
Effect of Casting Temperature Control on Microstructure and Properties of Continuously Cast Zr-Based Bulk Metallic Glass Slabs
Abstract
:1. Introduction
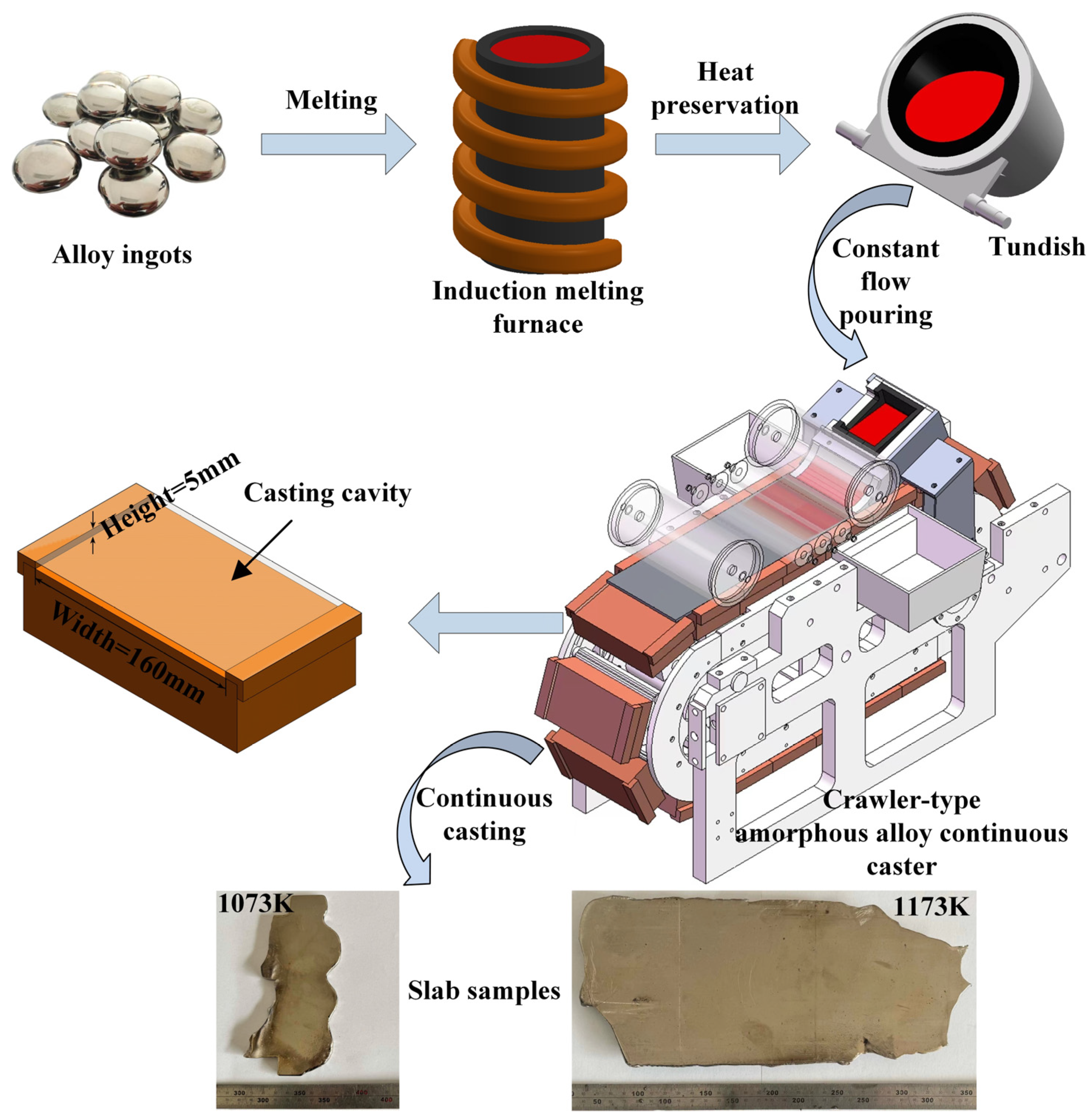
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, S.; Wei, C.; Yang, L.; Lv, J.; Shi, Z.; Zhang, H.; Zhang, X.; Ma, M. Experimental investigation of the effects of cooling with liquid nitrogen and air on the microstructure and mechanical properties of Zr50Cu34Al8Ag8 amorphous alloy. Mater. Lett. 2022, 318, 132206. [Google Scholar] [CrossRef]
- Zhang, S.; Wei, C.; Shi, Z.; Zhang, H.; Ma, M. Effect of isothermal annealing on microstructure evolution and mechanical properties of Zr50Cu34Al8Ag8 amorphous alloy. J. Non-Cryst. Solids 2023, 604, 122153. [Google Scholar] [CrossRef]
- Shi, Z.; Wei, C.; Zhang, S.; Wang, W.; Zhang, H.; Wu, Y.; Ma, M. Nanoindentation study on room-temperature creep behavior of Ir33Ni28Ta39 bulk metallic glass. J. Non-Cryst. Solids 2023, 603, 122132. [Google Scholar] [CrossRef]
- Geer, A.L. Confusion by design. Nature 1993, 366, 303–304. [Google Scholar] [CrossRef]
- Yang, Y.; Zhou, J.; Zhu, F.; Yuan, Y.; Chang, D.J.; Kim, D.S.; Pham, M.; Rana, A.; Tian, X.; Yao, Y.; et al. Determining the three-dimensional atomic structure of an amorphous solid. Nature 2021, 592, 60–64. [Google Scholar] [CrossRef] [PubMed]
- Wang, F.; Yin, D.; Lv, J.; Zhang, S.; Ma, M.; Zhang, X.; Liu, R. Effect on microstructure and plastic deformation behavior of a Zr-based amorphous alloy by cooling rate control. J. Mater. Sci. Technol. 2021, 82, 1–9. [Google Scholar] [CrossRef]
- Li, B.S.; Xie, S.; Kruzic, J.J. Toughness enhancement and heterogeneous softening of a cryogenically cycled Zr-Cu-Ni-Al-Nb bulk metallic glass. Acta Mater. 2019, 176, 278–288. [Google Scholar] [CrossRef]
- Liu, L.; Zhang, T.; Liu, Z.; Yu, C.; Dong, X.; He, L.; Gao, K.; Zhu, X.; Li, W.; Wang, C.; et al. Near-net forming complex shaped Zr-based bulk metallic glasses by high pressure die casting. Materials 2018, 11, 2338. [Google Scholar] [CrossRef] [PubMed]
