
A Comparative Study on the Wear Behavior of Quenched-and-Partitioned Steel (Q&P) and Martensite Steel (Q&T)
Abstract
:1. Introduction
2. Materials and Experiments
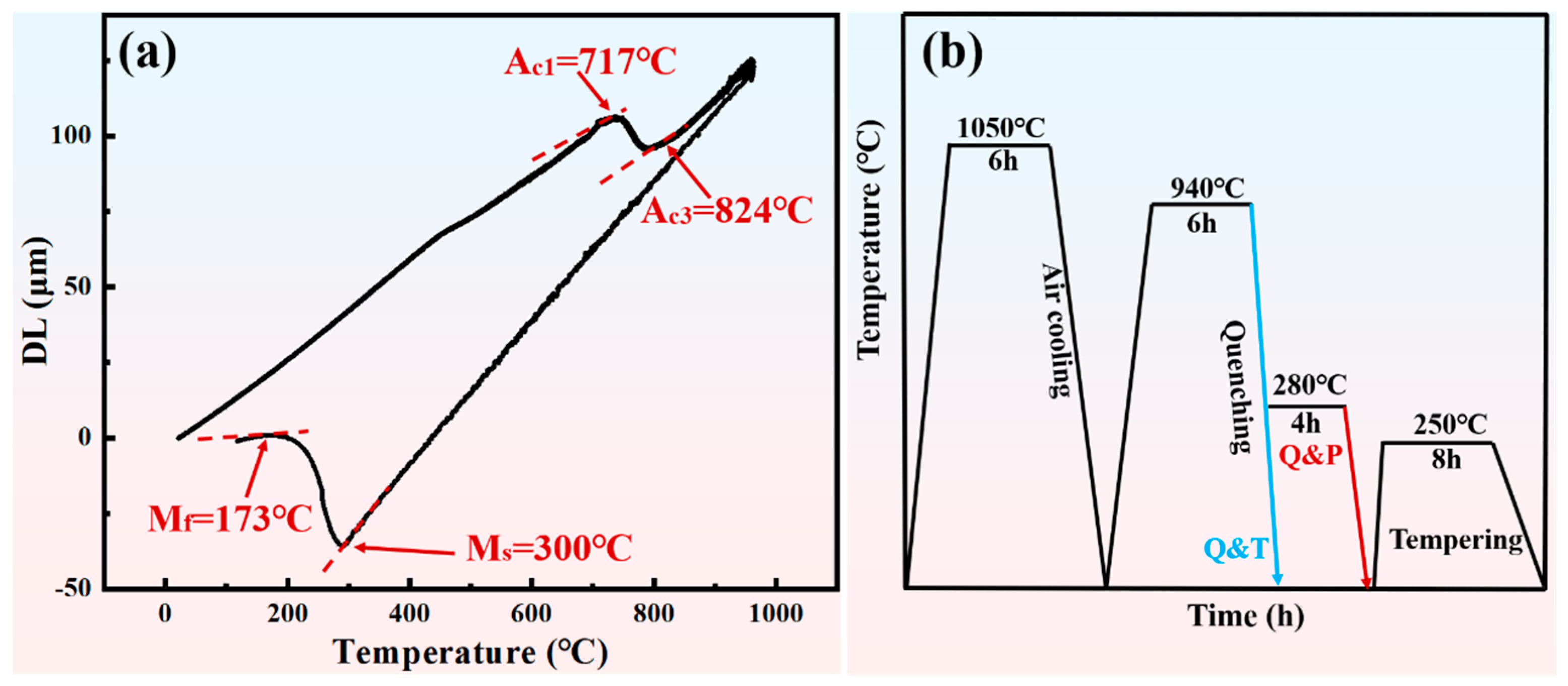
2.1. Materials Preparation
2.2. Test Equipment
2.3. Wear Test
3. Results
4. Discussion
5. Conclusions
- (1)
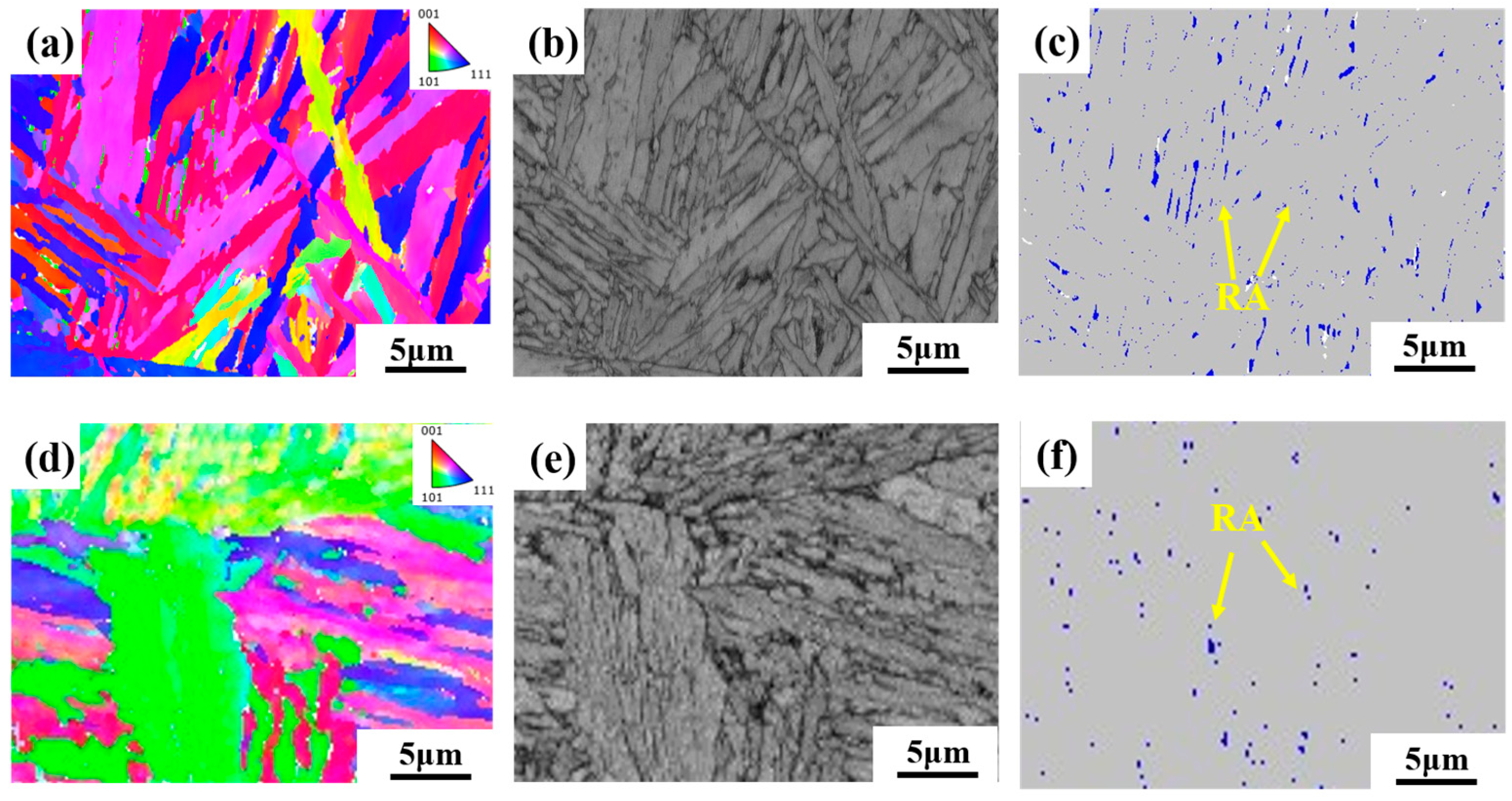
