

Effects of Laser Remelting on Frictional Properties of Supersonic Flame-Sprayed Coatings

Abstract
1. Introduction
2. Materials and Methods
- Wr—Rate of wear mm3/(N·m).
- Wv—Wear volume (mm3).
- S—Sliding distance (mm).
- L—Load (N).
3. Results
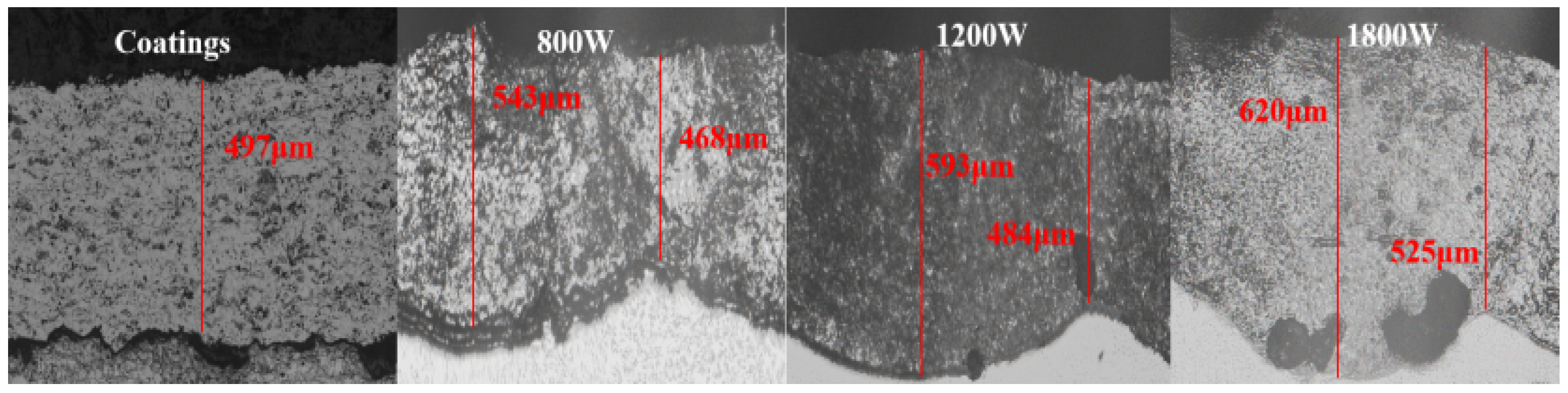
3.1. Metallographic Analysis
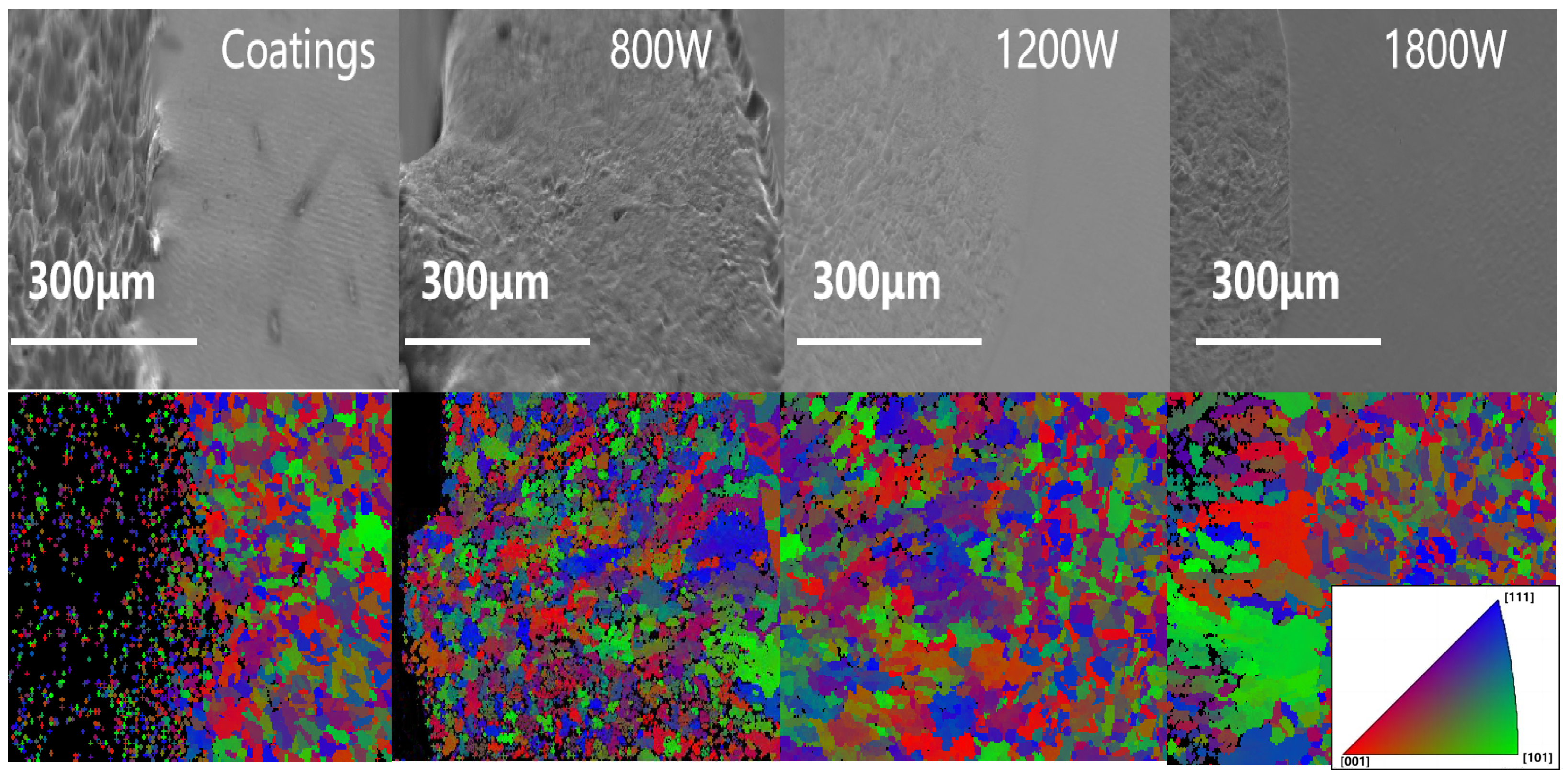