- Li, H.F.; Zheng, Y.F. Recent advances in bulk metallic glasses for biomedical applications. Acta Biomater. 2016, 36, 1–20. [Google Scholar] [CrossRef]
- Hofmann, D.C.; Roberts, S.N. Microgravity metal processing: From undercooled liquids to bulk metallic glasses. Npj Microgravity 2015, 1, 15003. [Google Scholar] [CrossRef]
- Jin, Z.; Cao, F.; Cao, G.; Zhang, C.; Qiu, Z.; Zhang, L.; Shen, H.; Jiang, S.; Huang, Y.; Ma, M.; et al. Effect of casting temperature on the solidification process and (micro)structure of Zr-based metallic glasses. J. Mater. Res. Technol. 2023, 22, 3010–3019. [Google Scholar] [CrossRef]
- Soinila, E.; Antin, K.; Bossuyt, S.; Hänninen, H. Bulk metallic glass tube casting. J. Alloys Compd. 2011, 509, S210–S213. [Google Scholar] [CrossRef]
- Li, H.Q.; Yan, J.H.; Wu, H.J. Modelling and simulation of bulk metallic glass production process with suction casting. Mater. Sci. Technol. 2009, 25, 425–431. [Google Scholar] [CrossRef]
- Laws, K.J.; Gun, B.; Ferry, M. Effect of die-casting parameters on the production of high quality bulk metallic glass samples. Mater. Sci. Eng. A 2006, 425, 114–120. [Google Scholar] [CrossRef]
- Cai, Z.; Kang, S.; Lv, J.; Zhang, S.; Shi, Z.; Yang, Y.; Ma, M. Effect of adding remelting materials on the properties of die-cast Zr-based amorphous alloy gear castings. J. Non-Cryst. Solids 2022, 581, 121428. [Google Scholar] [CrossRef]
- Park, E.S.; Kim, D.H. Formation of Ca-Mg-Zn Bulk Glassy Alloy by Casting into Cone-Shaped Copper Mold. J. Mater. Res. 2004, 19, 685–688. [Google Scholar] [CrossRef]
- Ma, D.Q.; Ma, X.Z.; Zhang, H.Y.; Ma, M.Z.; Zhang, X.Y.; Liu, R.P. Evaluation of Casting Fluidity and Filling Capacity of Zr-Based Amorphous Metal Melts. J. Iron Steel Res. Int. 2018, 25, 1163–1171. [Google Scholar] [CrossRef]
- Jiang, B.Y.; Meng, L.G.; Ya, B.; Zhou, B.W.; Zhang, X.G. Study on the horizontal continuous casting of Cu-based bulk metallic glass slab. J. Non-Cryst. Solids 2020, 543, 120150. [Google Scholar] [CrossRef]