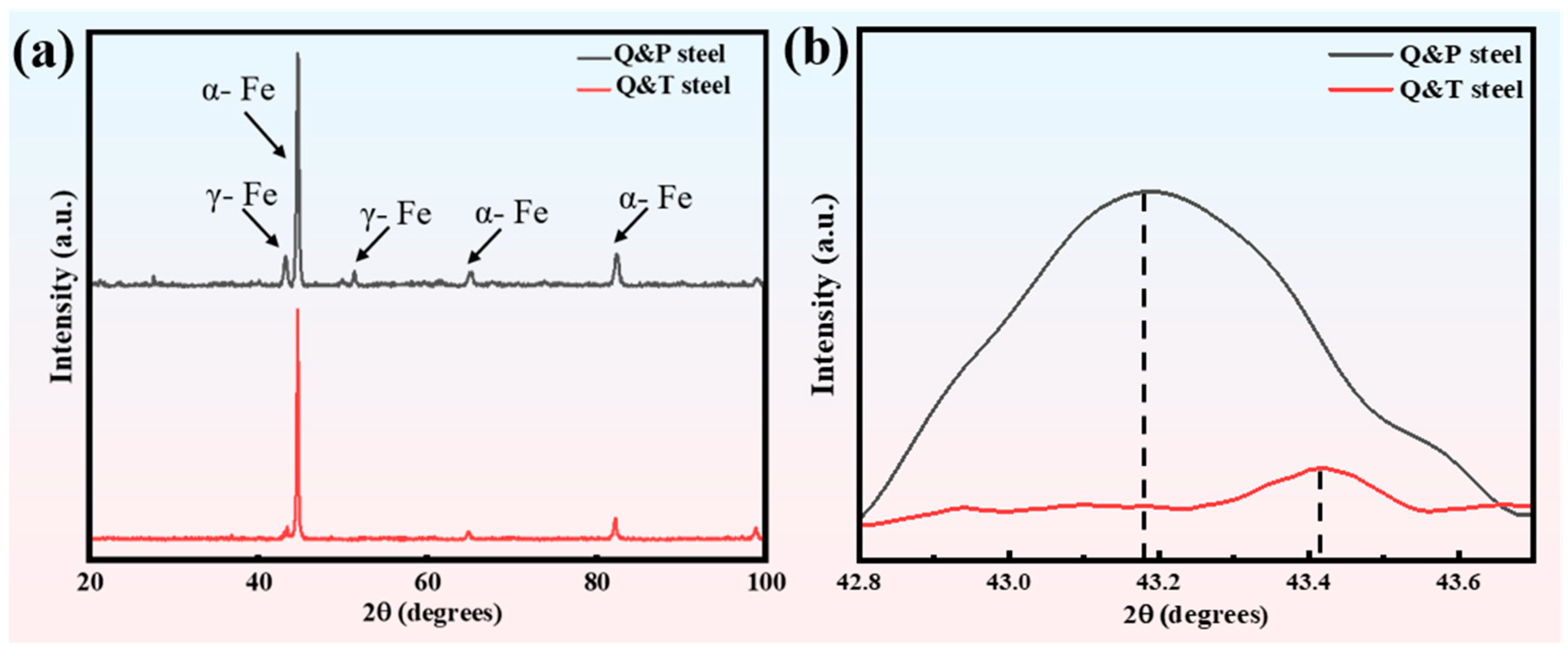
- The microstructure of Q&P steel contains lath-like martensite/bainite and film-like retained austenite, the volume percentage of RA was 10.42% calculated by the result of XRD, but the microstructure of Q&T steel consists almost of martensite, the retained austenite was barely observed.
- (2)
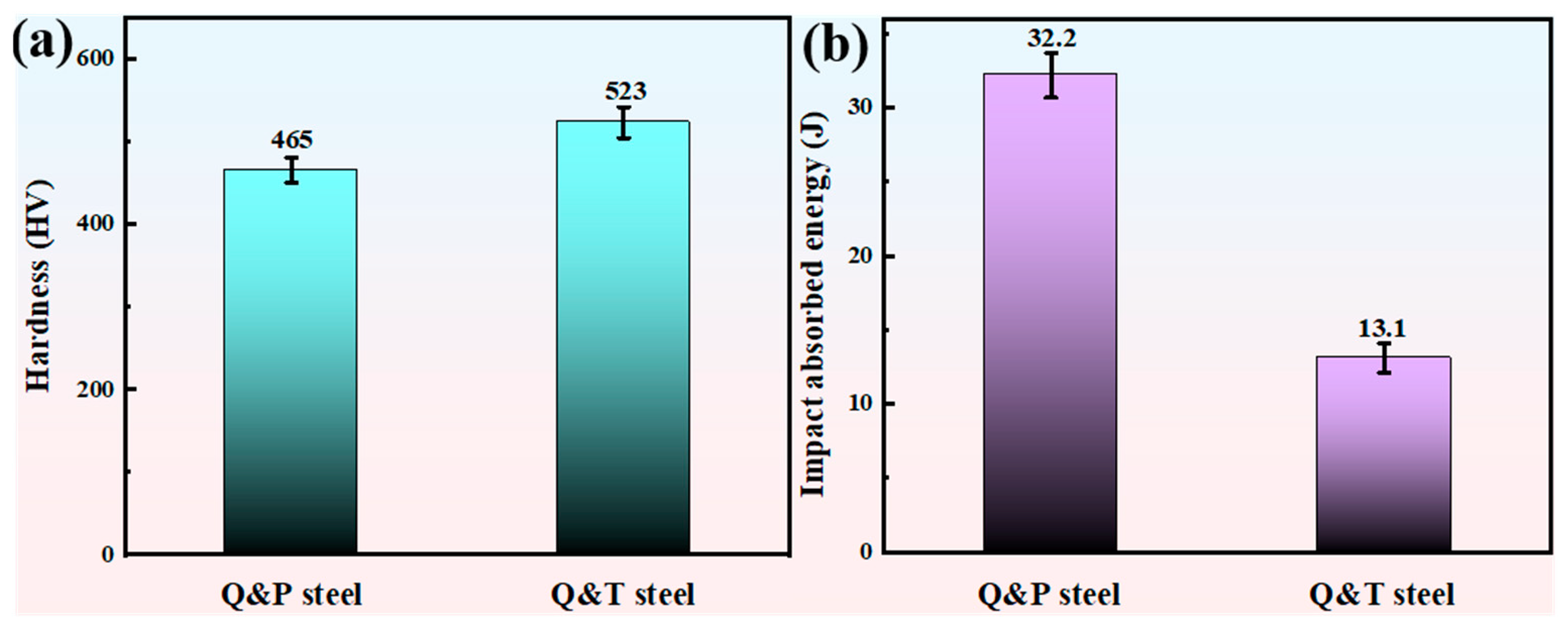
- Q&P steel exhibits better toughness due to the thin film-like retained austenite. The impact absorbed energy of Q&P steel and Q&T steel are 32.2 J and 13.1 J. Compared to Q&P steel, the impact absorbed energy of Q&T steel reduced by 59.3%. The hardness of Q&P steel and Q&T steel are 465 HV and 523 HV. Compared to the Q&P steel, the hardness of Q&T steel improved by 12.5%.
