
Influence of Processing Parameters on Microstructure and Surface Hardness of Hypereutectic Al-Si-Fe-Mg Alloy via Friction Stir Processing
 , ,
, ,
Abstract
:1. Introduction
2. Experimental Details
2.1. Materials
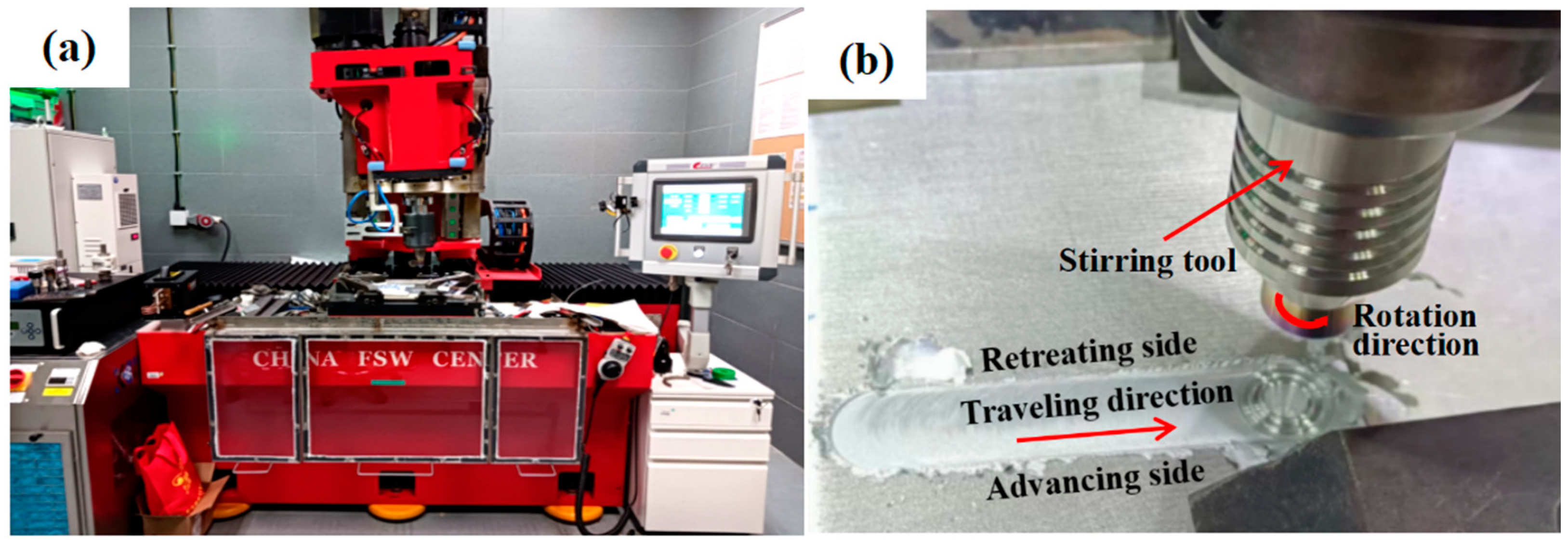
2.2. Friction Stir Processing (FSP)
2.3. Design of Experiments
