
Wear Behavior Assessment of New Wire-Arc Additively Manufactured Surfaces on AA6061 and AA5086 Alloys through Multi-Walled Carbon Nanotubes and Ni Particles Inducement
 , and
, and
Abstract
:1. Introduction
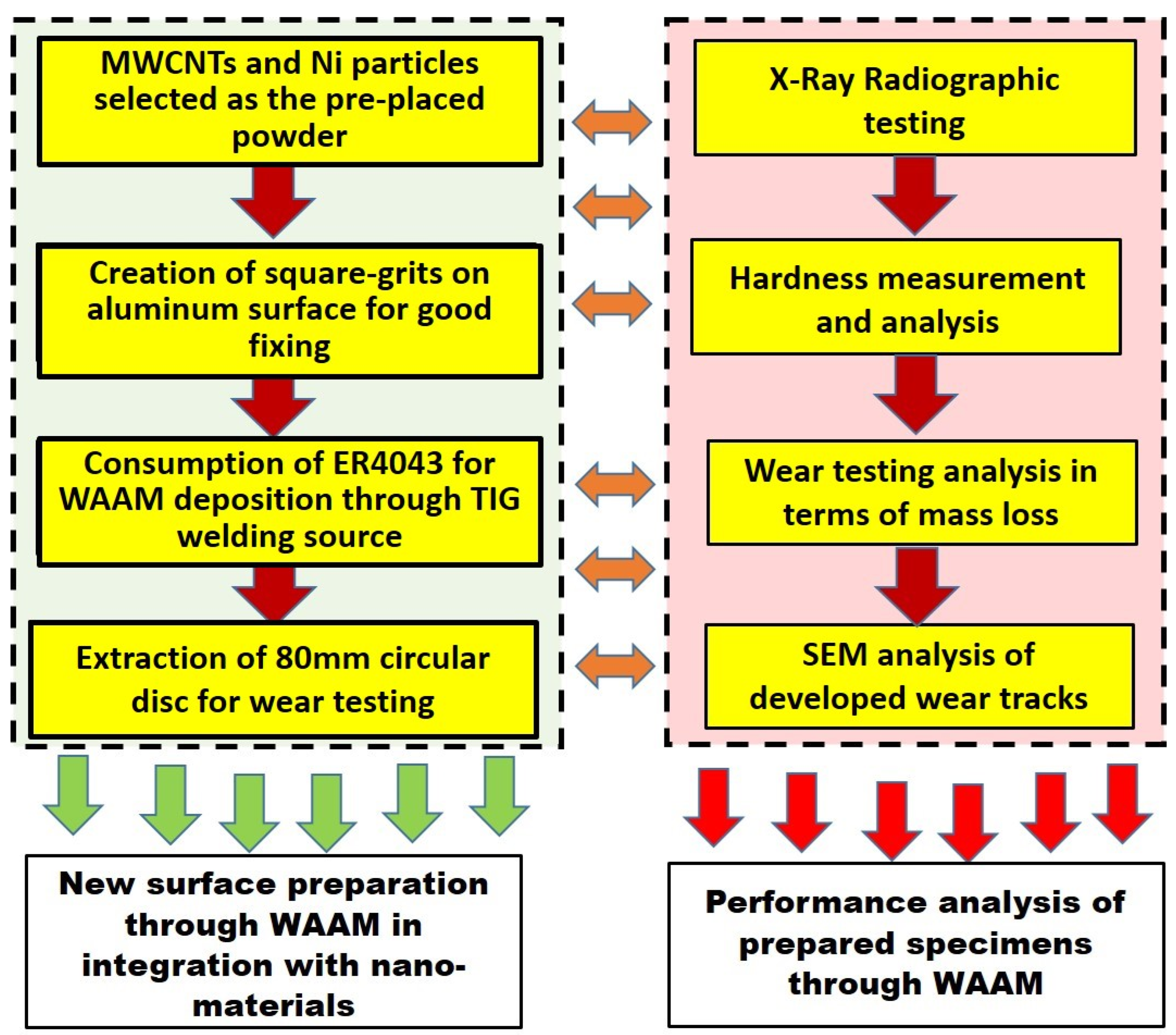
2. Experimental Procedure and Methodology
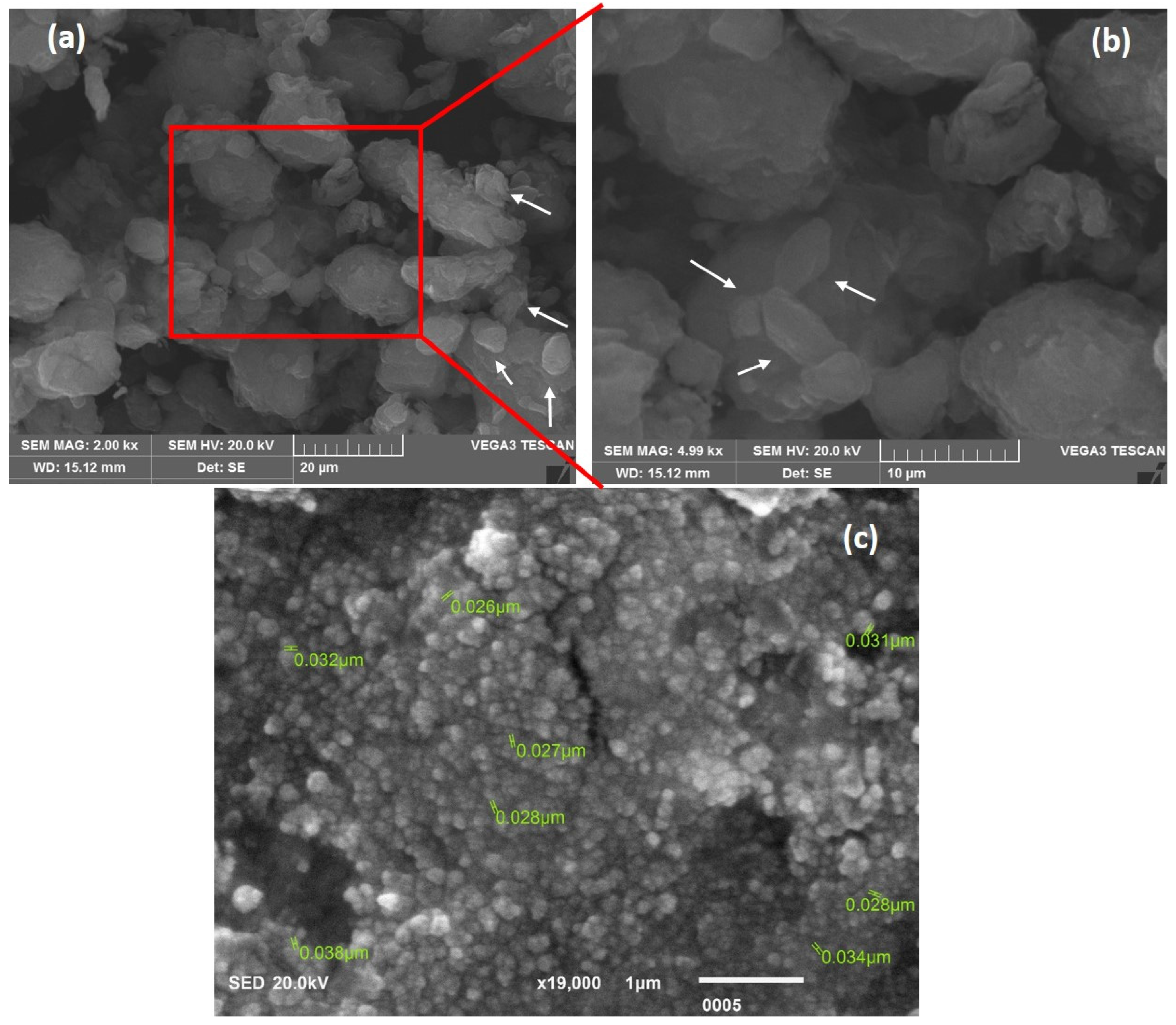
