
Comparative Study of Multilayer Hard Coatings Deposited on WC-Co Hardmetals



Abstract
1. Introduction
2. Materials and Methods
2.1. Sample Production Process
2.2. Sample Characterization Methods
2.2.1. Substrate Characterization
2.2.2. Coated Samples Characterization
3. Results
3.1. Substrate Characterization Results
3.2. Coated Samples’ Characterization Results
3.2.1. Coating Surface Roughness and Thickness Measurements
3.2.2. Coated Samples’ XRD Analysis Results
3.2.3. Mechanical Properties of Coated Samples
3.2.4. Coating Adhesion Test Results
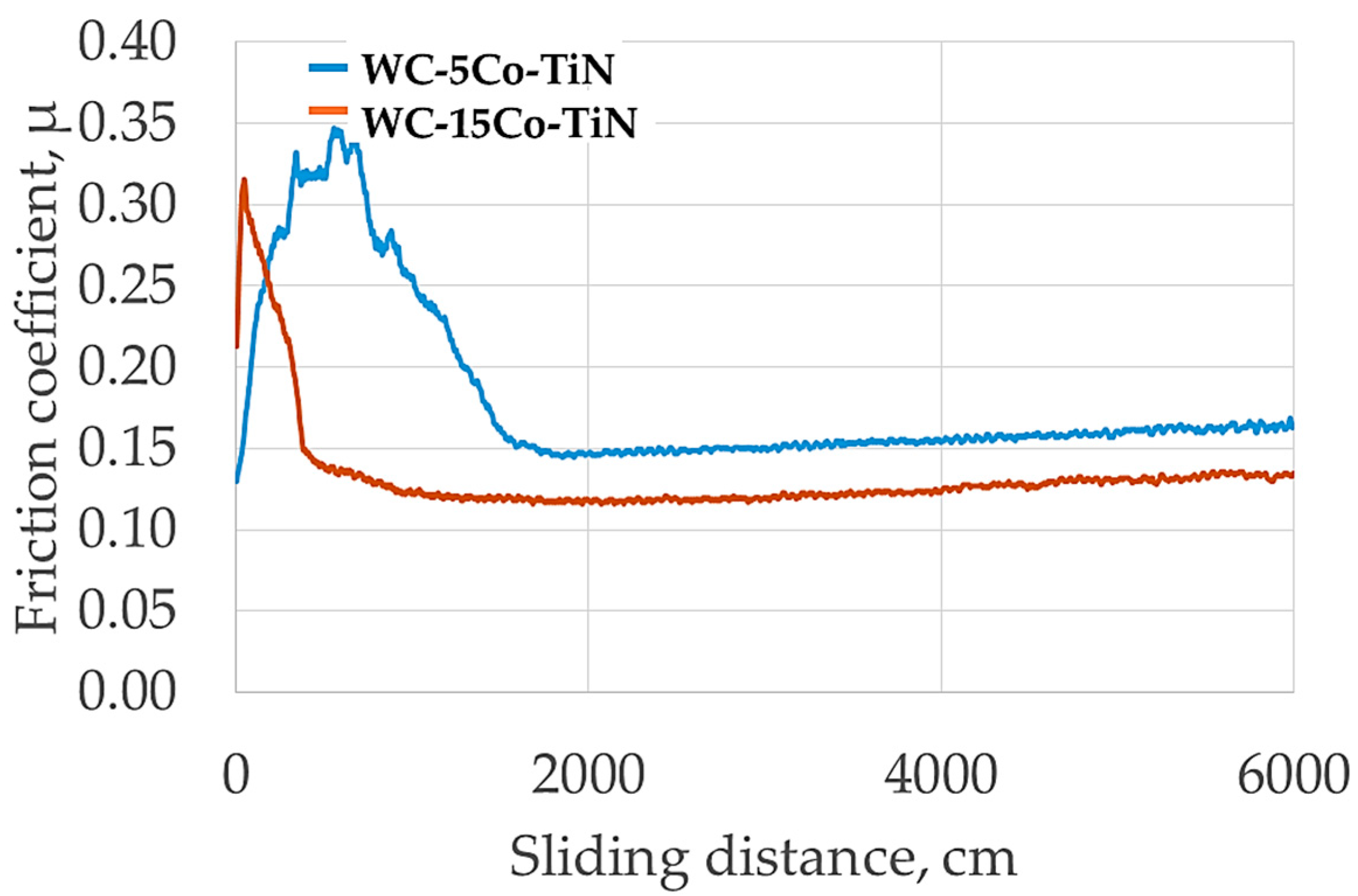
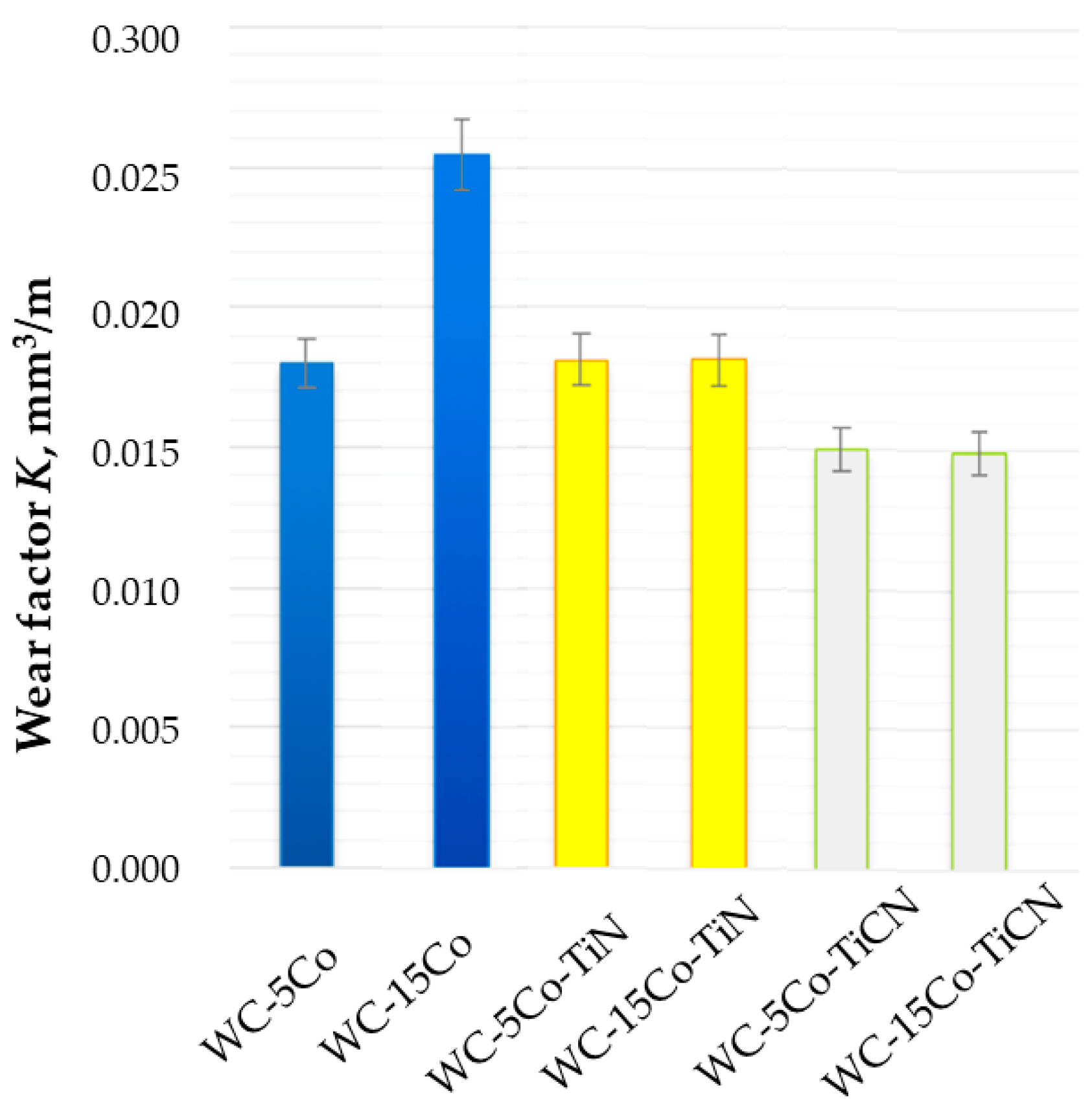
3.2.5. Tribological Properties Testing Results
4. Conclusions
- (i)
- The PACVD process proved very effective in generating two coating systems on a different WC-Co carbide substrate: a monolayer TiN coating and a multilayer gradient TiCN coating (alternating TiN and TiCN layers).
