
Effects of Process Parameters on Microstructure and Wear Resistance of Laser Cladding A-100 Ultra-High-Strength Steel Coatings

 ,
, 

Abstract
1. Introduction
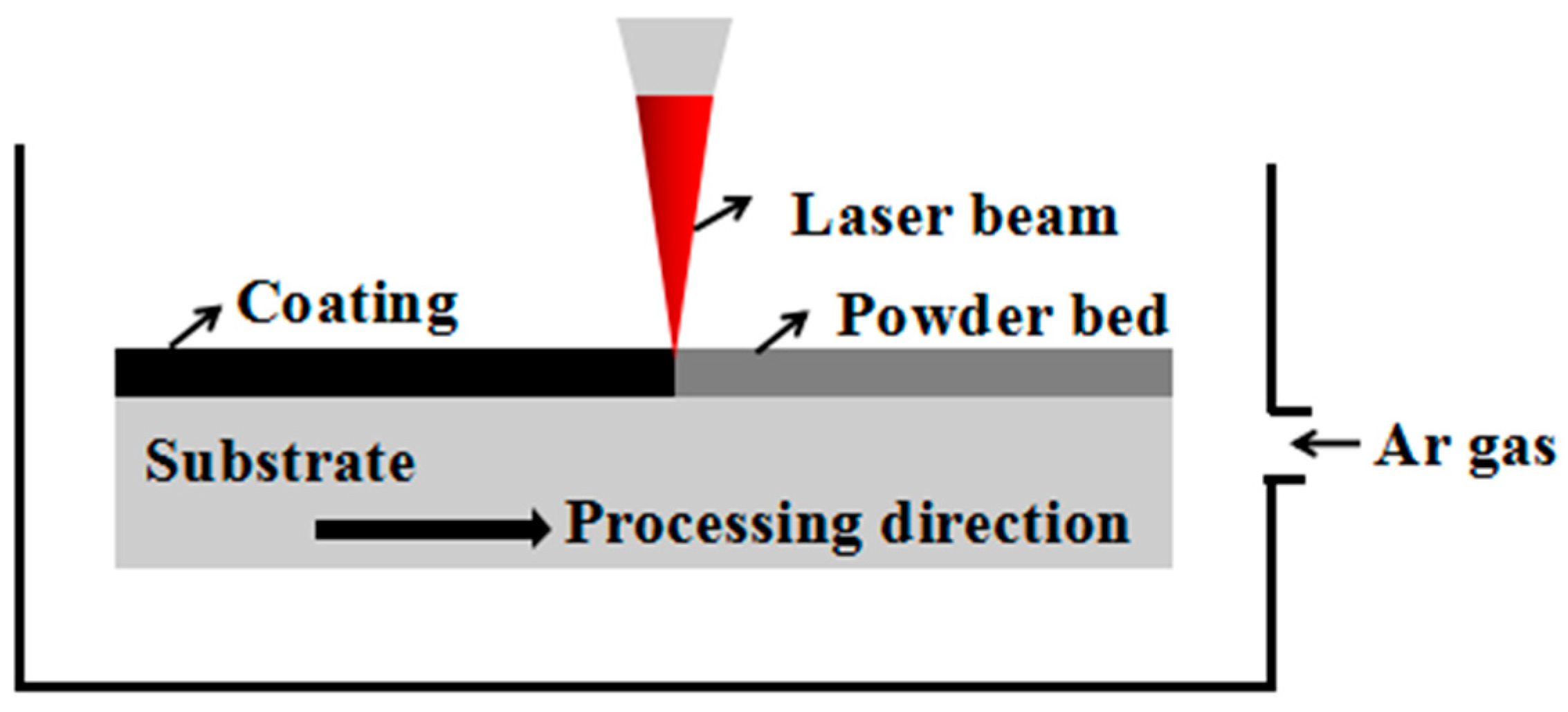
2. Materials and Methods
3. Results and Discussion