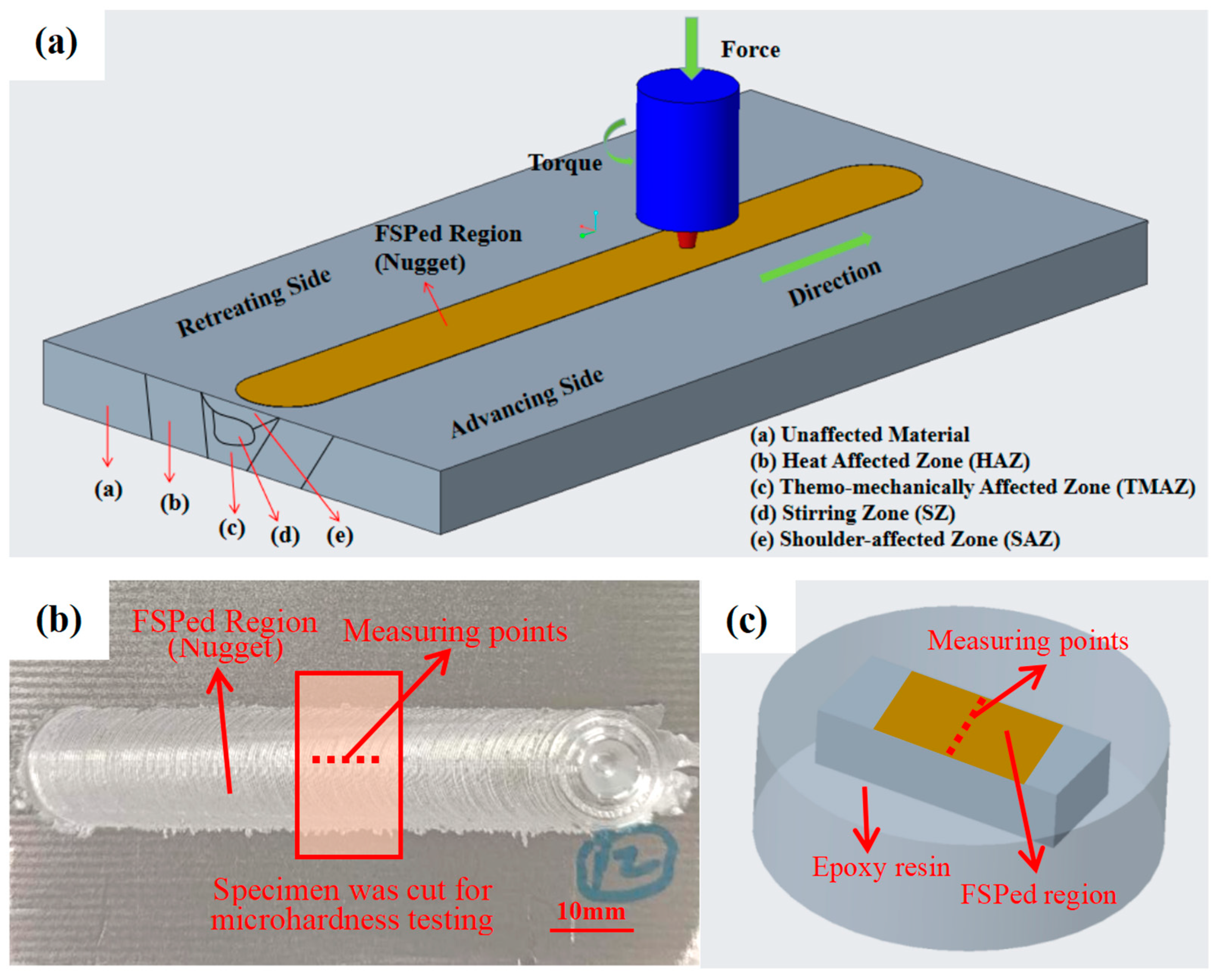
2.4. Characterization of FSPed Specimens
3. Results and Discussion
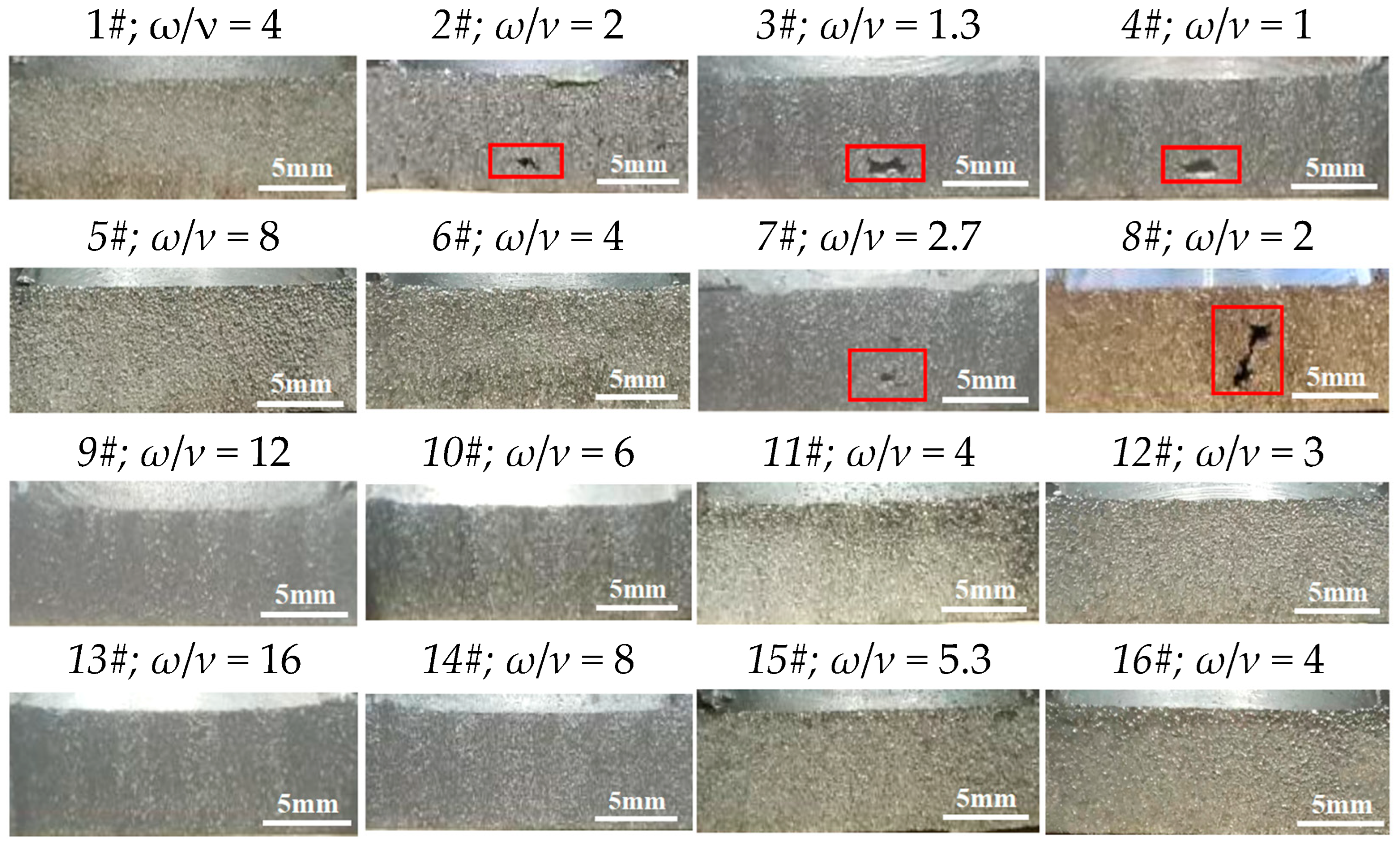
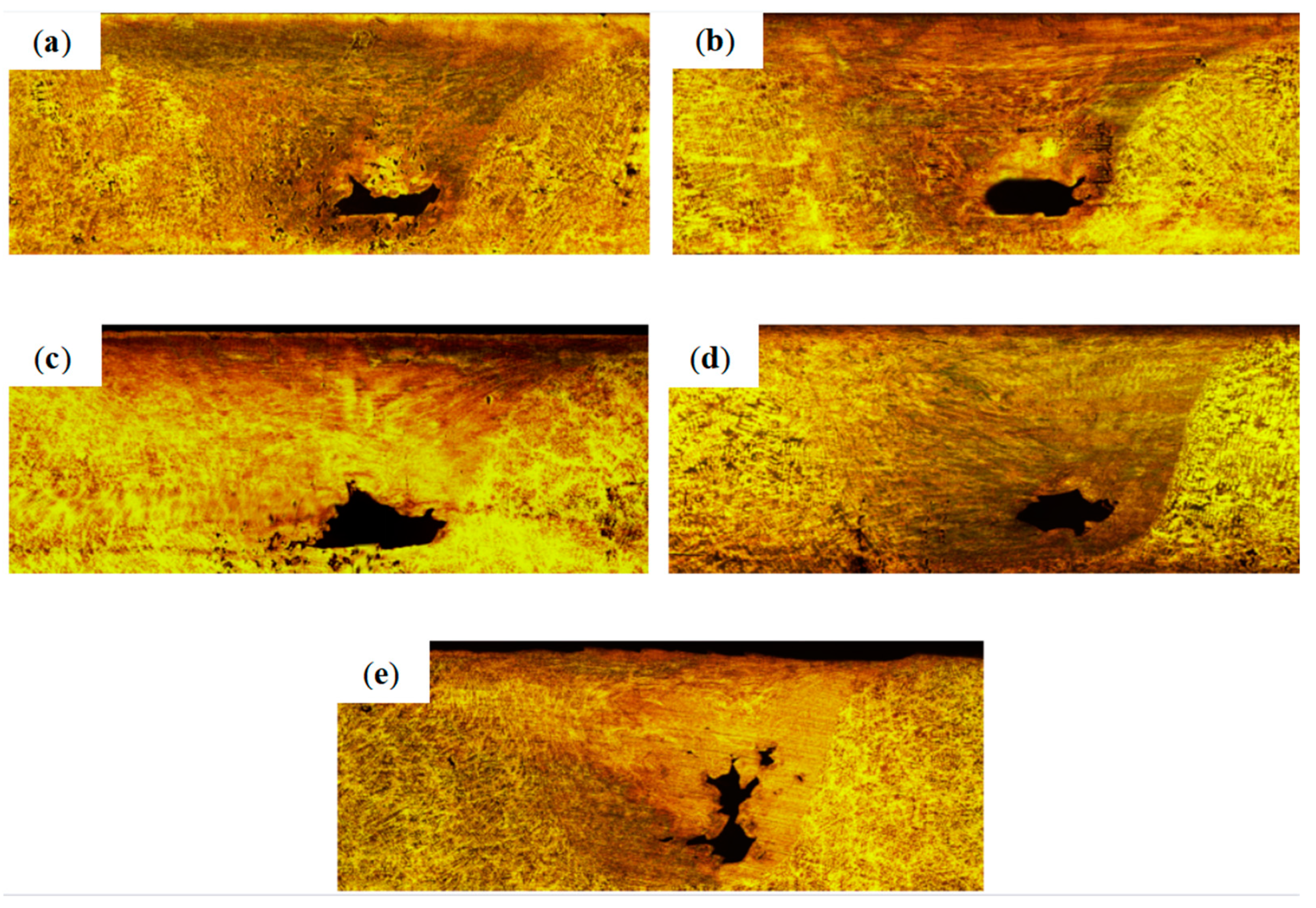
3.1. Macrostructure Analysis
- (1)
- When the value of ω/ν is less than 3, the FSPed specimens are likely to be defective.