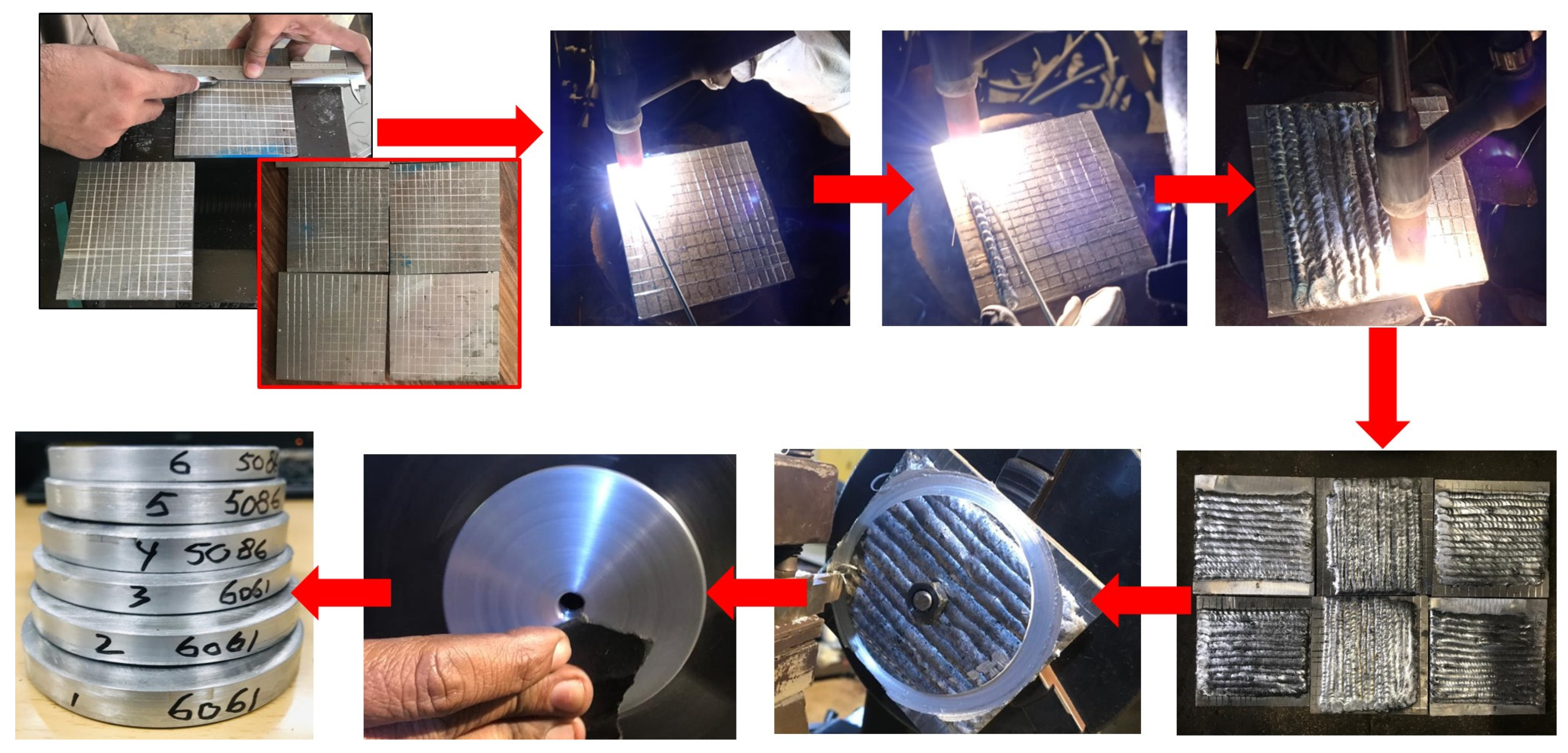
2.1. Materials and WAAM Procedure for Samples
2.2. Sequential Methodology to Assess WAAM Surface Performance and Characterization
3. Results and Discussion
3.1. Radiographic Resting Results
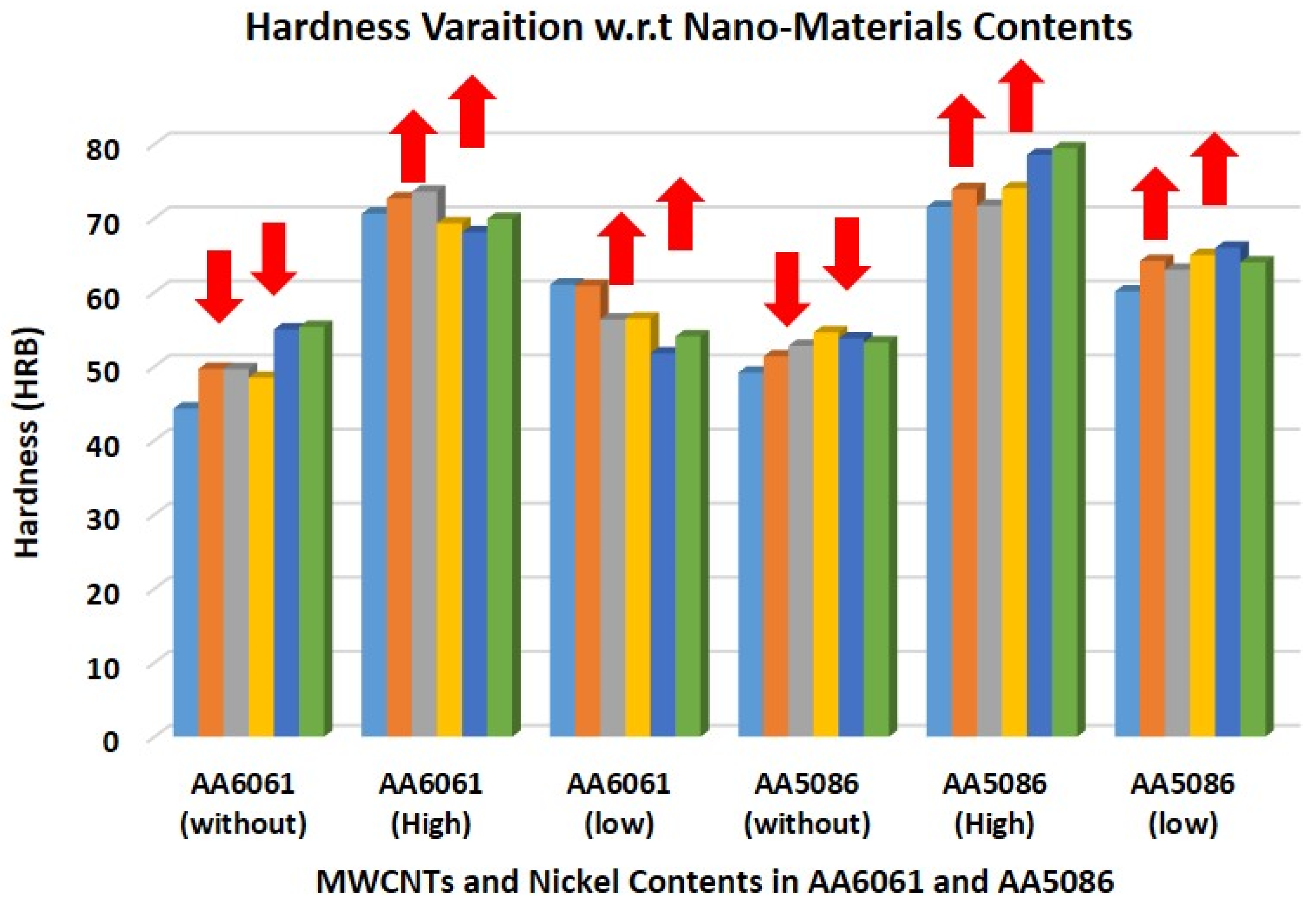
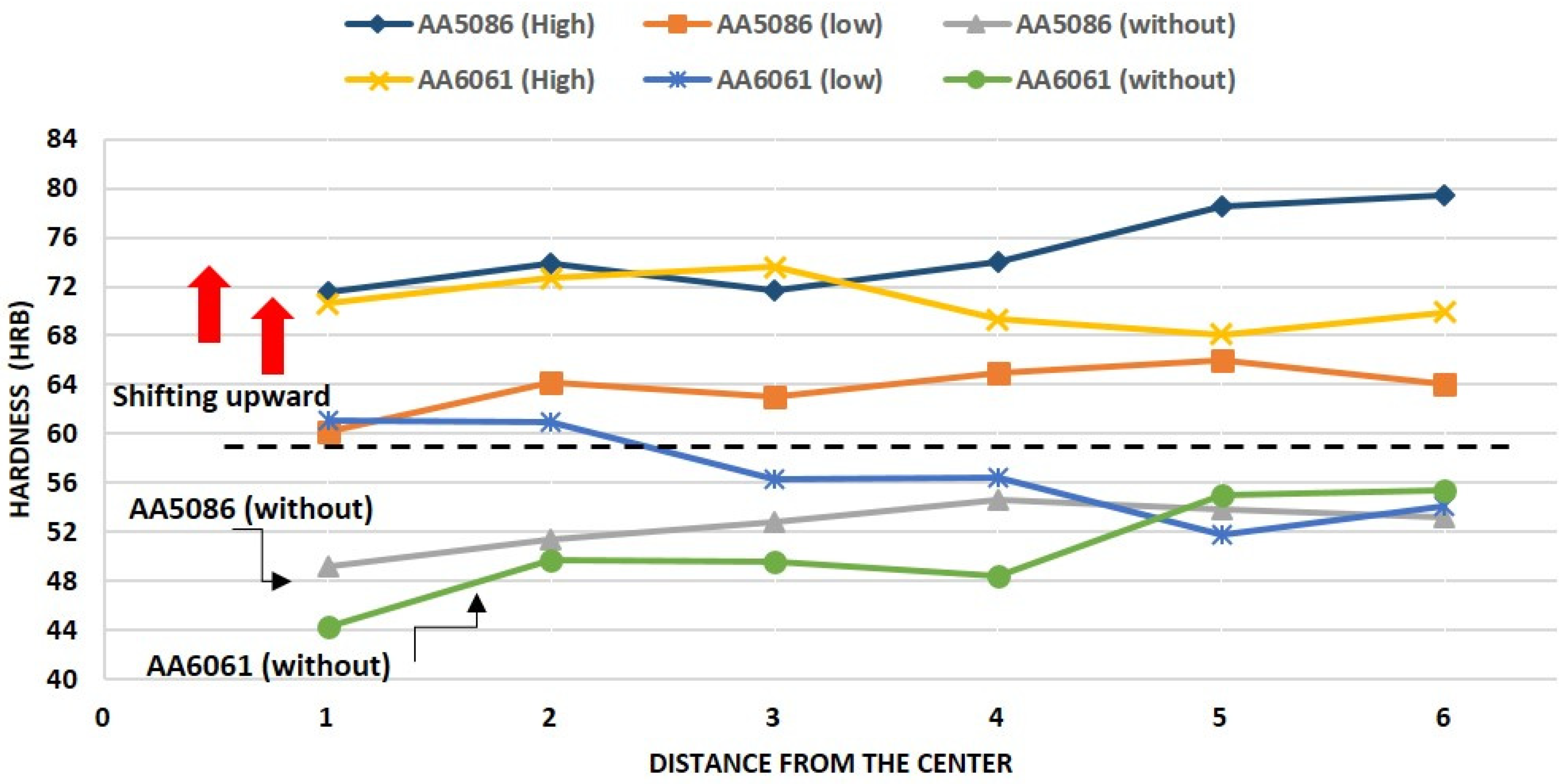
3.2. Microhardness Test Results