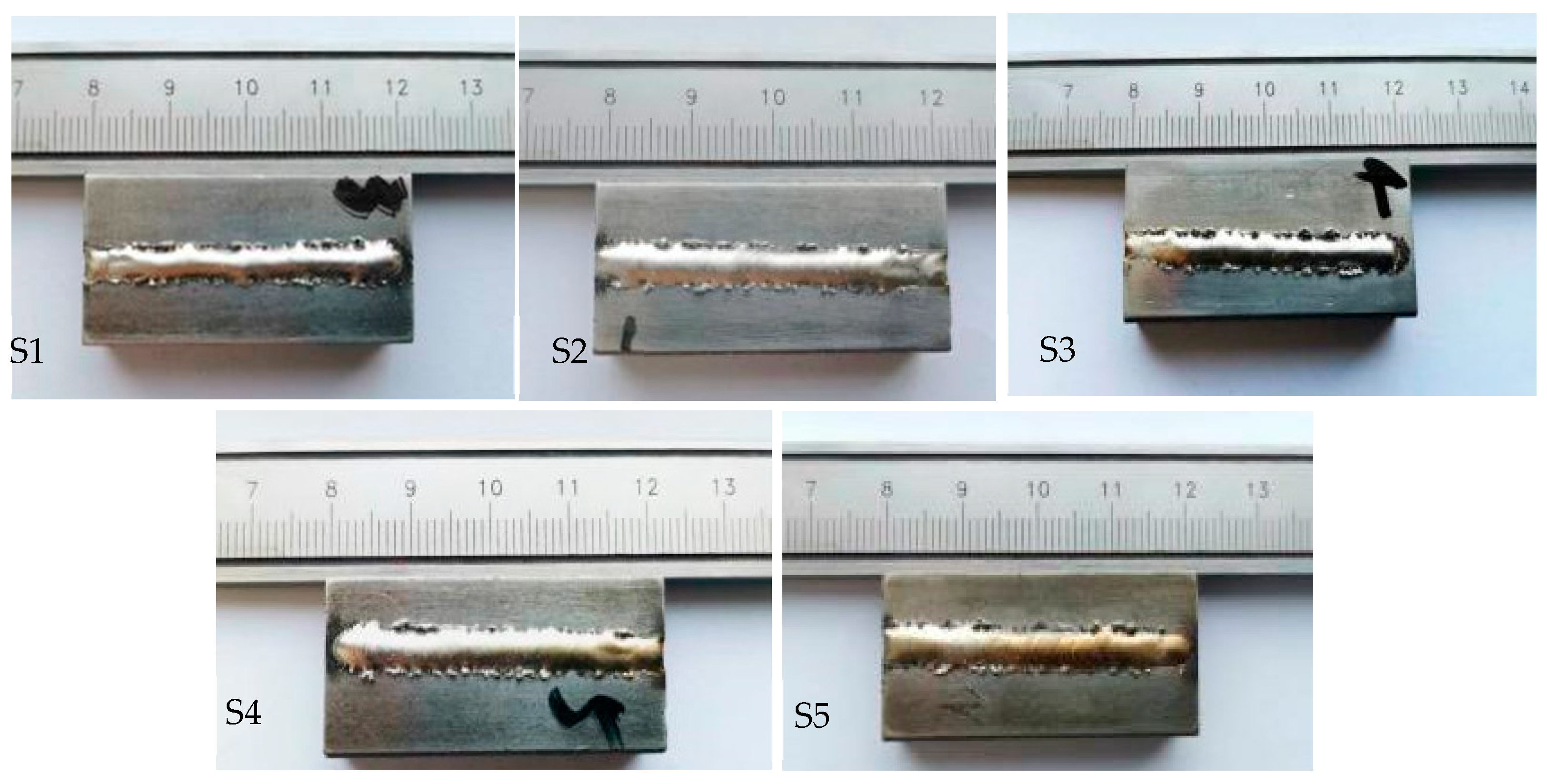
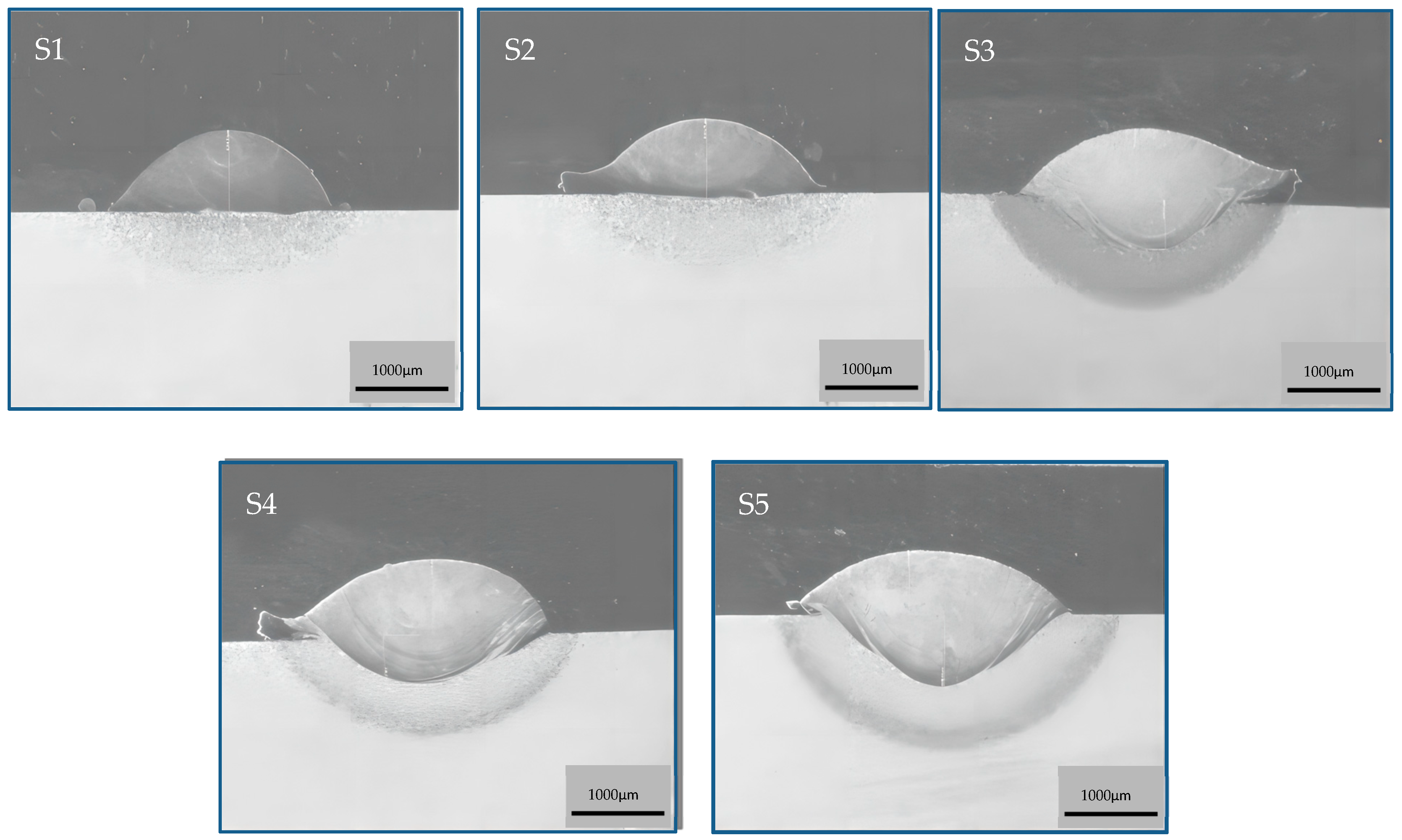
3.1. Macroscopic Morphologies of A-100 Ultra-High-Strength Steel Cladding Coatings
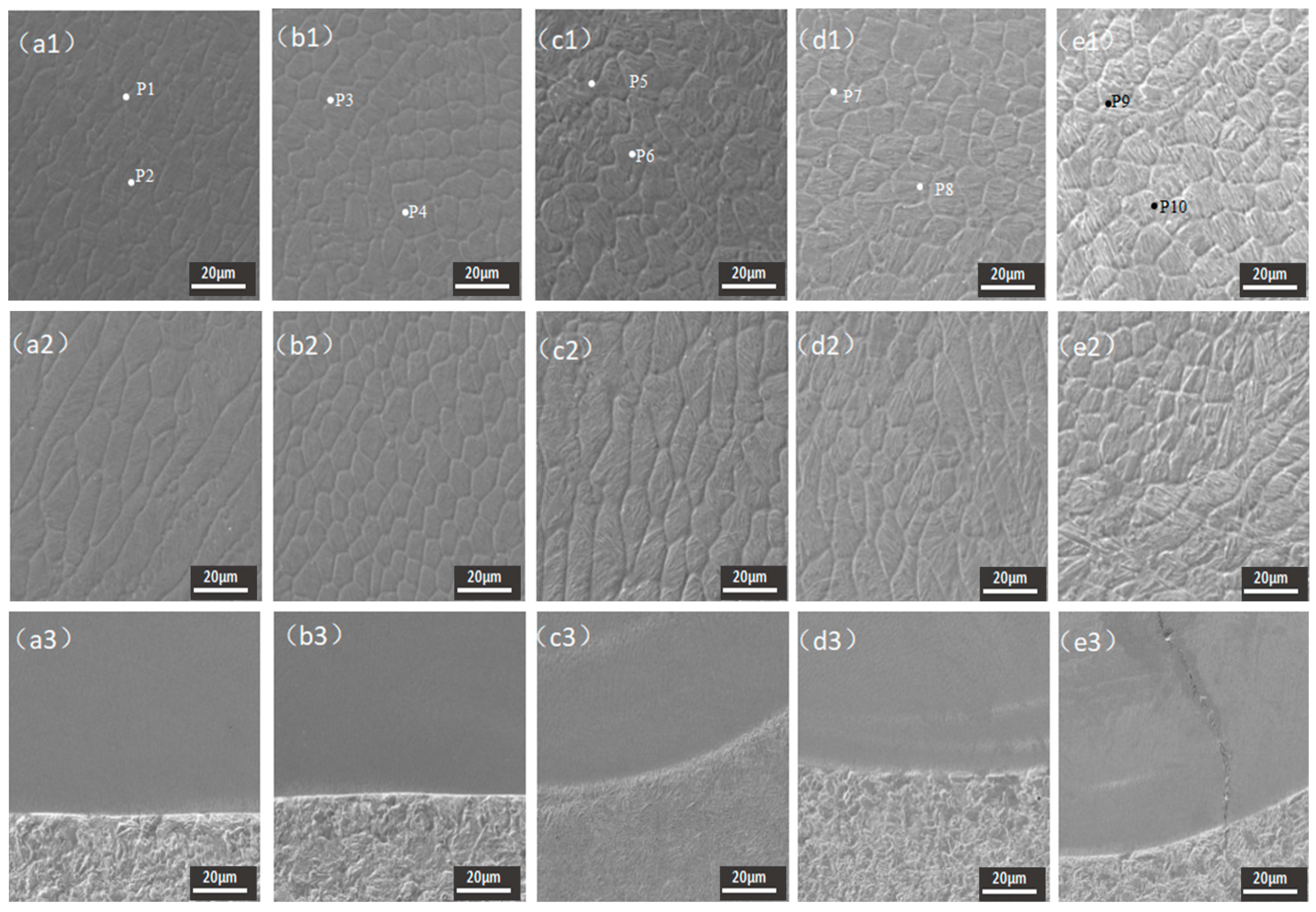
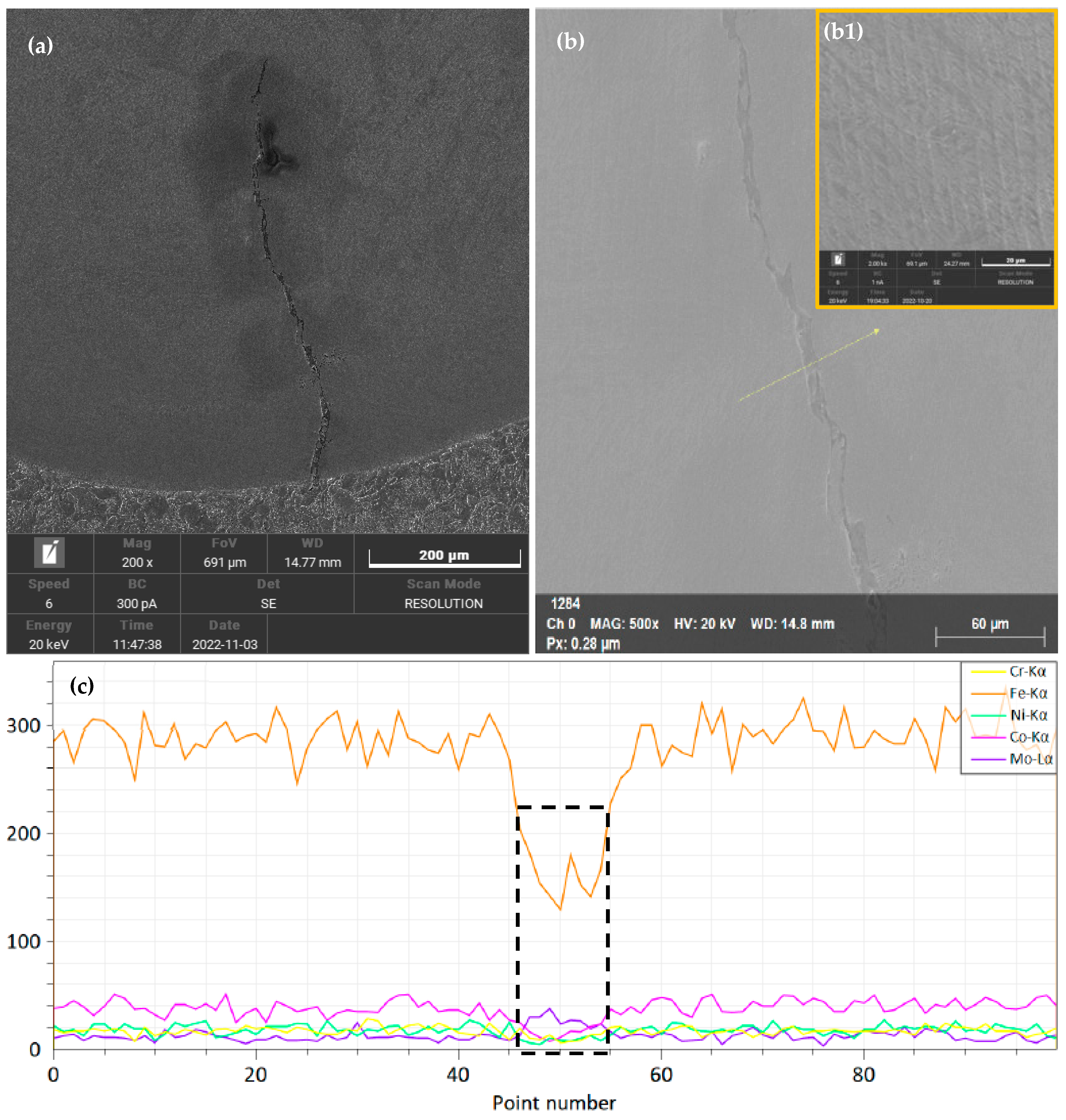
3.2. Phase Composition and Microstructure of A-100 Ultra-High-Strength Steel Cladding Coatings
3.3. Microhardness and Wear Resistance of A-100 Ultra-High-Strength Steel Cladding Coatings
4. Conclusions
- (1)
- The A-100 ultra-high-strength steel cladding coatings were composed of martensite and austenite. The upper microstructure of the cladding coatings was mainly equiaxed, and the lower microstructure was mainly columnar. With an increase in laser specific energy, the microstructure of the cladding coatings generally presented the characteristics of gradual coarsening.