3.2. SEM Morphology and EBSD Analysis
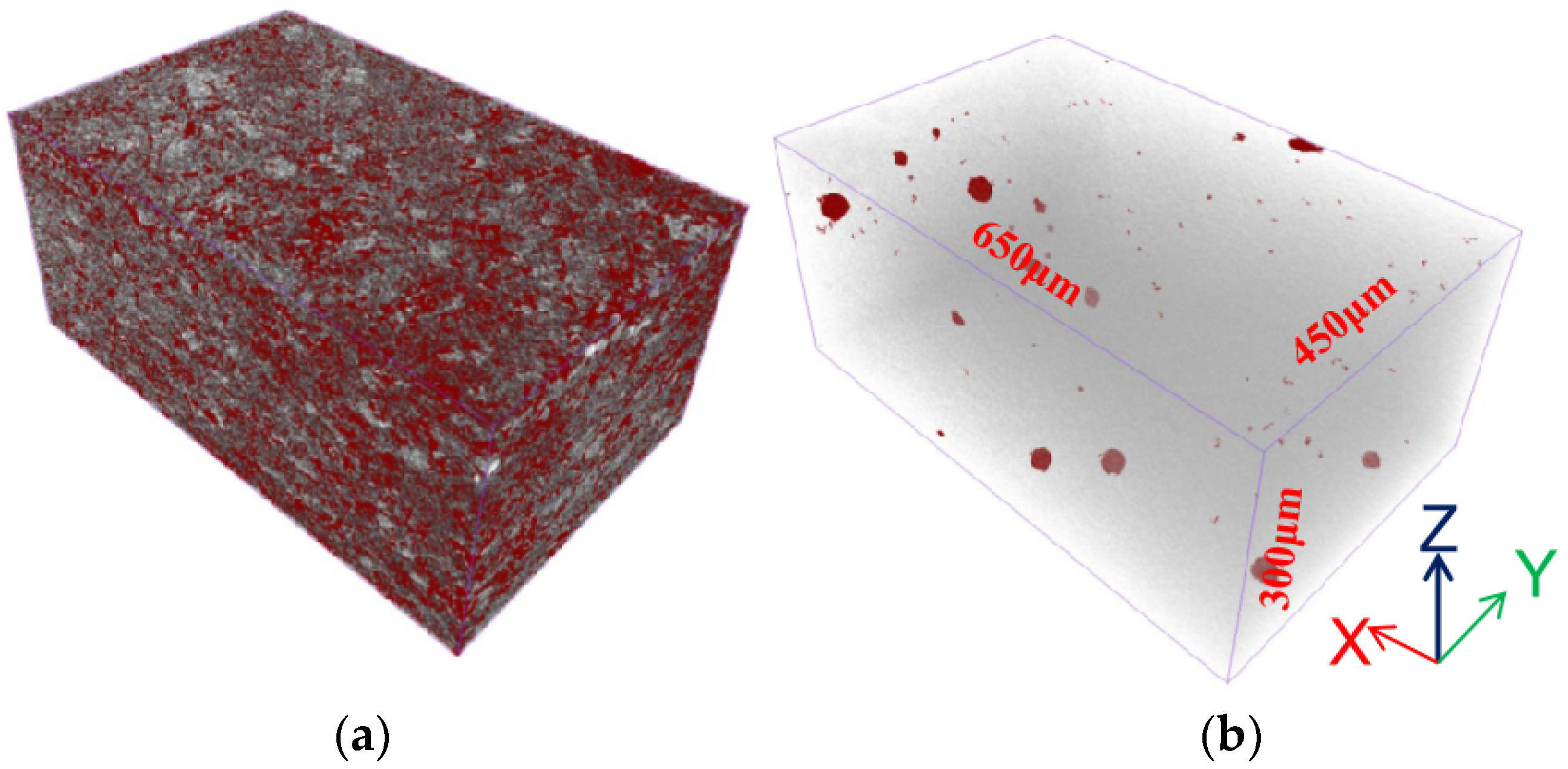
3.3. Porosity Analysis
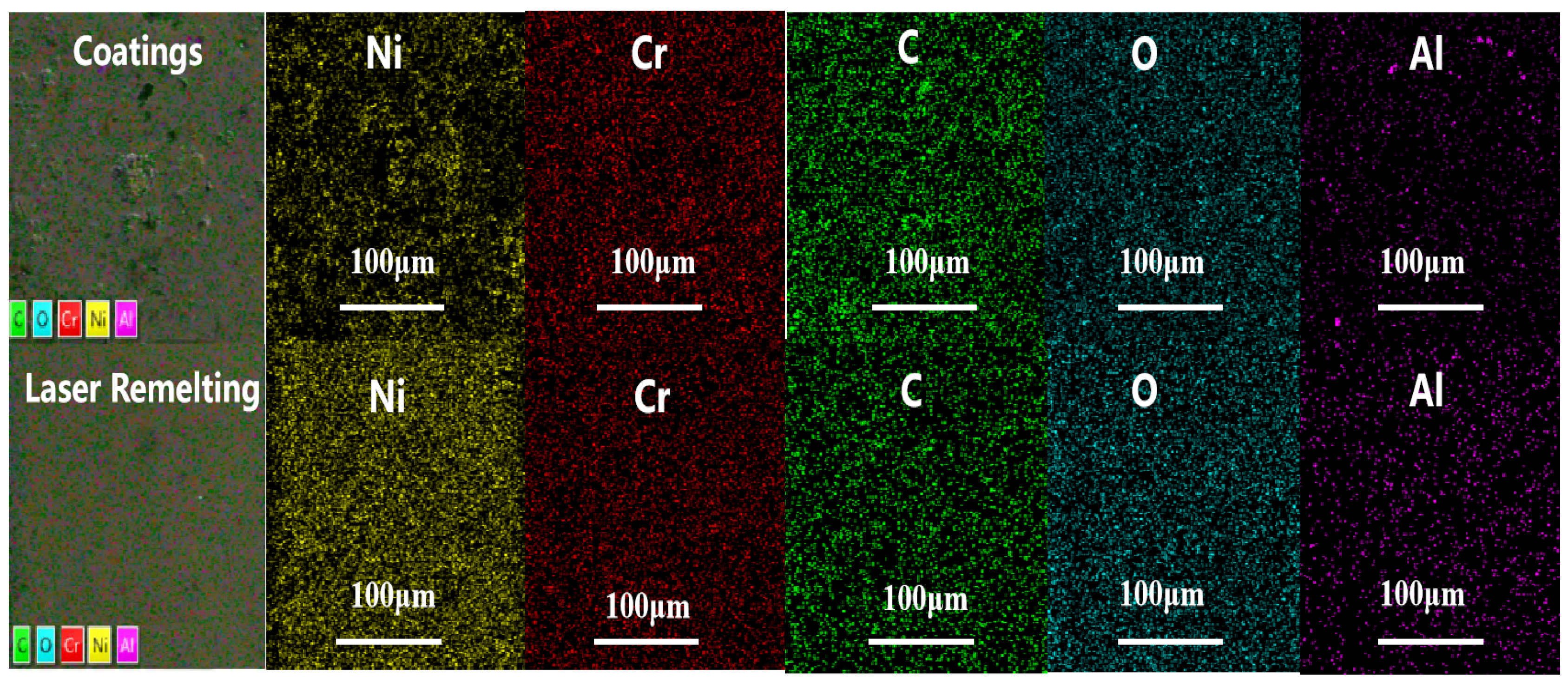
3.4. Analysis of Distribution of Coating Elements
3.5. Hardness Analysis
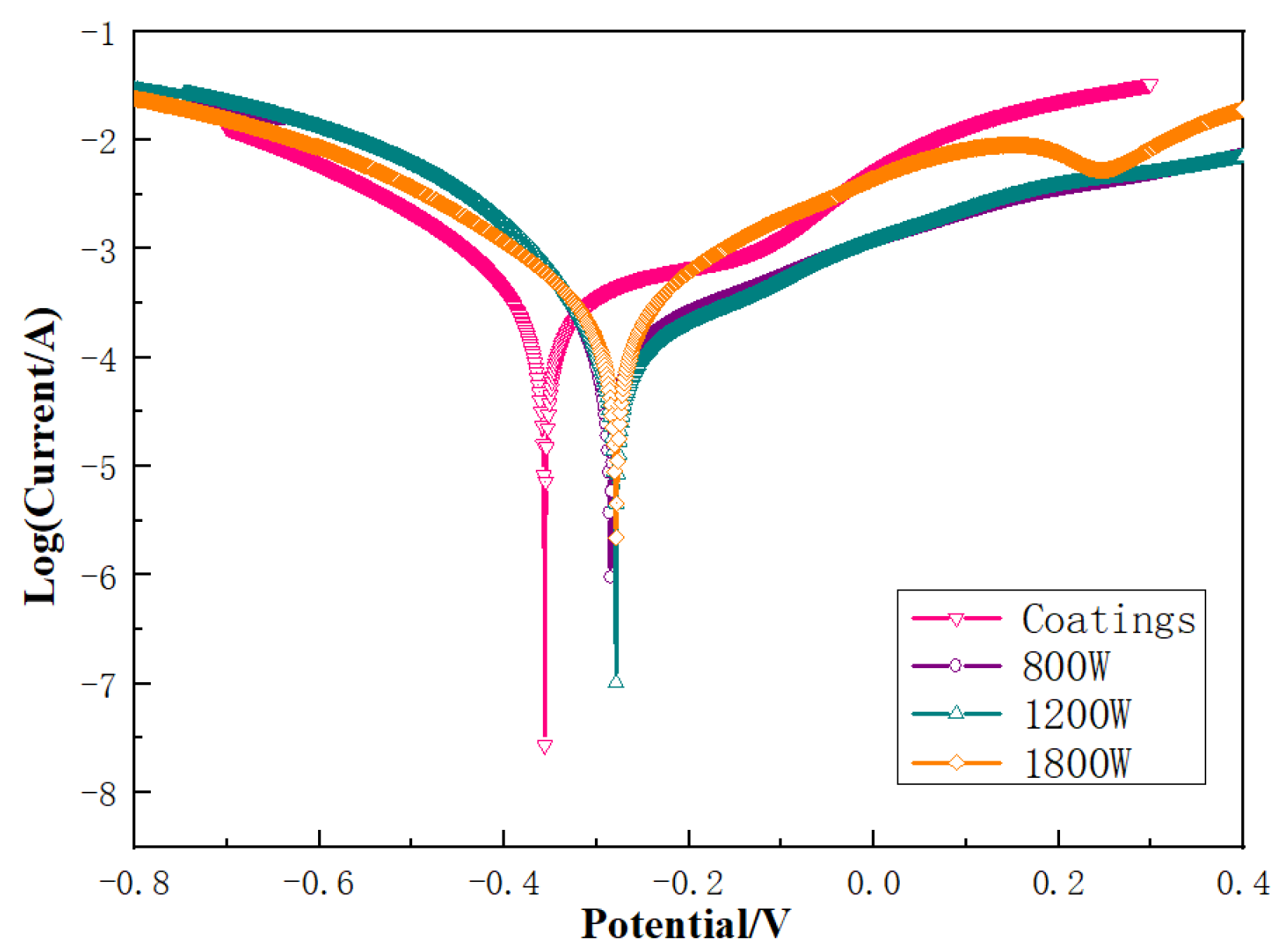
3.6. Electrochemical Corrosion Analysis
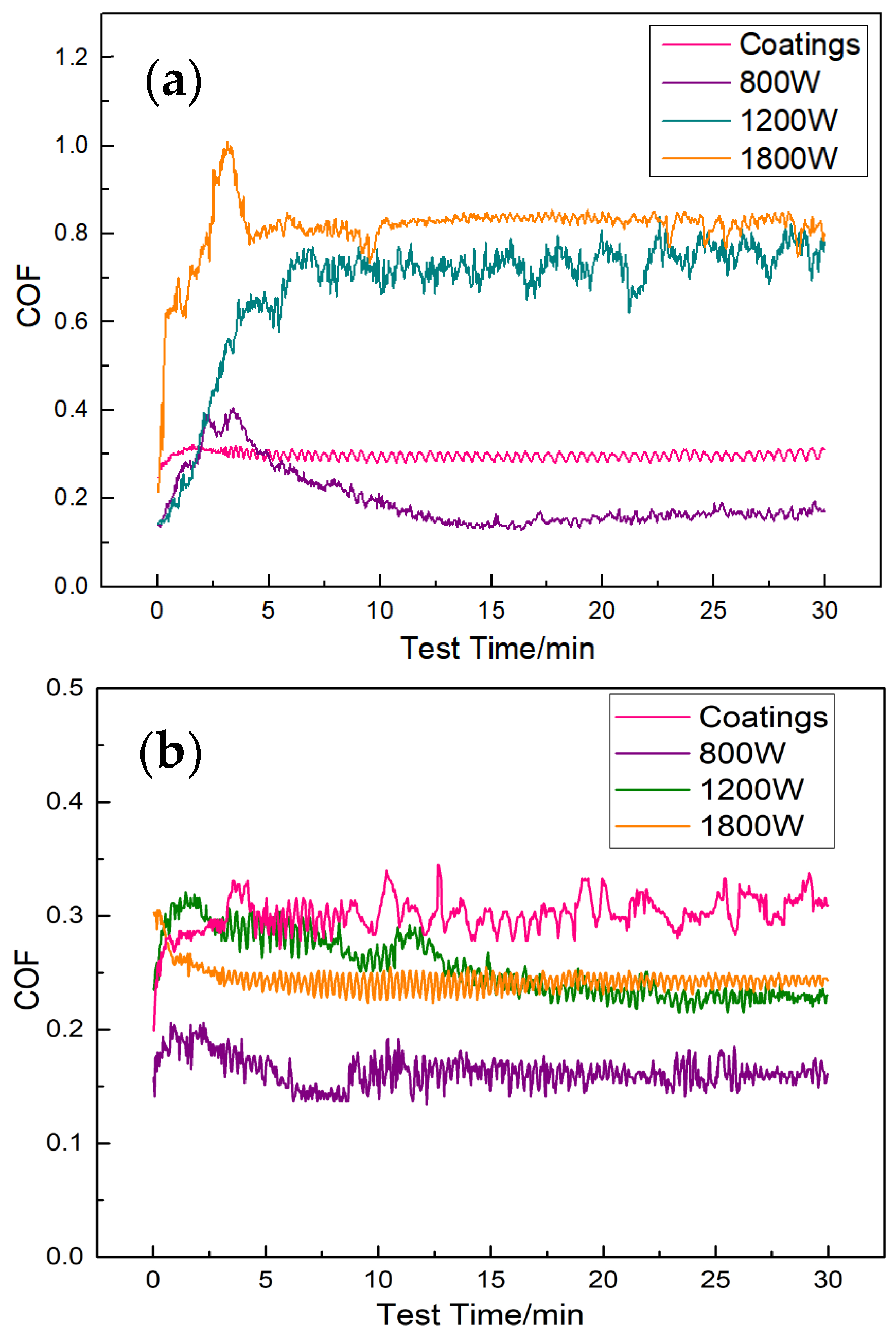
