
Rate-Dependent Evolution of Microstructure and Stress in Silicon Films Deposited by Electron Beam Evaporation


Abstract
:1. Introduction
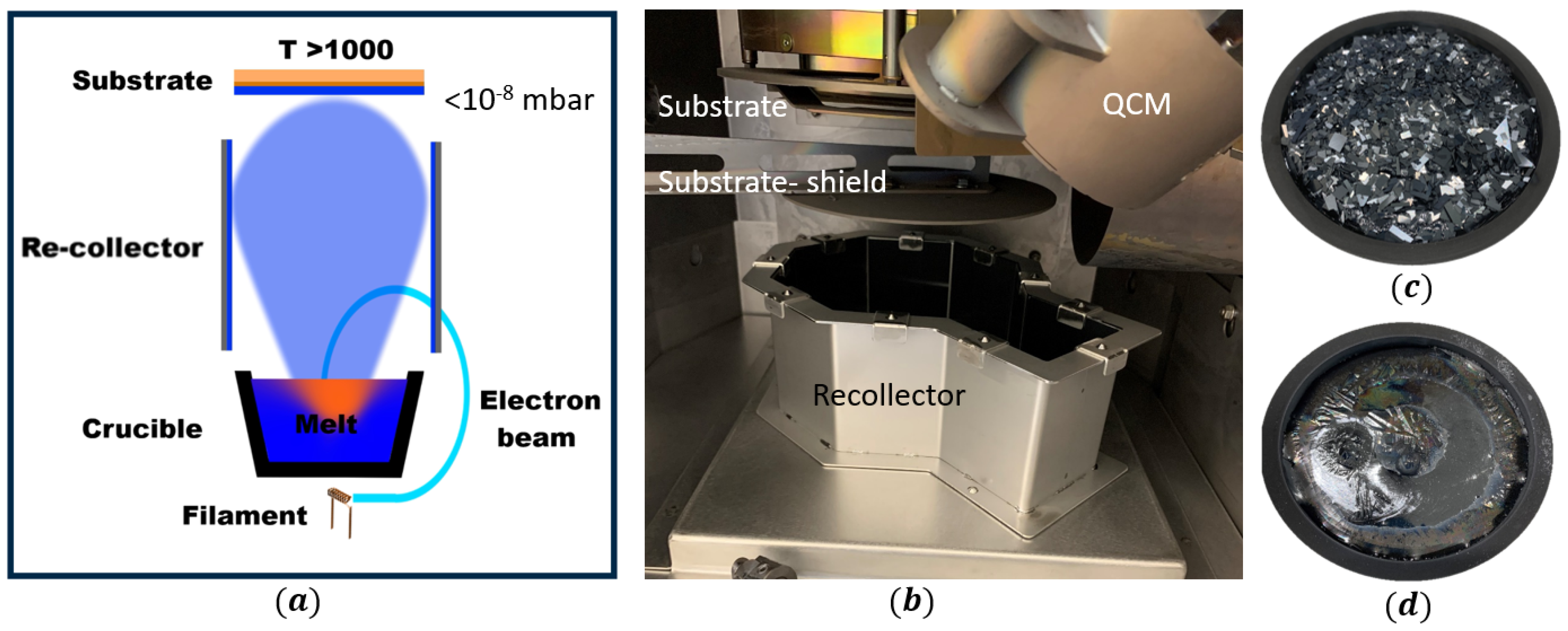
2. Materials and Methods
3. Results
4. Discussion
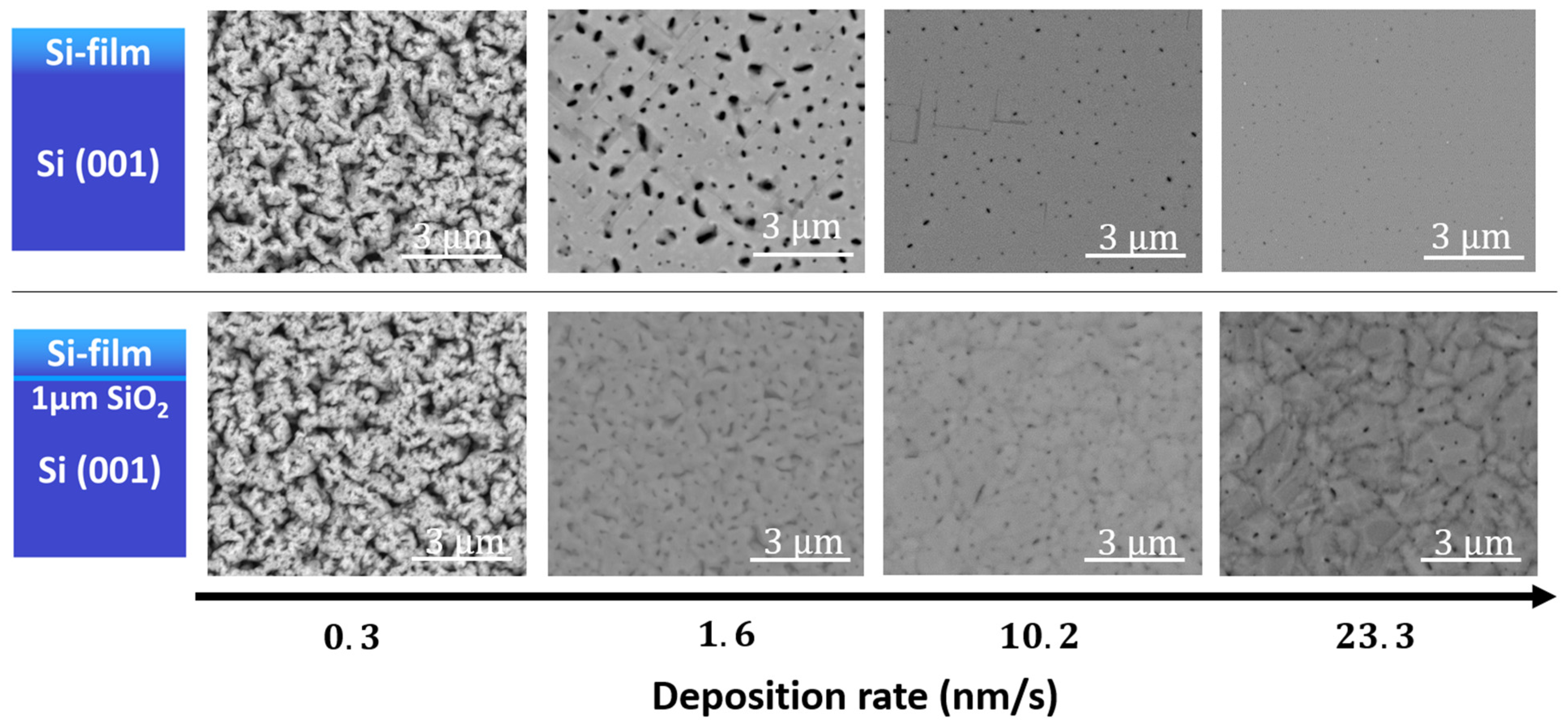
4.1. Microstructure Evolution
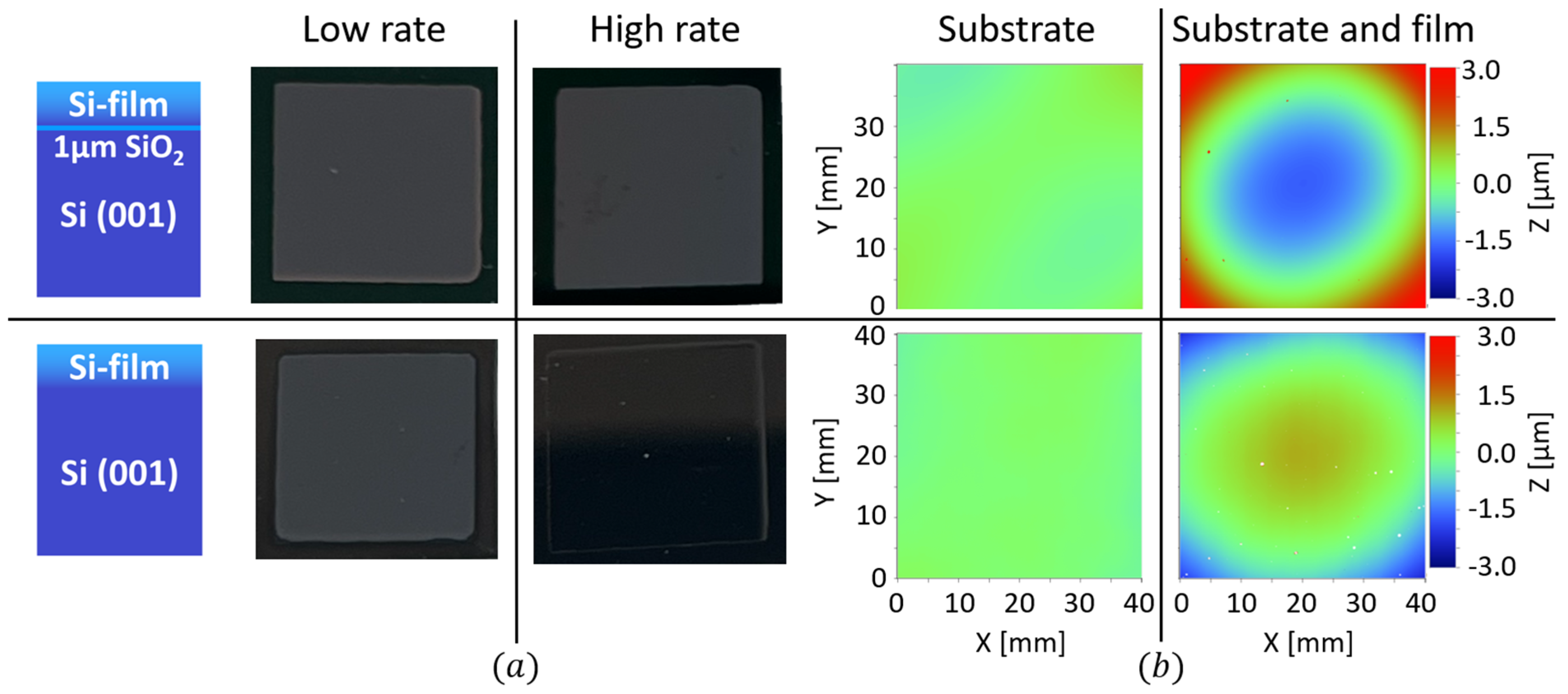
4.2. Coupling between Residual Stress and Microstructure
4.3. Electrical Film Properties
4.4. Potential Applications
5. Summary and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
Appendix A.1. Film Thicknesses


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run # | Rate [nm/s] | Measured Thickness [µm] |
|---|---|---|
| Si1 | 4.03 | |
| Si2 | 4.94 | |
| Si3 | 4.25 | |