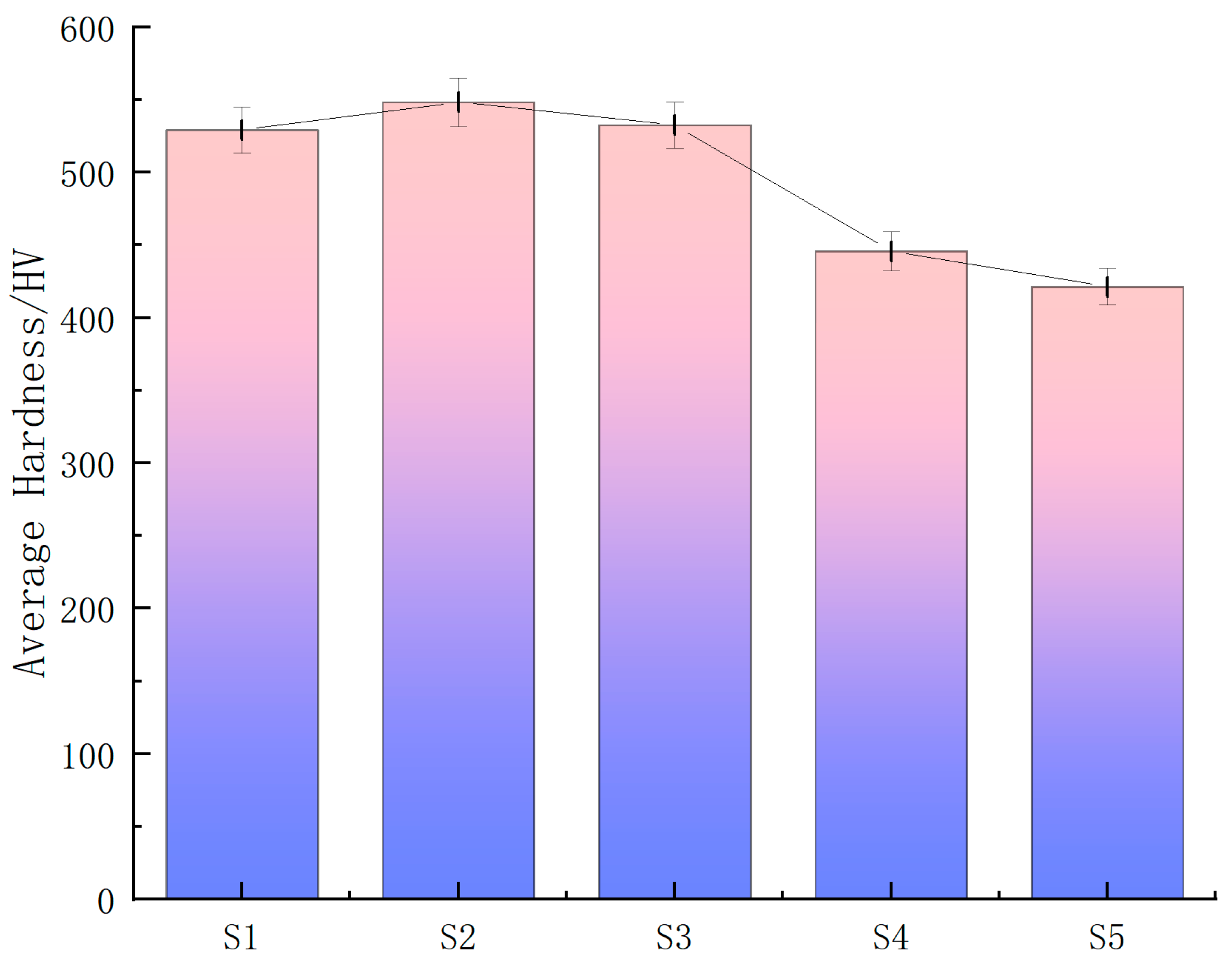
- (2)
- The maximum mean microhardness of the cladding coatings was 548.3 HV (S2 coating), and the minimum mean microhardness was 421.4 HV (S5 coating). When the laser specific energy was too large, the microhardness of the cladding coating decreased obviously. Although the laser specific energy for the S2 cladding coating was higher than that for the S1 cladding coating, the microstructure of the S2 cladding coating was finer.
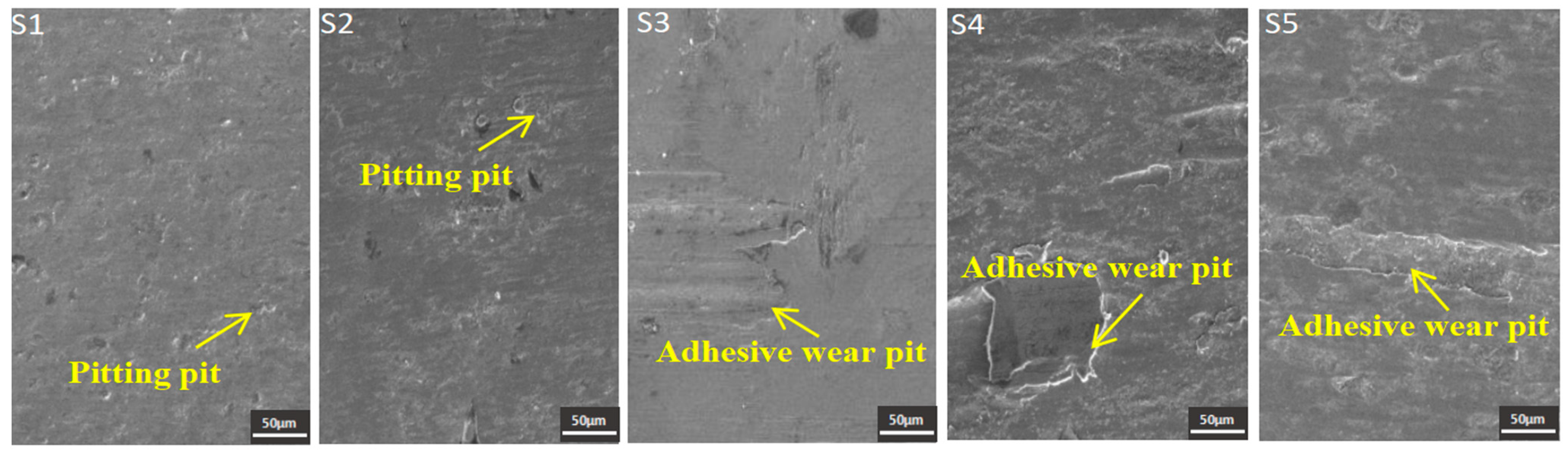
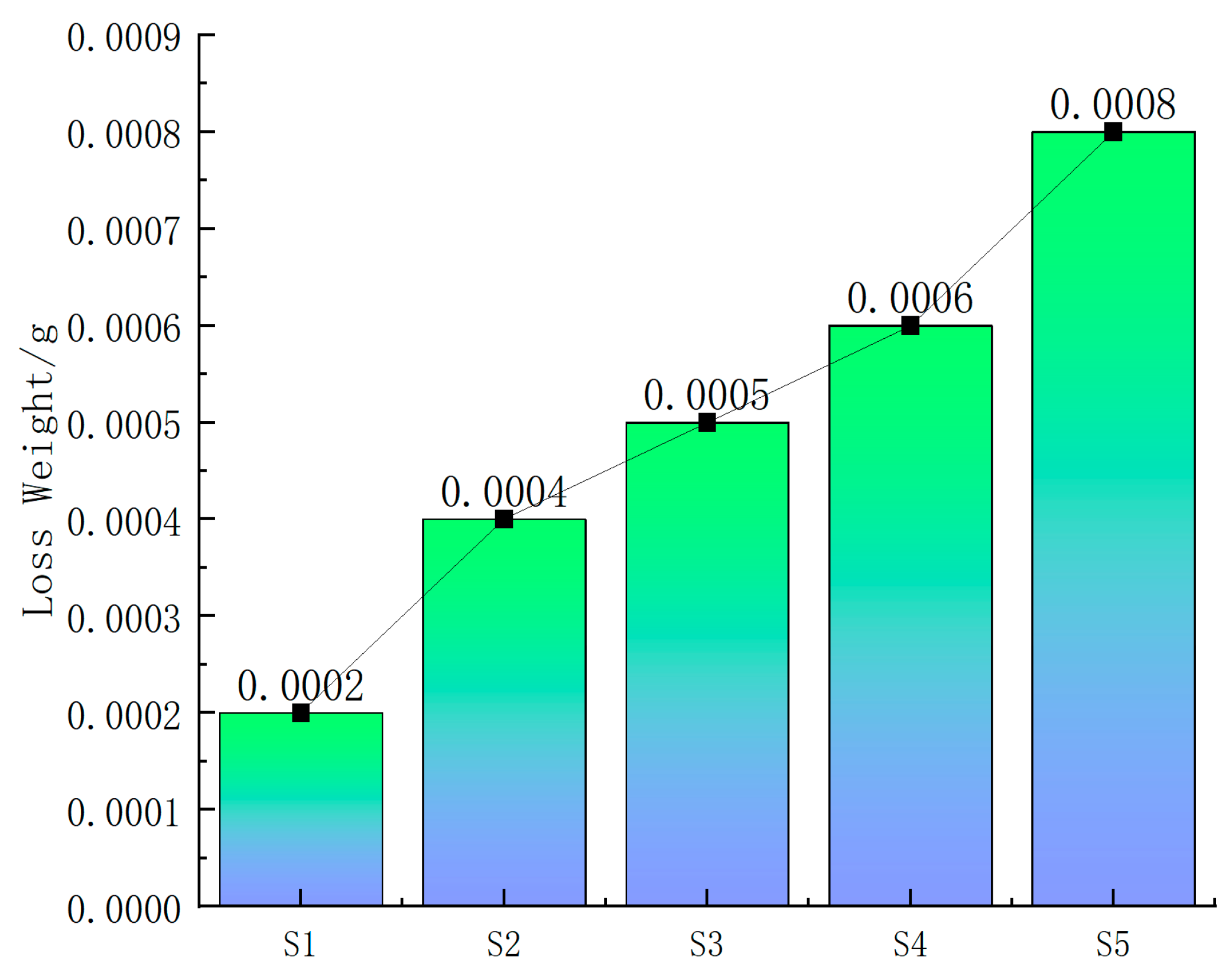
- (3)
- When the laser specific energy was relatively low, pitting pits mainly appeared on the wear surface of the cladding coatings (S1 and S2 coatings). When the laser specific energy was increased, adhesive wear pits mainly appeared on the wear surface of the cladding coatings. The wear loss weights caused by adhesive wear were much more serious than those caused by pitting. The wear resistance of the cladding coatings was significantly reduced by excess laser specific energy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- He, Z.; Wang, P.; Liu, G.; Liu, J.; Zhang, S. The Phase Transformation in a Low-Carbon 13Cr4Ni Martensitic Stainless Steel during Two-Stage Intercritical Tempering. Metals 2023, 13, 1302. [Google Scholar] [CrossRef]
- Marcuz, N.; Ribeiro, R.P.; Rangel, E.C.; da Cruz, N.C.; Correa, D.R.N. The Effect of PEO Treatment in a Ta-Rich Electrolyte on the Surface and Corrosion Properties of Low-Carbon Steel for Potential Use as a Biomedical Material. Metals 2023, 13, 520. [Google Scholar] [CrossRef]
- Mohammadi, J.; Dashtgerd, I.; Riahi, A.R.; Mostafaei, A. Pulsed gas metal arc additive manufacturing of low-carbon steel: Microstructure observations and mechanical properties. Mater. Today Commun. 2024, 38, 107637. [Google Scholar] [CrossRef]
- Adedipe, O.; Medupin, R.O.; Yoro, K.O.; Dauda, E.T.; Aigbodion, V.S.; Agbo, N.A.; Oyeladun, O.W.; Mokwa, J.B.; Lawal, S.A.; Eterigho-Ikelegbe, O.; et al. Sustainable carburization of mild steel using organic additives: A review. Sustain. Mater. Technol. 2023, 38, e00723. [Google Scholar]