- (ii)
- Analysis revealed no significant deviation in the roughness values among the TiN and TiCN coatings deposited on substrates with different compositions, indicating that the Co content does not have a significant impact on layer growth.
- (iii)
- Measurements of coating thickness show uniform values for individual coating type. TiCN coating exhibited higher thickness values of 5.19 ± 0.39 µm and 5.32 ± 0.18 µm for WC-5Co and WC-15Co compared to the single-layer TiN coating with layer thickness of 3.05 ± 0.30 µm and 3.14 ± 0.26 µm, respectively.
- (iv)
- The Rockwell test utilized as an indirect method for determining coating/substrate adhesion showed that the single-layer TiN coating did not meet the essential adhesion criteria on both tested substrates. This was confirmed by the scratch test results, which measured significantly higher values of the critical force of delamination and penetration in the case of TiCN coating.
- (v)
- Application of PACVD thin, hard layers can result in a significant reduction of friction coefficients by almost 60% compared to the uncoated substrate, regardless of its composition. Wear factor also confirms significant reduction in wear after coating, especially for a softer substrate with higher binder content.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Min, F.; Wang, S.; Yu, S.; Yang, H.; Yao, Z.; Ni, J.; Zhang, J. Enhanced Coarse-Grained WC-Co(Ce) Cemented Carbide Prepared through Co-Precipitation. Materials 2023, 16, 5506. [Google Scholar] [CrossRef]
- Okamoto, S.; Nakazono, Y.; Otsuka, K.; Shimoitani, Y.; Takada, J. Mechanical properties of WC/Co cemented carbide with larger WC grain size. Mater Charact. 2005, 55, 281–287. [Google Scholar] [CrossRef]
- Zhang, L.; Chen, S.; Schubert, W.-D.; Huang, B.-Y.; Wu, E.-X. Thermostability of cemented carbides and its raw materials in oxygen. J. Cent. South Univ. (Sci. Technol.) 2004, 35, 931–934. [Google Scholar]
- Fang, S. Wear assessment of cemented carbide tools (WC–Co) with defined cutting edges under grinding-like service conditions. Wear 2021, 476, 203744. [Google Scholar] [CrossRef]
- Tanaka, C.; Saito, T.; Okamoto, N.; Suzuki, S.; Kitajima, A.; Higuchi, K. Evaluation of Titanium Carbide Thin Film Coatings on Surface Microstructure Controlled WC-Co. Electrochem. Soc. Meet. Abstr. 2016, 230, 1372. [Google Scholar] [CrossRef]
- Rashidi, M.; Tamizifar, M.; Boutorabi, S.M.A. Influence of deposition temperature on microstructure formation of Ti-Al-CN ceramic coatings prepared via pulsed-DC PACVD. Surf. Coat. Technol. 2021, 407, 126688. [Google Scholar] [CrossRef]
- Łępicka, M.; Tsybrii, Y.; Kiejko, D.; Golak, K. The effect of TiN and DLC anti-wear coatings on the tribofilm formation and frictional heat phenomena in coated metals vs. WC-Co. Materials 2021, 14, 3342. [Google Scholar] [CrossRef]
- Damerchi, E.; Abdollah-zadeh, A.; Poursalehi, R.; Mehr, M.S. Effects of functionally graded TiN layer and deposition temperature on the structure and surface properties of TiCN coating deposited on plasma nitrided H13 steel by PACVD method. J. Alloys Compd. 2019, 772, 612–624. [Google Scholar] [CrossRef]