| Si4 | 3.83 | |
| Si5 | 4.29 | |
| Si6 | 4.34 | |
| Si7 | 4.30 | |
| Si8 | 3.68 | |
| Si9 | 4.05 | |
| Si10 | 5.65 |
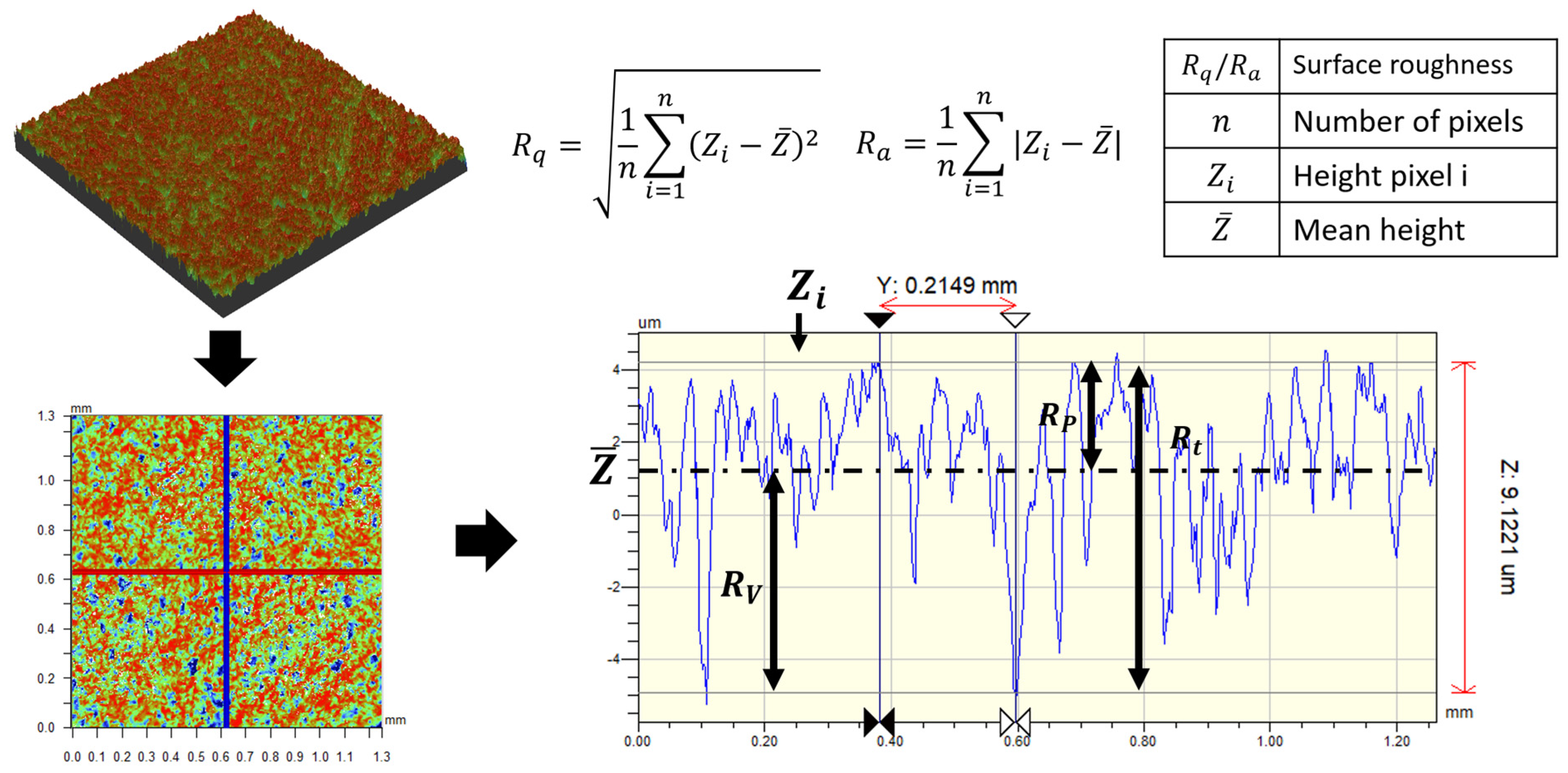
Appendix A.2. Roughness-Measurements
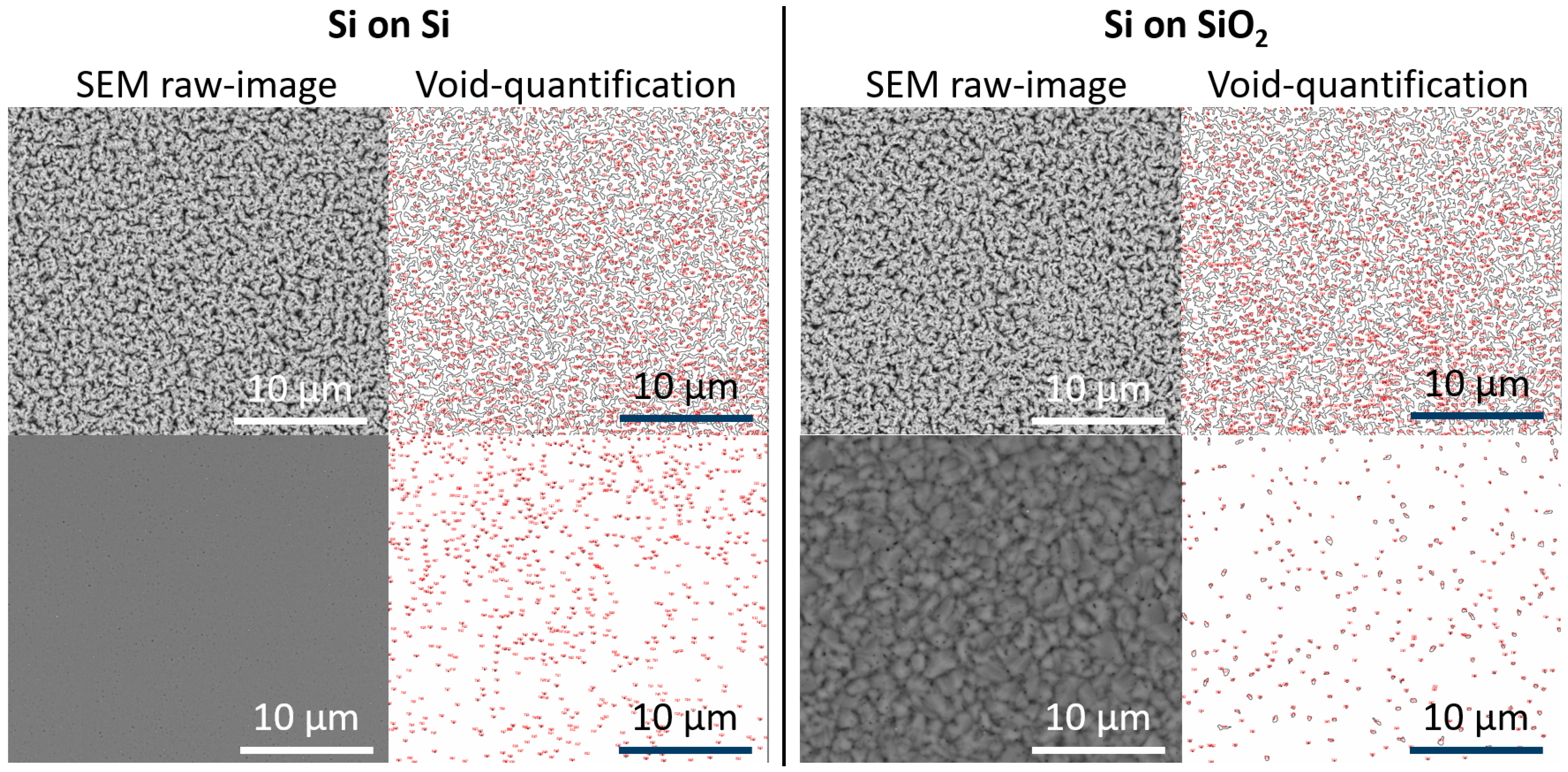
Appendix A.3. Void-Fraction Analysis
Appendix A.4. Exponential Fits
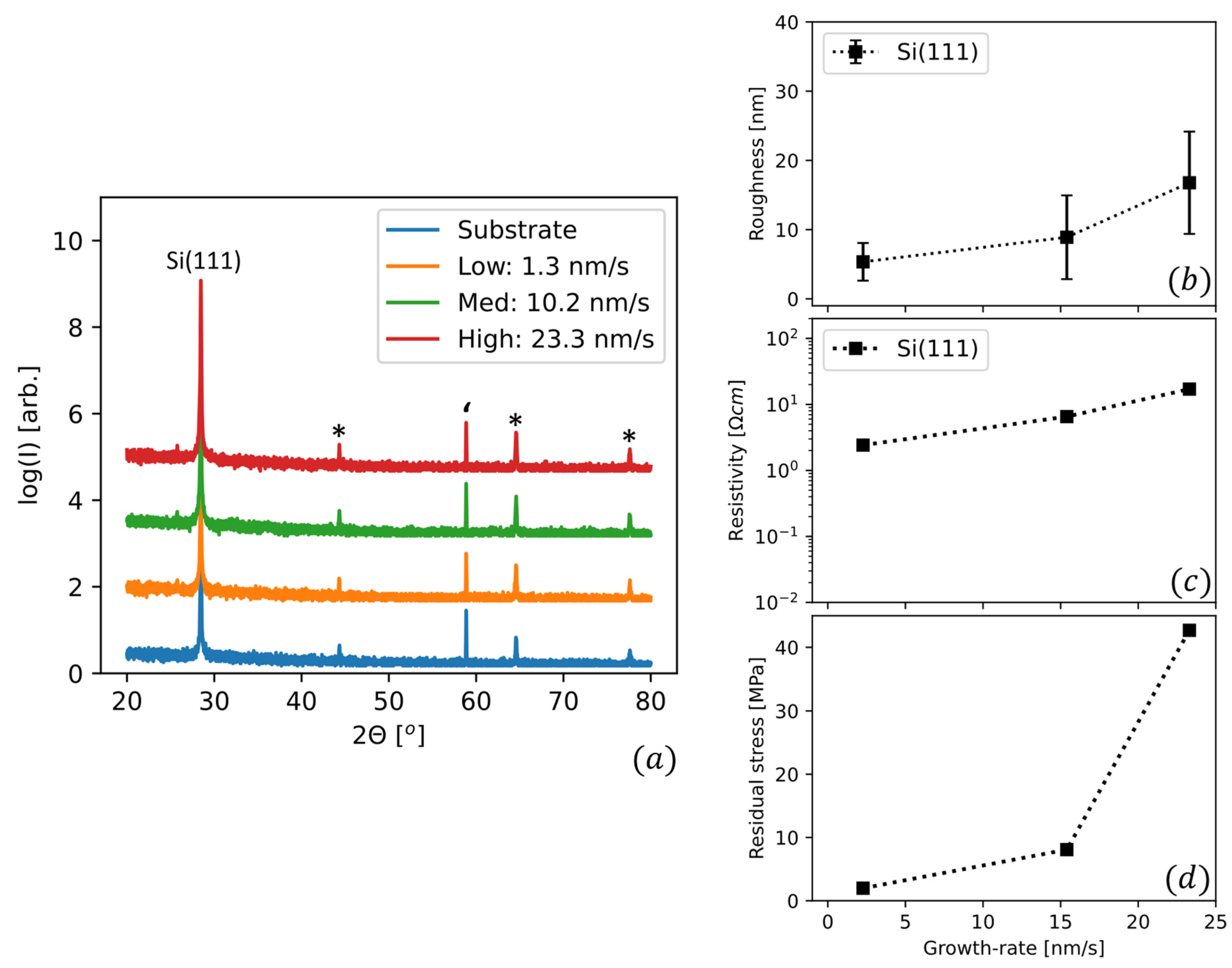
Appendix A.5. Depositions on (111)-Oriented Si
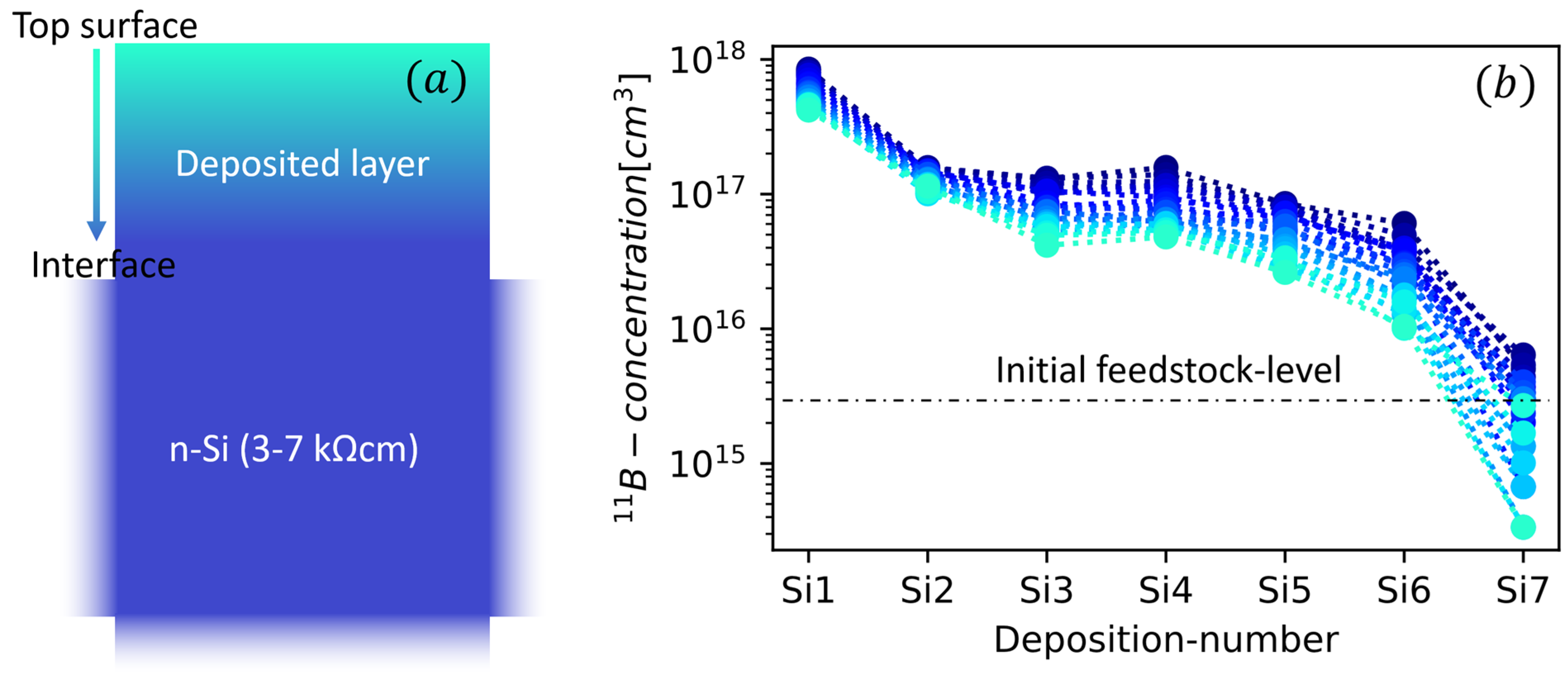
Appendix A.6. Boron Concentration in the Thin Films
References
- Yoshikawa, K.; Kawasaki, H.; Yoshida, W.; Irie, T.; Konishi, K.; Nakano, K.; Uto, T.; Adachi, D.; Kanematsu, M.; Uzu, H.; et al. Silicon heterojunction solar cell with interdigitated back contacts for a photoconversion efficiency over 26%. Nat. Energy 2017, 2, 17032. [Google Scholar] [CrossRef]
