
Research on Key Technologies of Jewelry Design and Manufacturing Based on 3D Printing Technology


Abstract
:1. Introduction
2. Design Constraints, Materials, and Methods
2.1. Design Constraints
2.2. Material and Methods
3. Results and Discussion
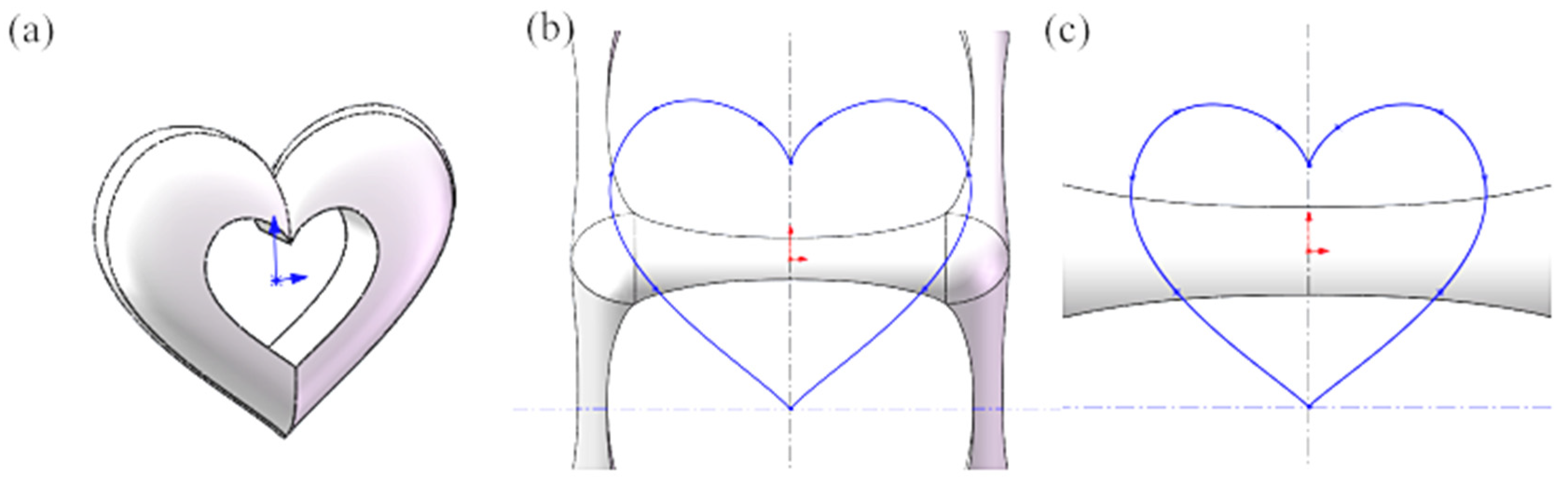
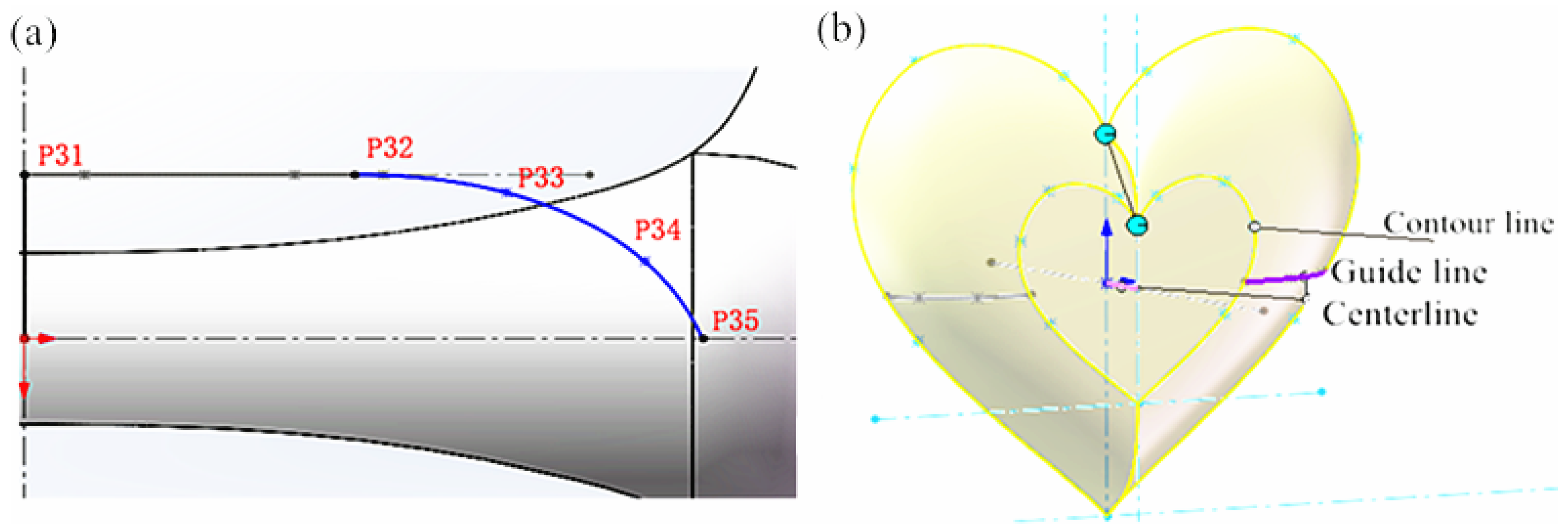
3.1. Design Concept
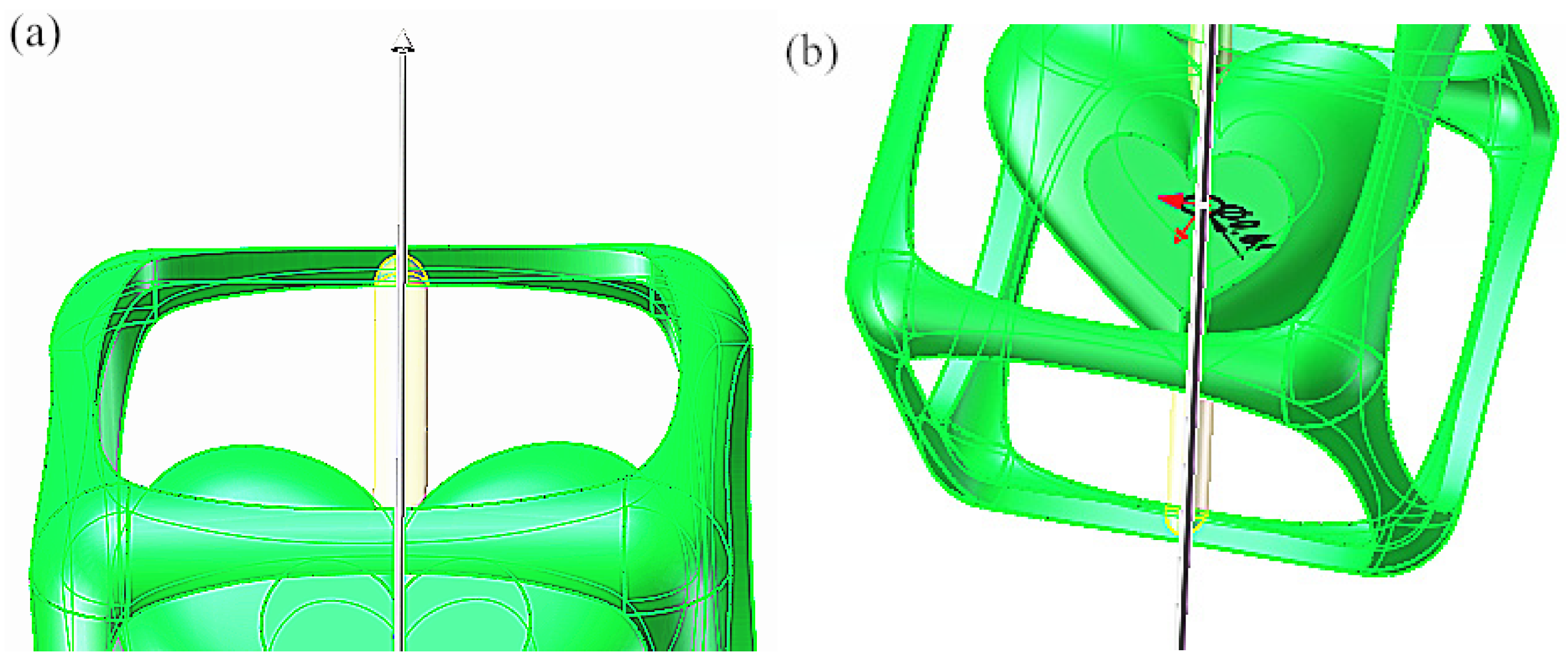
3.2. Design of 3D-Printed Jewelry
3.3. Analysis of the Machinability of 3D-Printed Jewelry
3.3.1. Examination of the 3D Jewelry Model