- (3)
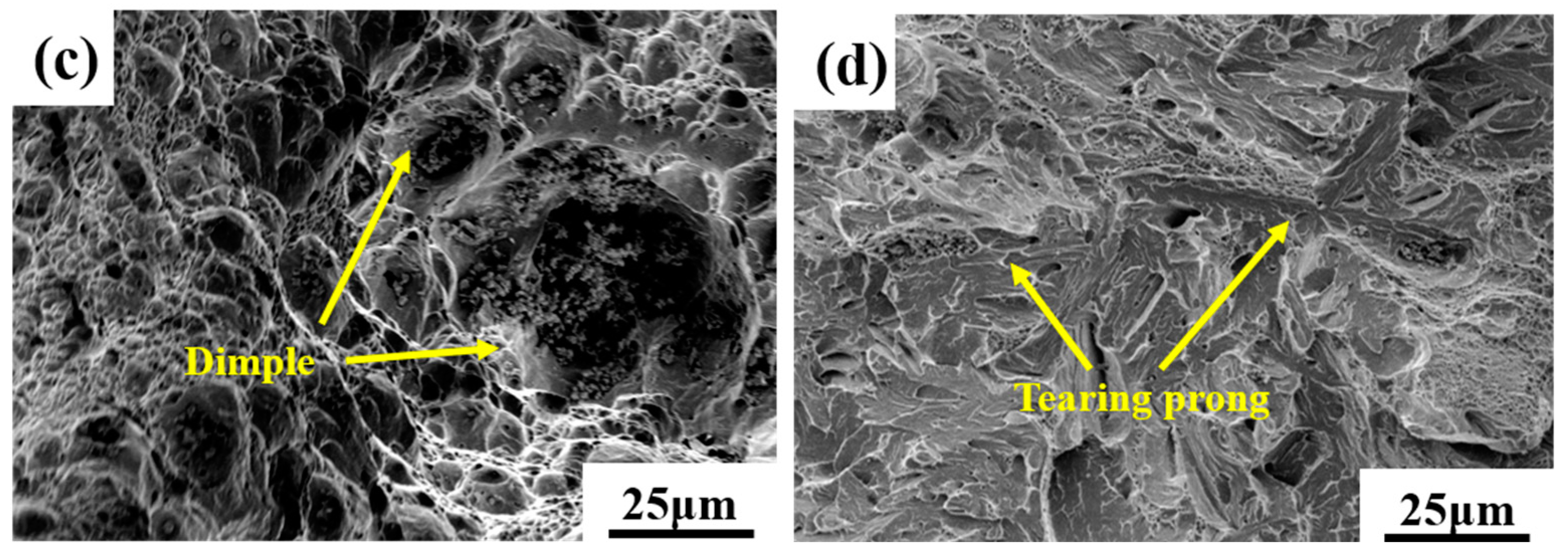
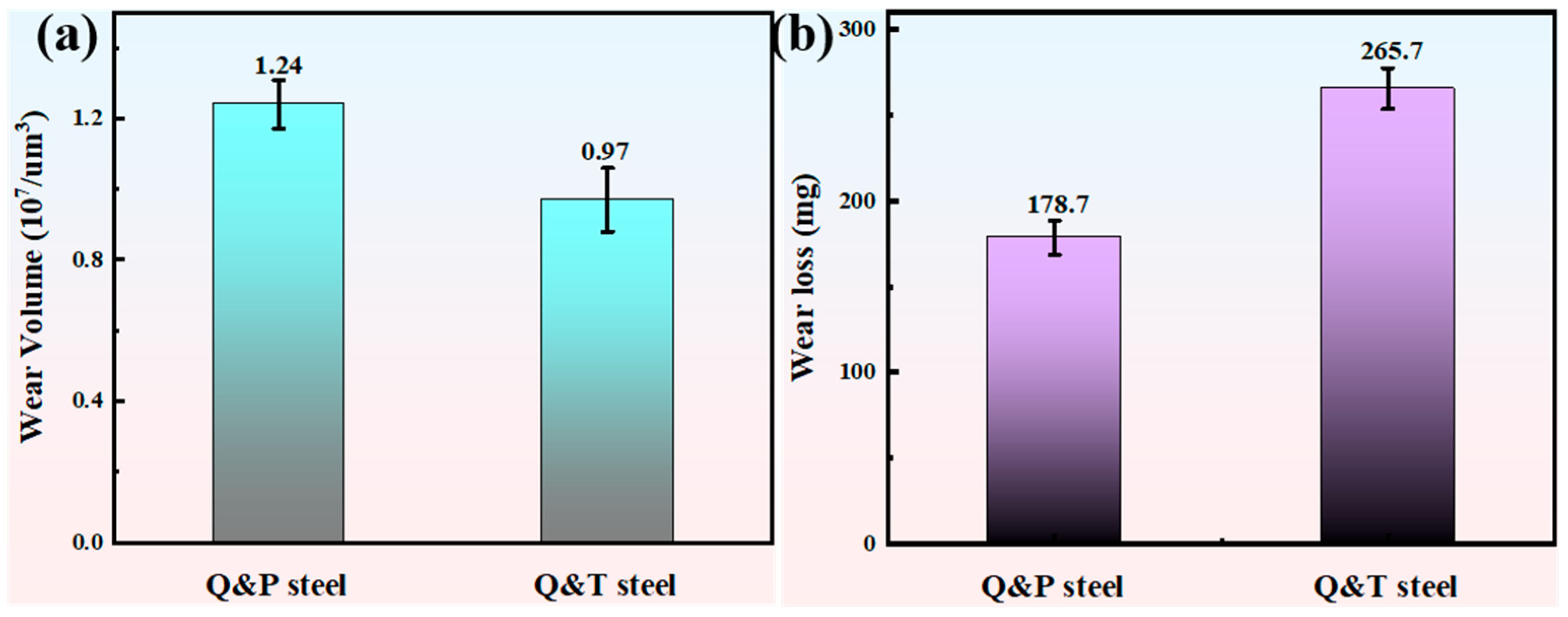
- Under the abrasive wear test and impact abrasive wear test, the material loss of Q&P and Q&T steel was mainly caused by ploughing, while Q&T steel was subjected to severe fatigue spalling in impact abrasive wear test. The wear loss of Q&T steel was 21.8% lower compared to Q&P steel under the abrasive wear test. The wear loss of Q&T steel was 48.7% higher compared to Q&P steel under the impact abrasive wear test. Therefore, Q&P steel is the better selection of wear-resistance material under impact abrasive wear condition, such as semi-autogenous mill, while Q&T steel is more suitable for abrasive wear condition.