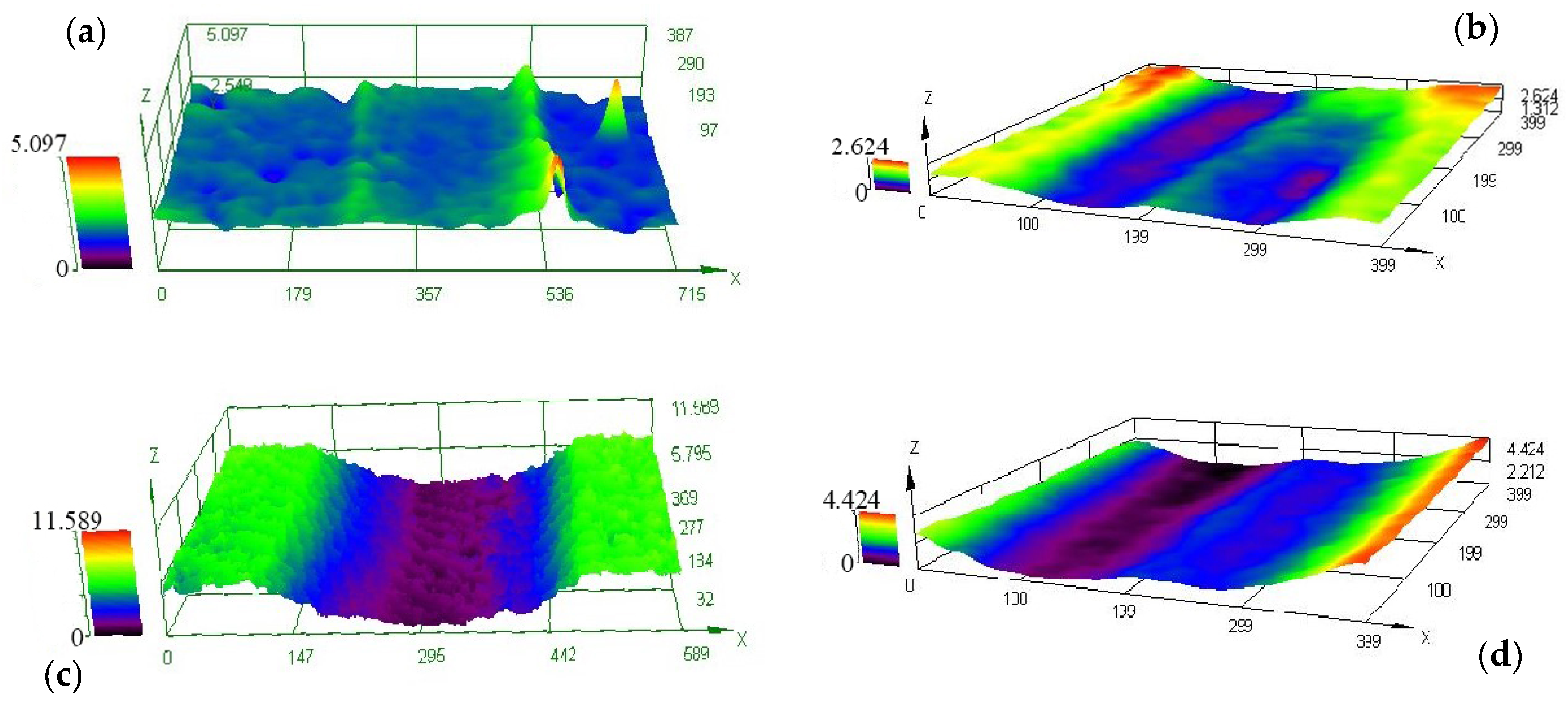
3.7. Friction and Wear Analysis
4. Discussion
4.1. Friction Pair EDS Analysis
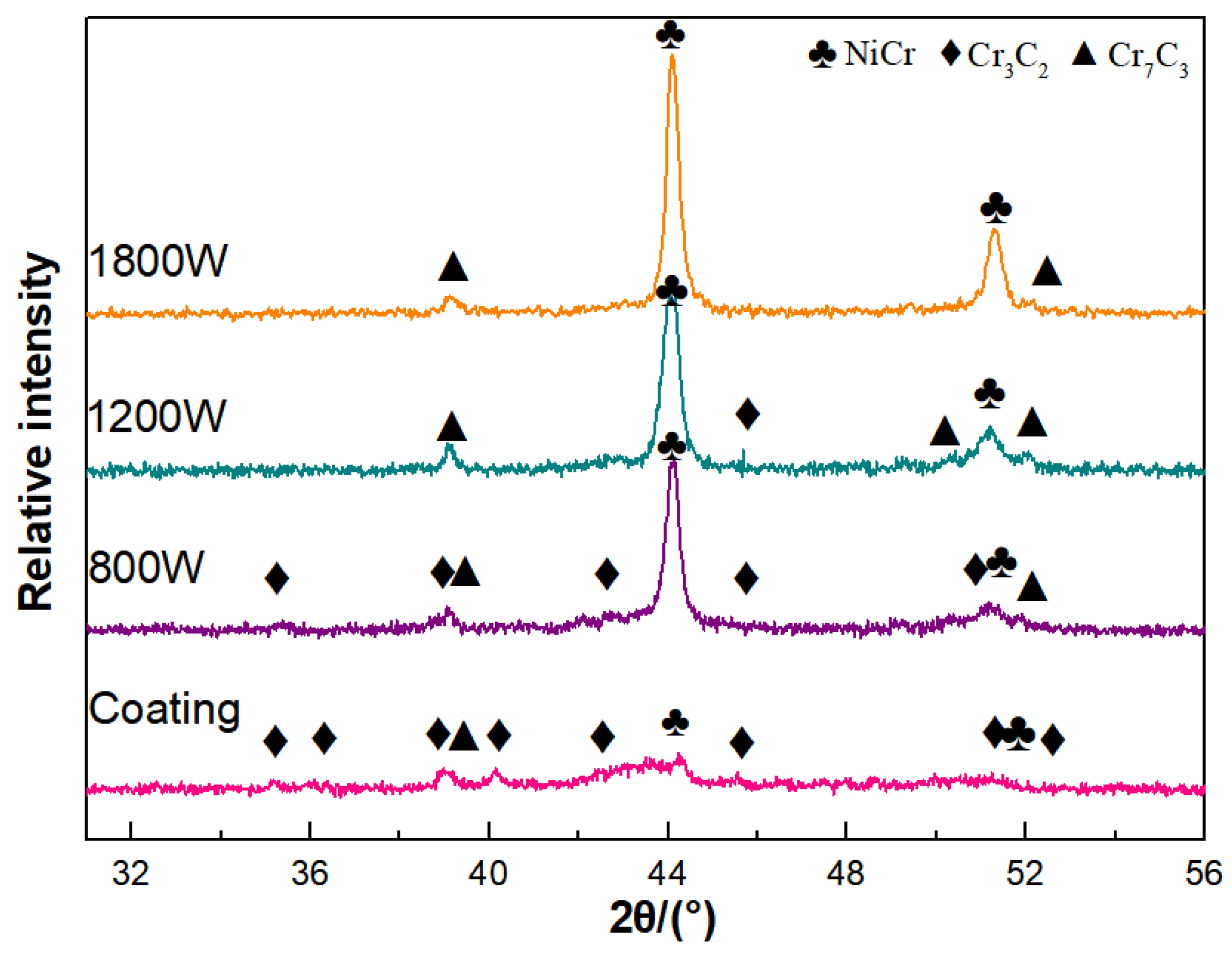
4.2. XRD Analysis
4.3. Mechanism Analysis
5. Conclusions
- Laser remelting promotes the re-nucleation and uniform distribution of carbides within the Cr3C2-Al2O3-NiCr coating, leading to an increased microstructure