
Axial Compression Bearing Capacity of Bolted Drum-Shaped Spherical Shell Joints: Experimental and Numerical Analysis
Abstract
:1. Introduction
2. Structural Design of BDSSJs
2.1. Design and Functional Attributes of the Joint
2.2. Fabrication of the Joint
3. Experimental Investigation
3.1. Specification and Design of Specimen
3.1.1. High-Strength Bolts and Sleeves
3.1.2. Curved European Nuts and Curved Washers
3.1.3. Drum-Shaped Spherical Shell
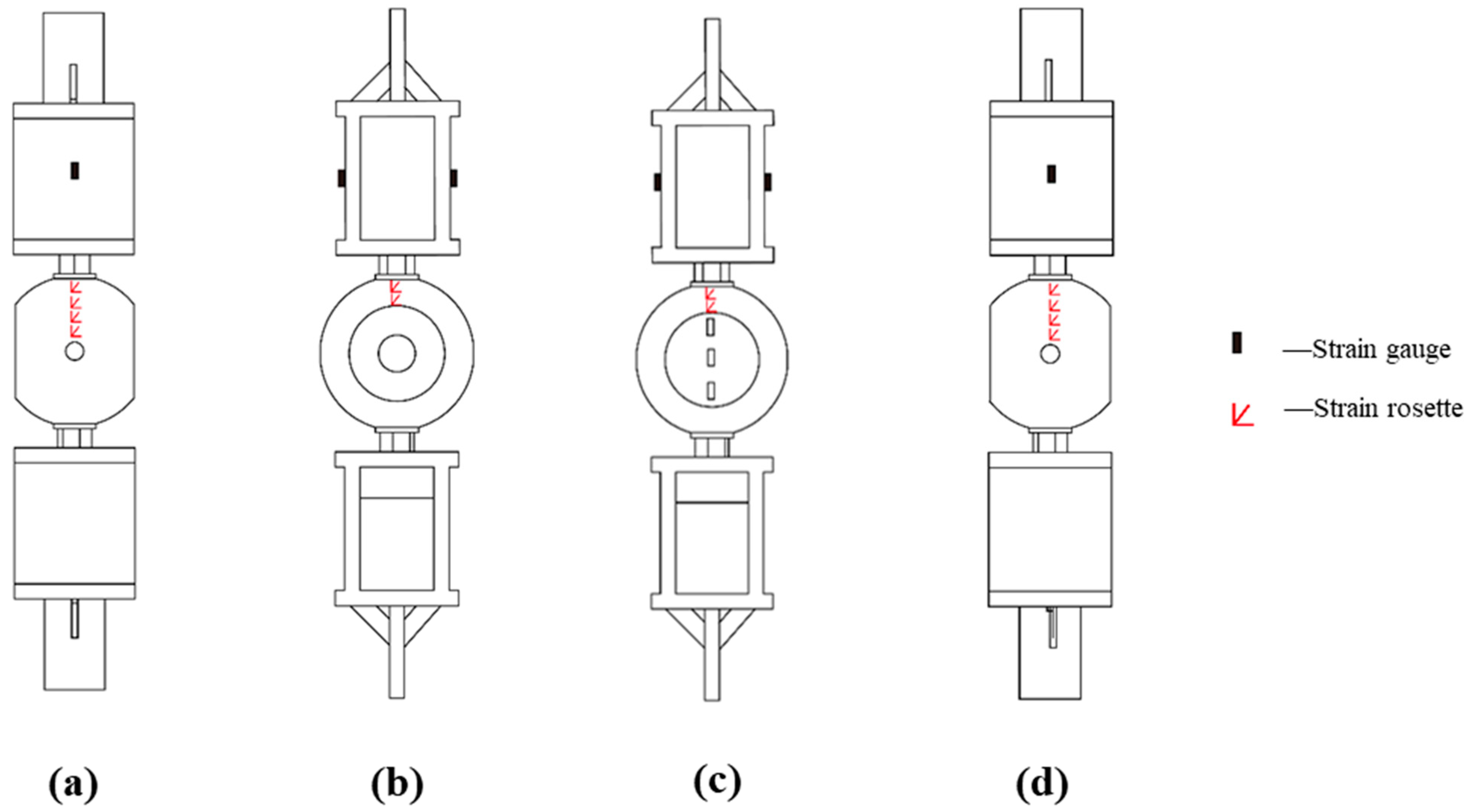
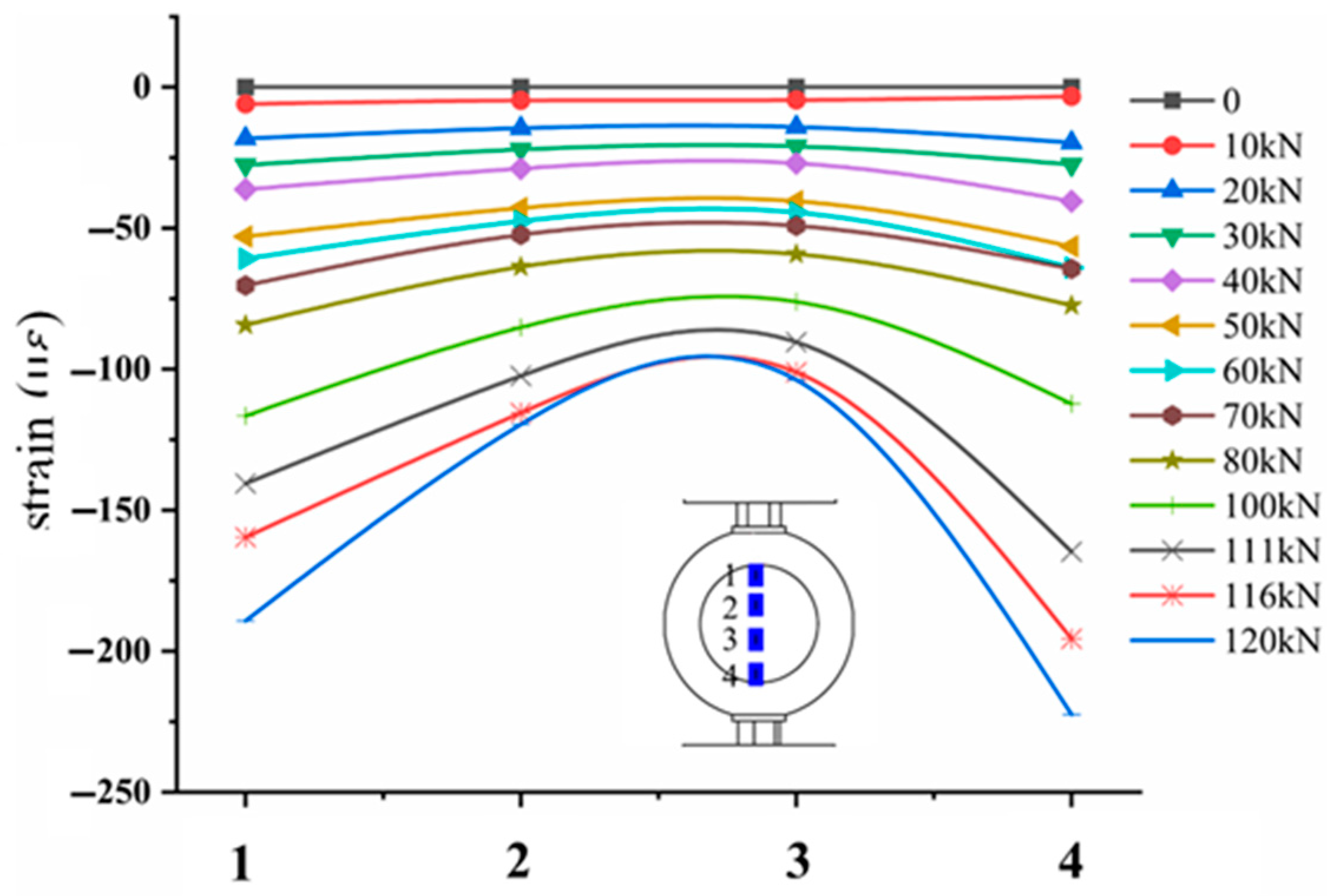
3.2. Measurement of Strain and Stress Distribution
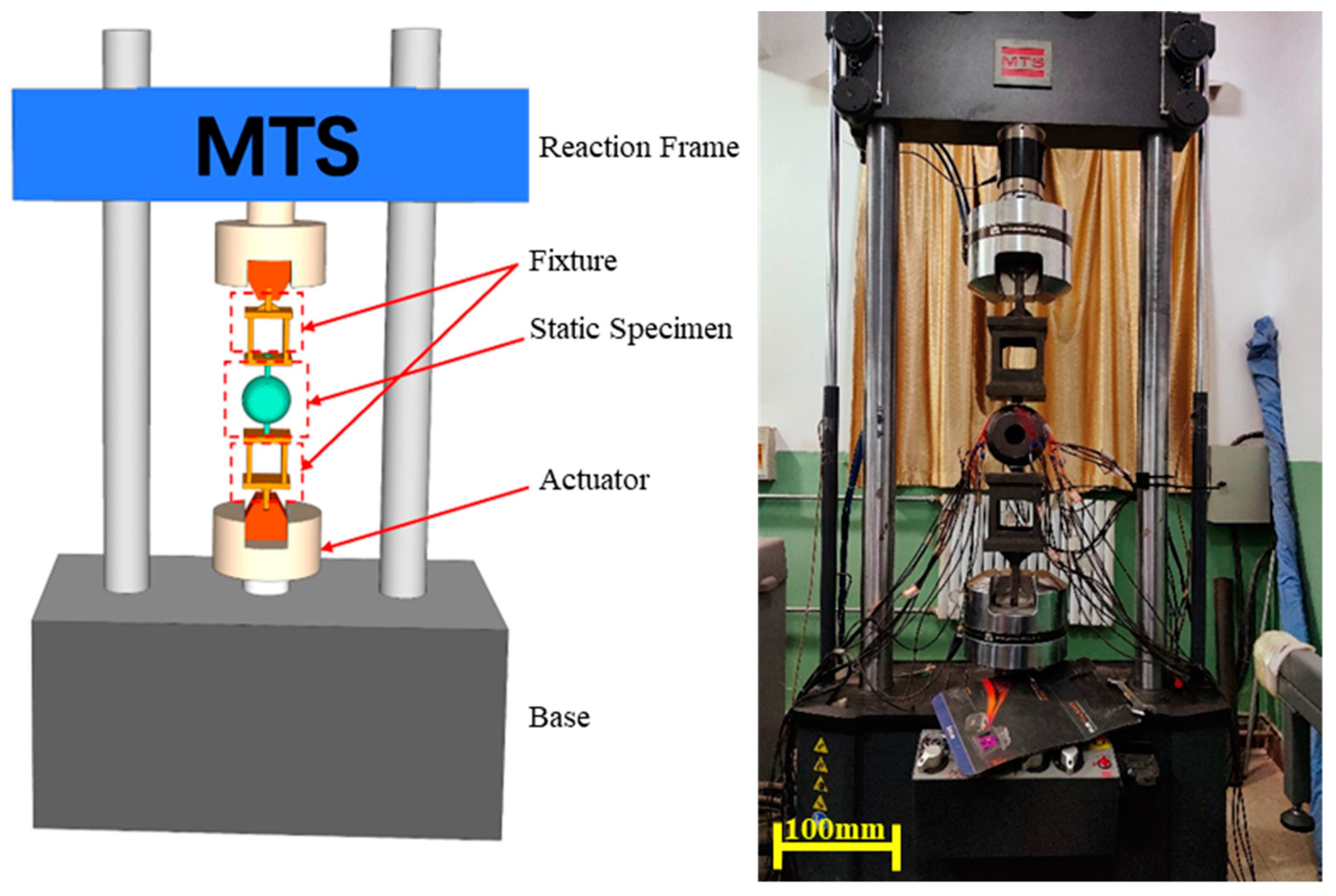
3.3. Loading Equipment and Loading Scheme
3.4. Criterion for the Ultimate Load and Bearing Capacity
- (1)
- During tensile loading, when the deformation of the sphere reaches 1.2% of its diameter, the joint is considered to have reached its ultimate bearing capacity.