- Zhou, B.W.; Yin, S.J.; Tang, R.H.; Yang, H.S.; Ya, B.; Jiang, B.Y.; Fang, Y.; Zhang, X.G. Study on fabrication of bulk metallic glassy composites by horizontal continuous casting method. J. Alloys Compd. 2016, 660, 39–43. [Google Scholar] [CrossRef]
- Zhang, T.; Zhang, X.; Zhang, W.; Jia, F.; Inoue, A.; Hao, H.; Ma, Y. Study on continuous casting of bulk metallic glass. Mater. Lett. 2011, 65, 2257–2260. [Google Scholar] [CrossRef]
- Tang, R.; Zhou, B.; Ma, Y.; Jia, F.; Zhang, X. Numerical simulation of Zr-based bulk metallic glass during continuous casting solidification process. Mater. Res. 2015, 18, 3–9. [Google Scholar] [CrossRef]
- Yang, E.; Ding, T.; Sun, W.; Ren, T. Numerical simulation and experimental verification of thermal profile and solidification in horizontal continuous casting of bulk metallic. J. Mater. Eng. Perform. 2024, 33, 1–9. [Google Scholar] [CrossRef]
- Quinelato, F.P.; Garção, W.J.L.; Paradela, K.G.; Sales, R.C.; Baptista, L.A.D.S.; Ferreira, A.F. An experimental investigation of continuous casting process: Effect of pouring temperatures on the macrosegregation and macrostructure in steel slab. Mater. Res. 2020, 23, e20200023. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, H.; Sun, Q.; Liu, K. Mechanical properties of Zr41.2Ti13.8Ni10Cu12.5Be22.5 bulk metallic glass with different geometric confinements. Results Phys. 2018, 8, 1–6. [Google Scholar] [CrossRef]
- Wang, F.; Yin, D.; Lv, J.; Zhang, S.; Ma, M.; Zhang, X.; Liu, R. Effect of cooling rate on fluidity and glass-forming ability of Zr-based amorphous alloys using different molds. J. Mater. Process. Technol. 2021, 292, 117051. [Google Scholar] [CrossRef]
- Wang, F.L.; Hao, Q.H.; Yu, P.F.; Yang, Y.J.; Zhang, X.Y.; Liu, R.P. Numerical simulation and experimental verification of large-sized Zr-based bulk metallic glass ring-shaped parts in casting process. Trans. Nonferrous Met. Soc. China 2022, 32, 581–592. [Google Scholar] [CrossRef]