- (4)
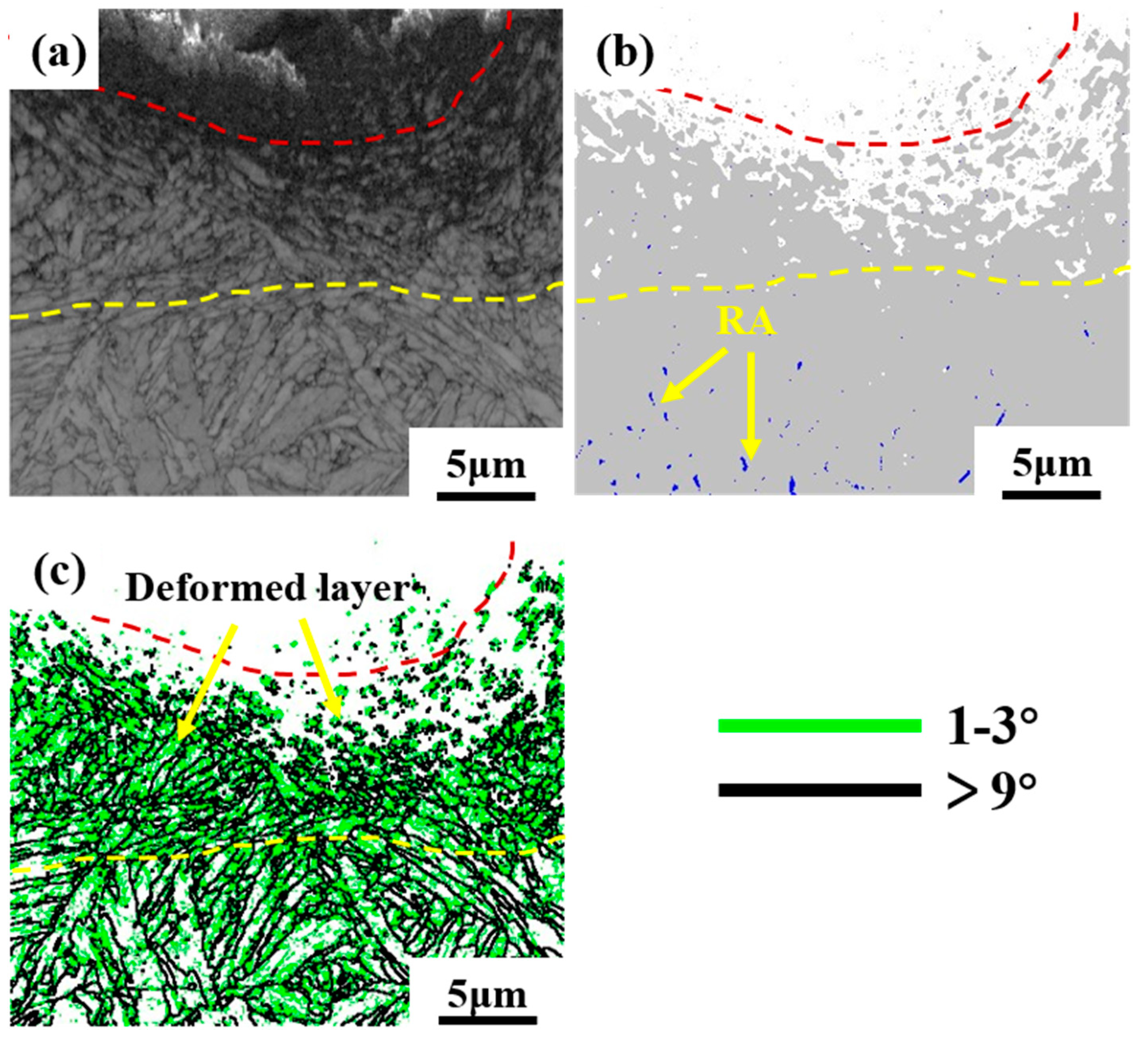
- The RA transformed into martensite and finer grains were formed, thus improving the wear hardening ability of Q&P steel. In addition, RA inhibits the propagation of cracks. As a result, Q&P steel exhibited higher resistance to impact abrasive wear.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Roy, K.; Lau, H.H.; Fang, Z.Y.; Masood, R.; Ting, T.C.H.; Lim, J.B.P.; Lee, V.C.C. Effects of corrosion on the strength of self-drilling screw connections in cold-formed steel structures-experiments and finite element modeling. Structures 2022, 36, 1080–1096. [Google Scholar] [CrossRef]
- Feng, R.; Yang, F.M.; Shao, Y.B.; Roy, K.; Lim, J.; Chen, B.S. Experimental study on high-cycle fatigue behaviour of butt welds made of corroded AISI 304 stainless steel and Q460 high-strength steel. Structures 2024, 62, 18. [Google Scholar] [CrossRef]
- Feng, R.; Pan, J.D.; Zhang, J.Z.; Shao, Y.B.; Chen, B.S.; Fang, Z.Y.; Roy, K. Effects of corrosion morphology on the fatigue life of corroded Q235B and 42CrMo steels: Numerical modelling and proposed design rules. Structures 2023, 57, 11. [Google Scholar] [CrossRef]
- Trevisiol, C.; Jourani, A.; Bouvier, S. Effect of martensite volume fraction and abrasive particles size on friction and wear behaviour of a low alloy steel. Tribol. Int. 2017, 113, 411–425. [Google Scholar] [CrossRef]
- Liu, L.; He, B.B.; Cheng, G.J.; Yen, H.W.; Huang, M.X. Optimum properties of quenching and partitioning steels achieved by balancing fraction and stability of retained austenite. Scr. Mater. 2018, 150, 1–6. [Google Scholar] [CrossRef]
- Garmeh, B.; Kasiri-Asgarani, M.; Amini, K.; Ghayour, H. Analysis of hadfield scrap shredder hammer fracture and replacing it with carbide-free nano-bainitic steel. Eng. Fail. Anal. 2020, 109, 14. [Google Scholar] [CrossRef]
- Jia, Y.; Deng, X.T.; Wang, Q.; Li, C.R.; Wang, Z.D. Improvement of Mechanical Properties and Wear Resistance of Direct-Quenched Wear-Resistant Steel by Deformed Austenite. Steel Res. Int. 2023, 94, 11. [Google Scholar] [CrossRef]
- Chen, C.; Zhang, F.C.; Wang, F.; Liu, H.; Yu, B.D. Effect of N plus Cr alloying on the microstructures and tensile properties of Hadfield steel. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2017, 679, 95–103. [Google Scholar] [CrossRef]
- Zhang, D.Y.; Li, Z.W.; Wang, L.P.; Kong, L.F.; Gao, F.; Wang, Q.D. Study on tribological properties of boronized and textured composite surface and its application on camshaft connecting-rod type hydraulic motor. Wear 2021, 482, 14. [Google Scholar] [CrossRef]
- Inoue, A.; Shen, B.L.; Koshiba, H.; Kato, H.; Yavari, A.R. Cobalt-based bulk glassy alloy with ultrahigh strength and soft magnetic properties. Nat. Mater. 2003, 2, 661–663. [Google Scholar] [CrossRef]
- Li, Z.B.; Yuan, Q.; Xu, S.P.; Zhou, Y.; Liu, S.; Xu, G. In Situ Observation of the Grain Growth Behavior and Martensitic Transformation of Supercooled Austenite in NM500 Wear-Resistant Steel at Different Quenching Temperatures. Materials 2023, 16, 3840. [Google Scholar] [CrossRef]