- (2)
- When the ratio of the load increment to average displacement increment in the load–displacement curve of the experiment is lower than 1%, the joint is considered to have reached its ultimate bearing capacity, taking the load applied in the previous step as the ultimate load.
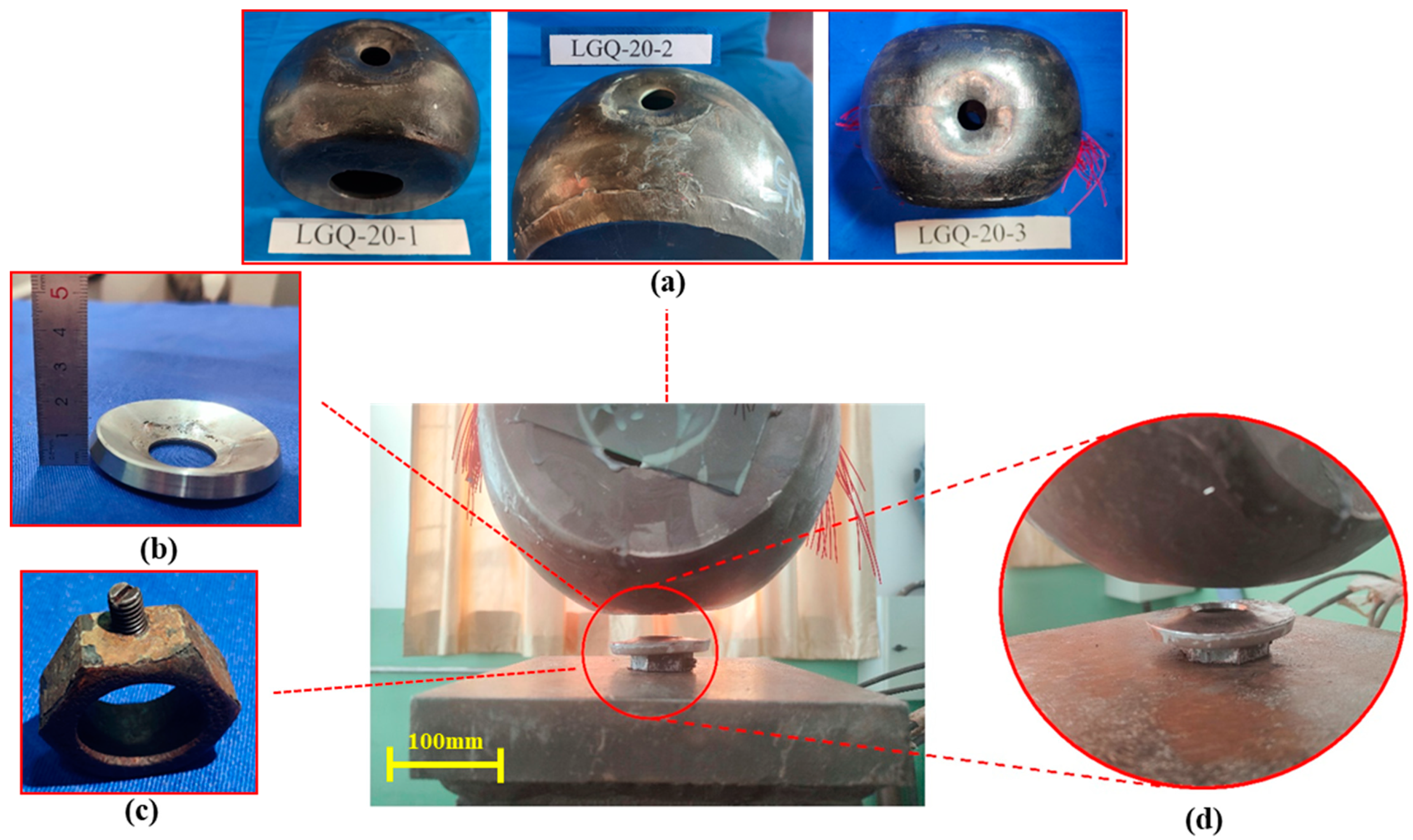
3.5. Experimental Results
4. Numerical Simulation
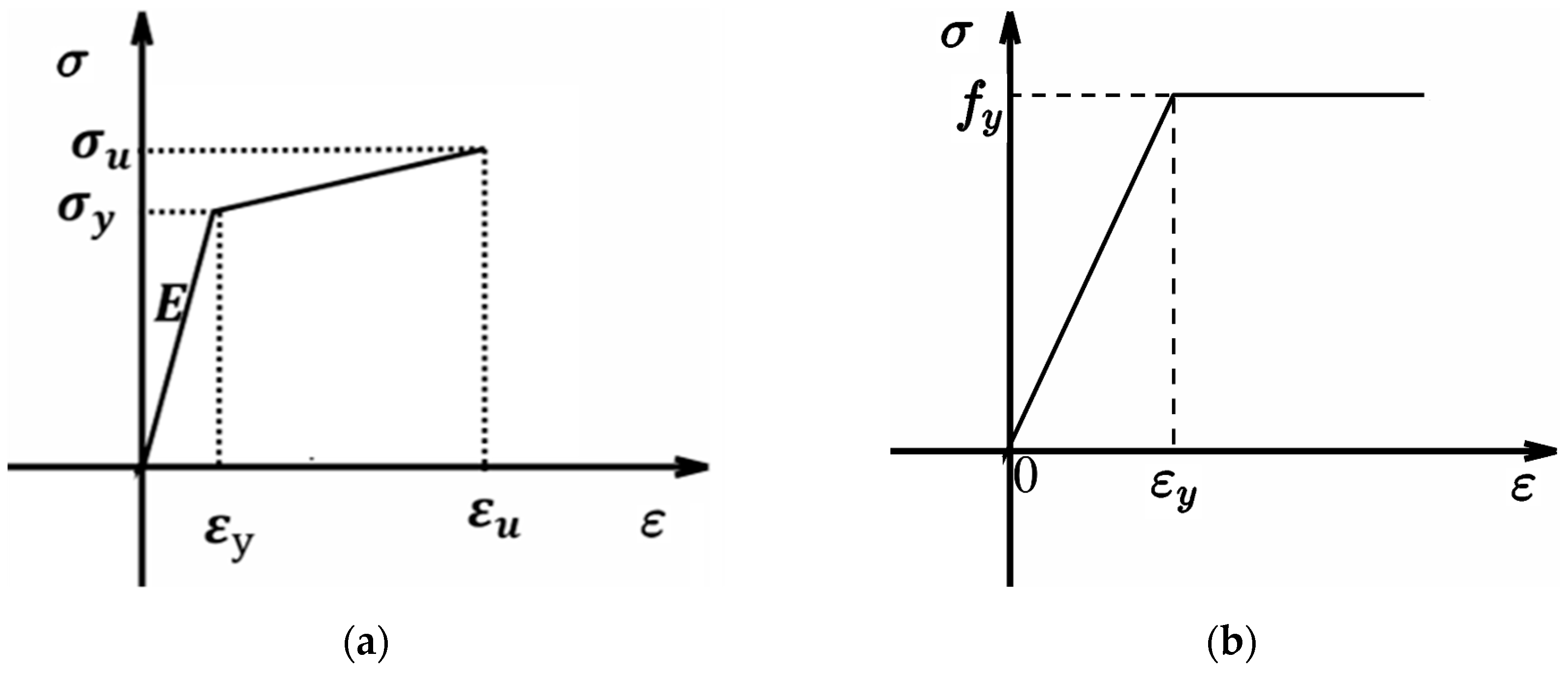
4.1. Finite Element Model
4.2. Simulation Results
5. Discussion
5.1. Analysis of the Ultimate Bearing Capacity
5.2. Analysis of the Strain and Stress Distribution
6. Conclusions
- (1)
- No significant drop occurred in the load–displacement curve obtained from the experiment on the BDSSJs. According to the maximum allowable deformation, the joint’s ultimate bearing capacity could be calculated as the load value that caused the local deformation value to reach 3% of the outer diameter of the drum-shaped spherical shell.
- (2)
- Static load axial compression tests were carried out on the BDSSJ specimen LGQ-20, and the ultimate bearing capacity of the joint was found to be 116 kN.
