3.1. Effect of Temperatures on Ti–Si Coatings
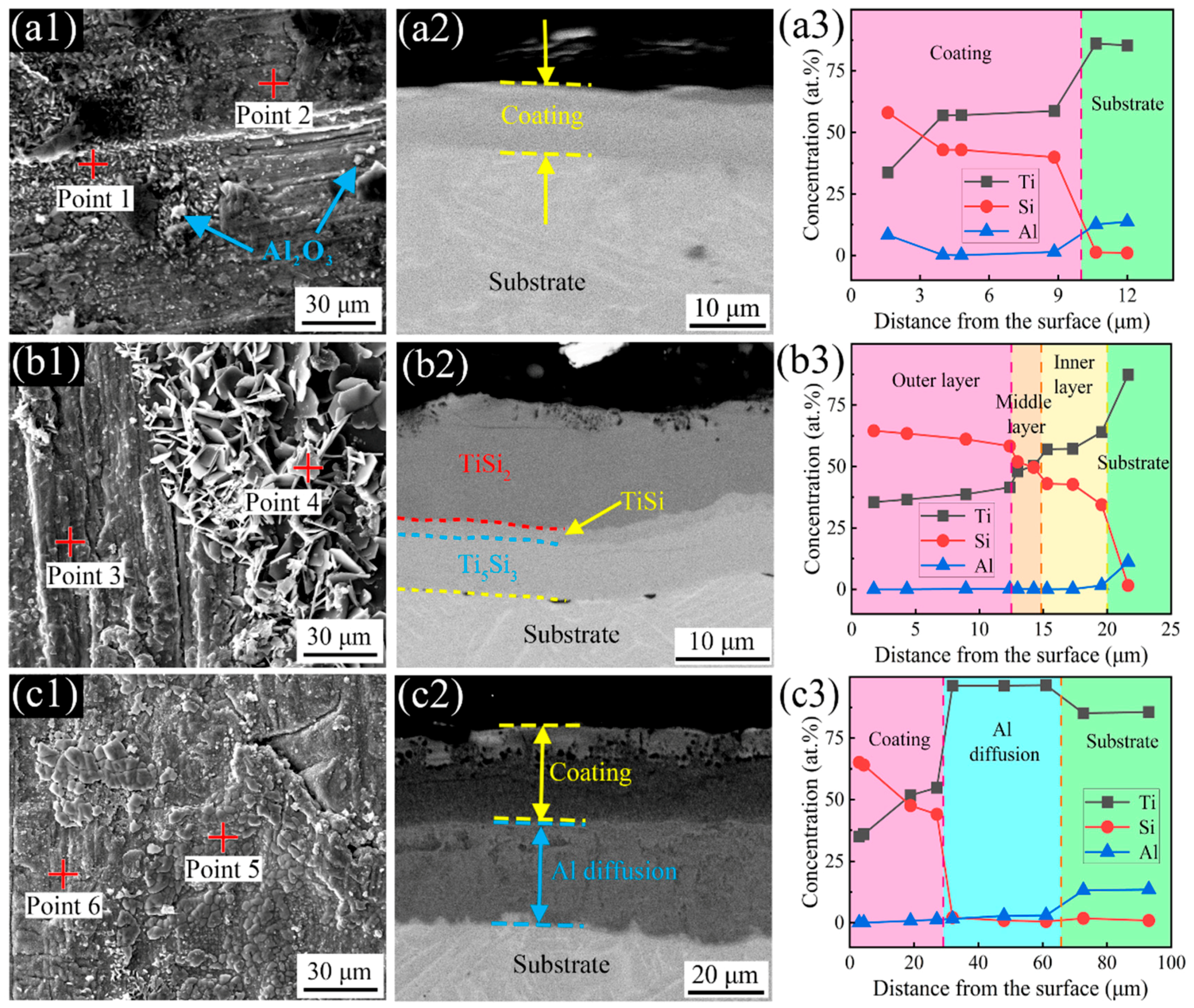
Figure 1 presents the surface, cross-section, and corresponding EDS analysis of the composite coatings after being held at temperatures of 1000 °C, 1050 °C, and 1100 °C for 3 h. The EDS results for the surface are provided in
Table 3. At 1000 °C, there were white dot-like particles observed on the sample surface. According to the EDS (
Figure 1(a1) and point 1 in
Table 3) and XRD results in
Figure 2, these punctate particles are Al
2O
3. Point 2 in
Figure 1(a1) exhibited high concentrations of Ti and Si, with a composition ratio close to 1:1. On the surface of the sample prepared at 1050 °C (
Figure 1(b1) and point 3 in
Table 3), a significant amount of Ti and Si was found, with a composition ratio close to 1:2. The results of EDS and XRD indicate that the flaky structure in
Figure 1(b1) is Al
2O
3, which aligns with the findings of Pang et al. [
26]. At 1100 °C, point 5 in
Figure 1(c1) exhibited higher oxygen content and lower silicon content. Combining this with the XRD analysis, it can be inferred that this area contains a considerable amount of TiO. Point 6 in
Figure 1(c1) exhibited a large number of Ti and Si, with an atomic ratio of about 1:2.