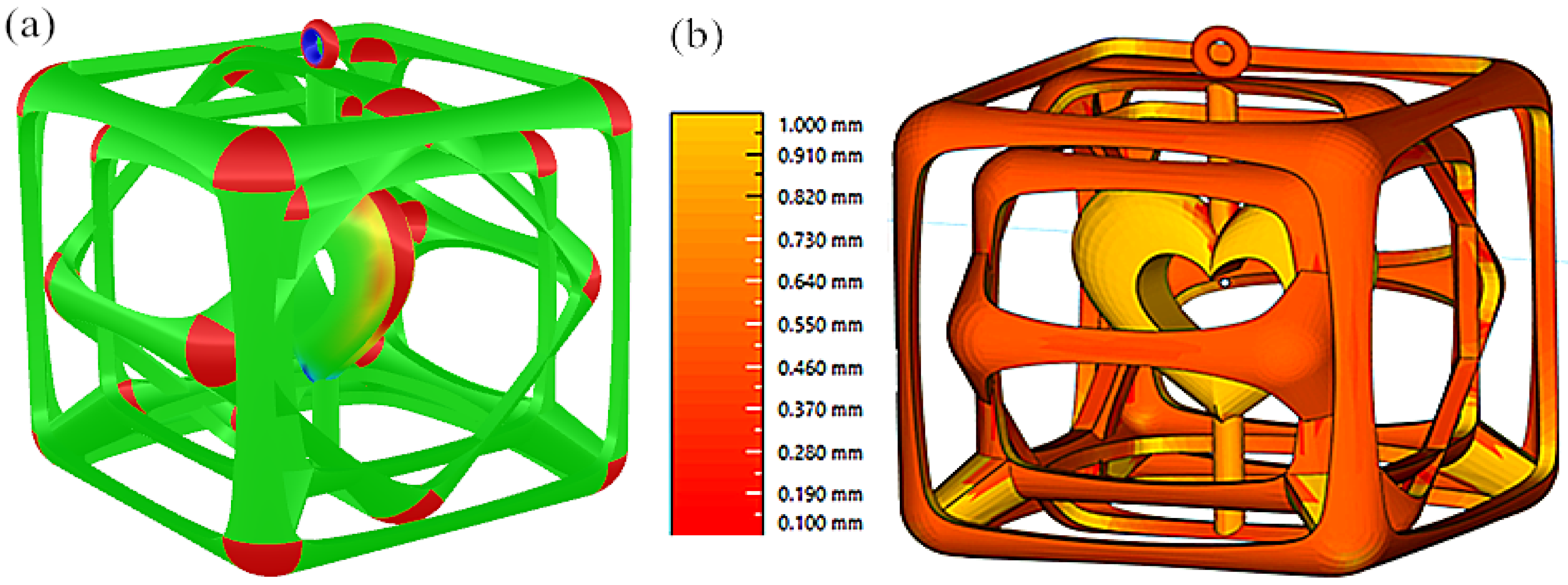
3.3.2. Wall Thickness Analysis of 3D Jewelry Models
3.4. Data Processing for 3D-Printed Jewelry
3.5. Analysis of Results for the SLM “Guardian” Jewelry Model
4. Conclusions
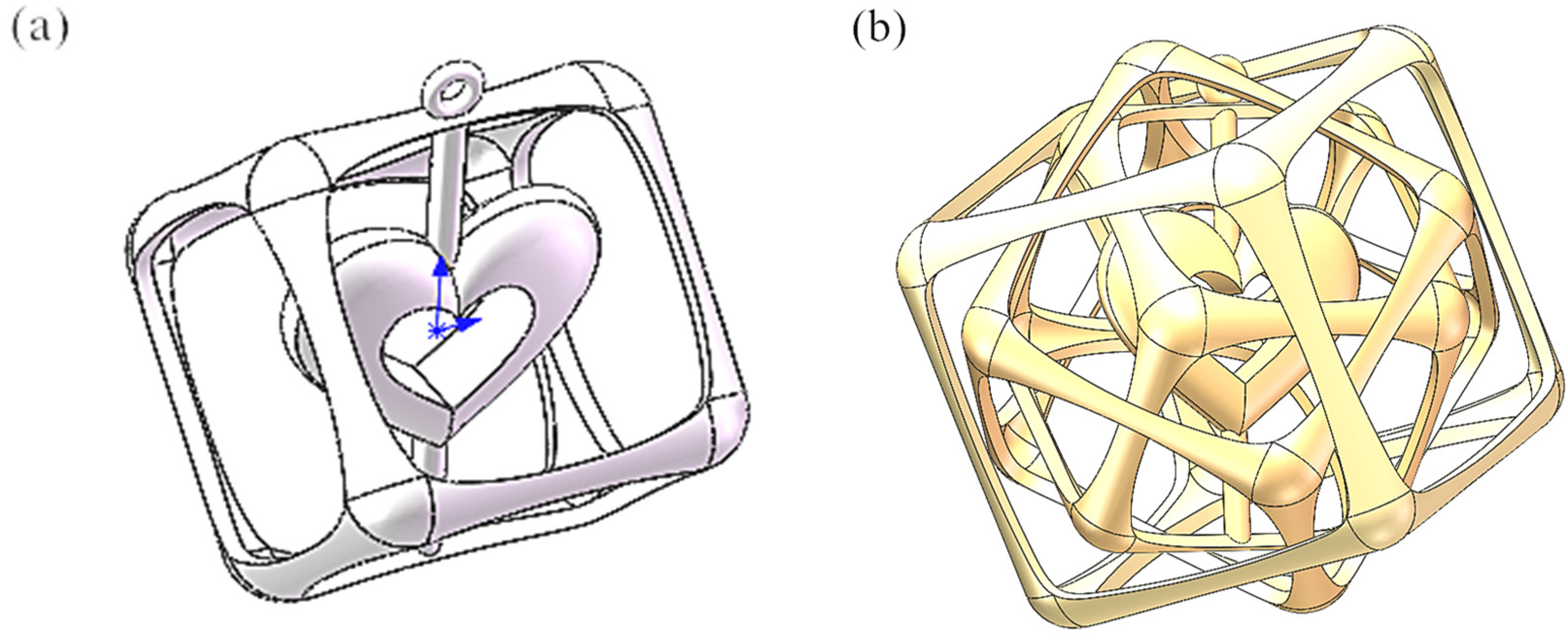
- The Guardian jewelry model, designed through the application of parametric modeling techniques, exhibits meticulous craftsmanship with no presence of invalid faces or edges. The model’s surfaces display a high degree of smoothness. All sharp corners in the model have a thin wall width or thickness of 0.1 mm or more, making it a complete jewelry accessory that can be printed.
- The “Guardian” jewelry model exhibits a relatively extensive distribution of areas necessitating support, albeit not in terms of considerable size. Areas devoid of support requirements predominantly exist on the model’s surface, aligning with the processing standards for jewelry models. Support additions for the model predominantly concentrate in non-critical regions, where support removal is straightforward. The volume of added support is minimal, resulting in negligible powder waste. This adherence to minimal support addition aligns with the guiding principles for Selective Laser Melting (SLM) molding parts.
- The completed, 3D-printed “Guardian” jewelry boasts a luminous and sleek surface characterized by a commendable metallic texture devoid of any discernible warping or molding defects. The pillars’ structure is distinct and exhibits well-executed lap joints, accompanied by minimal powder adhesion. After simple sandblasting and polishing, the jewelry is ready for use.