- (3)
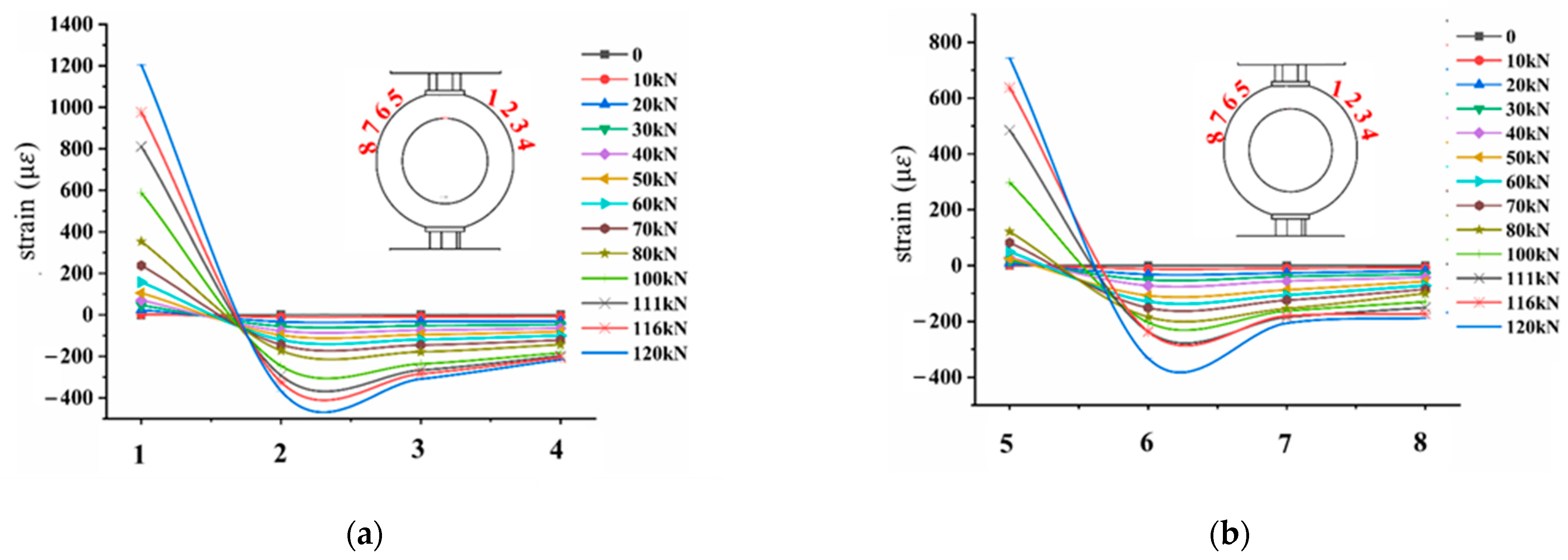
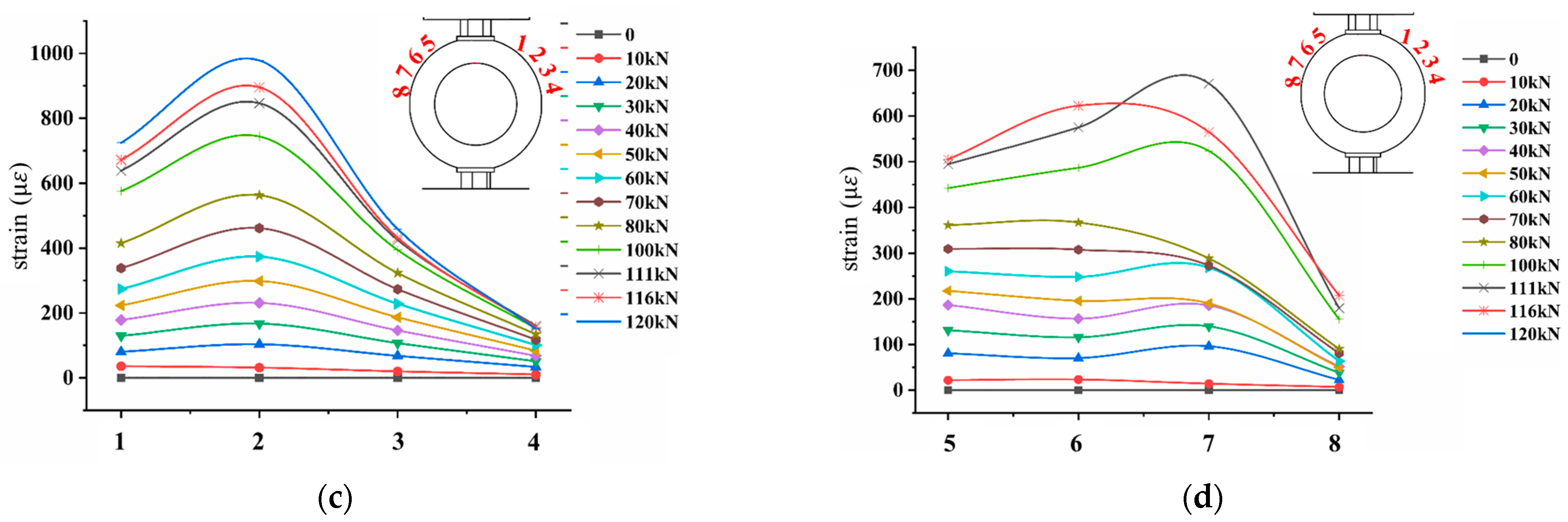
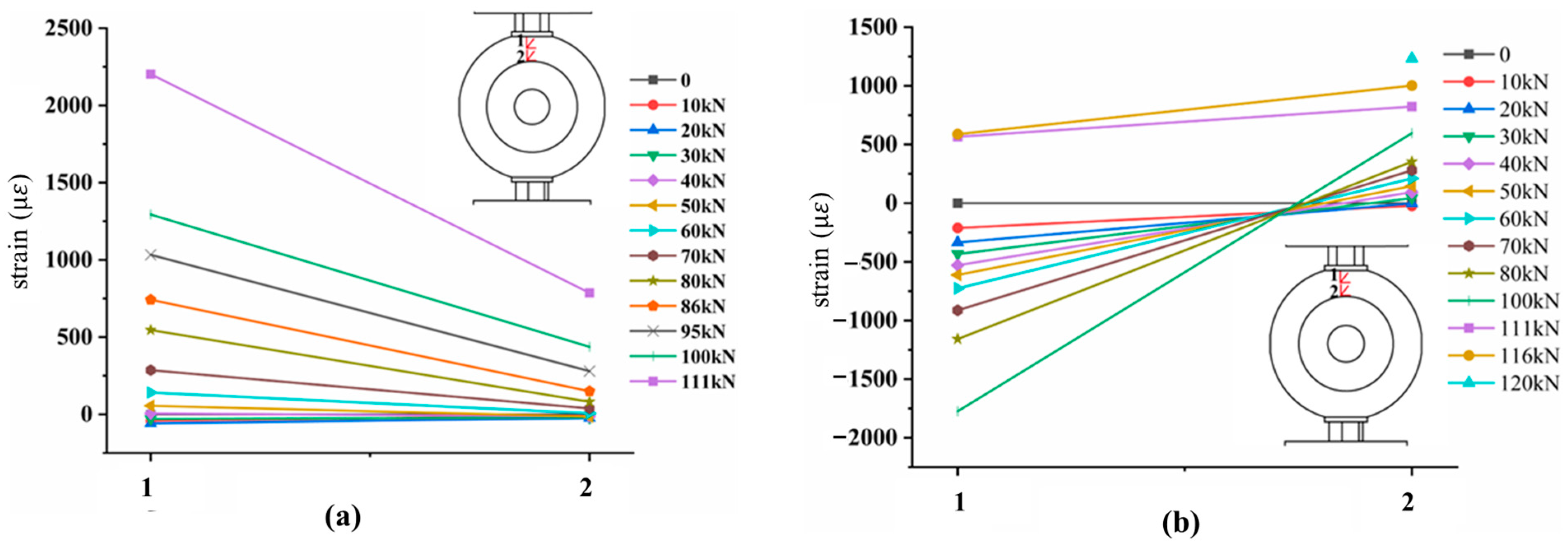
- Under the axial compression load, both the inner and outer surfaces of the shell within the range of the curved washer were in a compressed state, with the stress being the lowest at the non-loaded bolt holes. The outer surface of the shell’s long arch in the axial direction showed compression between the curved washer and non-loaded bolt holes area, while the inner surface exhibited tension. The cover plate was in a compressed state, and its stress level was significantly below the material’s yield strength.
- (4)
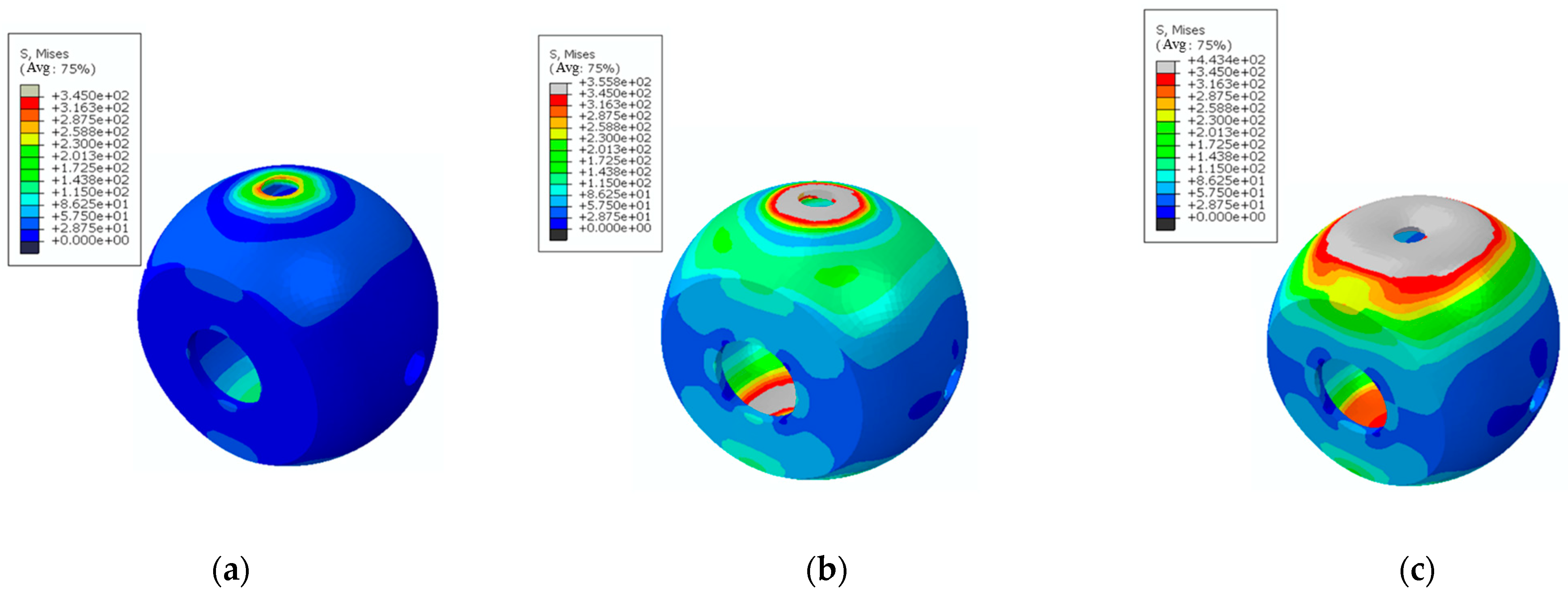
- The FEM analysis revealed that the failure process of the joint under unidirectional axial compression could be divided into three stages. The first stage was the elastic stage, during which a small area near the loaded bolt holes yielded, but the shell as a whole remained elastic. The second stage was the elastoplastic deformation stage, where the plastic area at the bolt holes enlarged and the inner surface of the shell yielded. In the third stage, significant indentation occurred at the loaded bolt holes, and the joint deformation tended towards a limiting value.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Caglayan, O.; Yuksel, E. Experimental and Finite Element Investigations on the Collapse of a Mero Space Truss Roof Structure—A Case Study. Eng. Fail. Anal. 2008, 15, 458–470. [Google Scholar] [CrossRef]
- Ebadi Jamkhaneh, M.; Davoodi, M.R.; Ebadi Jamkhaneh, J. Assessment of the Ball Joint Behavior under Combine Loading. Modares Civ. Eng. J. 2017, 17, 149–159. [Google Scholar]
- Ghasemi, M.; Davoodi, M.R.; Mostafavia, S.A. Tensile Stiffness of MERO-Type Connector Regarding Bolt Tightness. J. Appl. Sci. 2010, 10, 724–730. [Google Scholar] [CrossRef]
- Doaei, Y.; Aghakouchaki Hosseini, S.E.; Momenzadeh, A.; Harirchian, E. Investigating the Effect of Screw Size on the Stress Level in MERO Joint for Space Frame Structures. Appl. Syst. Innov. 2021, 4, 84. [Google Scholar] [CrossRef]