- Azadi, M.; Rouhaghdam, A.S.; Ahangarani, S. Mechanical Behavior of TiN/TiC-n Multilayer Coatings and Ti(C,N) Multicomponent Coatings Produced by PACVD. Strength Mater. 2016, 48, 279–289. [Google Scholar] [CrossRef]
- Rie, K.-T.; Gebauer, A.; Wöhle, J.; Tönshoff, H.K.; Blawit, C. Synthesis of TiN/TiCN/TiC layer systems on steel and cermet substrates by PACVD. Surf. Coat. Technol. 1995, 74–75 Pt 1, 375–381. [Google Scholar] [CrossRef]
- Sun, L.; Jia, C.-C.; Xian, M. A Research on the Grain Growth of WC-Co Cemented Carbide. Int. J. Refract. Met. Hard Mater. 2007, 25, 121–124. [Google Scholar] [CrossRef]
- Matei, A.A.; Turcu, R.N.; Pencea, I.; Herghelegiu, E.; Petrescu, M.I.; Niculescu, F. Comparative Characterization of the TiN and TiAlN Coatings Deposited on a New WC-Co Tool Using a CAE-PVD Technique. Crystals 2023, 13, 112. [Google Scholar] [CrossRef]
- Musa, M.Š.; Sakoman, M.; Ćorić, D.; Aleksandrov Fabijanić, T. Exploitation and Wear Properties of Nanostructured WC-Co Tool Modified with Plasma-Assisted Chemical Vapor Deposition TiBN Coating. Metals 2021, 11, 333. [Google Scholar] [CrossRef]
- Danışman, Ş.; Odabaş, D.; Teber, M. The Effect of TiN, TiAlN, TiCN Thin Films Obtained by Reactive Magnetron Sputtering Method on the Wear Behavior of Ti6Al4V Alloy: A Comparative Study. Coatings 2022, 12, 1238. [Google Scholar] [CrossRef]
- Naghashzadeh, A.; Shafyei, A.; Sourani, F. Nanoindentation and Tribological Behavior of TiN-TiCN-TiAlN Multilayer Coatings on AISI D3 Tool Steel. J. Mater. Eng. Perform. 2022, 31, 4335–4342. [Google Scholar] [CrossRef]
- Garcia, J.; Pitonak, R. The role of cemented carbide functionally graded outer-layers on the wear performance of coated cutting tools. Int. J. Refract. Met. Hard Mater. 2013, 36, 52–59. [Google Scholar] [CrossRef]
- Hao, T.; Du, J.; Su, G.; Zhang, P.; Sun, Y.; Zhang, J. Mechanical and cutting performance of cemented carbide tools with Cr/x/DLC composite coatings. Int. J. Adv. Manuf. Technol. 2020, 106, 5241–5254. [Google Scholar] [CrossRef]
- Chen, C.; Huang, B.; Liu, Z.; Li, Y.; Zou, D.; Liu, T.; Chang, Y.; Chen, L. Additive manufacturing of WC-Co cemented carbides: Process, microstructure, and mechanical properties. Addit. Manuf. 2023, 63, 103410. [Google Scholar] [CrossRef]
- Riu-Perdrix, G.; Slawik, S.; Mücklich, F.; Llanes, L.; Roa, J.J. Influence of Different Shaping and Finishing Processes on the Surface Integrity of WC-Co Cemented Carbides. Metals 2024, 14, 52. [Google Scholar] [CrossRef]
- Takada, M.; Matsubara, H.; Tsutsumi, T.; Mori, Y.; Matsuda, T. Strength of Ultrafine-Grained WC–Co Cemented Carbide with the Combined Addition of Ti(C,N) and Cr3C2. Mater. Trans. 2022, 63, 957–964. [Google Scholar] [CrossRef]
- Yu, S.; Zhang, J.; Tong, J.; Min, F.; Zhang, H.; Ma, J.; Zhao, K. Enhancing the mechanical properties of coarse-grained cemented carbides by tailoring microstructure. Mater. Sci. Technol. 2023, 39, 1350–1360. [Google Scholar] [CrossRef]
- Premkumar, K.V. Tailoring Properties of Cemented Carbides Containing Eta Phase (Doctoral). 2020. Available online: https://urn.kb.se/resolve?urn=urn:nbn:se:kth:diva-278183 (accessed on 5 April 2024).