- (2)
- The appearance of voids and tunnel defects largely depends on the effective heat input.
- (3)
- As ν increases, the heat input is insufficient, and the size of the tunnel defects becomes larger.
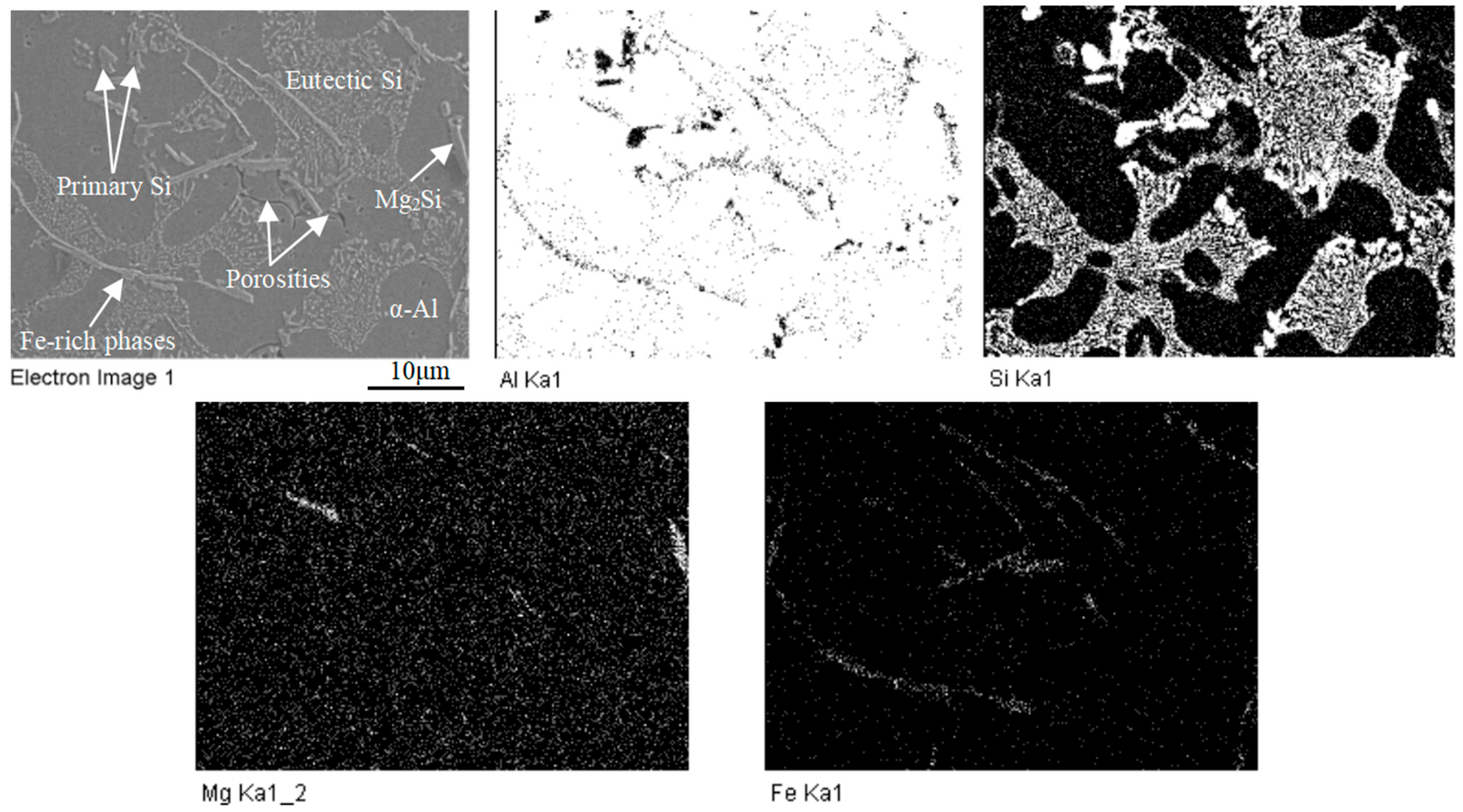
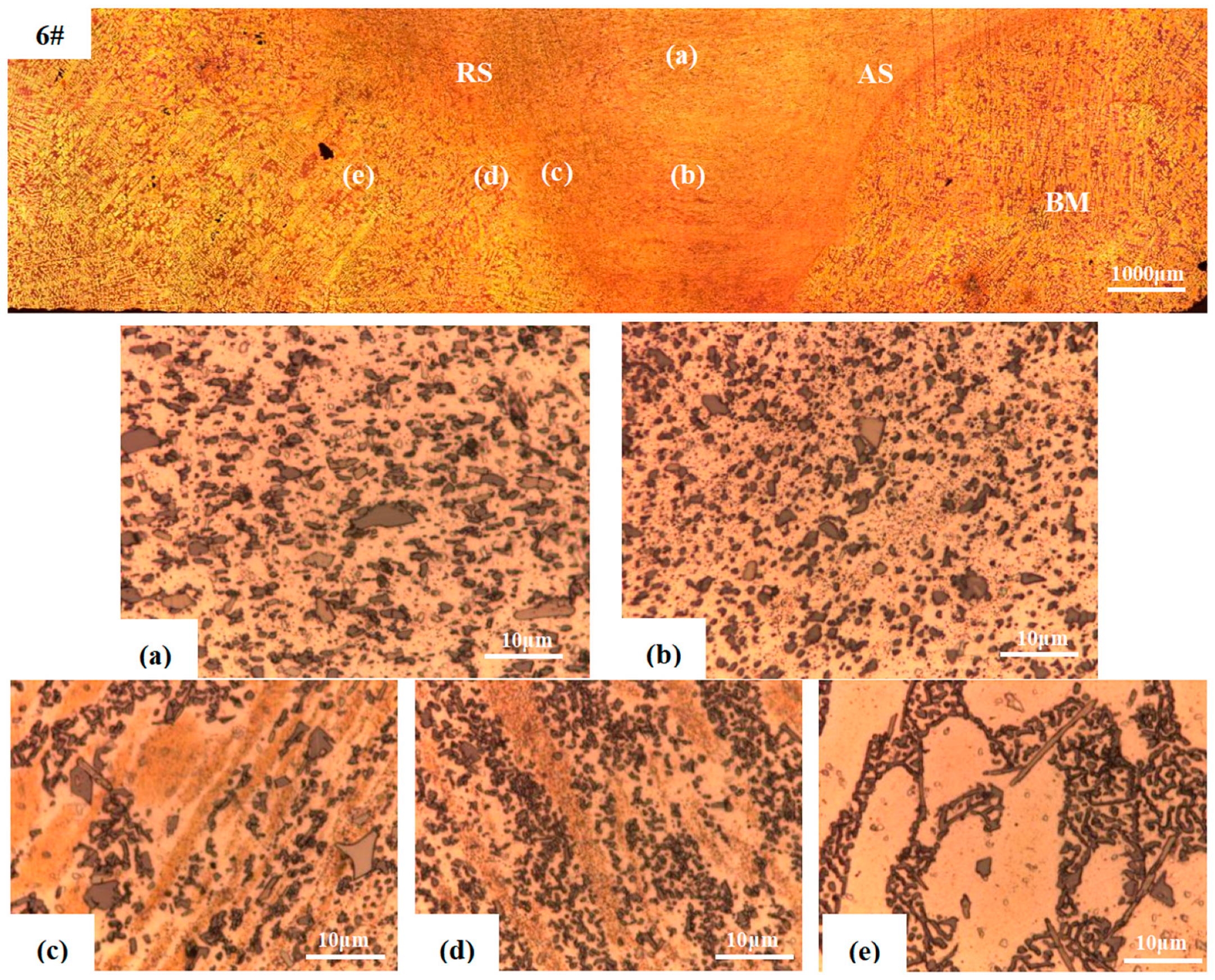
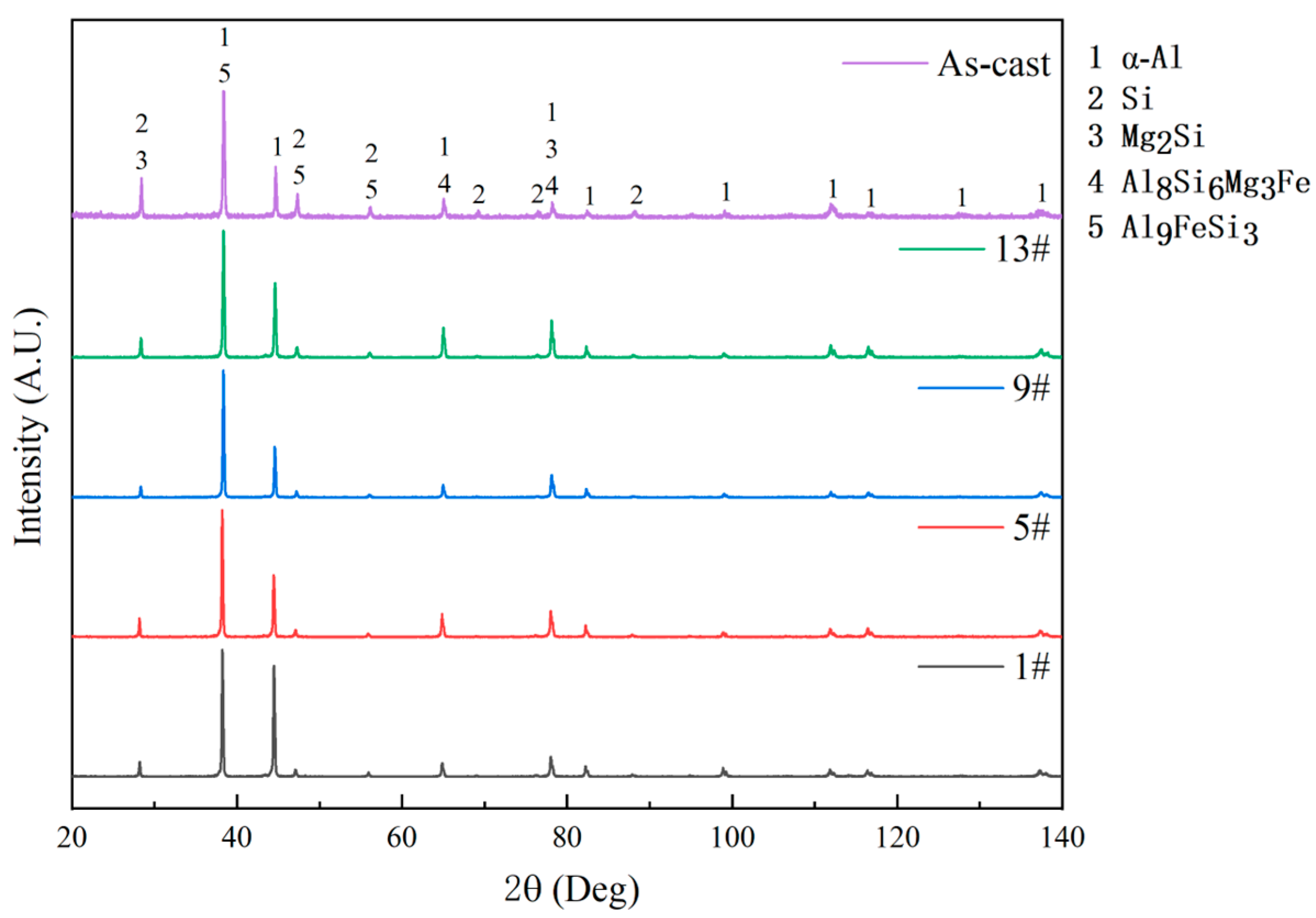
3.2. Microstructure Analysis
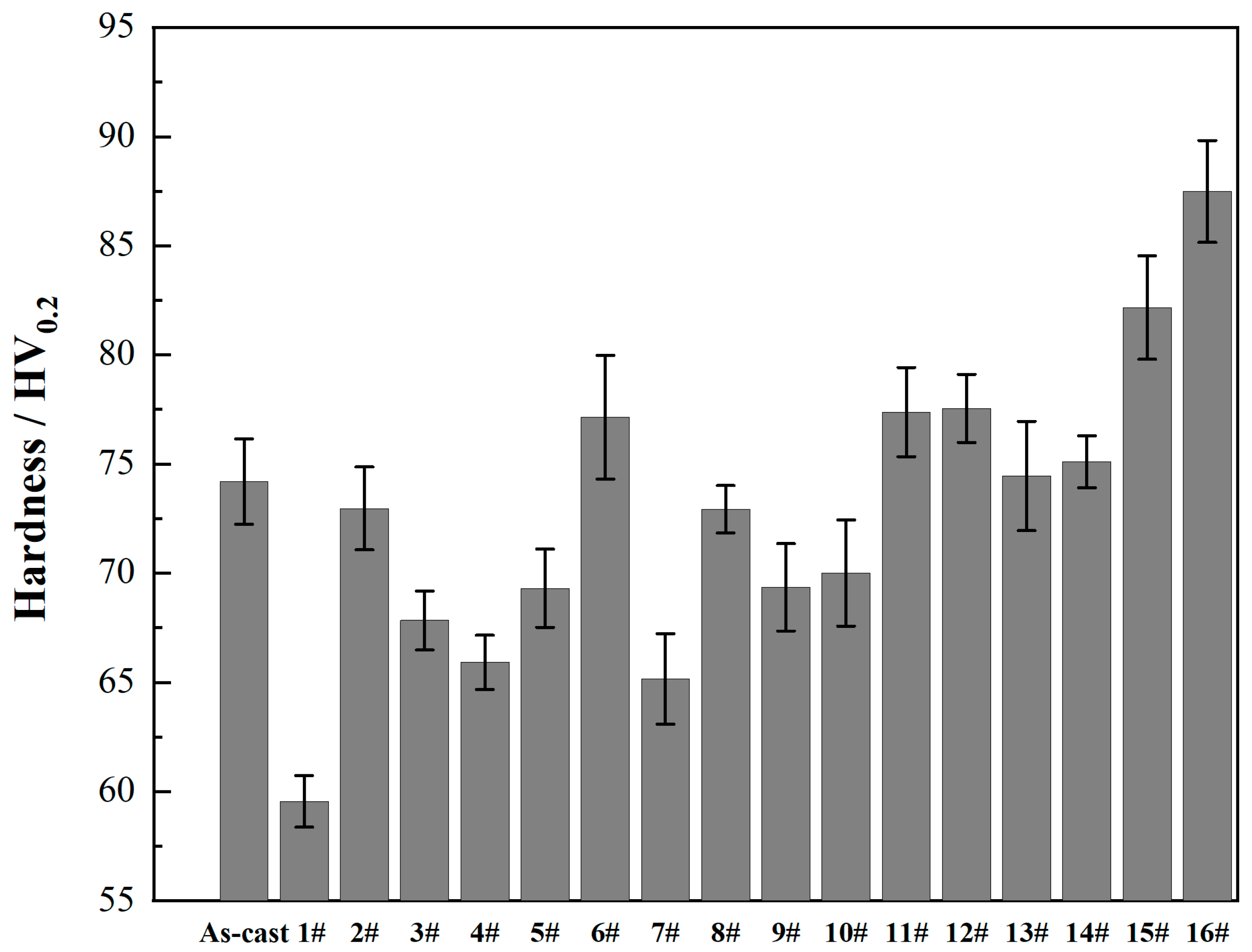
3.3. Hardness
4. Statistical Modeling of Hardness
5. Optimization of FSP Parameters
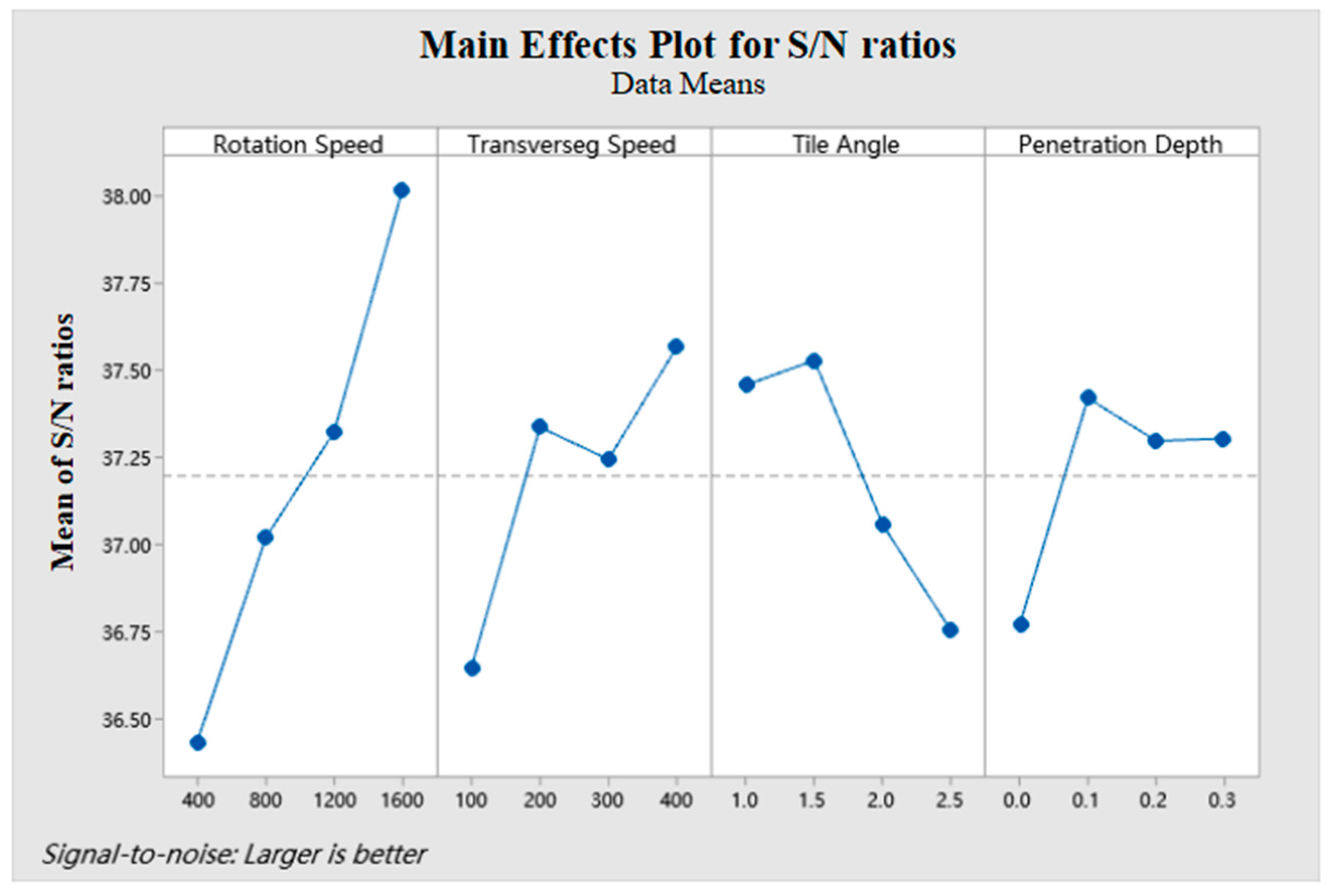
5.1. Analysis of S/N Ratio
5.2. Analysis of Variance (ANOVA)
5.3. Optimization Results and Experimental Verification
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tsai, F.Y.; Kao, P.W. Improvement of mechanical properties of a cast Al–Si base alloy by friction stir processing. Mater. Lett. 2012, 80, 40–42. [Google Scholar] [CrossRef]
- Izumi, T. Method of Making Internal Combustion Engine Cylinder Made of an Aluminum Alloy Enriched with Wear Resistant Component on the Inside Surface. U.S. Patent 3,536,123, 27 October 1970. [Google Scholar]
- Dash, S.S.; Chen, D.A. Review on Processing–Microstructure–Property Relationships of Al-Si Alloys: Recent Advances in Deformation Behavior. Metals 2023, 13, 609. [Google Scholar] [CrossRef]
- Vijeesh, V.; Ravi, M.; Prabhu, K.N. The Effect of the Addition of Strontium and Cerium Modifiers on Microstructure and Mechanical Properties of Hypereutectic Al-Si (LM30) Alloy. Mater. Perform. Charact. 2013, 2, 296–307. [Google Scholar] [CrossRef]
- Mallick, A.; Setti, S.G.; Sahu, R.K. Centrifugally cast functionally graded materials Fabrication and challenges for probable automotive cylinder liner application. Ceram. Int. 2023, 49, 8649–8682. [Google Scholar] [CrossRef]
- Mbuya, T.O.; Odera, B.O.; Ng’ang’a, S.P. Influence of iron on castability and properties of aluminium silicon alloys: Literature review. Int. J. Cast Met. Res. 2016, 16, 451–465. [Google Scholar] [CrossRef]
- Li, Q.; Qiu, F.; Dong, B.X.; Yang, H.Y.; Shu, S.L.; Zha, M.; Jiang, Q.C. Investigation of the influences of ternary Mg addition on the solidification microstructure and mechanical properties of as-cast Al–10Si alloys. Mater. Sci. Eng. A 2020, 798, 140247. [Google Scholar] [CrossRef]