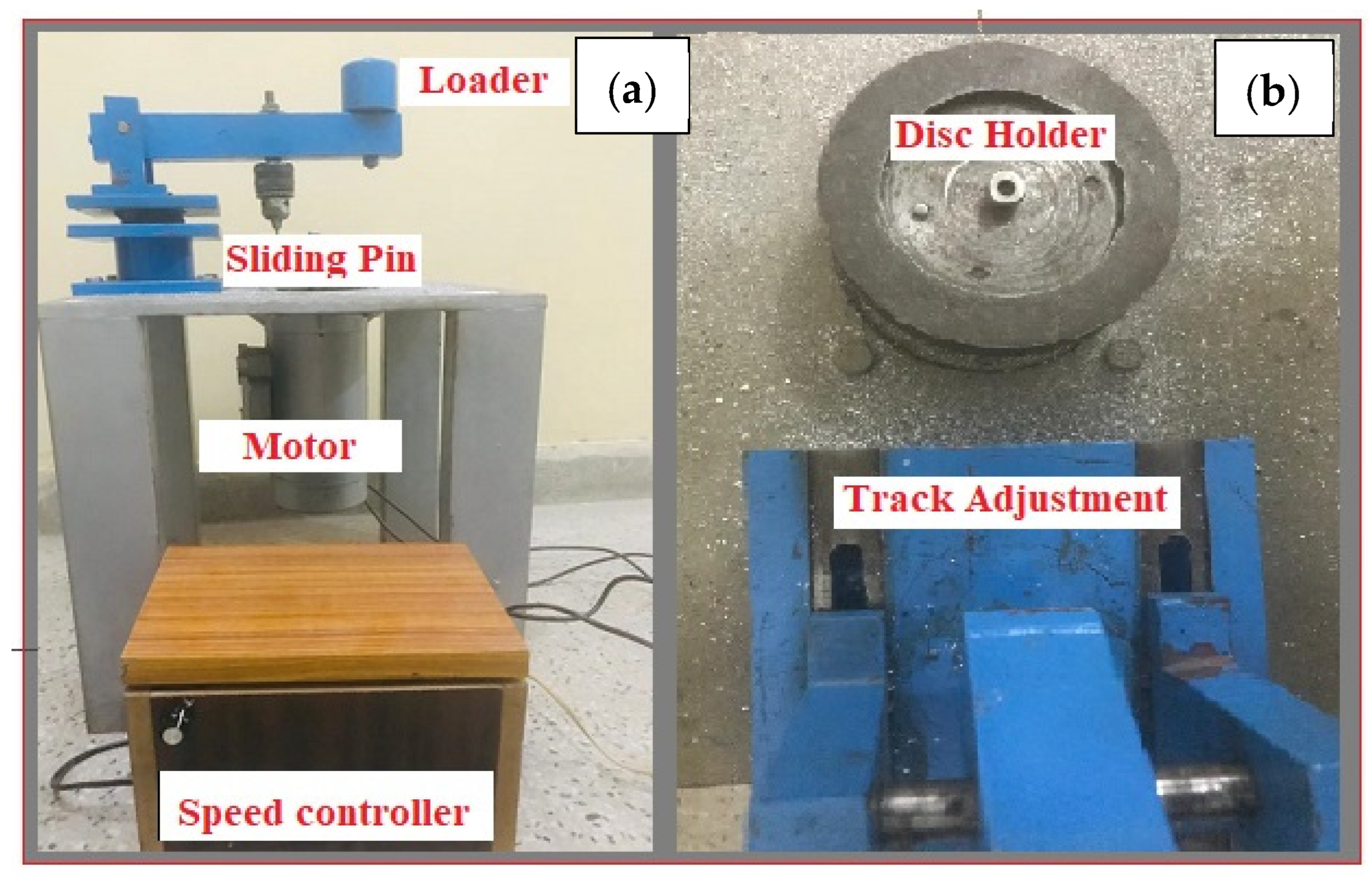
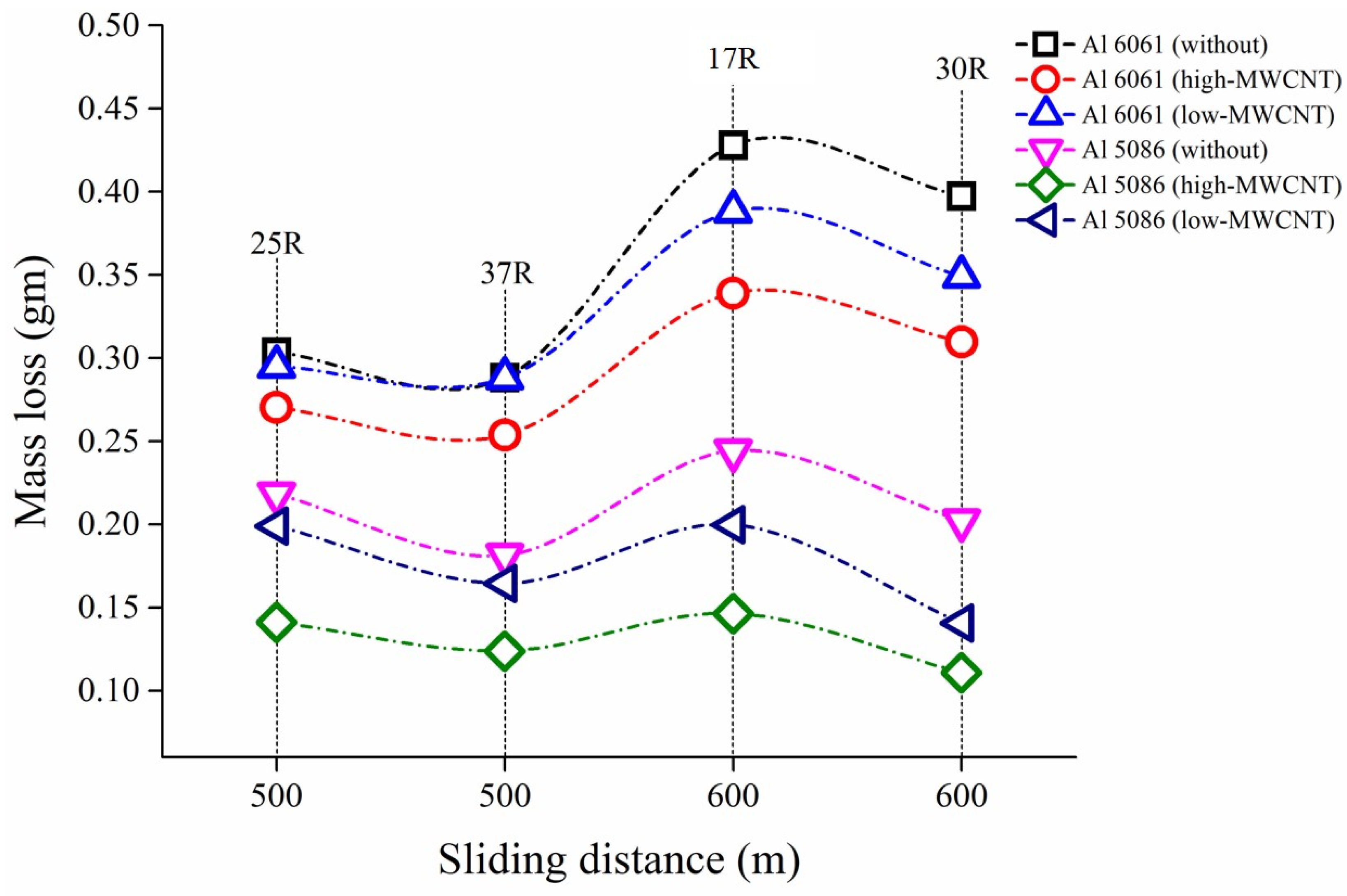
3.3. Wear Test Results
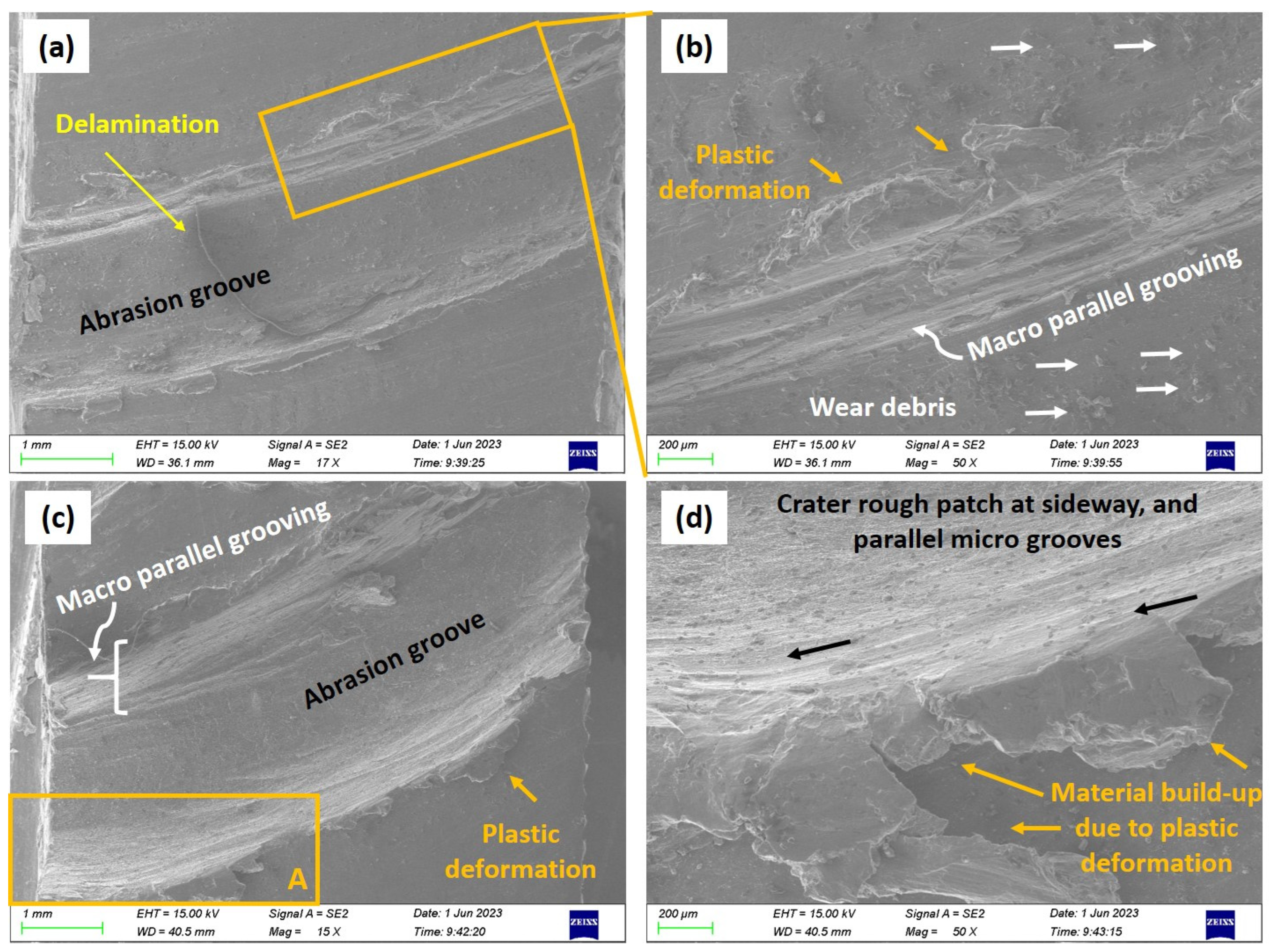
3.4. Wear Image Analysis of Typical Wear Tracks on Discs
4. Conclusions
- ○
- The higher mass contents, 0.02 g of MWCNTs, showed the highest hardness values of the systems for AA6061 and AA5086 alloys in contrast to low mass contents and without any inducement. The maximum value of 74.86 HRB was achieved at a 0.02 g inducement of MWCNTs for AA5086 alloy.
- ○
- In wear testing, the higher values of mass losses were recorded for the cases of WAAM of AA6061 and AA5086 alloys without any inducements at both the sliding distances, i.e., 500 m and 600 m. The improvement in the mass loss resistance with MWCNTs inducement is an important feature of the study; prominently, the improvement in mass loss up to 38.46% and 17.31% for AA5086 and AA6061, respectively, was recorded for 0.02 g of MWCNTs in contrast to the cases of without any inducement.