Cross-sectional SEM images and EDS analysis show that the thickness of the coating increases with increasing temperature. The coatings prepared at 1000 °C (
Figure 1(a2,a3)) have a thickness of approximately 10 μm. The Si content decreases as the coating depth increases. The coatings prepared at 1050 °C (
Figure 1(b2,b3)) have a thickness of around 20 μm and exhibit a distinct three-layer phase structure. Through EDS analysis, it can be determined that the coating consists of an outer layer of TiSi
2 measuring 12.5 μm, an intermediate layer of TiSi measuring 2.35 μm, and an inner layer of Ti
5Si
3 measuring 5.15 μm. This coating demonstrates a typical gradient structure with a homogeneous and dense structure. At 1100 °C, a silicide coating with a thickness of approximately 25 μm forms on the substrate surface (
Figure 1(c2,c3)). It is worth mentioning that it is not the original TC4 titanium alloy substrate that is in contact with the silicide coating, but rather the titanium-enriched area with a thickness of about 33 μm, which has an Al and Si content close to 0. This is because the Al atoms in the substrate keep diffusing outward at high temperatures, while the Si atoms do not diffuse into the substrate in time, resulting in the formation of a titanium-enriched area.
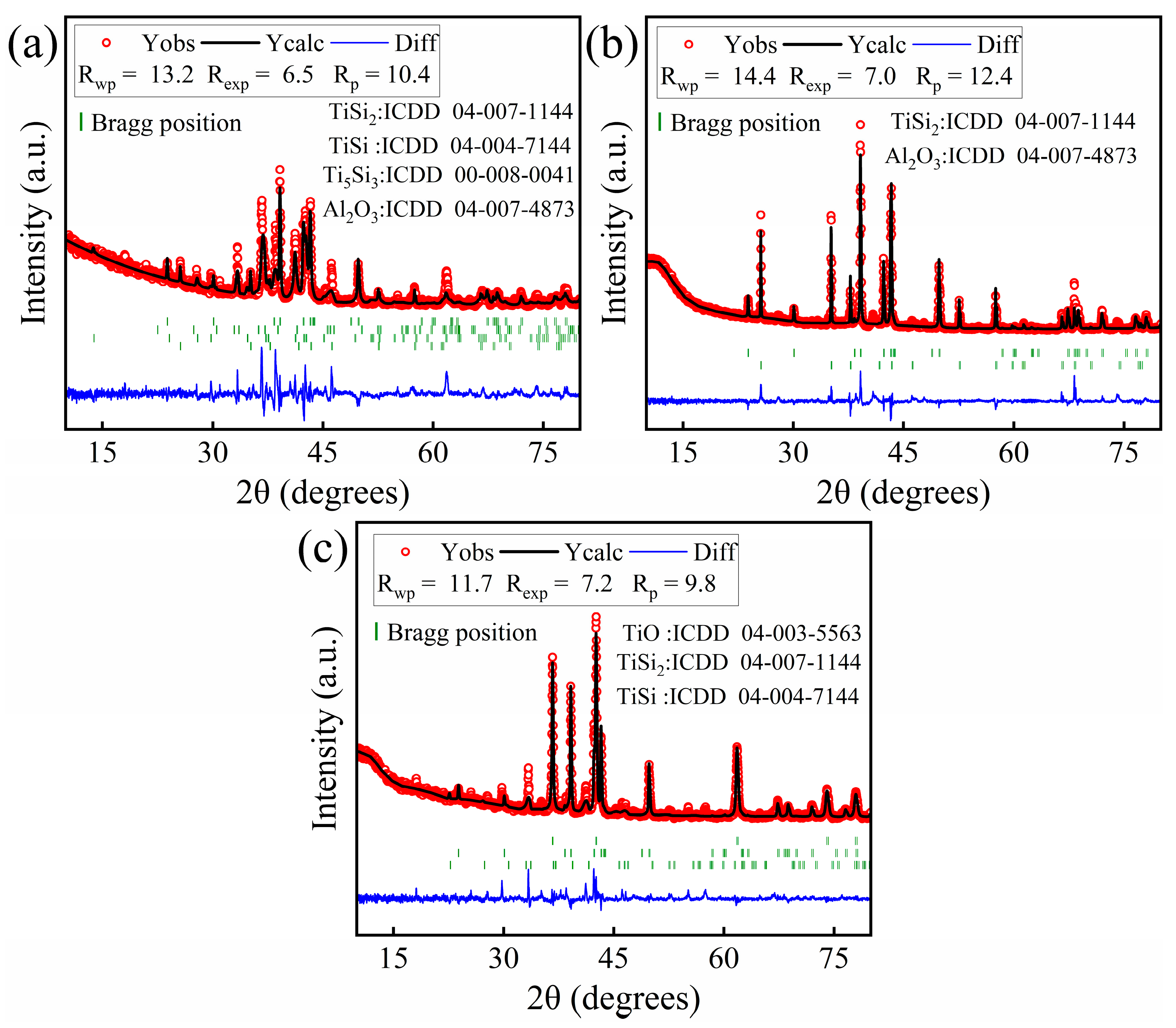
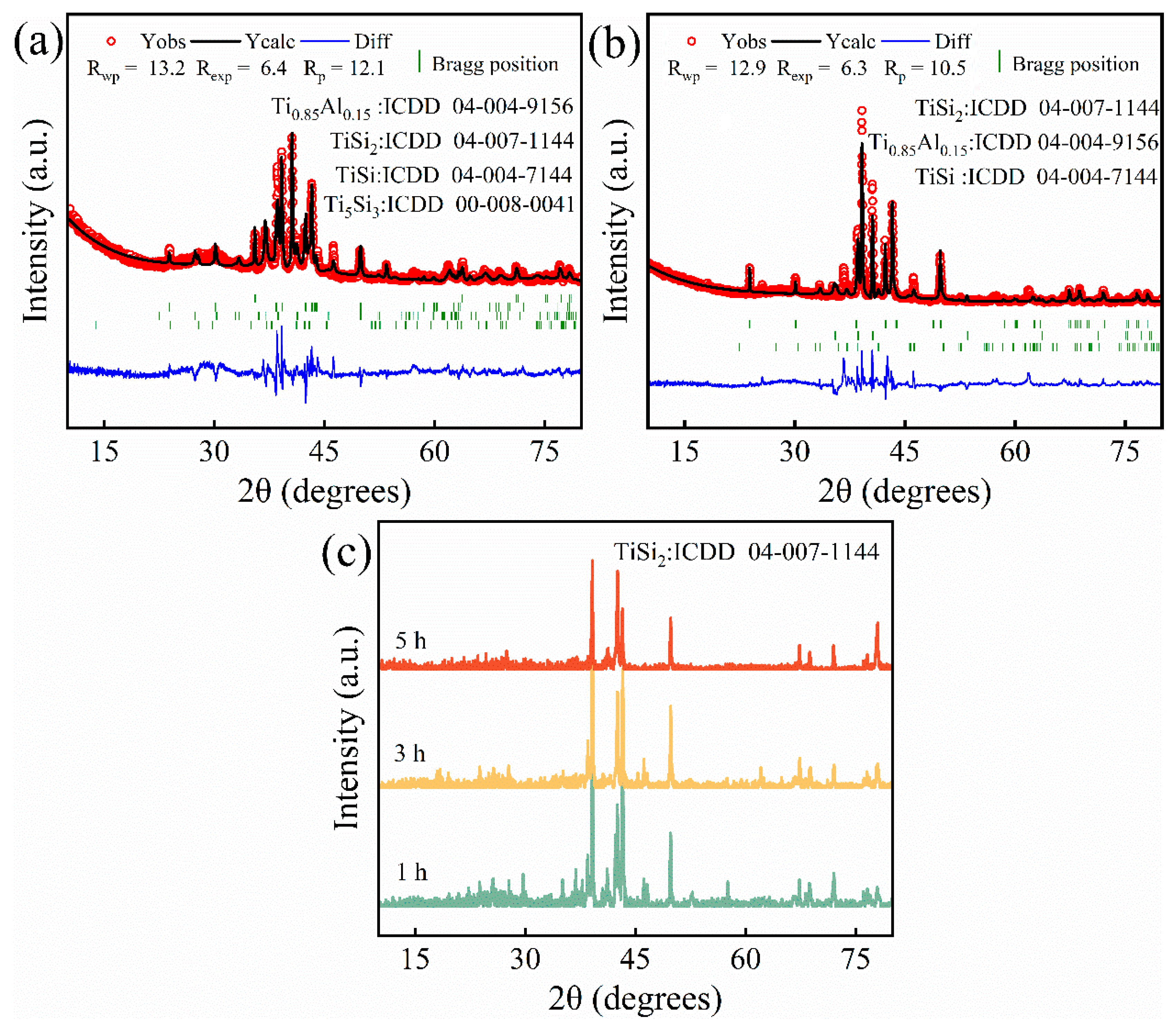
The Rietveld refinement results of XRD on the coating surface after holding at different temperatures (1000 °C, 1050 °C, and 1100 °C) for 3 h are presented in
Figure 2. The surface of the coating prepared at 1000 °C primarily consists of TiSi
2 (ICDD 04-007-1144), TiSi (ICDD 04-004-7144), Ti
5Si
3 (ICDD 00-008-0041), and Al
2O
3 (ICDD 04-007-4873). The TiSi phase accounts for 70.29 wt. % (
Table 4). In contrast, the surface of the coatings prepared at 1050 °C only contains two phases, TiSi
2 and Al
2O
3, with a significant increase in their content to 41.55 wt. % and 58.45 wt. %, respectively, compared to 1000 °C. The surface of the samples prepared by holding them at 1100 °C for 3 h exhibits a significant presence of TiO (ICDD 04-003-5563), with a content of 54.60 wt. %. Compared to 1050 °C, the TiSi
2 content decreases, and a small amount of TiSi is additionally present.