- Xu, J.; Wang, C.; Li, H.; Zhang, C.; Hao, J.; Fan, S. Health Monitoring of Bolted Spherical Joint Connection Based on Active Sensing Technique Using Piezoceramic Transducers. Sensors 2018, 18, 1727. [Google Scholar] [CrossRef]
- Fan, F.; Ma, H.; Chen, G.; Shen, S. Experimental Study of Semi-Rigid Joint Systems Subjected to Bending with and without Axial Force. J. Constr. Steel Res. 2012, 68, 126–137. [Google Scholar] [CrossRef]
- Si, Q.; Tang, Y.; Zong, L.; Liu, H.; Kang, B. Experimental Study and Numerical Simulation of the Tensile Properties of Corroded Bolt-Sphere Joints. Buildings 2022, 12, 1989. [Google Scholar] [CrossRef]
- Ding, B.; Zhao, Y.; Huang, Z.; Cai, L.; Wang, N. Tensile Bearing Capacity for Bolted Spherical Joints with Different Screwing Depths of High-Strength Bolts. Eng. Struct. 2020, 225, 111255. [Google Scholar] [CrossRef]
- Yang, D.; Li, M.; Fu, F.; Wu, J. Experimental and Numerical Studies on a New Type of Bolt-Ball Joint for Spatial Grid Structures. J. Constr. Steel Res. 2022, 188, 107035. [Google Scholar] [CrossRef]
- Huang, B.; Lu, M.; Fu, Y.; Yang, F. Experimental Investigation on Tensile Properties of the Bolt in Sphere Joints Under Fire. Int. J. Steel Struct. 2020, 20, 1355–1363. [Google Scholar] [CrossRef]
- Tian, J.; Wang, X.; Li, H.; Wang, Z.; Pan, J. Ultra-Low Cycle Fatigue Performance of Grid Structure with Bolted Spherical Joints. J. Constr. Steel Res. 2023, 201, 107728. [Google Scholar] [CrossRef]
- Yang, X.; Lei, H.; Chen, Y.F. Constant Amplitude Fatigue Test Research on M20 High-Strength Bolts in Grid Structure with Bolt–Sphere Joints. Adv. Struct. Eng. 2017, 20, 1466–1475. [Google Scholar] [CrossRef]
- Qiu, B.; Yang, X.; Zhou, Z.; Lei, H. Experimental Study on Fatigue Performance of M30 High-Strength Bolts in Bolted Spherical Joints of Grid Structures. Eng. Struct. 2020, 205, 110123. [Google Scholar] [CrossRef]
- Zhou, Z.; Lei, H.; Qiu, B.; Zhang, S.; Wang, G. Experimental Study on Fatigue Performance of M60 High-Strength Bolts with a Huge Diameter under Constant Amplitude Applied in Bolt–Sphere Joints of Grid Structures. Appl. Sci. 2022, 12, 8639. [Google Scholar] [CrossRef]