- Sun, L.; Liu, Y.; Shao, R.; Wu, J.; Jiang, R.; Jin, Z. Recent progress and future perspective on practical silicon anode-based lithium ion batteries. Energy Storage Mater. 2022, 46, 482–502. [Google Scholar] [CrossRef]
- Zhao, H.; Li, J.; Zhao, Q.; Huang, X.; Jia, S.; Ma, J.; Ren, Y. Si-Based Anodes: Advances and Challenges in Li-Ion Batteries for Enhanced Stability. Electrochem. Energy Rev. 2024, 7, 11. [Google Scholar] [CrossRef]
- Saager, S.; Scheffel, B.; Zywitzki, O.; Modes, T.; Piwko, M.; Doerfler, S.; Althues, H.; Metzner, C. Porous silicon thin films as anodes for lithium ion batteries deposited by co-evaporation of silicon and zinc. Surf. Coat. Technol. 2019, 358, 586–593. [Google Scholar] [CrossRef]
- Margalit, N.; Xiang, C.; Bowers, S.M.; Bjorlin, A.; Blum, R.; Bowers, J.E. Perspective on the future of silicon photonics and electronics. Appl. Phys. Lett. 2021, 118, 220501. [Google Scholar] [CrossRef]
- Betta, G.F.D.; Povoli, M. Progress in 3D Silicon Radiation Detectors. Front. Phys. 2022, 10, 927690. [Google Scholar] [CrossRef]
- Tran, L.T.; Bolst, D.; James, B.; Pan, V.; Vohradsky, J.; Peracchi, S.; Chartier, L.; Debrot, E.; Guatelli, S.; Petasecca, M.; et al. Silicon 3d microdosimeters for advanced quality assurance in particle therapy. Appl. Sci. 2022, 12, 328. [Google Scholar] [CrossRef]