- Legendre, D.; Zevenhoven, R. Assessing the energy efficiency of a jaw crusher. Energy 2014, 74, 119–130. [Google Scholar] [CrossRef]
- Holmberg, K.; Kivikytö-Reponen, P.; Härkisaari, P.; Valtonen, K.; Erdemir, A. Global energy consumption due to friction and wear in the mining industry. Tribol. Int. 2017, 115, 116–139. [Google Scholar] [CrossRef]
- Tressia, G.; Sinatora, A. Effect of the normal load on the sliding wear behavior of Hadfield steels. Wear 2023, 520, 15. [Google Scholar] [CrossRef]
- Wang, R.; Zhang, W.; Zhang, F.; Fu, H.; Huang, Q.Y.; Wu, H.; Li, Z.L.; Shan, Q. The effect of RRA treatment on mechanical properties and wear behavior in vanadium micro-alloyed Hadfield’s steel. J. Mater. Res. Technol.-JMRT 2023, 24, 9884–9896. [Google Scholar] [CrossRef]
- Teixeira, M.F.; Pacheco, J.T.; da Silva, L.J.; Rabelo, A.; Pereira, M.; Niño, C.E. Laser cladding of Metco 1040® (Fe-V-Mn-C) on Hadfield steel: Effect of processing parameters on microstructure and wear resistance. Opt. Laser Technol. 2021, 142, 11. [Google Scholar] [CrossRef]
- Gonzalez-Moran, A.K.; Naeem, M.; Hdz-García, H.M.; Granda-Gutiérrez, E.E.; Ruíz-Mondragón, J.J.; Alvarez-Vera, M.; Díaz-Guillén, J.C. Improved mechanical and wear properties of H13 tool steel by nitrogen-expanded martensite using current-controlled plasma nitriding. J. Mater. Res. Technol.-JMRT 2023, 25, 4139–4153. [Google Scholar] [CrossRef]
- Penfornis, C.; Jourani, A.; Mazeran, P.E. Experimental and modelling study of the effect of martensite volume fraction on friction and wear of dual-phase steel at microscopic scale. Wear 2021, 484, 203878. [Google Scholar] [CrossRef]
- Haiko, O.; Javaheri, V.; Valtonen, K.; Kaijalainen, A.; Hannula, J.; Kömi, J. Effect of prior austenite grain size on the abrasive wear resistance of ultra-high strength martensitic steels. Wear 2020, 454, 13. [Google Scholar] [CrossRef]
- Javaheri, V.; Haiko, O.; Sadeghpour, S.; Valtonen, K.; Kömi, J.; Porter, D. On the role of grain size on slurry erosion behavior of a novel medium-carbon, low-alloy pipeline steel after induction hardening. Wear 2021, 476, 15. [Google Scholar] [CrossRef]
- Ojala, N.; Valtonen, K.; Heino, V.; Kallio, M.; Aaltonen, J.; Siitonen, P.; Kuokkala, V.T. Effects of composition and microstructure on the abrasive wear performance of quenched wear resistant steels. Wear 2014, 317, 225–232. [Google Scholar] [CrossRef]
- Speer, J.; Matlock, D.K.; De Cooman, B.C.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Zhang, S.; Findley, K.O. Quantitative assessment of the effects of microstructure on the stability of retained austenite in TRIP steels. Acta Mater. 2013, 61, 1895–1903. [Google Scholar] [CrossRef]
- Dong, H.Y.; Wu, K.M.; Wang, X.L.; Hou, T.P.; Yan, R. A comparative study on the three-body abrasive wear performance of Q&P processing and low-temperature bainitic transformation for a medium-carbon dual-phase steel. Wear 2018, 402, 21–29. [Google Scholar]