At a temperature of 1000 °C, the coating is primarily composed of TiSi
2, TiSi, and Ti
5Si
3 phases, with a small amount of Al
2O
3 present on the surface. This is due to the outward growth of the coating, which results in part of the Al
2O
3 used as a filler being bonded to the surface of the coating [
4,
27]. The flaky Al
2O
3 that adheres to the sample surface at 1050 °C is formed through the reaction of aluminum atoms diffusing outward within the substrate with the remaining oxygen in the crucible. At 1100 °C, the number of reactive aluminum atoms significantly increases due to the higher temperature, leading to a substantial rise in the rate of outward diffusion of Al atoms within the substrate. The diffusion activation energy can be described by the following empirical equations, which are numerically equivalent [
28]:
where Q denotes the diffusion activation energy of the atom and T
m indicates the melting point of the substance.
The melting point of Si is significantly higher than that of Al, resulting in a greater required activation energy for the diffusion of silicon atoms. Although an increase in temperature enhances the diffusion rate of active silicon atoms, it is much less influenced by temperature compared to aluminum atoms. Consequently, the diffusion rate of silicon atoms is considerably lower than that of aluminum atoms, leading to the formation of a Ti enrichment zone in the internal region near the coating. Moreover, the temperature rise accelerates the diffusion rate of silicon atoms, but the supply of active silicon atoms becomes insufficient. As a result, the internally diffused silicon atoms can only be provided by the outer layer of TiSi
2, which facilitates the conversion of TiSi
2 to TiSi. The reaction principle can be summarized as follows:
Therefore, XRD at 1100 °C detected some TiSi.
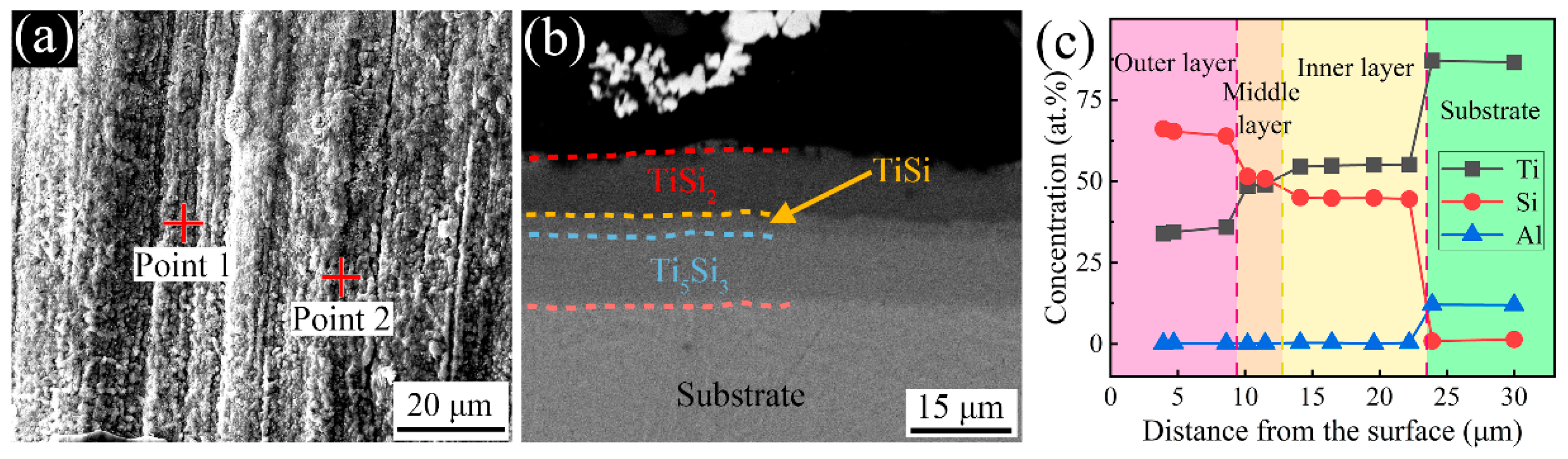
Based on the experimental results, considering the structure of the coating (uniform densification) and the preparation efficiency (fast coating growth), the temperature was increased to 1075 °C to ensure higher densification and prepare thicker coatings. The cross-section of the coatings held at 1075 °C for 3 h and the corresponding spot scan results are shown in
Figure 3. Compared with the cross-section of the coatings held at 1050 °C for 3 h, the coatings prepared at 1075 °C for the same holding time also exhibited good homogeneity and densification, with a significant increase in thickness. Therefore, the optimal temperature for preparing silicide coatings on TC4 titanium alloy was determined to be 1075 °C.