- Zhou, K.; Han, T.; Zhu, X.; Chen, Z.; Zhou, C.; Cao, H.; Shen, Y. Study on Microstructure and Mechanical Properties of A-100-Y2O3 Coatings on Low-Carbon Steel by Laser Cladding. Coatings 2023, 13, 1702. [Google Scholar] [CrossRef]
- Naeem, M.; Qadeer, M.; Mujahid, Z.-U.; Rehman, N.; Díaz-Guillén, J.; Sousa, R.; Shafiq, M. Time-resolved plasma diagnostics of cathodic cage plasma nitriding system with variable pulsed duty cycle and surface modification of plain carbon steel. Surf. Coat. Technol. 2023, 464, 129542. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, X.; Wang, Y.; Zhou, J.; Ma, K.; Ma, F.; Cheng, Y.; Gao, C. Forming and Microstructure Evolution Mechanism of Asymmetric Molten Pool in Laser Cladding. Metals 2023, 13, 1970. [Google Scholar] [CrossRef]
- Korsmik, R.; Zadykyan, G.; Tyukov, S.; Klimova-Korsmik, O.; Dmitrieva, A. Prediction of Occurrence of Hot Cracks in Laser Cladding Heat Resistant Nickel Alloys. Metals 2023, 13, 1751. [Google Scholar] [CrossRef]
- Zeng, J.; Lian, G.; Chu, M.; Peng, J. Performance and Defect Control Method of Ni35A + SiC Cladding Layer in Laser Cladding. Prot. Met. Phys. Chem. Surf. 2022, 58, 779–790. [Google Scholar] [CrossRef]
- Li, C.; Zhang, M.; Sun, Y.; Han, X. Research on the Thermal Fatigue Mechanism of Laser Cladding IN625 Process on Ductile Iron. Int. J. Met. 2024, 1–23. [Google Scholar] [CrossRef]
- Han, T.; Zhou, K.; Chen, Z.; Gao, Y. Research Progress on Laser Cladding Alloying and Composite Processing of Steel Materials. Metals 2022, 12, 2055. [Google Scholar] [CrossRef]
- Zhao, W.; Liu, D.; Yang, J.; Zhang, H.; Ma, A.; Zhang, X.; Ren, Z.; Zhang, R.; Dong, Y.; Ye, C. Improving plain and fretting fatigue resistance of A-100 steel using ultrasonic nanocrystal surface modification. Int. J. Fatigue 2021, 148, 106204. [Google Scholar] [CrossRef]
- Liu, Z.J.; Chen, H.; Liu, C.; Cheng, J.B.; Su, Y.H.; Liu, D. Application of magnetic field control technology in plasma arc surfacing. Surf. Eng. 2006, 22, 173–176. [Google Scholar] [CrossRef]
- Yao, F.; Fang, L. Thermal Stress Cycle Simulation in Laser Cladding Process of Ni-Based Coating on H13 Steel. Coatings 2021, 11, 203. [Google Scholar] [CrossRef]
- Li, M.; Huang, K.; Yi, X. Crack Formation Mechanisms and Control Methods of Laser Cladding Coatings: A Review. Coatings 2023, 13, 1117. [Google Scholar] [CrossRef]