- Rao, A.G.; Ravi, K.R.; Ramakrishnarao, B.; Deshmukh, V.P.; Sharma, A.; Prabhu, N.; Kashyap, B.P. Recrystallization Phenomena During Friction Stir Processing of Hypereutectic Aluminum-Silicon Alloy. Metall. Mater. Trans. A 2012, 44, 1519–1529. [Google Scholar] [CrossRef]
- Sakow, S.; Tokunaga, T.; Ohno, M.; Matsuura, K. Microstructure refinement and mechanical properties improvement of Al-Si-Fe alloys by hot extrusion using a specially designed high-strain die. J. Mater. Process. Technol. 2020, 277, 116447. [Google Scholar] [CrossRef]
- Liu, X.; Beausir, B.; Zhang, Y.; Gan, W.; Yuan, H.; Yu, F.; Esling, C.; Zhao, X.; Zuo, L. Heat-treatment induced defect formation in α-Al matrix in Sr-modified eutectic Al–Si alloy. J. Alloys Compd. 2018, 730, 208–218. [Google Scholar] [CrossRef]
- Zhang, M.; Tian, Y.; Zheng, X.; Zhang, Y.; Chen, L.; Wang, J. Research Progress on Multi-Component Alloying and Heat Treatment of High Strength and Toughness Al-Si-Cu-Mg Cast Aluminum Alloys. Materials 2023, 16, 1065. [Google Scholar] [CrossRef] [PubMed]
- Atxaga, G.; Pelayo, A.; Irisarri, A.M. Effect of microstructure on fatigue behaviour of cast Al–7Si–Mg alloy. Mater. Sci. Technol. 2013, 17, 446–450. [Google Scholar] [CrossRef]
- Li, Y.; Jiang, Y.; Liu, B.; Luo, Q.; Hu, B.; Li, Q. Understanding grain refining and anti Si-poisoning effect in Al-10Si/Al-5Nb-B system. J. Mater. Sci. Technol. 2021, 65, 190–201. [Google Scholar] [CrossRef]
- Cheng, W.; Liu, C.Y.; Ge, Z.J. Optimizing the mechanical properties of Al–Si alloys through friction stir processing and rolling. Mater. Sci. Eng. A 2021, 804, 140786. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, J.; Topping, T.D.; Lavernia, E.J. Precipitation and aging phenomena in an ultrafine grained Al-Zn alloy by severe plastic deformation. J. Alloys Compd. 2021, 851, 156931. [Google Scholar] [CrossRef]
- Tang, Y.; Tomita, Y.; Horita, Z. Mechanical Properties and Microstructures of Highly Fe-Containing Al–Mg–Si Alloys Processed by Severe Plastic Deformation under High Pressure. Mater. Trans. 2023, 64, 448–457. [Google Scholar] [CrossRef]
- Bates, W.P.; Patel, V.; Rana, H.; Andersson, J.; Jeroen, D.B.; Mattias, I.; Livan, F. Properties Augmentation of Cast Hypereutectic Al–Si Alloy Through Friction Stir Processing. Met. Mater. Int. 2022, 29, 215–228. [Google Scholar] [CrossRef]