- ○
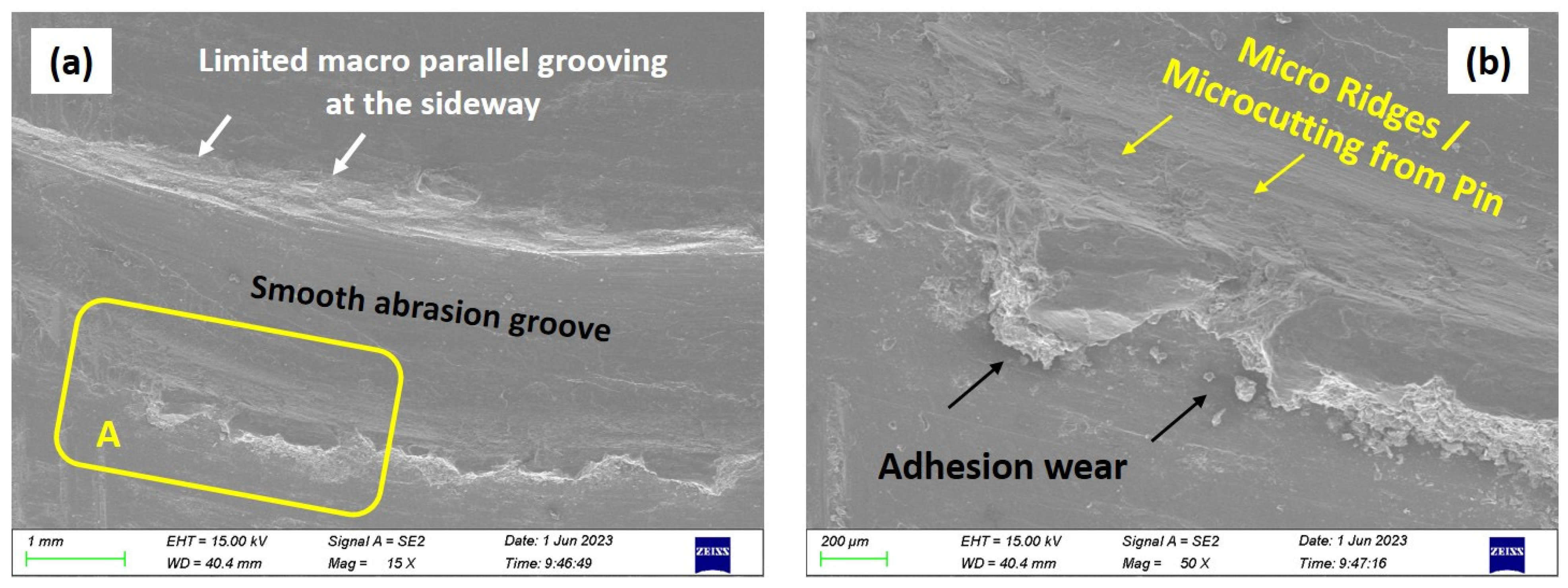
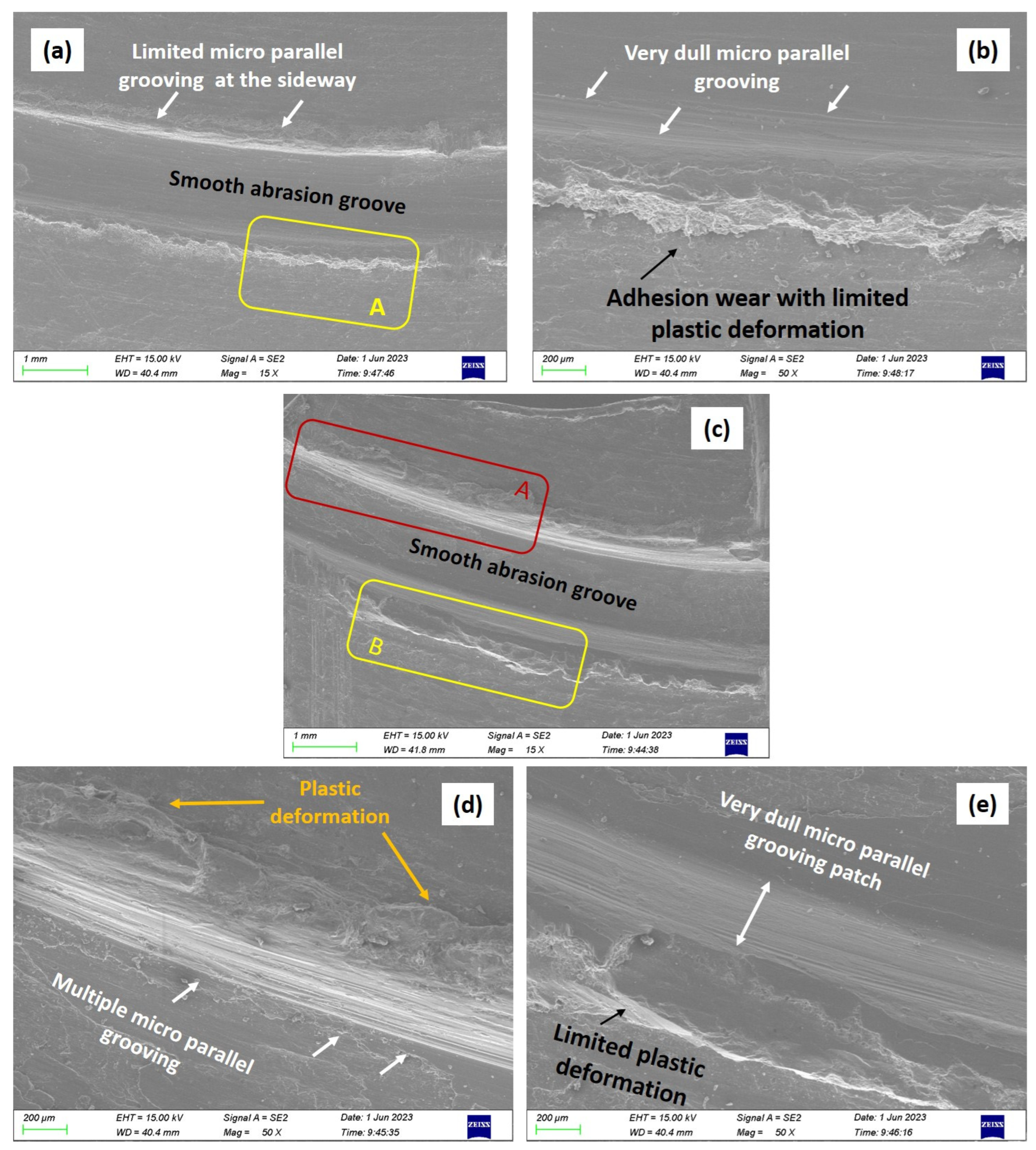
- The observed wear mechanism indicated more or less that the adhesive type of wear is the prevalent mechanism for all the samples. The detailed features of bare ER4043 filler wire deposition (without nanomaterials) through WAAM include a widened abrasion groove at the center, a large amount of adhered buildup material at the sides, and extended patches of micro- and macro-parallel grooving, which cause a larger mass to be pulled or squeezed out from the wear track boundaries for 500 m and 600 m sliding distances.