- Fernández Landeta, J.; Fernández Valdivielso, A.; López De Lacalle, L.N.; Girot, F.; Pérez Pérez, J.M. Wear of Form Taps in Threading of Steel Cold Forged Parts. J. Manuf. Sci. Eng. 2015, 137, 031002. [Google Scholar] [CrossRef]
- Bustillo, A.; Urbikain, G.; Perez, J.M.; Pereira, O.M.; Lopez de Lacalle, L.N. Smart Optimization of a Friction-Drilling Process Based on Boosting Ensembles. J. Manuf. Syst. 2018, 48, 108–121. [Google Scholar] [CrossRef]
- Xing, J.; Qiu, C.; Wang, M.; Yang, N. Uniaxial Failure Mechanism and Design Strength of High-Strength Welded Hollow Spherical Joint. Eng. Struct. 2022, 256, 113897. [Google Scholar] [CrossRef]
- Liu, H.; Ying, J.; Chen, Z.; Zhou, Y.; Yan, X. Ultimate Tensile and Compressive Performances of Welded Hollow Spherical Joints with H-Beam. J. Constr. Steel Res. 2018, 150, 195–208. [Google Scholar] [CrossRef]
- Zhang, J.; Lei, H.; Jin, S. Experimental Study on Constant-Amplitude Fatigue Performance of Weld Toe in Steel Tube of Welded Hollow Spherical Joints in Grid Structures. Adv. Mater. Sci. Eng. 2019, 2019, 6204302. [Google Scholar] [CrossRef]
- Duan, Y.; Lei, H.; Jin, S. Experimental Study on Fatigue Performance of Welded Hollow Spherical Joints Reinforced by CFRP. Coatings 2022, 12, 1585. [Google Scholar] [CrossRef]
- Yan, R.; Yu, Z.; Wang, S.; Liu, J. Influence of Welding Residual Stress on Bending Resistance of Hollow Spherical Joints. J. Constr. Steel Res. 2023, 208, 108004. [Google Scholar] [CrossRef]
- Zhao, Z.; Dai, B.; Xu, H.; Li, T. Bending Capacity of Corroded Welded Hollow Spherical Joints with Considering Interaction of Tension Force and Bending Moment. Structures 2021, 34, 2656–2664. [Google Scholar] [CrossRef]
- Huang, B.; Lu, M.; Cao, Y.; Yang, F. Experimental Study on Residual Performance of Welded Hollow Spherical Joints Subjected to Axial Compression after a Fire. Structures 2021, 30, 996–1005. [Google Scholar] [CrossRef]
- Shu, T.; Xu, X.; Pan, W.; Huang, W.; Luo, Y. Compressive Performance of Welded Hollow Spherical Joints with External Triangular Ribs. Eng. Struct. 2023, 280, 115717. [Google Scholar] [CrossRef]
- JG/T 10-2009; Bolted Spherical Node of Space Grid Structures. China Architecture and Building Press: Beijing, China, 2009.