- Certainly, to better align with people’s evolving design preferences in jewelry, further research endeavors are imperative. This includes the exploration of personalized and intricate rapid design methods for jewelry, self-supporting jewelry design techniques, and advancements in Selective Laser Melting (SLM) for the direct shaping of precious metals. Such investigations aim to establish the groundwork for the direct production of functional and personalized jewelry through SLM.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yu, J.; Zhang, T.; Bu, Y. Revision of total hip arthroplasty using uncemented extensive porous-coated femoral components. Chin. J. Orthop. 2005, 25, 110–114. [Google Scholar]
- Yuan, L.; Ding, S.; Wen, C. Additive manufacturing technology for porous metal implant applications and triple minimal surface structures: A review. Bioact. Mater. 2019, 4, 56–70. [Google Scholar] [CrossRef] [PubMed]
- Su, H.; Wei, K.; Guo, W.; Ma, L.; Yu, R.; Zhang, B.; Zhang, J.; Liu, L.; Fu, H. New development of laser rapid forming and its application in high performance materials processing. Chin. J. Nonferrous Met. 2013, 23, 1567–1574. [Google Scholar]
- Li, K.; Ji, C.; Bai, S.; Jiang, B.; Pan, F. Selective laser melting of magnesium alloys: Necessity, formability, performance, optimization and applications. J. Mater. Sci. Technol. 2023, 154, 65–93. [Google Scholar] [CrossRef]
- Zhang, G.; Li, J.; Shangguan, C.; Zhou, X.; Zhou, Y.; Huang, A. A metamaterial bone plate for biofixation based on 3D printing technology. Int. J. Bioprinting 2024, 2388. [Google Scholar] [CrossRef]
- Yang, J.; Heogh, W.; Ju, H.; Kang, S.; Jang, T.-S.; Jung, H.-D.; Jahazi, M.; Han, S.C.; Park, S.J.; Kim, H.S.; et al. Functionally graded structure of a nitride-strengthened Mg2Si-based hybrid composite. J. Magnes. Alloys 2024, 12, 1239–1256. [Google Scholar] [CrossRef]
- Ji, F.; Jin, Y. The application of 3D printing technology in jewelry design. West. Leather 2019, 41, 65. [Google Scholar]
- Zhang, W.; Zhao, H. Creative jewelry box design based on 3D printing technology. Technol. Innov. 2017, 5–7. [Google Scholar] [CrossRef]
- Yang, J.; Li, Y. 3D printed personalized ceramic pendant jewelry. J. Gemol. Gemol. 2018, 20, 201–203. [Google Scholar]
- Luo, J. Innovative application of 3D printing in weaving jewelry. Art Sci. Technol. 2017, 30, 286–287. [Google Scholar]
- Xiong, W.; Hao, L.; Li, Y. Application of selective laser melting (SLM) technology in jewelry activity structure design. J. Gemol. Gemol. 2018, 20, 194–195. [Google Scholar]
- Jia, J.; Sun, Z. Research on the design application of mortise and tenon structure in 3D printed jewelry. J. Gemol. Gemol. (Chin. Engl.) 2023, 25, 98–105. [Google Scholar]
- Zhang, G.; Yang, Y.; Zhang, Z.; Song, C.; Wang, A.; Yu, J. Optimum design of support structure for laser selective melting forming parts. China Laser 2016, 12, 59–66. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | 316L Powder (%) | ASTM A276 Standard (%) | Element | 316L Powder (%) | ASTM A276 Standard (%) |
|---|---|---|---|---|---|
| C | <0.03 | <0.03 | Si | <0.75 | <1.00 |
| Mn | <2.0 | <2.0 | P | <0.025 | <0.045 |
| S | <0.01 | <0.03 | Cr | 17.5–18 | 16–18 |
| Ni | 12.5–13 | 10–14 | Mo | 2.25–2.5 | 2–3 |
| Cu | 0.50 | 0.75 | Fe | Balance | Balance |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, G.; Wang, J.; Li, J.; Zhou, X.; Zhou, Y. Research on Key Technologies of Jewelry Design and Manufacturing Based on 3D Printing Technology. Coatings 2024, 14, 701. https://doi.org/10.3390/coatings14060701
Zhang G, Wang J, Li J, Zhou X, Zhou Y. Research on Key Technologies of Jewelry Design and Manufacturing Based on 3D Printing Technology. Coatings. 2024; 14(6):701. https://doi.org/10.3390/coatings14060701
Chicago/Turabian StyleZhang, Guoqing, Jiangtao Wang, Junxin Li, Xiaoyu Zhou, and Yongsheng Zhou. 2024. "Research on Key Technologies of Jewelry Design and Manufacturing Based on 3D Printing Technology" Coatings 14, no. 6: 701. https://doi.org/10.3390/coatings14060701