- ○
- There is a considerable impact on the observed features of wear tracks observed using an SEM for MWCNTs and Ni inducements. Consistent and confined tracks with more dimension stability along with smooth abrasion grooves were obtained for higher mass content, i.e., 0.02 g of MWCNTs at 500 m and 600 m sliding distances. The sideways features also revealed very limited patches of micro- and macro-grooving and ridges, which is a sign of higher resistance to plastic deformation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, C.; Jiang, Z.; Ma, X.; Zhang, Y.; He, P.; Han, F. Effect of solid solution time on microstructure and corrosion property of wire arc additively manufactured 2319 aluminum alloy. J. Mater. Res. Technol. 2023, 26, 2749–2758. [Google Scholar] [CrossRef]
- Klemenc, J.; Glodež, S.; Steinacher, M.; Zupanič, F. LCF Behaviour of High Strength Aluminium Alloys AA 6110A and AA 6086. Int. J. Fatigue 2023, 177, 107971. [Google Scholar] [CrossRef]
- Zeid, E.A. Mechanical and electrochemical characteristics of solutionized AA 6061, AA6013 and AA 5086 aluminum alloys. J. Mater. Res. Technol. 2019, 8, 1870–1877. [Google Scholar] [CrossRef]
- Gao, Y.; Xiao, S.; Wu, H.; Wu, C.; Chen, G.; Yin, Y.; Chu, P.K. Effect of h-BN nanoparticles incorporation on the anti-corrosion and anti-wear properties of micro-arc oxidation coatings on 2024 aluminum alloy. Ceram. Int. 2023, 49, 37475–37485. [Google Scholar] [CrossRef]
- Alvarez-Vera, M.; Hdz-García, H.M.; Muñoz-Arroyo, R.; Hernandez-Rodriguez, M.A.L.; Ortega, J.A.; Mtz-Enriquez, A.I.; Hernandez-García, F.A.; Carrera-Espinoza, R.; Ortega-Ramos, I.A. Wear resistance of surfaced modified CoCr alloy with stellite alloys and boron carbide coating via laser alloying. Wear 2023, 524, 204811. [Google Scholar] [CrossRef]
- Quazi, M.M.; Fazal, M.A.; Haseeb AS, M.A.; Yusof, F.; Masjuki, H.H.; Arslan, A. Laser-based surface modifications of aluminum and its alloys. Crit. Rev. Solid State Mater. Sci. 2016, 41, 106–131. [Google Scholar] [CrossRef]
- Riquelme, A.; Escalera-Rodríguez, M.D.; Rodrigo, P.; Otero, E.; Rams, J. Effect of alloy elements added on microstructure and hardening of Al/SiC laser clad coatings. J. Alloys Compd. 2017, 727, 671–682. [Google Scholar] [CrossRef]
- Ureña, A.; Rodrigo, P.; Gil, L.; Escalera, M.D.; Baldonedo, J.L. Interfacial reactions in an Al-Cu-Mg (2009)/SiCw composite during liquid processing Part II Arc welding. J. Mater. Sci. 2001, 36, 429–439. [Google Scholar] [CrossRef]
- Şahin, Y. Abrasive wear behaviour of SiC/2014 aluminium composite. Tribol. Int. 2010, 43, 939–943. [Google Scholar] [CrossRef]
- Jiru, W.G.; Sankar, M.R.; Dixit, U.S. Investigation of microstructure and microhardness in laser surface alloyed aluminium with TiO2 and SiC powders. Mater. Today Proc. 2017, 4, 717–724. [Google Scholar] [CrossRef]
- Vreeling, J.A.; Ocelık, V.; Hamstra, G.A.; Pei, Y.T.; De Hosson, J.T.M. In-Situ microscopy investigation of failure mechanisms in Al/SiCp metal matrix composite produced by laser embedding. Scr. Mater. 2000, 42, 589–595. [Google Scholar] [CrossRef]
- Mabhali, L.A.; Sacks, N.; Pityana, S. Three body abrasion of laser surface alloyed aluminium AA1200. Wear 2012, 290, 204811. [Google Scholar] [CrossRef]
- D’Amato, C.; Buhagiar, J.; Betts, J.C. Tribological characteristics of an A356 aluminium alloy laser surface alloyed with nickel and Ni–Ti–C. Appl. Surf. Sci. 2014, 313, 720–729. [Google Scholar] [CrossRef]
- D’Amato, C.; Betts, J.C.; Buhagiar, J. Laser surface alloying of an A356 aluminium alloy using nickel and Ni-Ti-C: A corrosion study. Surf. Coat. Technol. 2014, 244, 194–202. [Google Scholar] [CrossRef]
- Kumar, S.S.; Kumar, S.D.; Magarajan, U. Investigation of mechanical and wear behaviour of graphene reinforced aluminium alloy 6061 metal matrix composite. Kov. Mater.-Met. Mater. 2020, 58, 341–349. [Google Scholar]
- Alrobei, H. Effect of different parameters and aging time on wear resistance and hardness of SiC-B4C reinforced AA6061 alloy. J. Mech. Sci. Technol. 2020, 34, 2027–2034. [Google Scholar] [CrossRef]
- Mathalai Sundaram, C.; Radha Krishnan, B.; Harikishore, S.; Vijayan, V. Wear behavior of B4C reinforced Al 6063 matrix composite electrodes fabricated by stir casting method. Trans. Can. Soc. Mech. Eng. 2020, 45, 199–210. [Google Scholar] [CrossRef]
- OP, A.R.N.; Arul, S. Effect of nickel reinforcement on micro hardness and wear resistance of aluminium alloy Al7075. Mater. Today Proc. 2020, 24, 1042–1051. [Google Scholar]
- Li, P.; Aboulkhair, N.T.; Yang, D.; Clare, A.T.; Ghosh, B.; Hou, X.; Xu, F. Tailoring the In-Situ Formation of Intermetallic Phases in the Self-Lubricating Al-Ws2 Composite for Enhanced Tribological Performance with Wear Track Evolution Analysis. J. Mater. Res. Technol. 2023, 27, 4891–4907. [Google Scholar] [CrossRef]
- Podobová, M.; Puchý, V.; Falat, L.; Džunda, R.; Besterci, M.; Hvizdoš, P. Microstructure and tribological behavior of SPS processed Fe/Ti-15wt.% Cu-based metal matrix composites with incorporated waste Ti-chips. Met. Mater. Kov. Mater. 2020, 48, 83–91. [Google Scholar] [CrossRef]
- Kumar, S.; Ghosh, P.K.; Kumar, R. Surface modification of AISI 4340 steel by multi-pass TIG arcing process. J. Mater. Process. Technol. 2017, 249, 394–406. [Google Scholar] [CrossRef]
- Lotfi, B.; Rostami, M.; Sadeghian, Z. Effect of silicon content on microstructure of Al-Si/SiCp composite layer cladded on A380 Al alloy by TIG welding process. Trans. Nonferrous Met. Soc. China 2014, 24, 2824–2830. [Google Scholar] [CrossRef]
- Sivakumar, T.; Shanmugasundaram, A.; Mohapatra, S. An investigation of hardness and wear properties of aa 2014 after reinforcing tib2 using gta as a heat source. Mater. Today Proc. 2021, 46, 9334–9340. [Google Scholar] [CrossRef]
- Wang, T.; Zhang, Y.; Wu, Z.; Shi, C. Microstructure and properties of die steel fabricated by WAAM using H13 wire. Vacuum 2018, 149, 185–189. [Google Scholar] [CrossRef]
- Duraisamy, R.; Kumar, S.M.; Kannan, A.R.; Shanmugam, N.S.; Sankaranarayanasamy, K.; Ramesh, M.R. Tribological performance of wire arc additive manufactured 347 austenitic stainless steel under unlubricated conditions at elevated temperatures. J. Manuf. Process. 2020, 56, 306–321. [Google Scholar] [CrossRef]
- Toozandehjani, M.; Ostovan, F.; Shamshirsaz, M. Twin hot-wire arc welding additive manufacturing deposition of high tungsten Stellite-6 hard-facing coating: Processing, microstructure and wear properties. Mater. Today Commun. 2023, 35, 105572. [Google Scholar] [CrossRef]
- Muzamil, M.; Wu, J.; Samiuddin, M. Modified utilization of semi-sectioned tubes as filler coated with MWCNTs–TiO2 in TIG arc welding to recover fusion lost mechanical properties of the weldment. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 5. [Google Scholar] [CrossRef]
- Chen, B.; Shen, J.; Ye, X.; Imai, H.; Umeda, J.; Takahashi, M.; Kondoh, K. Solid-state interfacial reaction and load transfer efficiency in carbon nanotubes (CNTs)-reinforced aluminum matrix composites. Carbon 2017, 114, 198–208. [Google Scholar] [CrossRef]
- Lee, S.J.; Shin, S.E.; Sun, Y.; Fujii, H.; Park, Y. Friction stir welding of multi-walled carbon nanotubes reinforced Al matrix composites. Mater. Charact. 2018, 145, 653–663. [Google Scholar] [CrossRef]
- Wan, J.; Li, K.; Geng, H.; Chen, B.; Shen, J.; Guo, Y.; Kondoh, K.; Bahador, A.; Li, J. Simultaneously enhancing strength and ductility of selective laser melted AlSi10Mg via introducing in-cell Al4C3 nanorods. Mater. Res. Lett. 2023, 11, 422–429. [Google Scholar] [CrossRef]
- Muzamil, M.; Wu, J.; Akhtar, M.; Azher, K.; Majeed, A.; Zhang, Z.; Shazad, A. Nanoparticle-induced control (MWCNTs–TiO2) on grain size and tensile strength response and multi-response optimization on TIG welded joints. Trans. Can. Soc. Mech. Eng. 2022, 46, 626–638. [Google Scholar] [CrossRef]
- ASTM G99; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2006; Volume 5, pp. 1–6.