3.2. Effect of Holding Time on Ti–Si Coatings
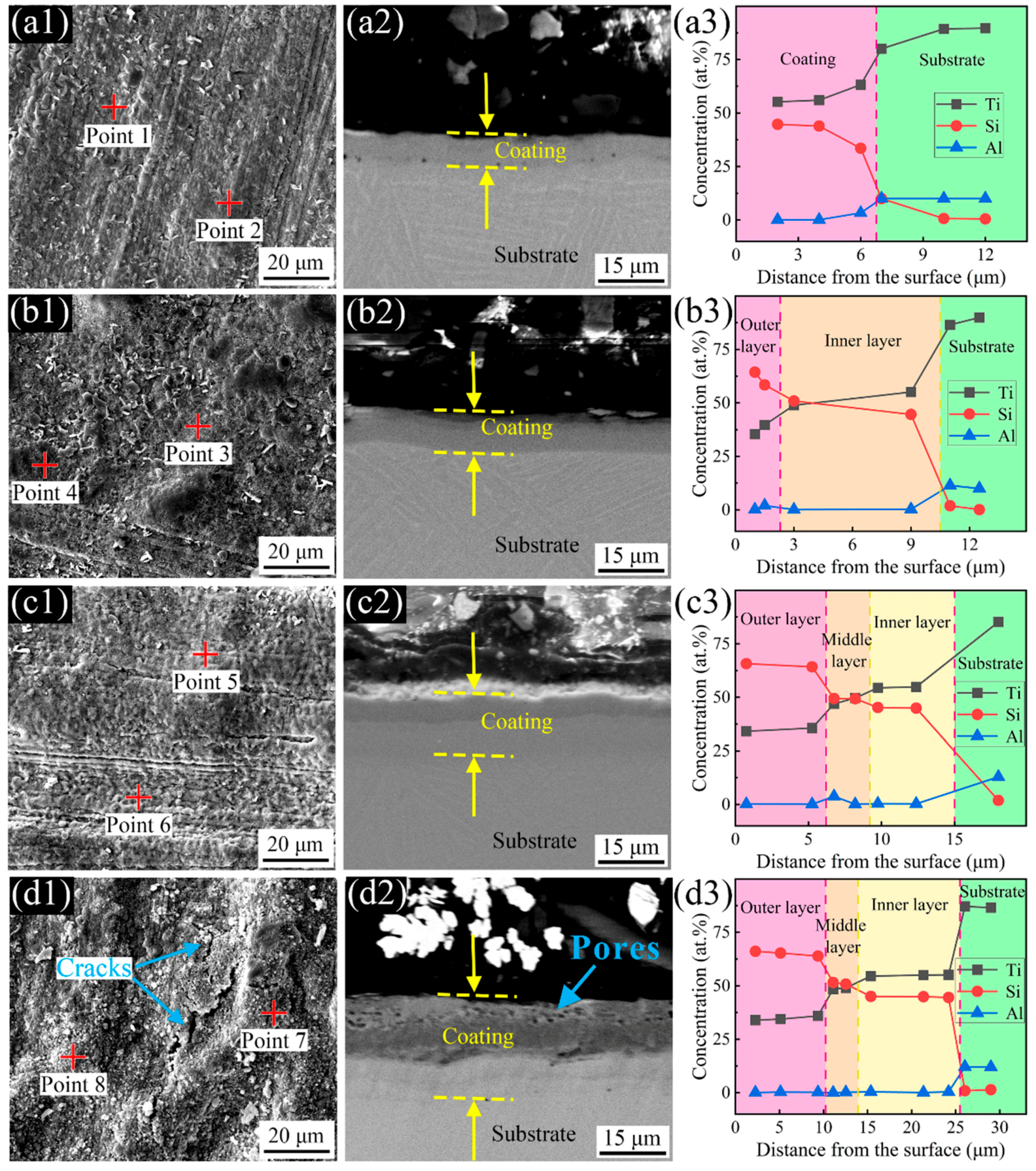
Figure 4 presents the surface and cross-section of the coatings prepared at 1075 °C with different holding times, along with the corresponding cross-section EDS results. By combining the surface SEM and EDS analysis (
Figure 4 and
Table 5 and
Table 6), it is observed that at a temperature of 1075 °C, without heat preservation (
Figure 4(a1)), the Si content at point 1 on the sample surface is only 6.7%, indicating that the coating may not have formed at this position. The content of Ti and Si at point 2 is close to 1:1, indicating that TiSi is generated at this position, which is also well confirmed by XRD results (
Figure 5a). Combined with XRD, TiSi
2 and TiSi are formed on the surface after heat preservation for 0.5 h. When the holding time exceeds 1 h, the coating surface is completely covered by TiSi
2.
The cross-sectional morphology of the coatings and the EDS results in
Figure 4 indicate that the thickness of the coating gradually increases with the holding time. Initially, at 0 h of holding time, the coating is approximately 7 μm thick and does not exhibit a clear phase interface. After 0.5 h, the coating thickness increases to about 10.5 μm and a noticeable phase interface becomes evident. The thickness further increases to approximately 15 μm at 1 h. When the holding time is extended to 3 h (
Figure 3), the coating exhibits a three-layer phase structure as observed in the cross-section. The cross-section EDS results confirm that the three-layer coating with a gradient structure consists of a 9.4 μm TiSi
2 outer layer, a 3.36 μm TiSi middle layer, and a 10.76 μm Ti
5Si
3 inner layer. However, when the holding time is extended to 5 h, the coating develops numerous pores. This can be attributed to the excessive holding time, which depletes the activated silicon atoms within the pack mixtures, making it challenging to provide enough activated silicon atoms. Meanwhile, a significant amount of titanium and aluminum atoms still exist in the substrate and diffuse outward due to the gradient of the chemical potential at high temperatures. Consequently, the diffusion flux of titanium and aluminum atoms to the outside becomes much larger than the diffusion flux of silicon atoms to the inside, resulting in the formation of pores in the coating [
29,
30].