- Ozkan, D. Structural characteristics and wear, oxidation, hot corrosion behaviors of HVOF sprayed Cr3C2-NiCr hardmetal coatings. Surf. Coat. Technol. 2023, 457, 129319. [Google Scholar] [CrossRef]
- Matthews, S.; Bhagvandas, M.; Berger, L.M. Creation of modified Cr3C2–NiCr hardmetal coating microstructures through novel processing. J. Alloys Compd. 2020, 824, 153868. [Google Scholar] [CrossRef]
- Fan, S.; Kuang, T.; Xu, W.; Zhang, Y.; Su, Y.; Lin, S.; Wang, D.; Yang, H.; Zhou, K.; Dai, M.; et al. Effect of pretreatment strategy on the microstructure, mechanical properties and cutting performance of diamond coated hardmetal tools using HFCVD method. Int. J. Refract. Met. Hard Mater. 2021, 101, 105687. [Google Scholar] [CrossRef]
- Droes, S.R.; Kodas, T.T.; Hampden-Smith, M.J. Plasma-enhanced chemical vapor deposition (PECVD). In Carbide, Nitride and Boride Materials Synthesis and Processing; Springer: Dordrecht, The Netherlands, 1997; pp. 579–603. [Google Scholar]
- Sakoman, M.; Ćorić, D.; Šnajdar Musa, M. Plasma-assisted chemical vapor deposition of TiBN coatings on nanostructured cemented WC-Co. Metals 2020, 10, 1680. [Google Scholar] [CrossRef]
- Ćorić, D.; Šnajdar Musa, M.; Sakoman, M.; Alar, Ž. Analysis of Different Complex Multilayer PACVD Coatings on Nanostructured WC-Co Cemented Carbide. Coatings 2021, 11, 823. [Google Scholar] [CrossRef]
- Kovačić, S. Influence of Nitriding and Coatings on the Properties of Hot Work Tool Steels. Ph.D. Thesis, University of Zagreb, Zagreb, Croatia, 2015. Available online: https://core.ac.uk/download/pdf/34009495.pdf (accessed on 8 April 2024).
- International Organization for Standardization. Impermeable Sintered Metal Materials and Hardmetals—Determination of Density; ISO: Geneva, Switzerland, 2006. [Google Scholar]
- International Organization for Standardization. Hardmetals—Determination of (The Magnetization) Coercivity; ISO: Geneva, Switzerland, 2013. [Google Scholar]
- International Organization for Standardization. Metallic Materials—Vickers Hardness Test; ISO: Geneva, Switzerland, 2023. [Google Scholar]
- Saba, N.; Jawaid, M.; Sultan, M.T.H. An overview of mechanical and physical testing of composite materials. In Woodhead Publishing Series in Composites Science and Engineering, Mechanical and Physical Testing of Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Jawaid, M., Thariq, M., Saba, N., Eds.; Woodhead Publishing: Sawston, UK, 2019; pp. 1–12. [Google Scholar]
- Chotěborský, R. Effect of heat treatment on the microstructure, hardness and abrasive wear resistance of high chromium hardfacing. Res. Agr. Eng. 2013, 59, 23–28. [Google Scholar] [CrossRef]