- Kok, A.; Povoli, M.; Summanwar, A.; Tran, L.T.; Petasecca, M.; Lerch, M.L.F.; Bolst, D.; Guatelli, S.; Rosenfeld, A.B. Fabrication and First Characterization of Silicon-Based Full 3-D Microdosimeters. IEEE Trans. Nucl. Sci. 2020, 67, 2490–2500. [Google Scholar] [CrossRef]
- Michael, A.; Kwok, C.Y.; Wang, P.; Kazuo, O.; Varlamov, S. Investigation of E-Beam Evaporated Silicon Film Properties for MEMS Applications. J. Microelectromechanical Syst. 2015, 24, 1951–1959. [Google Scholar] [CrossRef]
- Onaka-Masada, A.; Kadono, T.; Okuyama, R.; Hirose, R.; Kobayashi, K.; Suzuki, A.; Koga, Y.; Kurita, K. Reduction of dark current in cmos image sensor pixels using hydrocarbon-molecular-ion-implanted double epitaxial si wafers. Sensors 2020, 20, 1–18. [Google Scholar] [CrossRef]
- Grieco, C.; García, L.C.; Moreno, A.D.; Gkougkousis, E.; Grinstein, S.; Hidalgo, S.; Moffat, N.; Pellegrini, G.; Dominguez, J.V. Overview of CNM LGAD results: Boron Si-on-Si and epitaxial wafers. J. Instrum. 2022, 17, C09021. [Google Scholar] [CrossRef]
- Chen, P.H.; Chen, W.S.; Lee, C.H.; Wu, J.Y. Comprehensive Review of Crystalline Silicon Solar Panel Recycling: From Historical Context to Advanced Techniques. Sustainability 2024, 16, 60. [Google Scholar] [CrossRef]
- Weckend, S.; Wade, A.; Heath, G. End-of-Life Management: Solar Photovoltaic Panels: IEA PVPS Task 12: PV Sustainability. 2016. Available online: https://iea-pvps.org/wp-content/uploads/2020/01/IRENA_IEAPVPS_End-of-Life_Solar_PV_Panels_2016.pdf (accessed on 30 May 2024).