- Meenia, S.; Khan, F.; Babu, S.; Immanuel, R.J.; Panigrahi, S.K.; Janaki-Ram, G.D. Particle refinement and fine-grain formation leading to enhanced mechanical behaviour in a hypo-eutectic Al–Si alloy subjected to multi-pass friction stir processing. Mater. Charact. 2016, 113, 134–143. [Google Scholar] [CrossRef]
- Saini, N.; Dwivedi, D.K.; Jain, P.K.; Singh, H. Surface Modification of Cast Al-17%Si Alloys Using Friction Stir Processing. Procedia Eng. 2015, 100, 1522–1531. [Google Scholar] [CrossRef]
- Ma, L.; Zhou, C.; Shi, Y.; Cui, Q.; Ji, S.; Yang, K. Grain-Refinement and Mechanical Properties Optimisation of A356 Casting Al by Ultrasonic-Assisted Friction Stir Processing. Met. Mater. Int. 2021, 27, 5374–5388. [Google Scholar] [CrossRef]
- Basak, A.K.; Pramanik, A.; Prakash, C.; Shankar, S.; Sehgal, S.S. Microstructure and micro-mechanical properties of friction stir processed Al 5086-based surface composite. Mater. Today Commun. 2023, 35, 105830. [Google Scholar] [CrossRef]
- Lakshminarayanan, A.K.; Balasubramanian, V. Process parameters optimization for friction stir welding of RDE-40 aluminium alloy using Taguchi technique. Trans. Nonferrous Met. Soc. China 2008, 18, 548–554. [Google Scholar] [CrossRef]
- Premnath, A. Optimization of the Process Parameters on the Mechanical and Wear Properties of Al-SiC Nano-Composites Fabricated by Friction Stir Processing Using Desirability Approach. Silicon 2019, 12, 665–675. [Google Scholar] [CrossRef]
- Ahmadkhaniha, D.; Sohi, M.H.; Zarei-Hanzaki, A.; Bayazid, S.M.; Saba, M. Taguchi optimization of process parameters in friction stir processing of pure Mg. J. Magnes. Alloys 2015, 3, 168–172. [Google Scholar] [CrossRef]
- Butola, R.; Ranganath, M.S.; Murtaza, Q. Fabrication and optimization of AA7075 matrix surface composites using Taguchi technique via friction stir processing (FSP). Eng. Res. Express 2019, 1, 25015. [Google Scholar] [CrossRef]
- Ghetiya, N.D.; Bharti, S.; Patel, K.M.; Sudhir, K.; Koloor, R.; Saeid, S. An insight on optimization of FSP process parameters for the preparation of AA5083/(SiC-Gr) hybrid surface composites using the response surface methodology. Compos. Adv. Mater. 2023, 32, 1–13. [Google Scholar] [CrossRef]
- Gologlu, C.; Sakarya, N. The effects of cutter path strategies on surface roughness of pocket milling of 1.2738 steel based on Taguchi method. J. Mater. Process. Technol. 2008, 206, 7–15. [Google Scholar] [CrossRef]