- Peker, A.; Johnson, W.L. A highly processable metallic glass: Zr41.2Ti13.8Cu12.5Ni10.0Be22.5. Appl. Phys. Lett. 1993, 63, 2342–2344. [Google Scholar] [CrossRef]
- Duggan, G.; Browne, D.J. Modelling and simulation of twin-roll casting of bulk metallic glasses. Trans. Indian Inst. Met. 2009, 62, 417–421. [Google Scholar] [CrossRef]
- Lu, Z.P.; Li, Y.; Ng, S.C. Reduced glass transition temperature and glass forming ability of bulk glass forming alloys. J. Non-Cryst. Solids 2000, 270, 103–114. [Google Scholar] [CrossRef]
- Hwang, T.; Kim, J.-H.; Sugimoto, Y.; Akatsu, Y.; Nakano, S.; Nakamichi, M. Tensile properties of beryllium-titanium intermetallic compounds. Fusion Eng. Des. 2023, 191, 113739. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Casting Temperature/K | Tg/K | Tx/K | ΔTx/K | Trg |
|---|---|---|---|---|
| 1073 | 633.0 | 683.5 | 50.5 | 0.678 |
| 1123 | 633.6 | 702.7 | 69.1 | 0.678 |
| 1173 | 633.4 | 703.4 | 70.0 | 0.678 |
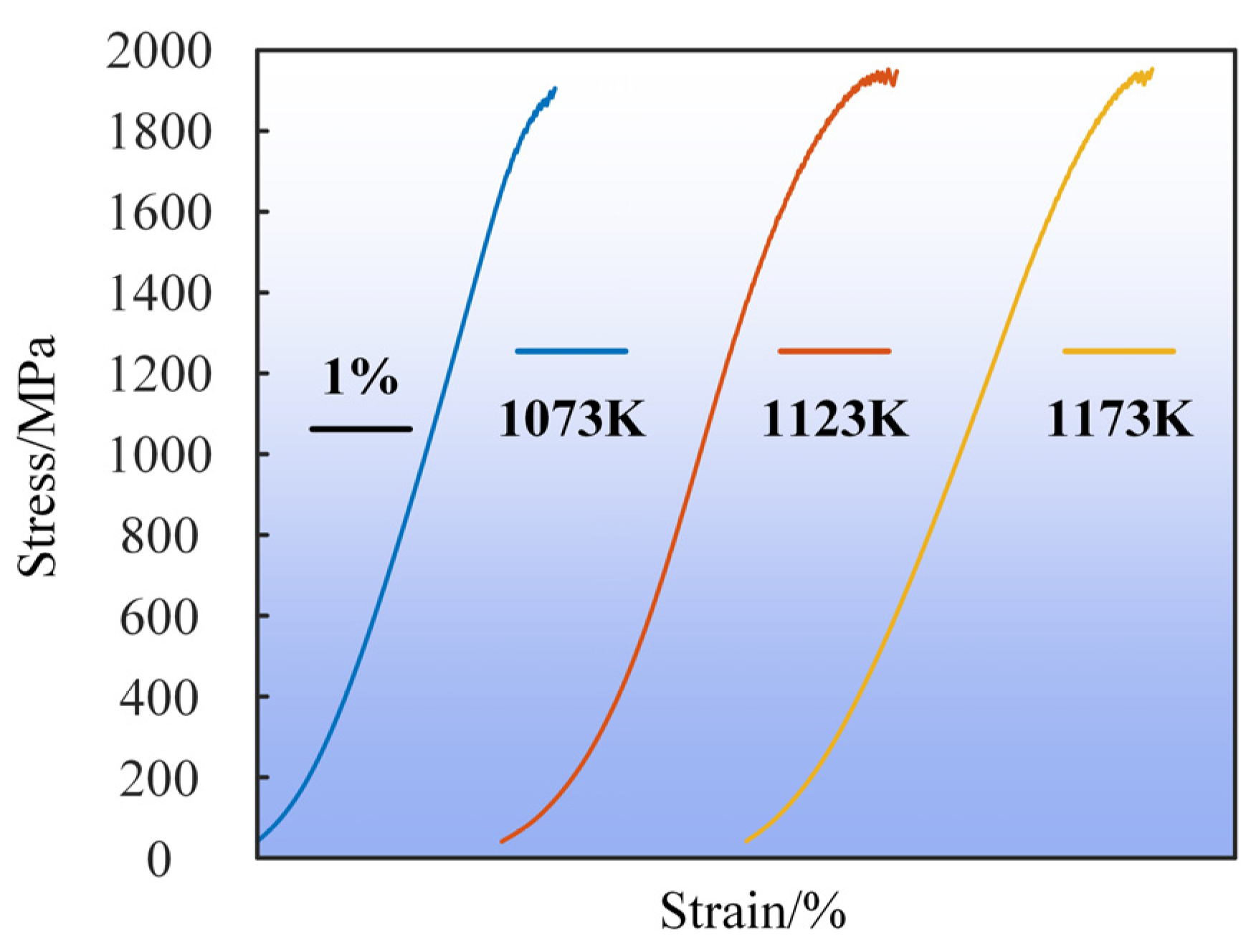
| Casting Temperature/K | σy/MPa | σm/MPa | εe/% | εp/% |
|---|---|---|---|---|
| 1073 | 1877.837 | 1905.788 | 2.949 | 0.095 |
| 1123 | 1767.366 | 1952.139 | 3.199 | 0.842 |
| 1173 | 1807.829 | 1954.001 | 3.438 | 0.752 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, E.; Ding, T.; Ren, T. Effect of Casting Temperature Control on Microstructure and Properties of Continuously Cast Zr-Based Bulk Metallic Glass Slabs. Coatings 2024, 14, 747. https://doi.org/10.3390/coatings14060747
Yang E, Ding T, Ren T. Effect of Casting Temperature Control on Microstructure and Properties of Continuously Cast Zr-Based Bulk Metallic Glass Slabs. Coatings. 2024; 14(6):747. https://doi.org/10.3390/coatings14060747
Chicago/Turabian StyleYang, Erxu, Tao Ding, and Tingzhi Ren. 2024. "Effect of Casting Temperature Control on Microstructure and Properties of Continuously Cast Zr-Based Bulk Metallic Glass Slabs" Coatings 14, no. 6: 747. https://doi.org/10.3390/coatings14060747