- Leiro, A.; Vuorinen, E.; Sundin, K.G.; Prakash, B.; Sourmail, T.; Smanio, V.; Caballero, F.G.; Garcia-Mateo, C.; Elvira, R. Wear of nano-structured carbide-free bainitic steels under dry rolling-sliding conditions. Wear 2013, 298, 42–47. [Google Scholar] [CrossRef]
- Liu, J.; Deng, X.T.; Huang, L.; Wang, Z.D. Friction and wear behavior of nano/ultrafine-grained and heterogeneous ultrafine-grained 18Cr-8Ni austenitic stainless steels. Tribol. Int. 2020, 152, 11. [Google Scholar] [CrossRef]
- Luo, L.B.; Li, W.; Liu, S.L.; Wang, L.; Jin, X.J. Effect of intermediate temperature annealing on the stability of retained austenite and mechanical properties of medium Mn-TRIP steel. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2019, 742, 69–77. [Google Scholar] [CrossRef]
- Lu, J.; Yu, H.; Kang, P.; Duan, X.; Song, C. Study of microstructure, mechanical properties and impact-abrasive wear behavior of medium-carbon steel treated by quenching and partitioning (Q&P) process. Wear 2018, 414, 21–30. [Google Scholar]
- Wang, K.; Hu, F.; Zhou, S.B.; Zhou, W.; Zhang, Z.C.; Yershov, S.; Wu, K.M. Effect of microstructure transformation below MS temperature in bainitic steels on the impact-abrasive wear behavior. Wear 2023, 514, 14. [Google Scholar] [CrossRef]
- Jatczak, C.F.J.S.T. Retained austenite and its measurement by X-ray diffraction. SAE Trans. 1980, 89, 1657–1676. [Google Scholar]
- Hu, R.; Bai, G.H.; Li, J.S.; Zhang, J.Q.; Zhang, T.B.; Fu, H.Z. Precipitation behavior of grain boundary M23C6 and its effect on tensile properties of Ni-Cr-W based superalloy. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2012, 548, 83–88. [Google Scholar] [CrossRef]
- Cui, J.J.; Chen, L.Q. Microstructures and Mechanical Properties of a Wear-Resistant Alloyed Ductile Iron Austempered at Various Temperatures. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2015, 46A, 3627–3634. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | C | Si | Mn | Mo | Cr | Fe |
|---|---|---|---|---|---|---|
| steel | 0.3 | 1.78 | 0.98 | 0.11 | 1.13 | Bal |
| Specimens | Matrix | (AW) Deformed Layer/(GPa) | (AW) Wear Hardening Rate/(%) | (IAW) Deformed Layer/(GPa) | (IAW) Wear Hardening Rate/(%) |
|---|---|---|---|---|---|
| Q-P steel | 5.76 | 7.14 | 23.9 | 8.55 | 48.4 |
| Q-T steel | 6.90 | 7.32 | 6.1 | 8.14 | 17.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, J.; Li, W.; Li, J. A Comparative Study on the Wear Behavior of Quenched-and-Partitioned Steel (Q&P) and Martensite Steel (Q&T). Coatings 2024, 14, 727. https://doi.org/10.3390/coatings14060727
Zheng J, Li W, Li J. A Comparative Study on the Wear Behavior of Quenched-and-Partitioned Steel (Q&P) and Martensite Steel (Q&T). Coatings. 2024; 14(6):727. https://doi.org/10.3390/coatings14060727
Chicago/Turabian StyleZheng, Jian, Wei Li, and Jie Li. 2024. "A Comparative Study on the Wear Behavior of Quenched-and-Partitioned Steel (Q&P) and Martensite Steel (Q&T)" Coatings 14, no. 6: 727. https://doi.org/10.3390/coatings14060727