- Han, T.; Xiao, M.; Zhang, Y.; Shen, Y. Laser cladding composite coatings by Ni-Cr-Ti-B4C with different process parameters. Mater. Manuf. Process. 2019, 34, 898–906. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, H.; Zhang, S.; He, B. Optimization of the dilution parameters to improve wear resistance of laser cladding 15-5PH steel coating on U75V pearlitic steel. Surf. Coat. Technol. 2023, 465, 129571. [Google Scholar] [CrossRef]
- Xu, Z.; Wang, F.; Peng, S.; Liu, W.; Guo, J. Effects of Process Parameters on Microstructure and High-Temperature Oxidation Resistance of Laser-Clad IN718 Coating on Cr5Mo Steel. Coatings 2023, 13, 197. [Google Scholar] [CrossRef]
- Yang, S.; Bai, H.; Li, C.; Shu, L.; Zhang, X.; Jia, Z. Numerical Simulation and Multi-Objective Parameter Optimization of Inconel718 Coating Laser Cladding. Coatings 2022, 12, 708. [Google Scholar] [CrossRef]
- Su, Z.; Li, J.; Shi, Y.; Ren, S.; Zhang, Z.; Wang, X. Effect of process parameters on microstructure and tribological properties of Ni60A/Cr3C2 laser cladding on 60Si2Mn steel. Surf. Coat. Technol. 2023, 473, 130005. [Google Scholar] [CrossRef]
- Lu, K.; Zhu, J.; Guo, D.; Yang, M.; Sun, H.; Wang, Z.; Hui, X.; Wu, Y. Microstructures, Corrosion Resistance and Wear Resistance of High-Entropy Alloys Coatings with Various Compositions Prepared by Laser Cladding: A Review. Coatings 2022, 12, 1023. [Google Scholar] [CrossRef]
- Zhi, Y.; Zhang, X.; Liu, D.; Yang, J.; Liu, D.; Guan, Y.; Shi, J.; Zhao, W.; Zhao, R.; Wu, J.; et al. Improvement of traction-traction fatigue properties of A-100 steel plate-hole-structure by double shot peening. Int. J. Fatigue 2022, 162, 106925. [Google Scholar] [CrossRef]
- Han, T.; Xiao, M.; Zhang, Y.; Shen, Y. Effect of Cr content on microstructure and properties of Ni-Ti-xCr coatings by laser cladding. Optik 2019, 179, 1042–1048. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | Cr | Ni | Cu | Fe |
|---|---|---|---|---|---|---|---|
| Content | 0.12–0.20 | ≤0.30 | 0.30–0.70 | ≤0.03 | ≤0.03 | ≤0.03 | Bal. |
| Elements | Fe | Co | Ni | Cr | Mo |
|---|---|---|---|---|---|
| 1 | 69.7 | 14.4 | 11.3 | 3.1 | 1.6 |