density and enhanced hardness. However, an excessive laser power inhibits the nucleation of Cr3C2, resulting in the formation of Cr7C3 and a subsequent reduction in hardness.
- The laser-remelted Cr3C2-Al2O3-NiCr coating exhibits a denser microstructure and enhanced uniformity, effectively mitigating the galvanic corrosion that occurs between the binder and carbides, thereby improving corrosion resistance.
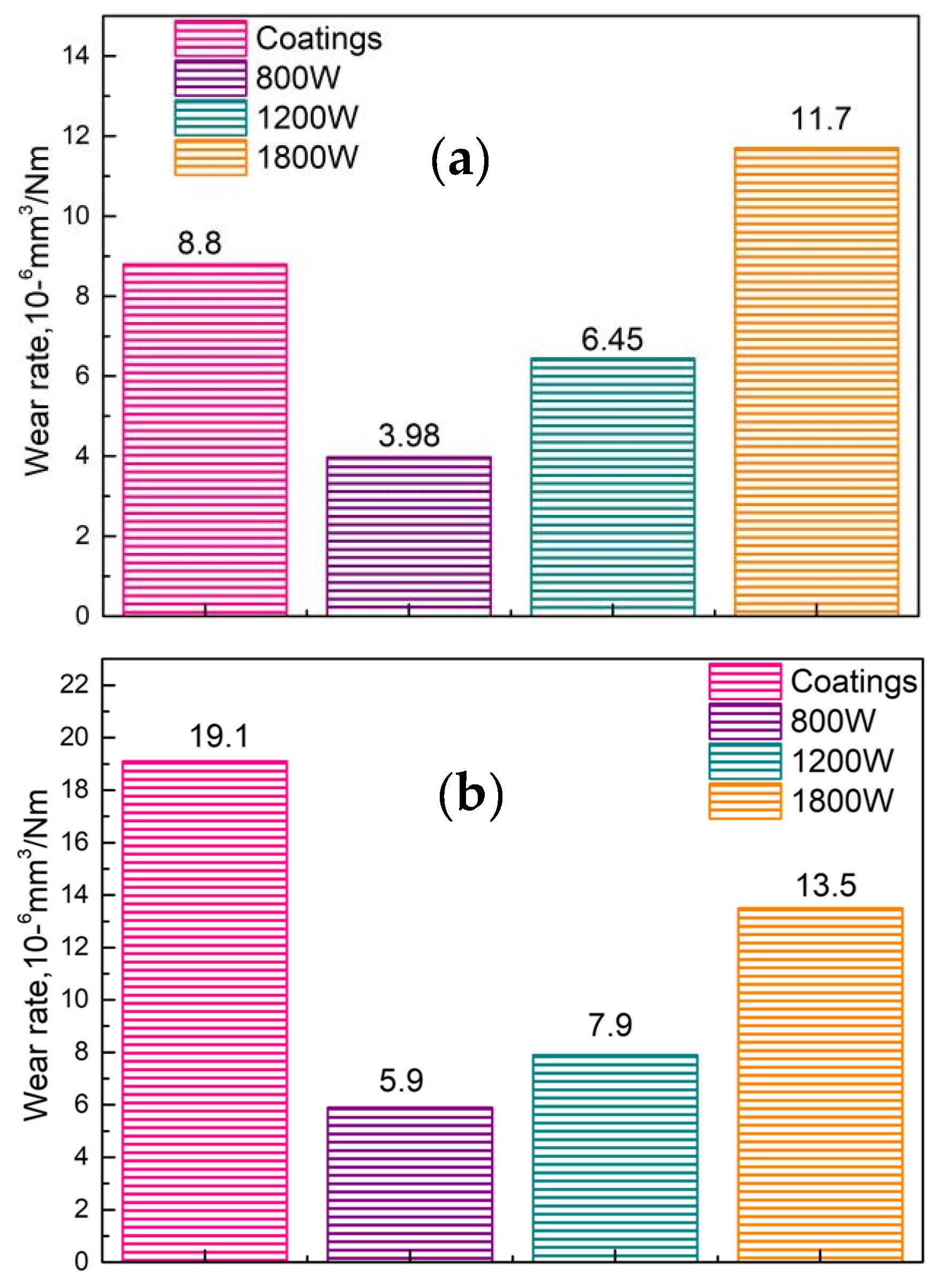
- The laser power affects the wear performance of the laser-remelted Cr3C2-Al2O3-NiCr coating. At 800 W, the wear rate decreased by 54.8% compared to the original coating, whereas at 1800 W, the wear rate increased by 53.4% compared to the original one.