- JGJ78-91; Criteria for Evaluation of Grid Constructional Engineering Quality Inspection. Architecture & Building Press: Beijing, China, 1991.
- Yu, K.; Yu, J.; Tang, B. Experimental and finite element analysis of the ultimate bearing capacity of hollow sphericl joints with ribbd stiffener. Ind. Constr. 2011, 41, 85–90. [Google Scholar] [CrossRef]
- Liu, Y.; Fan, J.; Liu, Z.; Jiao, J.; Lei, H. Finite element analysis of the influence of detailed structural measures on static performance of complex tubular joints. J. Taiyuan Univ. Technol. 2022, 53, 149–155. [Google Scholar] [CrossRef]
- Luo, C. Design and Analysis of Round Steel Tube Supporting Assembly Nodes. Master’s Thesis, Taiyuan University of Technology, Taiyuan, China, 2019. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| LGQ-20-1 | LGQ-20-2 | LGQ-20-3 | ||||||
|---|---|---|---|---|---|---|---|---|
| Load (kN) | Displacement (mm) | Displacement Increment (mm) | Load (kN) | Displacement (mm) | Displacement Increment (mm) | Load (kN) | Displacement (mm) | Displacement Increment (mm) |
| 10 | 0.60 | 10 | 0.46 | 10 | 0.54 | |||
| 20 | 1.15 | 0.55 | 20 | 0.74 | 0.28 | 20 | 0.83 | 0.29 |
| 30 | 1.55 | 0.4 | 30 | 0.99 | 0.25 | 30 | 1.14 | 0.31 |
| 40 | 1.86 | 0.31 | 40 | 1.18 | 0.19 | 40 | 1.49 | 0.35 |
| 50 | 2.10 | 0.24 | 50 | 1.39 | 0.21 | 50 | 1.9 | 0.41 |
| 70 | 2.71 | 0.31 | 70 | 1.85 | 0.24 | 70 | 2.48 | 0.3 |
| 80 | 3.00 | 0.31 | 80 | 2.17 | 0.32 | 80 | 2.84 | 0.36 |
| 90 | 3.44 | 0.44 | 90 | 2.46 | 0.29 | 90 | 3.27 | 0.43 |
| 100 | 4.01 | 0.57 | 100 | 2.87 | 0.41 | 100 | 4.02 | 0.75 |
| 110 | 4.88 | 0.87 | 110 | 3.59 | 0.72 | 110 | 5.74 | 1.68 |
| 120 | 7.40 | 2.52 | 120 | 5.25 | 1.66 | 120 | 11.37 | 5.63 |
| 125 | 13.52 | 6.12 | 125 | 6.76 | 1.51 | 125 | 16.80 | 5.43 |
| 130 | 21.4 | 7.88 | 134 | 19.99 | 13.23 | 128 | 19.99 | 3.19 |
| Serial No. | Specimen ID | Deformation (mm) | Measured Ultimate Bearing Capacity (kN) | Average (kN) | Relative Deviation |
|---|---|---|---|---|---|
| 1 | LGQ-20-1 | 6 | 116.22 | 116.67 | 0.38% |
| 2 | LGQ-20-2 | 6 | 122.77 | 4.97% | |
| 3 | LGQ-20-3 | 6 | 111.00 | 5.1% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, Y.; Liu, M.; Zhou, Z.; Ma, X. Axial Compression Bearing Capacity of Bolted Drum-Shaped Spherical Shell Joints: Experimental and Numerical Analysis. Coatings 2024, 14, 229. https://doi.org/10.3390/coatings14020229
Yan Y, Liu M, Zhou Z, Ma X. Axial Compression Bearing Capacity of Bolted Drum-Shaped Spherical Shell Joints: Experimental and Numerical Analysis. Coatings. 2024; 14(2):229. https://doi.org/10.3390/coatings14020229
Chicago/Turabian StyleYan, Yajie, Maoqing Liu, Zichun Zhou, and Xingpeng Ma. 2024. "Axial Compression Bearing Capacity of Bolted Drum-Shaped Spherical Shell Joints: Experimental and Numerical Analysis" Coatings 14, no. 2: 229. https://doi.org/10.3390/coatings14020229