- Sharma, V.; Prakash, U.; Kumar, B.V.M. Surface composites by friction stir processing: A review. J. Mater. Process. Technol. 2015, 224, 117–134. [Google Scholar] [CrossRef]
- Akbari, M.; Asadi, P.; Zolghadr, P.; Khalkhali, A. Multicriteria optimization of mechanical properties of aluminum composites reinforced with different reinforcing particles type. J. Mater. Res. 2017, 232, 1789–1796. [Google Scholar] [CrossRef]
- Lu, D.H.; Wei, S.S.; Zhou, M.; Jiang, Y.H.; Zhou, R. Effects of the Parameters of Friction Stir Processing on Silicon Particles and Hardness in Hypereutectic Al-Si Alloys. Adv. Mater. Res. 2010, 148–149, 1689–1694. [Google Scholar] [CrossRef]
- Yadav, D.; Bauri, R. Effect of friction stir processing on microstructure and mechanical properties of aluminium. Mater. Sci. Eng. A 2012, 539, 85–92. [Google Scholar] [CrossRef]
- García-Bernal, M.A.; Mishra, R.S.; Verma, R.; Hernández-Silva, D. Influence of friction stir processing tool design on microstructure and superplastic behavior of Al-Mg alloys. Mater. Sci. Eng. A 2016, 670, 9–16. [Google Scholar] [CrossRef]
- Jiang, F.; Li, J.F.; Yan, L.; Sun, J.; Zhang, S. Optimizing end-milling parameters for surface roughness under different cooling/lubrication conditions. Int. J. Adv. Manuf. Technol. 2010, 51, 841–851. [Google Scholar] [CrossRef]
- Bararpour, S.M.; Aval, H.J.; Jamaati, R.; Javidani, M. Effect of initial heat treatment of A390 alloy on microstructure and tribological behavior of friction surfaced coating. Surf. Coat. Technol. 2024, 478, 130359. [Google Scholar] [CrossRef]
- Patel, V.; Li, W.; Vairis, A.; Badheka, V. Recent Development in Friction Stir Processing as a Solid-State Grain Refinement Technique: Microstructural Evolution and Property Enhancement. Crit. Rev. Solid State Mater. Sci. 2019, 44, 378–426. [Google Scholar] [CrossRef]
- Kumar, J.; Patra, P.; Mondal, A.K.; Verma, R.K. Investigation on thermo-mechanical performances of friction stir welding of aluminum alloys (AA6063). Weld. Int. 2022, 36, 316–330. [Google Scholar] [CrossRef]
- Padhy, G.K.; Wu, C.S.; Gao, S. Friction stir based welding and processing technologies-processes, parameters, microstructures and applications: A review. J. Mater. Sci. Technol. 2018, 34, 1–38. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Si | Fe | Mg |
|---|---|---|---|---|