- International Organization for Standardization. Advanced Technical Ceramics—Methods of Test for Ceramic Coatings; ISO: Geneva, Switzerland, 2003. [Google Scholar]
- International Organization for Standardization. Fine Ceramics (Advanced Ceramics, Advanced Technical Ceramics)—Rockwell Indentation Test for Evaluation of Adhesion of Ceramic; ISO: Geneva, Switzerland, 2023. [Google Scholar]
- International Organization for Standardization. Fine Ceramics (Advanced Ceramics, Advanced Technical Ceramics)—Determination of Adhesion of Ceramic Coatings by Scratch Testing (ISO 20502:2005, Including Cor 1:2009; EN ISO 20502:2016); ISO: Geneva, Switzerland, 2016. [Google Scholar]
- García, J.; Collado Ciprés, V.; Blomqvist, A.; Kaplan, B. Cemented Carbide Microstructures: A Review. Int. J. Refract. Met. Hard Mater. 2018, 80, 40–68. [Google Scholar] [CrossRef]
- Duszová, A.; Halgaš, R.; Bl’anda, M.; Hvizdoš, P.; Lofaj, F.; Dusza, J.; Morgiel, J. Nanoindentation of WC–Co hardmetals. J. Eur. Ceram. Soc. 2013, 33, 2227–2232. [Google Scholar] [CrossRef]
- Bonache, V.; Rayón, E.; Salvador, M.D.; Busquets, D. Nanoindentation study of WC–12Co hardmetals obtained from nanocrystalline powders: Evaluation of hardness and modulus on individual phases. Mater. Sci. Eng. A 2010, 527, 2935–2941. [Google Scholar] [CrossRef]
- International Organization for Standardization. Hardmetals—Metallographic Determination of Microstructure, Part 4: Characterisation of Porosity, Carbon Defects and Eta-Phase Content; ISO: Geneva, Switzerland, 2016. [Google Scholar]
- International Organization for Standardization. Hardmetals—Metallographic Determination of Microstructure, Part 2: Measurement of WC Grain Size; ISO: Geneva, Switzerland, 2020. [Google Scholar]
- Verein Deutscher Ingenieure Normen. VDI 3198; VDI-Verlag: Dusseldorf, Germany, 1991. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substrate | Coating Type | Coated Sample Label |
|---|---|---|
| WC-5Co | TiN | WC-5Co-TiN |
| WC-5Co | TiN-TiCN | WC-5Co-TiCN |
| WC-15Co | TiN | WC-15Co-TiN |
| WC-15Co | TiN-TiCN | WC-15Co-TiCN |
| Sample | Theoretical/Measured Density, g/cm3 | Magnetic Saturation, µTm³/kg | Relative Magnetic Saturation, % | Coercive Force, kA/m | Grain Size, nm | Surface Roughness Parameters, µm | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ra | Rq | Rz | Sa | Sq | Sz | |||||||
| WC-5Co | 14.91/14.194 | 7.97 | 88.61 | 51.81 | <0.2 | 1* | 0.196 | 0.329 | 1.554 | 0.416 | 0.518 | 4.555 |
| 2* | 0.124 | 0.152 | 0.580 | 0.199 | 0.834 | - | ||||||
| WC-15Co | 13.71/13.727 | 22.10 | 79.43 | 37.23 | <0.2 | 1 | 0.148 | 0.292 | 1.361 | 0.359 | 0.458 | 4.544 |
| 2 | 0.069 | 0.090 | 0.411 | 0.123 | 0.203 | - | ||||||