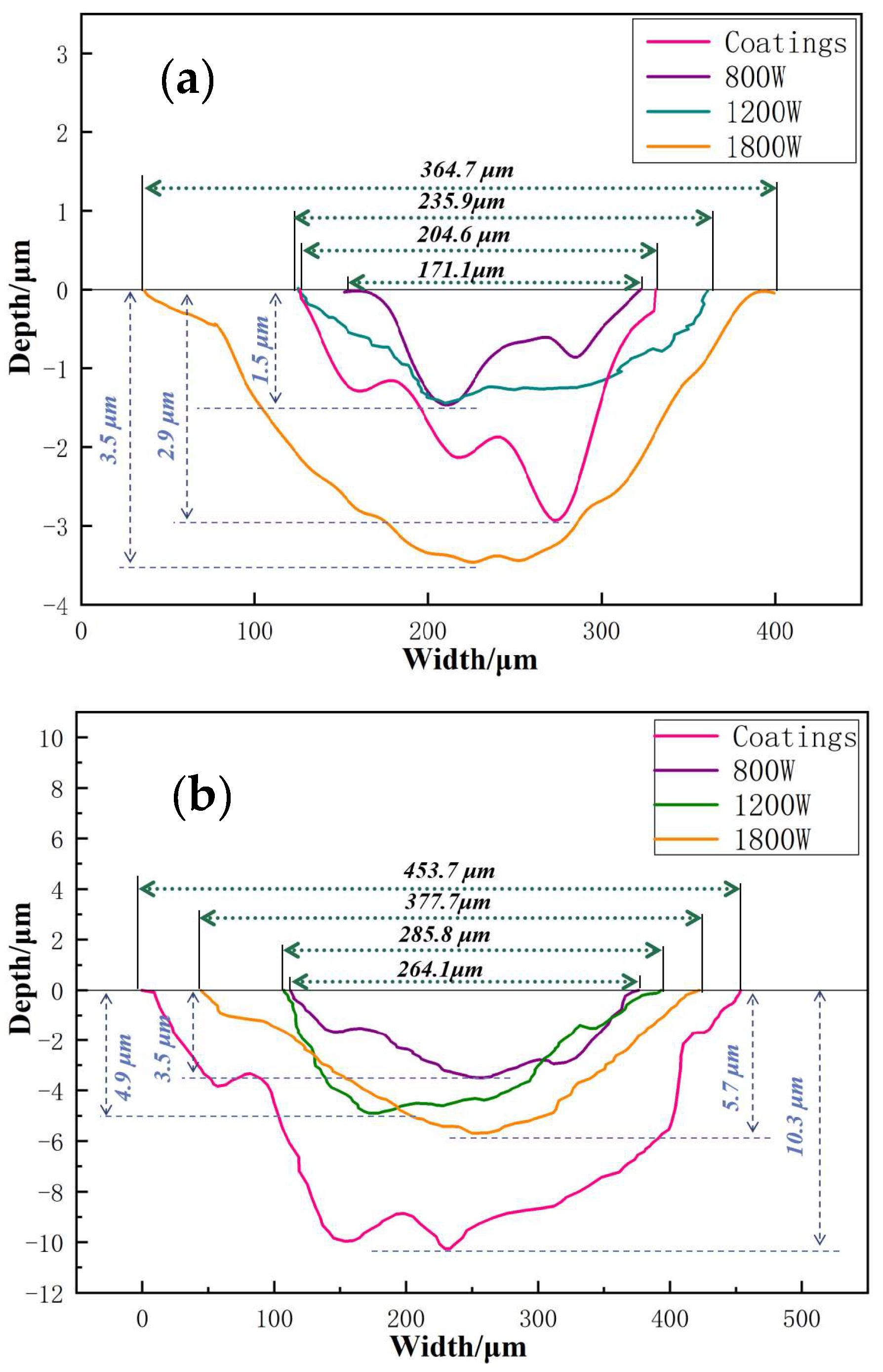
- The wear rate of the Cr3C2-Al2O3-NiCr coating in a 5% HCl solution increased compared to that in air. The wear rate of the original coating increased by 117%, that of the sample remelted with an 800 W laser increased by 48%, that of the 1200 W sample increased by 22%, and that of the 1800 W sample increased by 15%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, Y.; Liu, H.; Yu, G.; Hou, J.; Zeng, C. Electrochemical study of the corrosion of a Ni-based alloy GH3535 in molten (Li, Na, K)F at 700 degrees C. J. Fluor. Chem. 2015, 178, 14–22. [Google Scholar] [CrossRef]
- Saber, D.; Emam, I.S.; Abdel-Karim, R. High temperature cyclic oxidation of Ni based superalloys at different temperatures in air. J. Alloys Compd. 2017, 719, 133–141. [Google Scholar] [CrossRef]
- Ma, X.F.; Duan, Z.; Shi, H.J. Fatigue and fracture behavior of nickel-based superalloy Inconel 718 up to the very high cycle regime. J. Zhejiang Univ.-Sci. A 2010, 11, 727–737. [Google Scholar] [CrossRef]
- Behera, A.; Sahoo, A.K. Wear behaviour of Ni based superalloy: A review. Mater. Today Proc. 2020, 33, 5638–5642. [Google Scholar] [CrossRef]
- Wu, P.; Du, H.M.; Chen, X.L.; Li, Z.Q.; Bai, H.L.; Jiang, E.Y. Influence of WC particle behavior on the wear resistance properties of Ni–WC composite coatings. Wear 2004, 257, 142–147. [Google Scholar] [CrossRef]
- Wei, C.; Wang, Z.; Chen, J. Sulfuration corrosion failure analysis of Inconel 600 alloy heater sleeve in high-temperature flue gas. Eng. Fail. Anal. 2022, 135, 106111. [Google Scholar] [CrossRef]
- Li, W.J.; Lin, K.L. Strengthening of Inconel 600 alloy with electric current stressing. Materialia 2023, 27, 101666. [Google Scholar] [CrossRef]
- Prem Kumar, M.; Arivazhagan, N.; Chiranjeevi, C.; Raja Sekhar, Y.; Babu, N.; Manikandan, M. Effect of Molten Binary Salt on Inconel 600 and Hastelloy C-276 Superalloys for Thermal Energy Storage Systems: A Corrosion Study. J. Mater. Eng. Perform. 2023, 1–14. [Google Scholar] [CrossRef]
- Tatone, O.S.; Meindl, P.; Taylor, G.F. Steam Generator Tube Performance: Experience with Water-Cooled Nuclear Power Reactors during 1983 and 1984; No. AECL-9107; Atomic Energy of Canada Ltd.: Chalk River, ON, Canada, 1986. [Google Scholar]
- Morita, T.; Hirano, Y.; Asakura, K.; Kumakiri, T.; Ikenaga, M.; Kagaya, C. Effects of plasma carburizing and DLC coating on friction-wear characteristics, mechanical properties and fatigue strength of stainless steel. Mater. Sci. Eng. A 2012, 558, 349–355. [Google Scholar] [CrossRef]
- Fazlalipour, F.; Niki Nushari, M.; Shakib, N.; Shokuhfar, A. Comparative Tribological Behavior of V(N,C) and VC Diffusion Coatings. Defect Diffus. Forum 2010, 297–301, 1183–1189. [Google Scholar] [CrossRef]
- Kagiyama, A.; Terakado, K.; Urao, R. Effect of nitriding and TiN coating temperatures on the corrosion resistance of the combined surface modification layer. Surf. Coat. Technol. 2003, 169, 397–400. [Google Scholar] [CrossRef]
- Deshmukh, D.D.; Kalyankar, V.D. Recent status of overlay by plasma transferred arc welding technique. Int. J. Mater. Prod. Technol. 2018, 56, 23–83. [Google Scholar] [CrossRef]
- Tian, H.L.; Guo, M.Q.; Wang, C.L.; Tang, Z.H.; Cui, Y.J. Tribological behaviour of a self-lubricated GO/WC–12Co thermal spray coating. Surf. Eng. 2018, 34, 762–770. [Google Scholar] [CrossRef]
- Lin, L.; Li, G.-L.; Wang, H.-D.; Kang, J.-J.; Xu, Z.-L.; Wang, H.-J. Structure and wear behavior of NiCr-Cr3C2 coatings sprayed by supersonic plasma spraying and high velocity oxy-fuel technologies. Appl. Surf. Sci. 2015, 356, 383–390. [Google Scholar] [CrossRef]
- Liu, Q.; Bai, Y.; Wang, H.D.; Ma, G.Z.; Liu, M.; Chu, C.Y.; Sun, Y.W.; Fan, W.; Ding, F.; Zhao, B.; et al. Microstructural evolution of carbides and its effect on tribological properties of SAPS or HVOF sprayed NiCr–Cr3C2 coatings. J. Alloys Compd. 2019, 803, 730–741. [Google Scholar] [CrossRef]
- Liu, Q.; He, T.; Guo, W.Y.; Bai, Y.; Ma, Y.S.; Chang, Z.D.; Liu, H.B.; Zhou, Y.X.; Ding, F.; Sun, Y.W.; et al. Tribological behavior of SAPS sprayed Al2O3-TiO2 and NiCr-Cr3C2 coatings under severe load conditions. Surf. Coat. Technol. 2019, 370, 362–373. [Google Scholar] [CrossRef]
- Kuruba, M.; Gaikwad, G.; Natarajan, J.; Koppad, P.G. Effect of carbon nanotubes on microhardness and adhesion strength of high-velocity oxy-fuel sprayed NiCr–Cr3C2 coatings. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2022, 236, 86–96. [Google Scholar] [CrossRef]