| wt.% | Bal | 17.87 | 1.00 | 0.56 |
| Tool Material | H13 |
|---|---|
| Tool shoulder diameter | 15 mm |
| Tool pin profile | Tapered threaded tool |
| Pin diameter at root | 6.2 mm |
| Pin diameter at tip | 3.6 mm |
| Pin cone angle | 15° |
| Pin length | 4.7 mm |
| Parameter | Symbol | Unit | Level 1 | Level 2 | Level 3 | Level 4 |
|---|---|---|---|---|---|---|
| Rotation speed | w | rpm | 400 | 800 | 1200 | 1600 |
| Transverse speed | v | mm/min | 100 | 200 | 300 | 400 |
| Tilt angle | TA | degree | 1 | 1.5 | 2 | 2.5 |
| Penetration depth | PD | mm | 0 | 0.1 | 0.2 | 0.3 |
| Test Number | w (rpm) | v (mm/min) | TA (°) | PD (mm) |
|---|---|---|---|---|
| 1 | 400 | 100 | 1 | 0 |
| 2 | 400 | 200 | 1.5 | 0.1 |
| 3 | 400 | 300 | 2 | 0.2 |
| 4 | 400 | 400 | 2.5 | 0.3 |
| 5 | 800 | 100 | 1.5 | 0.2 |
| 6 | 800 | 200 | 1 | 0.3 |
| 7 | 800 | 300 | 2.5 | 0 |
| 8 | 800 | 400 | 2 | 0.1 |
| 9 | 1200 | 100 | 2 | 0.3 |
| 10 | 1200 | 200 | 2.5 | 0.2 |
| 11 | 1200 | 300 | 1 | 0.1 |
| 12 | 1200 | 400 | 1.5 | 0 |
| 13 | 1600 | 100 | 2.5 | 0.1 |
| 14 | 1600 | 200 | 2 | 0 |
| 15 | 1600 | 300 | 1.5 | 0.3 |
| 16 | 1600 | 400 | 1 | 0.2 |
| FSP Parameter | Value |
|---|---|
| Rotation direction of tool | Anti-clockwise |
| Rotation speed | 400, 800, 1200, 1600 rpm |
| Transverse speed | 100, 200, 300, 400 mm/min |
| Penetration depth | 0, 0.1, 0.2, 0.3 mm |
| Tile angle | 1°, 1.5°, 2°, 2.5° |
| Plunged speed | 30 mm/min |
| z-axis lifting speed | 50 mm/min |
| z-axis lifting height | 20 mm |
| Plunged delay time | 2 s |
| Lift delay time | 1 s |
| Equation | p-Value | R2 (%) | |||||
|---|---|---|---|---|---|---|---|
| - | Constant | w | v | TA | PD | vTA | - |
| Hardness | 0.000 | 0.039 | 0.002 | 0.002 | 0.048 | 0.044 | 97.56 |
| No. | w (rpm) | v (mm/min) | TA (°) | PD (mm) | S/N | HV0.2 (Experiment) | HV0.2 (Prediction) | Error (%) |
|---|---|---|---|---|---|---|---|---|
| As-cast | - | - | - | - | - | 74.2 | - | - |
| 1 | 1 | 1 | 1 | 1 | 35.50 | 59.6 | 62.9 | 5.46 |
| 2 | 1 | 2 | 2 | 2 | 37.21 | 72.5 | 67.9 | 6.31 |
| 3 | 1 | 3 | 3 | 3 | 36.63 | 67.8 | 69.1 | 1.88 |
| 4 | 1 | 4 | 4 | 4 | 36.38 | 65.9 | 66.3 | 0.64 |
| 5 | 2 | 1 | 2 | 3 | 36.82 | 69.3 | 68.4 | 1.37 |
| 6 | 2 | 2 | 1 | 4 | 37.72 | 76.9 | 74.2 | 3.52 |
| 7 | 2 | 3 | 4 | 1 | 36.28 | 65.2 | 65.8 | 0.98 |
| 8 | 2 | 4 | 3 | 2 | 37.26 | 72.9 | 71.7 | 1.68 |