By analyzing the XRD patterns of the coating surfaces at different holding times, it can be observed that at the holding time of 0 h (
Figure 5a), the coating surface mainly consists of Ti
0.85Al
0.15, TiSi
2, TiSi, and Ti
5Si
3. The content of each phase was determined through XRD refinement (
Table 7). The results indicate that the total amount of TiSi
2, TiSi, and Ti
5Si
3 is less than 10 wt. %, suggesting that the substrate surface is not yet fully covered by the silicide coating. It is important to note that the area not covered by the coating is not the TC4 titanium alloy substrate, but rather Ti
0.85Al
0.15 containing 15 at. % Al. A search of crystallographic documents revealed that this structure arises from the substitution of 15% of the titanium atoms in the pure Ti crystal cells with aluminum atoms. As the holding time was extended to 0.5 h, the phase composition of the coating surface was transformed into TiSi
2, Ti
0.85Al
0.15, and TiSi (
Figure 5b). The TiSi
2 phase constitutes a high proportion of 66.95 wt. %, while the content of the bare Ti
0.85Al
0.15 phase decreases to 27.25 wt. %. This suggests that after 0.5 h of growth, the TiSi
2 phase, which is preferentially formed by the coating, gradually covers the substrate surface, and a small amount of TiSi phase also develops. With the holding time extended to 1 h, 3 h, and 5 h (
Figure 5c), only TiSi
2 is observed on the coating surface. This is attributed to the limited penetration depth of X-rays and the gradual increase in coating thickness with the extension of the holding time. X-rays are unable to penetrate the single-phase TiSi
2 region in the outermost layer of the coating [
31,
32]. Hence, after a holding time of more than 1 h, only the TiSi
2 can be detected on the coating surface by XRD.
3.3. Growth Mechanism of Ti–Si Composite Coatings
The process of pack cementation involves two main stages: gas-phase reaction and solid-state diffusion [
33]. In the gas-phase reaction stage, the silicon powder produces active silicon atoms under the action of the activator. In the solid-state diffusion stage, the active atoms are deposited onto the substrate surface and interdiffused with the substrate, gradually forming Ti–Si intermetallic compounds.
3.3.1. Gas Phase Reaction
The application of the Gibbs free energy criterion is limited to systems that are under isothermal and isobaric conditions [
34,
35]. However, in the pack cementation process, the system is always in an isothermal and isovolumetric state with changing pressure. As a result, employing ΔG as a criterion for chemical reactions within pack mixtures has certain limitations. In this study, a new theory based on Le Chatelier’s principle is proposed to explain the generation mechanism of active Si atoms.
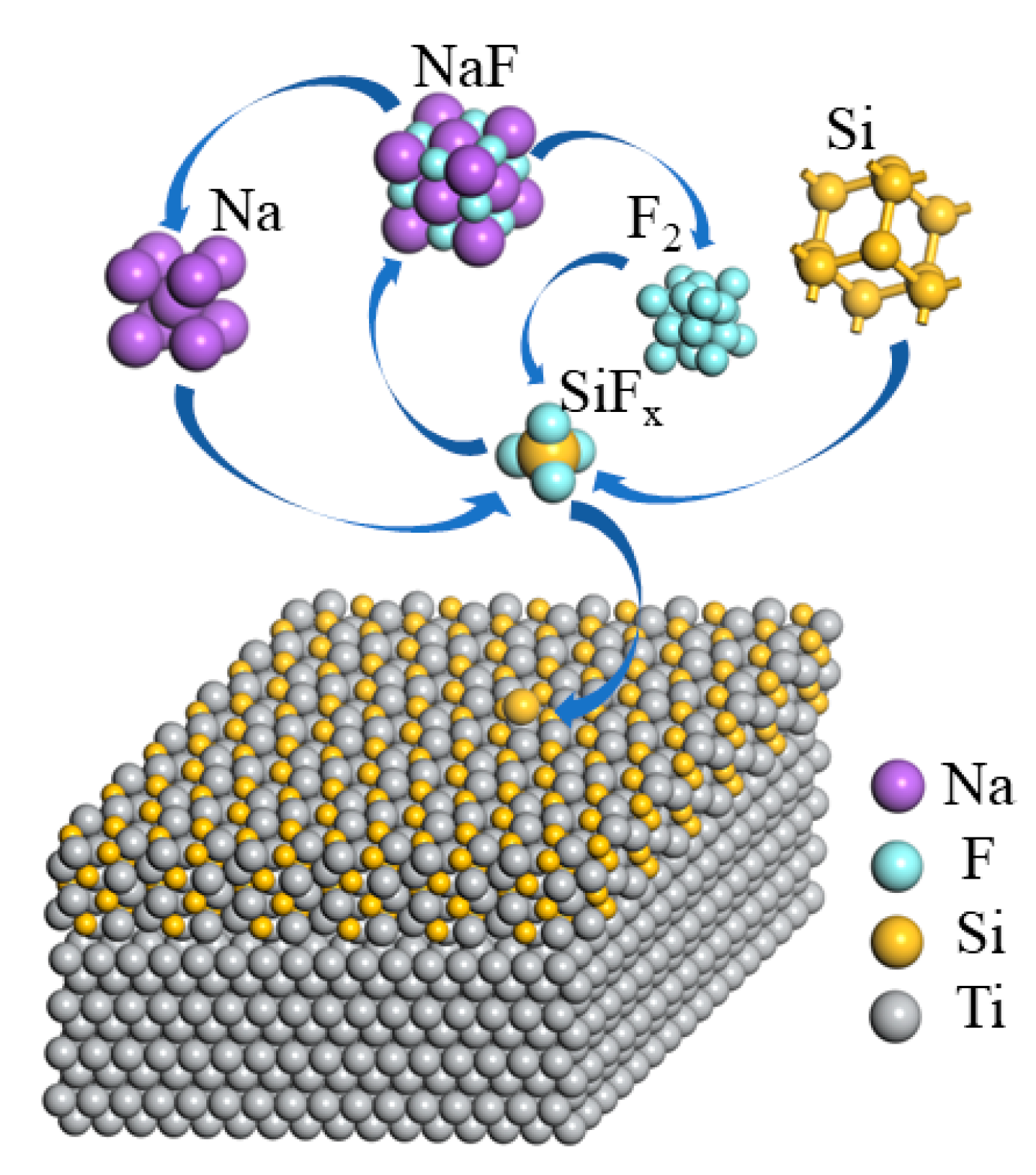