- Liu, J.; Wang, L.; Li, F.; Ran, X.; Peng, X. Life cycle Inventory of NiCrAl/NiCr-Cr3C2 Composite Coatings for Plasma Spraying Process. Procedia Manuf. 2020, 43, 559–566. [Google Scholar] [CrossRef]
- Temmler, A.; Willenborg, E.; Wissenbach, K. Design surfaces by laser remelting. Phys. Procedia 2011, 12, 419–430. [Google Scholar] [CrossRef]
- Mateos, J.; Cuetos, J.M.; Vijande, R.; Fernández, E. Tribological properties of plasma sprayed and laser remelted 75/25 Cr3C2/NiCr coatings. Tribol. Int. 2001, 34, 345–351. [Google Scholar] [CrossRef]
- Chen, H.; Xu, C.; Zhou, Q.; Hutchings, I.M.; Shipway, P.H.; Liu, J. Micro-scale abrasive wear behaviour of HVOF sprayed and laser-remelted conventional and nanostructured WC-Co coatings. Wear 2005, 258, 333–338. [Google Scholar] [CrossRef]
- Wang, H.; Cheng, Y.; Yang, J.; Wang, Q. Influence of laser remelting on organization, mechanical properties and corrosion resistance of Fe-based amorphous composite coating. Surf. Coat. Technol. 2021, 414, 127081. [Google Scholar] [CrossRef]
- Zhou, S.; Xu, Y.; Liao, B.; Sun, Y.; Dai, X.; Yang, J.; Li, Z. Effect of laser remelting on microstructure and properties of WC reinforced Fe-based amorphous composite coatings by laser cladding. Opt. Laser Technol. 2018, 103, 8–16. [Google Scholar] [CrossRef]
- Jin, B.; Zhang, N.; Yin, S. Strengthening behavior of AlCoCrFeNi(TiN) high-entropy alloy coatings fabricated by plasma spraying and laser remelting. J. Mater. Sci. Technol. 2022, 121, 163–173. [Google Scholar] [CrossRef]
- Qian, J.; Zhang, J.; Li, S.; Wang, C. Study on laser cladding NiAl/Al2O3, coating on magnesium alloy. Rare Metal Mater. Eng. 2013, 42, 466–469. [Google Scholar] [CrossRef]
- Zhao, Y.; Wu, X.; Du, H.; Shangguan, X.; He, W. Influence of different laser re-melting paths on the microstructure of a spray coating: Defect prevention and tribological properties. Surf. Coat. Technol. 2019, 367, 11–18. [Google Scholar] [CrossRef]
- Zhang, X.-Q.; Gong, W.-B.; Liu, Y.-D. Microstructure and properties of laser remelted nickel based alloy composite coating. Weld 2007, 2, 46–48. [Google Scholar]
- García, J.R.; Fernandez, J.E.; Cuetos, J.M.; Costales, F.G. Fatigue effect of WC coatings thermal sprayed by HVOF and laser treated, on medium carbon steel. Eng. Fail. Anal. 2011, 18, 1750–1760. [Google Scholar] [CrossRef]
- Yi, P.; Mostaghimi, J.; Pershin, L.; Xu, P.; Zhan, X.; Jia, D.; Liu, Y. Effects of laser surface remelting on the molten salt corrosion resistance of yttria-stabilized zirconia coatings. Ceram. Int. 2018, 44, 22645–22655. [Google Scholar] [CrossRef]
- Guo, H.F.; Tian, Z.J.; Huang, Y.H. Laser surface remelting of WC–12Co coating: Finite element simulations and experimental analyses. Mater. Sci. Technol. 2016, 32, 813–822. [Google Scholar] [CrossRef]
- Yilbas, B.S.; Arif, A.F.M. Residual stress analysis for HVOF diamalloy 1005 on Ti–6Al–4V alloy. Surf. Coat. Technol. 2007, 202, 559–568. [Google Scholar] [CrossRef]
- Li, F.; Zhang, C.; Pang, Q.; Fang, G.; Xu, G. Effect of High-Energy Shot Peening on Properties of High-Velocity Oxygen-Fuel Spraying. Coatings 2023, 13, 872. [Google Scholar] [CrossRef]
- Wang, X.; You, G.; Yang, Z.; Long, S. Pore formation mechanism in laser local re-melted areas of die cast magnesium alloy AZ91D. Rare Met. Mater. Eng. 2012, 41, 2144–2148. [Google Scholar]
- Mateos, J.; Cuetos, J.M.; Fernández, E.; Vijande, R. Tribological behaviour of plasma-sprayed WC coatings with and without laser remelting. Wear 2000, 239, 274–281. [Google Scholar] [CrossRef]
- Ji, X.; Gu, P.; Wang, Z.; Tang, Q.; Li, Z. Effect of laser remelting on slurry erosion and corrosion properties of arc-sparyed Fe-based amorphous-comtaining coatings. Surf. Technol. 2019, 48, 68–74. [Google Scholar]
- Zhang, K.; Zou, J.; Li, J.; Yu, Z. EBSD characterization of the laser remelted surface layers in a commercially pure Mg. J. Mater. Sci. Technol. 2014, 30, 263–267. [Google Scholar] [CrossRef]
- Kawakita, J.; Kuroda, S.; Kodama, T. Evaluation of through-porosity of HVOF sprayed coating. Surf. Coat. Technol. 2003, 166, 17–23. [Google Scholar] [CrossRef]