| Sample | Hardness, HV30 | Poisson’s Ratio of Hardmetals (ν) | Reduced Modulus of Elasticity (Er), GPa | Modulus of Elasticity (ES), GPa | Fracture Toughness, MPa√m |
|---|---|---|---|---|---|
| WC-5Co | 2268.3 ± 7.7 | 0.222 | 353.0 ± 2.7 | 554.2 | 8.34 ± 0.07 |
| WC-15Co | 1780.9 ± 3.2 | 0.231 | 321.8 ± 2.6 | 475.6 | 9.24 ± 0.04 |
| Sample | Roughness Parameters, µm | Coating Thickness, µm | |
|---|---|---|---|
| Ra | Rz | ||
| WC-5Co-TiN | 0.2114 ± 0.0146 | 1.5174 ± 0.0993 | 3.05 ± 0.30 |
| WC-15Co-TiN | 0.1890 ± 0.0407 | 2.0255 ± 0.0174 | 3.14 ± 0.26 |
| WC-5Co-TiCN | 0.2076 ± 0.0133 | 1.5648 ± 0.1819 | 5.19 ± 0.39 |
| WC-15Co-TiCN | 0.1341 ± 0.0052 | 1.0841 ± 0.0365 | 5.32 ± 0.18 |
| Sample | Microhardness, HV 0.005 | Indentation Modulus of Elasticity EIT, GPa | Maximum Indentation Depth, µm |
|---|---|---|---|
| WC-5Co-TiN | 2245.6 ± 36.9 | 345.6 ± 32.6 | 0.3158 |
| WC-15Co-TiN | 2232.2 ± 64.8 | 348.4 ± 27.7 | 0.3161 |
| WC-5Co-TiCN | 3256.6 ± 46.8 | 401.0 ± 12.2 | 0.2645 |
| WC-15Co-TiCN | 3274.2 ± 34.2 | 399.6 ± 12.7 | 0.2546 |
| Sample | Adhesion Class | Rockwell Test Indent |
|---|---|---|
| WC-5Co-TiN | HF-5 | 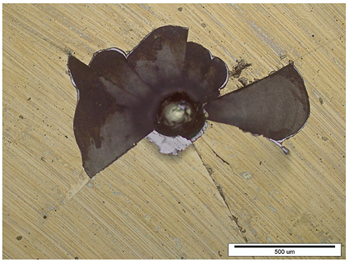 |
| WC-15Co-TiN | HF-5 |  |
| WC-5Co-TiCN | HF-3 | 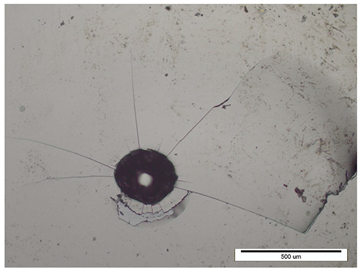 |
| WC-15Co-TiCN | HF-3 |  |
| Sample Type | Critical Coating Delamination Force, N | ||
|---|---|---|---|
| Lc1 | Lc2 | Lc3 | |
| WC-5Co-TiN | - | 22.49 ± 5.13 | 26.19 ± 6.36 |
| WC-15Co-TiN | - | 25.65 ± 4.91 | 29.46 ± 6.47 |
| WC-5Co-TiCN | - | 40.36 ± 2.74 | 48.09 ± 2.33 |
| WC-15Co-TiCN | - | 34.58 ± 3.83 | 47.08 ± 3.35 |
| Sample | Mean Friction Coefficient, µ | Volume Loss ∆V, mm3 |
|---|---|---|
| WC-5Co | 0.333 | 0.0030 |
| WC-15Co | 0.323 | 0.0043 |
| WC-5Co-TiN | 0.137 | 0.0031 |
| WC-15Co-TiN | 0.137 | 0.0030 |
| WC-5Co-TiCN | 0.135 | 0.0025 |
| WC-15Co-TiCN | 0.135 | 0.0025 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Šnajdar, M.; Ćorić, D.; Sakoman, M. Comparative Study of Multilayer Hard Coatings Deposited on WC-Co Hardmetals. Coatings 2024, 14, 674. https://doi.org/10.3390/coatings14060674
Šnajdar M, Ćorić D, Sakoman M. Comparative Study of Multilayer Hard Coatings Deposited on WC-Co Hardmetals. Coatings. 2024; 14(6):674. https://doi.org/10.3390/coatings14060674
Chicago/Turabian StyleŠnajdar, Mateja, Danko Ćorić, and Matija Sakoman. 2024. "Comparative Study of Multilayer Hard Coatings Deposited on WC-Co Hardmetals" Coatings 14, no. 6: 674. https://doi.org/10.3390/coatings14060674
APA StyleŠnajdar, M., Ćorić, D., & Sakoman, M. (2024). Comparative Study of Multilayer Hard Coatings Deposited on WC-Co Hardmetals. Coatings, 14(6), 674. https://doi.org/10.3390/coatings14060674