- Xi, L.; Ding, K.; Zhang, H.; Gu, D. In-Situ synthesis of aluminum matrix nanocomposites by selective laser melting of carbon nanotubes modified Al-Mg-Sc-Zr alloys. J. Alloys Compd. 2022, 891, 162047. [Google Scholar] [CrossRef]
- Li, J.; Liu, Z.; Ning, H.; Ma, H.; Xie, R.; Kong, Y.; Fu, Y. Ni-based coating on 5083 aluminum alloy with Cu-Ni interlayer fabricated by ultra-high-speed laser directed energy deposition. Surf. Coat. Technol. 2023, 474, 130068. [Google Scholar] [CrossRef]
- Vorontsov, A.; Gurianov, D.; Zykova, A.; Nikonov, S.; Chumaevskii, A.; Kolubaev, E. Phase formation and morphological characteristics of aluminum bronze and nickel alloy composites produced by the additive manufacturing process. Scr. Mater. 2024, 239, 115811. [Google Scholar] [CrossRef]
- Kumar, L.; Alam, S.N.; Sahoo, S.K. Influence of nanostructured Al on the mechanical properties and sliding wear behavior of Al-MWCNT composites. Mater. Sci. Eng. B 2021, 269, 115162. [Google Scholar] [CrossRef]
- McConnell, J.E.; Segall, A.E.; Eden, T.J. The Dry Sliding Behavior of Al2O3 Transformed, Hypereutectic, 2xxx, and 7xxx, Aluminum Alloys under Simulated Wire–Rope Induced Wear. Tribol. Trans. 2006, 49, 563–573. [Google Scholar] [CrossRef]
- Zhang, Y.; Lei, G.; Luo, K.; Chen, P.; Kong, C.; Yu, H. Tribological behavior of high-entropy alloy particle reinforced aluminum matrix composites and their key impacting factors. Tribol. Int. 2022, 175, 107868. [Google Scholar] [CrossRef]
- Rajamure, R.S.; Vora, H.D.; Gupta, N.; Karewar, S.; Srinivasan, S.G.; Dahotre, N.B. Laser surface alloying of molybdenum on aluminum for enhanced wear resistance. Surf. Coat. Technol. 2014, 258, 337–342. [Google Scholar] [CrossRef]
- Akhtar, M.; Muzamil, M.; Samiuddin, M.; Alsaleh, N.; Khan, R.; Khan, M.A.; Djuansjah, J.; Siddiqui, A.K.; Majeed, A. Post-Wear Surface Morphology Assessment of Selective Laser Melting (SLM) AlSi10Mg Specimens after Heat Exposure to Different Gas Flames. Coatings 2024, 14, 252. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SN# | Sample No. | Samples Description and Details |
|---|---|---|
| 1 | Sample 01 | AA6061 deposited with a weld layer of the electrode (without nanoparticles). |
| 2 | Sample 02 | AA6061 with high MWCNTs and constant Ni contents. |
| 3 | Sample 03 | AA6061 with low MWCNTs and constant Ni contents. |
| 4 | Sample 04 | AA5086 deposited with a weld layer of the electrode (without nanoparticles). |
| 5 | Sample 05 | AA5086 with high MWCNTs and constant Ni contents. |
| 6 | Sample 06 | AA5086 with low MWCNTs and constant Ni contents. |
| SN# | Sample No. | Samples Description | Total Obtained Mass Loss of Wear at Both the Sliding Distances (Grams) |
|---|---|---|---|
| 1 | Sample 01 | AA6061 (without nanoparticles) | 1.415 |
| 2 | Sample 02 | AA6061 (with high contents of MWCNTs) | 1.17 |
| 3 | Sample 03 | AA6061 (with low contents of MWCNTs) | 1.32 |
| 4 | Sample 04 | AA5086 (without nanoparticles) | 0.845 |
| 5 | Sample 05 | AA5086 (with high contents of MWCNTs) | 0.52 |
| 6 | Sample 06 | AA5086 (with low contents of MWCNTs) | 0.702 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muzamil, M.; Iqbal, S.A.; Anwar, M.N.; Samiuddin, M.; Yang, J.; Raza, M.A. Wear Behavior Assessment of New Wire-Arc Additively Manufactured Surfaces on AA6061 and AA5086 Alloys through Multi-Walled Carbon Nanotubes and Ni Particles Inducement. Coatings 2024, 14, 429. https://doi.org/10.3390/coatings14040429
Muzamil M, Iqbal SA, Anwar MN, Samiuddin M, Yang J, Raza MA. Wear Behavior Assessment of New Wire-Arc Additively Manufactured Surfaces on AA6061 and AA5086 Alloys through Multi-Walled Carbon Nanotubes and Ni Particles Inducement. Coatings. 2024; 14(4):429. https://doi.org/10.3390/coatings14040429
Chicago/Turabian StyleMuzamil, Muhammad, Syed Amir Iqbal, Muhammad Naveed Anwar, Muhammad Samiuddin, Junzhou Yang, and Muhammad Ahmed Raza. 2024. "Wear Behavior Assessment of New Wire-Arc Additively Manufactured Surfaces on AA6061 and AA5086 Alloys through Multi-Walled Carbon Nanotubes and Ni Particles Inducement" Coatings 14, no. 4: 429. https://doi.org/10.3390/coatings14040429