| 9 | 3 | 1 | 3 | 4 | 36.82 | 69.4 | 72.6 | 4.67 |
| 10 | 3 | 2 | 4 | 3 | 36.90 | 70.0 | 71.4 | 1.98 |
| 11 | 3 | 3 | 1 | 2 | 37.77 | 77.4 | 79.5 | 2.71 |
| 12 | 3 | 4 | 2 | 1 | 37.79 | 77.6 | 78.2 | 0.82 |
| 13 | 4 | 1 | 4 | 2 | 37.44 | 74.5 | 73.3 | 1.59 |
| 14 | 4 | 2 | 3 | 1 | 37.51 | 75.1 | 72.8 | 3.02 |
| 15 | 4 | 3 | 2 | 4 | 38.29 | 82.2 | 81.1 | 1.36 |
| 16 | 4 | 4 | 1 | 3 | 38.84 | 87.5 | 88.4 | 1.05 |
| Level | Rotation Speed | Transverse Speed | Tilt Angle | Penetration Depth |
|---|---|---|---|---|
| 1 | 36.43 | 36.64 | 37.46 | 36.77 |
| 2 | 37.02 | 37.34 | 37.53 | 37.42 |
| 3 | 37.32 | 37.24 | 37.06 | 37.30 |
| 4 | 38.02 | 37.57 | 36.75 | 37.30 |
| Delta (d) | 1.59 | 0.92 | 0.78 | 0.65 |
| Ranking | 1 | 2 | 3 | 4 |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value | Contribution |
|---|---|---|---|---|---|---|---|
| w | 3 | 371.30 | 371.30 | 123.768 | 15.45 | 0.025 | 52.34% |
| v | 3 | 129.10 | 129.10 | 43.035 | 5.37 | 0.100 | 18.20% |
| TA | 3 | 122.50 | 122.50 | 40.834 | 5.10 | 0.107 | 17.27% |
| PD | 3 | 62.46 | 62.46 | 20.821 | 2.60 | 0.227 | 8.81% |
| Error | 3 | 24.03 | 24.03 | 8.011 | - | - | 3.38% |
| Total | 15 | 709.41 | - | - | - | - | 100.00% |
| NO. | w (rpm) | v (mm/min) | TA (°) | PD (mm) | HV0.2 (Experiment) | HV0.2 (Prediction) | Error (%) |
|---|---|---|---|---|---|---|---|
| 1 | 4 | 4 | 2 | 2 | 82.8 | 81.9 | 1.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Q.; Chen, X.; Liu, K.; Cristino, V.A.M.; Lo, K.-H.; Xie, Z.; Guo, D.; Tam, L.-M.; Kwok, C.-T. Influence of Processing Parameters on Microstructure and Surface Hardness of Hypereutectic Al-Si-Fe-Mg Alloy via Friction Stir Processing. Coatings 2024, 14, 222. https://doi.org/10.3390/coatings14020222
Liu Q, Chen X, Liu K, Cristino VAM, Lo K-H, Xie Z, Guo D, Tam L-M, Kwok C-T. Influence of Processing Parameters on Microstructure and Surface Hardness of Hypereutectic Al-Si-Fe-Mg Alloy via Friction Stir Processing. Coatings. 2024; 14(2):222. https://doi.org/10.3390/coatings14020222
Chicago/Turabian StyleLiu, Quan, Xiaomi Chen, Kun Liu, Valentino A. M. Cristino, Kin-Ho Lo, Zhengchao Xie, Dawei Guo, Lap-Mou Tam, and Chi-Tat Kwok. 2024. "Influence of Processing Parameters on Microstructure and Surface Hardness of Hypereutectic Al-Si-Fe-Mg Alloy via Friction Stir Processing" Coatings 14, no. 2: 222. https://doi.org/10.3390/coatings14020222