- Gielen, D.; Boshell, F.; Saygin, D.; Bazilian, M.D.; Wagner, N.; Gorini, R. The role of renewable energy in the global energy transformation. Energy Strategy Rev. 2019, 24, 38–50. [Google Scholar] [CrossRef]
- Stange, M.; Sunde, T.O.; Dahl-Hansen, R.; Rajput, K.; Graff, J.S.; Belle, B.D.; Ulyashin, A.G. High-Rate Epitaxial Growth of Silicon Using Electron Beam Evaporation at High Temperatures. Coatings 2023, 13, 2030. [Google Scholar] [CrossRef]
- Stange, M.S.S.; Sunde, T.O.; Dahl-Hansen, R.; Azar, A.S.; Graff, J.S.; Nørgaard, J.; Ulyashin, A.G. Epitaxial Growth of Silicon By Electron Beam Evaporation Deposition. In Proceedings of the 35th European Photovoltaic Solar Energy Conference and Exhibition, Brussels, Belgium, 24–28 September 2018; Volume 35. [Google Scholar]
- Solanki, C.S.; Carnel, L.; Van Nieuwenhuysen, K.; Ulyashin, A.; Posthuma, N.; Beaucarne, G.; Poortmans, J. Short Communication. Thin-film free-standing monocrystalline Si solar cells with heterojunction emitter. Prog. Photovolt. Res. Appl. 2005, 13, 201–208. [Google Scholar] [CrossRef]
- Dross, F.; Robbelein, J.; Vandevelde, B.; Van Kerschaver, E.; Gordon, I.; Beaucarne, G.; Poortmans, J. Stress-induced large-area lift-off of crystalline Si films. Appl. Phys. A Mater. Sci. Process 2007, 89, 149–152. [Google Scholar] [CrossRef]
- Janssen, G.C.A.M.; Abdalla, M.M.; van Keulen, F.; Pujada, B.R.; van Venrooy, B. Celebrating the 100th anniversary of the Stoney equation for film stress: Developments from polycrystalline steel strips to single crystal silicon wafers. Thin Solid Films 2009, 517, 1858–1867. [Google Scholar] [CrossRef]
- Caber, P.J. Interferometric profiler for rough surfaces. Appl. Opt. 1993, 32, 3438–3441. [Google Scholar] [CrossRef] [PubMed]
- Schindler, F.; Schubert, M.C.; Kimmerle, A.; Broisch, J.; Rein, S.; Kwapil, W.; Warta, W. Modeling majority carrier mobility in compensated crystalline silicon for solar cells. Sol. Energy Mater. Sol. Cells 2012, 106, 31–36. [Google Scholar] [CrossRef]
- Sugiura, H.; Yamaguchi, M. Crystal Defects of Silicon Films Formed by Molecular Beam Epitaxy. Jpn. J. Appl. Phys. 1980, 19, 583–589. [Google Scholar] [CrossRef]
- Shiraki, Y. Silicon Molecular Beam Epitaxy. Prog. Cryst. Growth Charact. 1986, 12, 45–66. [Google Scholar] [CrossRef]
- Abadias, G.; Chason, E.; Keckes, J.; Sebastiani, M.; Thompson, G.B.; Barthel, E.; Doll, G.L.; Murray, C.E.; Stoessel, C.H.; Martinu, L. Review Article: Stress in thin films and coatings: Current status, challenges, and prospects. J. Vac. Sci. Technol. A Vac. Surf. Film. 2018, 36, 020801. [Google Scholar] [CrossRef]
- Saedi, A.; Rost, M.J. Thermodynamics of deposition flux-dependent intrinsic film stress. Nat. Commun. 2016, 7, 10733. [Google Scholar] [CrossRef] [PubMed]
- Krause, B.; Abadias, G.; Michel, A.; Wochner, P.; Ibrahimkutty, S.; Baumbach, T. Direct Observation of the Thickness-Induced Crystallization and Stress Build-Up during Sputter-Deposition of Nanoscale Silicide Films. ACS Appl. Mater. Interfaces 2016, 8, 34888–34895. [Google Scholar] [CrossRef] [PubMed]
- Engwall, A.M.; Rao, Z.; Chason, E. Origins of residual stress in thin films: Interaction between microstructure and growth kinetics. Mater. Des. 2016, 110, 616–623. [Google Scholar] [CrossRef]
- Doerner, M.F.; Nix, W.D. Stresses and deformation processes in thin films on substrates. Crit. Rev. Solid State Mater. Sci. 1988, 14, 225–268. [Google Scholar] [CrossRef]