| 2 | 70.6 | 14.6 | 10.9 | 3.3 | 0.8 |
| Samples | P (w) | V (mm/s) | D (mm) | Powder | Es (J/mm2) |
|---|---|---|---|---|---|
| S1 | 2000 | 9 | 4 | A-100 | 55.6 |
| S2 | 1700 | 6 | 4 | A-100 | 70.8 |
| S3 | 2000 | 6 | 4 | A-100 | 83.3 |
| S4 | 2300 | 6 | 4 | A-100 | 95.8 |
| S5 | 2000 | 3 | 4 | A-100 | 166.7 |
| Point | Fe | Co | Ni | Cr | Mo |
|---|---|---|---|---|---|
| 1 | 69.23 | 13.08 | 11.04 | 4.48 | 2.18 |
| 2 | 73.48 | 12.93 | 10.15 | 3.09 | 0.35 |
| 3 | 70.10 | 12.65 | 10.93 | 4.54 | 1.77 |
| 4 | 74.73 | 12.35 | 9.13 | 3.22 | 0.56 |
| 5 | 75.57 | 11.45 | 8.80 | 2.98 | 1.20 |
| 6 | 80.23 | 9.75 | 7.25 | 2.43 | 0.35 |
| 7 | 78.52 | 9.13 | 8.07 | 3.06 | 1.22 |
| 8 | 81.18 | 9.14 | 7.12 | 2.25 | 0.31 |
| 9 | 81.80 | 7.91 | 7.19 | 2.37 | 0.73 |
| 10 | 84.48 | 7.83 | 5.58 | 1.81 | 0.30 |
| Sample | Maximum Value | Minimum Value | Average | Variance |
|---|---|---|---|---|
| S1 | 557.5 | 503.2 | 529.1 | 21.7 |
| S2 | 583.1 | 494.5 | 548.3 | 33.0 |
| S3 | 552.3 | 494.1 | 532.5 | 26.4 |
| S4 | 469.6 | 431.9 | 445.8 | 17.4 |
| S5 | 444.7 | 404.7 | 421.4 | 17.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, T.; Ding, Z.; Feng, W.; Yao, X.; Chen, F.; Gao, Y. Effects of Process Parameters on Microstructure and Wear Resistance of Laser Cladding A-100 Ultra-High-Strength Steel Coatings. Coatings 2024, 14, 669. https://doi.org/10.3390/coatings14060669
Han T, Ding Z, Feng W, Yao X, Chen F, Gao Y. Effects of Process Parameters on Microstructure and Wear Resistance of Laser Cladding A-100 Ultra-High-Strength Steel Coatings. Coatings. 2024; 14(6):669. https://doi.org/10.3390/coatings14060669
Chicago/Turabian StyleHan, Tengfei, Zimin Ding, Wanxi Feng, Xinyu Yao, Fangfang Chen, and Yuesheng Gao. 2024. "Effects of Process Parameters on Microstructure and Wear Resistance of Laser Cladding A-100 Ultra-High-Strength Steel Coatings" Coatings 14, no. 6: 669. https://doi.org/10.3390/coatings14060669
APA StyleHan, T., Ding, Z., Feng, W., Yao, X., Chen, F., & Gao, Y. (2024). Effects of Process Parameters on Microstructure and Wear Resistance of Laser Cladding A-100 Ultra-High-Strength Steel Coatings. Coatings, 14(6), 669. https://doi.org/10.3390/coatings14060669