- Van Acker, K.; Vanhoyweghen, D.; Persoons, R.; Vangrunderbeek, J. Influence of tungsten carbide particle size and distribution on the wear resistance of laser clad WC/Ni coatings. Wear 2005, 258, 194–202. [Google Scholar] [CrossRef]
- Qunshuang, M.; Yajiang, L.; Juan, W. Effects of Ti addition on microstructure homogenization and wear resistance of wide-band laser clad Ni60/WC composite coatings. Int. J. Refract. Met. Hard Mater. 2017, 64, 225–233. [Google Scholar] [CrossRef]
- Chukwuike, V.I.; Echem, O.G.; Prabhakaran, S.; AnandKumar, S.; Barik, R.C. Laser shock peening (LSP): Electrochemical and hydrodynamic investigation of corrosion protection pre-treatment for a copper surface in 3.5% NaCl medium. Corros. Sci. 2021, 179, 109156. [Google Scholar] [CrossRef]
- Sadeghimeresht, E.; Markocsan, N.; Nylén, P.; Björklund, S. Corrosion performance of bi-layer Ni/Cr2C3–NiCr HVAF thermal spray coating. Appl. Surf. Sci. 2016, 369, 470–481. [Google Scholar] [CrossRef]
- Stellwag, B. The mechanism of oxide film formation on austenitic stainless steels in high temperature water. Corros. Sci. 1998, 40, 337–370. [Google Scholar] [CrossRef]
- Zhang, B.; Hao, S.; Wu, J.; Li, X.; Li, C.; Di, X.; Huang, Y. Direct evidence of passive film growth on 316 stainless steel in alkaline solution. Mater. Charact. 2017, 131, 168–174. [Google Scholar] [CrossRef]
- Chong, K.; Zou, Y.; Wu, D.; Tang, Y.; Zhang, Y. Pulsed laser remelting supersonic plasma sprayed Cr3C2-NiCr coatings for regulating microstructure, hardness and corrosion properties. Surf. Coat. Technol. 2021, 418, 127258. [Google Scholar] [CrossRef]
- Wang, W.; Du, M.; Zhang, X.; Geng, M. Microstructure and Tribological Properties of WC-Ni Matrix Cermet Coatings Prepared by Electrospark Deposition on H13 Steel Substrate. Acta Metall. Sin. 2021, 57, 1048–1056. [Google Scholar]
- Blau, P.J. The significance and use of the friction coefficient. Tribol. Int. 2001, 34, 585–591. [Google Scholar] [CrossRef]
- Roy, M.; Venkataraman, B.; Bhanuprasad, V.V.; Mahajan, Y.R.; Sundararajan, G. The effect of participate reinforcement on the sliding wear behavior of aluminum matrix composites. Metall. Trans. A 1992, 23, 2833–2847. [Google Scholar] [CrossRef]
- Matthews, S. Compositional Development as a Function of Spray Distance in Unshrouded/Shrouded Plasma-Sprayed Cr3C2-NiCr Coatings. J. Therm. Spray Technol. 2015, 24, 515–533. [Google Scholar] [CrossRef]
- Sun, G.; Zhang, Y.; Liu, C.; Luo, K.; Tao, X.; Li, P. Microstructure and wear resistance enhancement of cast steel rolls by laser surface alloying NiCr–Cr3C2. Mater. Des. 2010, 31, 2737–2744. [Google Scholar] [CrossRef]
- Zhang, D.; Zhang, X. Laser cladding of stainless steel with Ni–Cr3C2 and 51.Ni–WC for improving erosive–corrosive wear performance. Surf. Coat. Technol. 2005, 190, 212–217. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | Si | P | S | Cr | Ni | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|
| wt.% | ≤0.15 | ≤1.00 | ≤0.50 | ≤0.030 | ≤0.015 | 14.0–17.0 | 71.0–78.0 | ≤0.50 | 6.0–10.0 |
| Sample | I0/(μA/cm2) | E0/V |
|---|---|---|
| Coatings | 3.301 | −0.356 |
| 800 W | 1.641 | −0.285 |
| 1200 W | 1.467 | −0.279 |
| 1800 W | 2.314 | −0.281 |
| Specimen | Depth/Width (in Air) | Depth/Width (in the 5% Hydrochloric Acid Medium) | Rate of Change (in the Medium vs. in Air) Depth/Width |
|---|---|---|---|
| Coatings | 2.9 μm/204.6 μm | 10.3 μm/453.7 μm | 255%/122% |
| 800 W | 1.5 μm/171.1 μm | 3.5 μm/264.1 μm | 133%/54% |
| 1200 W | 1.6 μm/235.9 μm | 4.9 μm/285.8 μm | 206%/21% |
| 1800 W | 3.5 μm/364.7 μm. | 5.7 μm/377.7 μm. | 63%/4% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, F.; Zhang, C.; Li, Y.; Pang, Q. Effects of Laser Remelting on Frictional Properties of Supersonic Flame-Sprayed Coatings. Coatings 2024, 14, 325. https://doi.org/10.3390/coatings14030325
Li F, Zhang C, Li Y, Pang Q. Effects of Laser Remelting on Frictional Properties of Supersonic Flame-Sprayed Coatings. Coatings. 2024; 14(3):325. https://doi.org/10.3390/coatings14030325
Chicago/Turabian StyleLi, Fengbo, Conghui Zhang, Yan Li, and Qingtao Pang. 2024. "Effects of Laser Remelting on Frictional Properties of Supersonic Flame-Sprayed Coatings" Coatings 14, no. 3: 325. https://doi.org/10.3390/coatings14030325
APA StyleLi, F., Zhang, C., Li, Y., & Pang, Q. (2024). Effects of Laser Remelting on Frictional Properties of Supersonic Flame-Sprayed Coatings. Coatings, 14(3), 325. https://doi.org/10.3390/coatings14030325