Figure 6 presents a schematic diagram illustrating the mechanism of activated atom generation. In the pack cementation process, the rise in temperature leads to the conversion of NaF into a gaseous state and decomposition [
36]:
In the pack mixtures, reactive silicon atoms [Si] react with the halide gas produced by the decomposition of NaF to form the gaseous halide SiF
x (x = 1, 2, 3, 4) in the following reaction:
Later, silicon atoms are transported to the surface of the titanium alloy substrate by relying on the mobility of gaseous SiF
x. They then undergo a replacement reaction with Na, which is generated from the previous stage of thermal decomposition. The generated [Si] atoms are adsorbed by the regions of the substrate with high surface energy, leading to the occurrence of the following reactions:
The resulting NaF undergoes decomposition, repeating reactions (7)–(16) to continuously produce [Si].
During the diffusion of [Si] into the substrate, there is a continuous depletion of [Si] adsorbed on the surface of the substrate. As a result, the equilibrium of reactions (13)–(16) shifts toward the production of [Si], leading to a decrease in the amount of SiFx in the system. This decrease facilitates the occurrence of reactions (9)–(12). The same reason also promotes the occurrence of reactions (7) and (8), where the reactant NaF is supplied by reactions (13)–(16). It can be observed that the reactions involving NaF form a closed loop, and the driving force for this closed-loop reaction originates from the diffusion of [Si] from the surface of the substrate into the body of the substrate, resulting in a chemical potential difference.
3.3.2. Solid-State Diffusion Phase
In an isothermal and isocapacitated closed system, ΔA (change in Helmholtz free energy) is commonly used to determine the likelihood of a reaction occurring [
37]:
However, changes in pressure within the system will have little effect on solid-state diffusion:
Consequently, the following applies:
Therefore, ΔG can be used as a thermodynamic criterion for the solid-state diffusion phase transition.
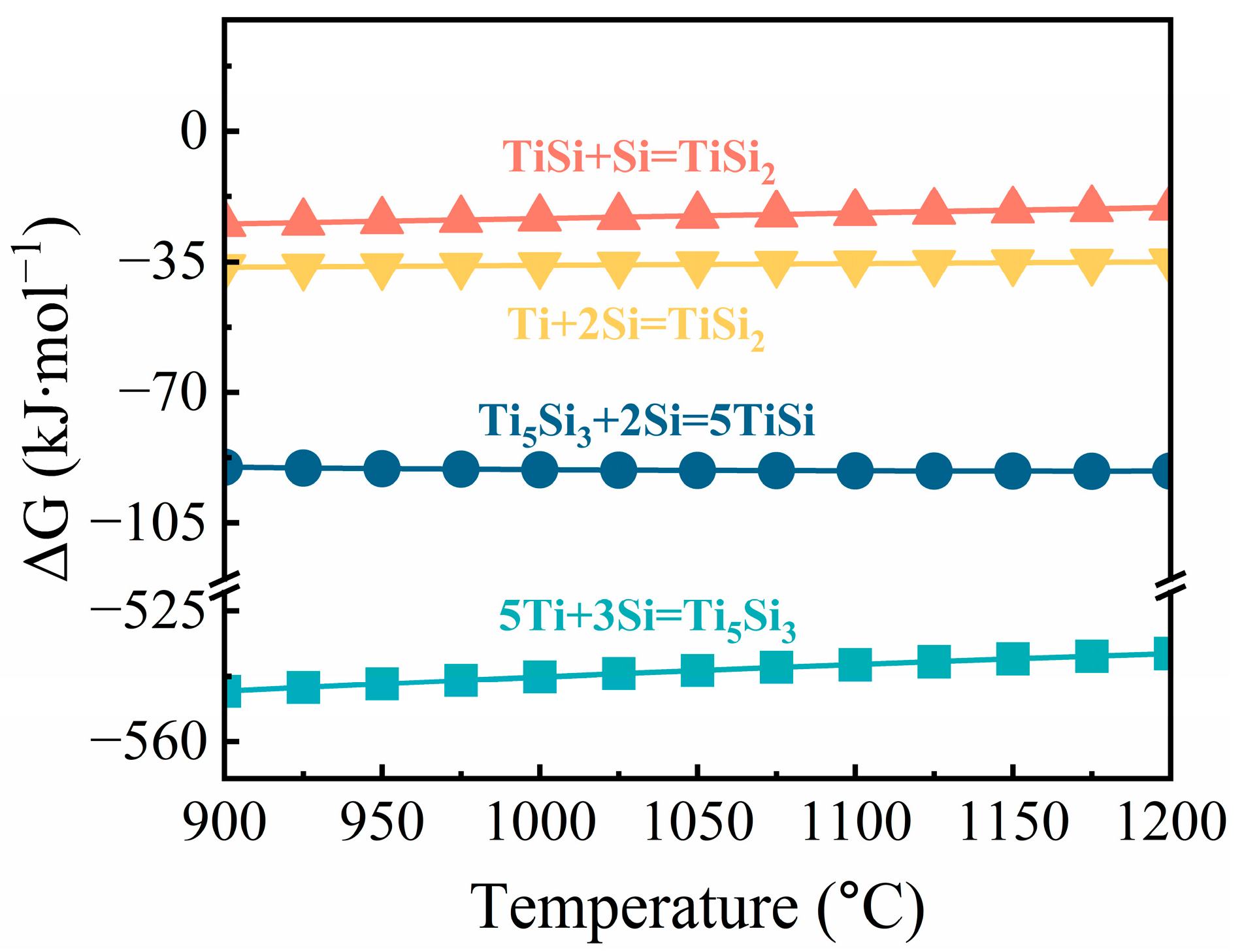
Figure 7 shows the ΔG of TiSi
2, TiSi, and Ti
5Si
3 formed at 900 °C to 1200 °C. As can be seen from the figure, the ΔG is less than 0 kJ·mol
−1. It is thermodynamically determined that all the following reactions can occur.
The [Si] deposited on the surface of the substrate at the beginning of the diffusion reaction diffuses into the substrate driven by the chemical potential gradient. This diffusion process leads to the gradual formation of a coating with a multi-layer structure consisting of TiSi
2, TiSi, and Ti
5Si
3. Ti
5Si
3 is produced in the innermost layer of the coating with the following reaction principle [
4]:
The intermediate layer TiSi is generated by the reactive diffusion of [Si] into the Ti
5Si
3 phase by the following reaction:
The outer TiSi
2 is produced by reactive diffusion of [Si] into the TiSi phase on one hand (Reaction (22)), and on the other hand, [Si] reacts directly with Ti diffused into the substrate surface to produce TiSi
2 (Reaction (23)):
Based on the experimental results (
Figure 3 and
Figure 4), it is evident that the coating exhibits a three-layer structure. The thicknesses of the Ti
5Si
3 phase in the inner layer and the TiSi
2 phase in the outer layer are notably greater than those of the TiSi phase in the middle layer. This phenomenon is due to the difference in the diffusion driving force, which can be demonstrated by calculating the chemical potential gradient (∇μ) [
38]. In this study, a computational model for the diffusion driving force F was developed.
The modeling assumptions are as follows:
Modeling:
For the reaction diffusion process, the mechanism of production of the product C can be expressed by the chemical reaction equation as follows:
where x, y, and z are the reaction equation leveling coefficients. A, B, and C denote reactants and products. Then, the n mol reaction can be expressed as follows:
The amount of change in chemical potential (Δμ) in the reaction can be expressed as follows:
The chemical potential gradient for reaction diffusion can be derived from the change in chemical potential Δμ versus distance d
0:
where d
0 represents the average distance over which the atoms diffuse in a 1 mol reaction. The volume of the phase change due to reaction diffusion is denoted by V, the thickness of the phase change induced is denoted by h, and the surface area of the sample is denoted by S. Then, the following applies:
By substituting Formulas (26) and (28) into Formula (27), the following is obtained:
The driving force of reaction diffusion F is as follows:
There is the following relationship between the driving force of reaction diffusion F, the average velocity of diffusion v, the volume of phase changes due to diffusion V, and the thickness of the coating h:
As a result, a relationship between h and ΔG was established.
The validation of the results is as follows:
In the present study, ΔG and the volume of products V were calculated for reactions (11)–(14) at 1075 °C for holding time t as shown in
Table 8.
The data were brought into the above model to calculate the chemical potential gradient that produces each phase of the material during the coating growth process:
Then, the driving force F is as follows:
It can be seen that and are much larger than FTiSi. The thickness h of each phase in the coating is proportional to the driving force F of diffusion. Consequently, the TiSi2 and Ti5Si3 phases exhibit greater thickness, while the TiSi phase consistently remains thinner in the three-layer coatings investigated in this study.

 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}