayati, P.; Javanbakht, R.; Jahadakbar, A.; Elahinia, M.; Poorganji, B. Additive manufacturing of NiTi shape memory alloy for biomedical applications: Review of the LPBF process ecosystem. J. Miner. 2021, 73, 3771–3786. [Google Scholar] [CrossRef]
- Dunbar, A.J.; Denlinger, E.R.; Heigel, J.; Michaleris, P.; Guerrier, P.; Martukanitz, R.; Simpson, T. Development of experimental method for in situ distortion and temperature measurements during the laser powder bed fusion additive manufacturing process. Addit. Manuf. 2016, 12, 25–30. [Google Scholar] [CrossRef]
- Cao, S.; Zou, Y.; Lim, C.V.S.; Wu, X. Review of laser powder bed fusion (LPBF) fabricated Ti-6Al-4V: Process, post-process treatment, microstructure, and property. Light Adv. Manuf. 2021, 2, 313–332. [Google Scholar] [CrossRef]
- Avrampos, P.; Vosniakos, G.C. A review of powder deposition in additive manufacturing by powder bed fusion. J. Manuf. Process. 2022, 74, 332–352. [Google Scholar] [CrossRef]
- Vock, S.; Klöden, B.; Kirchner, A.; Weißgärber, T.; Kieback, B. Powders for powder bed fusion: A review. Prog. Addit. Manuf. 2019, 4, 383–397. [Google Scholar] [CrossRef]
- Mussatto, A.; Groarke, R.; O’Neill, A.; Obeidi, M.A.; Delaure, Y.; Brabazon, D. Influences of powder morphology and spreading parameters on the powder bed topography uniformity in powder bed fusion metal additive manufacturing. Addit. Manuf. 2021, 38, 101807. [Google Scholar] [CrossRef]
- Tan, J.H.; Wong WL, E.; Dalgarno, K.W. An overview of powder granulometry on feedstock and part performance in the selective laser melting process. Addit. Manuf. 2017, 18, 228–255. [Google Scholar] [CrossRef]
- Ruan, G.; Liu, C.; Qu, H.; Guo, C.; Li, G.; Li, X.; Zhu, Q. A comparative study on laser powder bed fusion of IN718 powders produced by gas atomization and plasma rotating electrode process. Mater. Sci. Eng. A 2022, 850, 143589. [Google Scholar] [CrossRef]
- Riener, K.; Albrecht, N.; Ziegelmeier, S.; Ramakrishnan, R.; Haferkamp, L.; Spierings, A.B.; Leichtfried, G.J. Influence of particle size distribution and morphology on the properties of the powder feedstock as well as of AlSi10Mg parts produced by laser powder bed fusion (LPBF). Addit. Manuf. 2020, 34, 101286. [Google Scholar] [CrossRef]
- Brika, S.E.; Letenneur, M.; Dion, C.A.; Brailovski, V. Influence of particle morphology and size distribution on the powder flowability and laser powder bed fusion manufacturability of Ti-6Al-4V alloy. Addit. Manuf. 2020, 31, 100929. [Google Scholar] [CrossRef]
- Doñate-Buendía, C.; Frömel, F.; Wilms, M.B.; Streubel, R.; Tenkamp, J.; Hupfeld, T.; Nachev, M.; Gökce, E.; Weisheit, A.; Barcikowski, S.; et al. Oxide dispersion-strengthened alloys generated by laser metal deposition of laser-generated nanoparticle-metal powder composites. Mater. Des. 2018, 154, 360–369. [Google Scholar] [CrossRef]
- Yablokova, G.; Speirs, M.; Van Humbeeck, J.; Kruth, J.-P.; Schrooten, J.; Cloots, R.; Boschini, F.; Lumay, G.; Luyten, J. Rheological behavior of β-Ti and NiTi powders produced by atomization for SLM production of open porous orthopedic implants. Powder Technol. 2015, 283, 199–209. [Google Scholar] [CrossRef]
- Sharma, R.; Setia, G. Mechanical dry particle coating on cohesive pharmaceutical powders for improving flowability-A review. Powder Technol. 2019, 356, 458–479. [Google Scholar] [CrossRef]
- Farzadfar, S.A.; Murtagh, M.J.; Venugopal, N. Impact of IN718 bimodal powder size distribution on the performance and productivity of laser powder bed fusion additive manufacturing process. Powder Technol. 2020, 375, 60–80. [Google Scholar] [CrossRef]
- GB/T 228.1-2021; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. National Steel Standardization Technical Committee: Beijing, China, 2021.
- Özbilen, S. Satellite formation mechanism in gas atomised powders. Powder Metall. 1999, 42, 70–78. [Google Scholar] [CrossRef]
- Beckers, D.; Ellendt, N.; Fritsching, U.; Uhlenwinkel, V. Impact of process flow conditions on particle morphology in metal powder production via gas atomization. Adv. Powder Technol. 2020, 31, 300–311. [Google Scholar] [CrossRef]
- Xie, B.; Fan, Y.Z.; Miao, Q.D. Study on the process of TC4 powders prepared by electrode induction melting gas atomization for laser 3D printing. IOP Conf. Ser. Mater. Sci. Eng. 2019, 668, 012008. [Google Scholar] [CrossRef]
- Gärtner, E.; Jung, H.Y.; Peter, N.J.; Dehm, G.; Jägle, E.A.; Uhlenwinkel, V.; Mädler, L. Reducing cohesion of metal powders for additive manufacturing by nanoparticle dry-coating. Powder Technol. 2021, 379, 585–595. [Google Scholar] [CrossRef]
- Abu-Lebdeh, T.; Damptey, R.; Lamberti, V.; Hamoush, S. Powder packing density and its impact on SLM-based additive manufacturing. In Proceedings of the TMS 2019 148th Annual Meeting & Exhibition Supplemental Proceedings, San Antonio, TX, USA, 10–14 March 2019; Henry, B., Ed.; Gonzalez Convention Center: San Antonio, TX, USA; Springer International Publishing: Berlin/Heidelberg, Germany, 2019; pp. 355–367. [Google Scholar] [CrossRef]
- German, R.M. Prediction of sintered density for bimodal powder mixtures. Metall. Trans. A 1992, 23, 1455–1465. [Google Scholar] [CrossRef]
- Zhao, Y.; Ma, Z.; Yu, L.; Liu, Y. New alloy design approach to inhibiting hot cracking in laser additive manufactured nickel-based superalloys. Acta Mater. 2023, 247, 118736. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).