- Oberbeck, L.; Bergmann, R.B. Electronic properties of silicon epitaxial layers deposited by ion-assisted deposition at low temperatures. J. Appl. Phys. 2000, 88, 3015–3021. [Google Scholar] [CrossRef]
- Gorka, B.; Dogan, P.; Sieber, I.; Fenske, F.; Gall, S. Low-temperature epitaxy of silicon by electron beam evaporation. Thin Solid Films 2007, 515, 7643–7646. [Google Scholar] [CrossRef]
- Wagner, T.A.; Oberbeck, L.; Bergmann, R.B.; Werner, J.H. Intra-grain defects-limiting factor for low-temperature polycrystalline silicon films? In Solid State Phenomena; Trans Tech Publications Ltd.: Zurich, Switzerland, 2001; pp. 95–100. [Google Scholar] [CrossRef]
- Chason, E.; Shin, J.W.; Hearne, S.J.; Freund, L.B. Kinetic model for dependence of thin film stress on growth rate, temperature, and microstructure. J. Appl. Phys. 2012, 111, 083520. [Google Scholar] [CrossRef]
- Chason, E.; Sheldon, B.W.; Freund, L.B.; Floro, J.A.; Hearne, S.J. Origin of Compressive Residual Stress in Polycrystalline Thin Films. Phys. Rev. Lett. 2002, 88, 4. [Google Scholar] [CrossRef]
- Rabalais, J.W.; Al-Bayati, A.H.; Boyd, K.J.; Marton, D.; Kulik, J.; Zhang, Z.; Chu, W.K. Ion-energy effects in silicon ion-beam epitaxy. Phys. Rev. B 1996, 53, 10781–10792. [Google Scholar] [CrossRef] [PubMed]
- Brinciotti, E.; Gramse, G.; Hommel, S.; Schweinboeck, T.; Altes, A.; Fenner, M.A.; Smoliner, J.; Kasper, M.; Badino, G.; Tuca, S.-S.; et al. Probing resistivity and doping concentration of semiconductors at the nanoscale using scanning microwave microscopy. Nanoscale 2015, 7, 14715–14722. [Google Scholar] [CrossRef]
- Masetti, G.; Severi, M.; Solmi, S. Modeling of Carrier Mobility against Carrier Concentration in Arsenic-, Phosphorus-, and Boron-lhped Silicon. IEEE Trans. Electron Devices 1983, 30, 764–769. [Google Scholar] [CrossRef]


| Run # | Rate [nm/s] | Roughness [nm] | Void Fraction [%] | ] | Residual Stress [MPa] | ||||
|---|---|---|---|---|---|---|---|---|---|
| Si | SiO2 | Si | SiO2 | Si | SiO2 | Si | SiO2 | ||
| Si1 | 32.9 | 31.1 | 0.03 | 0.72 | −41.9 | 6.0 | |||
| Si2 | 12.7 | 12.0 | 0.14 | 1.17 | −31.6 | 8.9 | |||
| Si3 | 8.2 | 7.6 | 0.16 | 1.38 | −29.1 | 40.2 | |||
| Si4 | 7.1 | 6.5 | 0.31 | 3.70 | −18.3 | 30.2 | |||
| Si5 | 6.5 | 3.7 | 0.41 | 6.06 | −17.5 | 31.1 | |||
| Si6 | 3.5 | 3.4 | 0.63 | 10.89 | −16.9 | 38.0 | |||
| Si7 | 0.9 | 3.0 | 0.71 | 11.90 | −12.3 | 30.0 | |||
| Si8 | 0.9 | 2.9 | 0.74 | 11.77 | −10.0 | 33.3 | |||
| Si9 | 0.6 | 2.4 | 0.92 | 29.66 | −7.0 | 35.2 | |||
| Si10 | 0.2 | 1.5 | 2.08 | 68.37 | −6.7 | 38.6 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dahl-Hansen, R.P.; Stange, M.; Sunde, T.O.; Ulyashin, A. Rate-Dependent Evolution of Microstructure and Stress in Silicon Films Deposited by Electron Beam Evaporation. Coatings 2024, 14, 808. https://doi.org/10.3390/coatings14070808
Dahl-Hansen RP, Stange M, Sunde TO, Ulyashin A. Rate-Dependent Evolution of Microstructure and Stress in Silicon Films Deposited by Electron Beam Evaporation. Coatings. 2024; 14(7):808. https://doi.org/10.3390/coatings14070808
Chicago/Turabian StyleDahl-Hansen, Runar Plünnecke, Marit Stange, Tor Olav Sunde, and Alexander Ulyashin. 2024. "Rate-Dependent Evolution of Microstructure and Stress in Silicon Films Deposited by Electron Beam Evaporation" Coatings 14, no. 7: 808. https://doi.org/10.3390/coatings14070808