
Tribological Properties of Laser-Cladded NiCrBSi Coatings Undergoing Friction with Ti6Al4V Alloys

Abstract
1. Introduction
2. Experimental Materials and Procedures
2.1. Experimental Materials and Coating Preparation
2.2. Microstructure Characterization and Microhardness Tests
2.3. Wear Tests
3. Results and Discussion
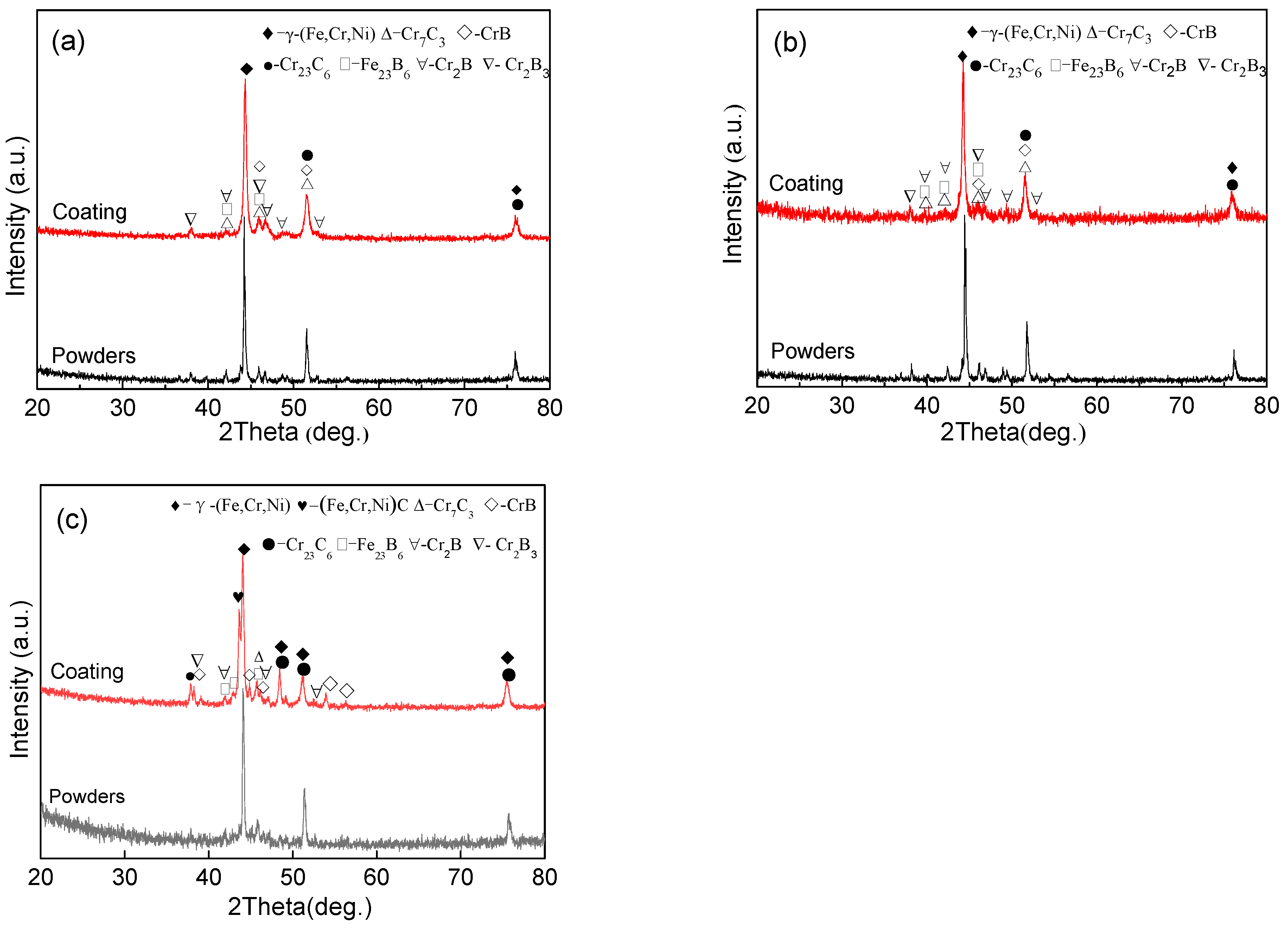
3.1. Coating Composition and Phase Structure
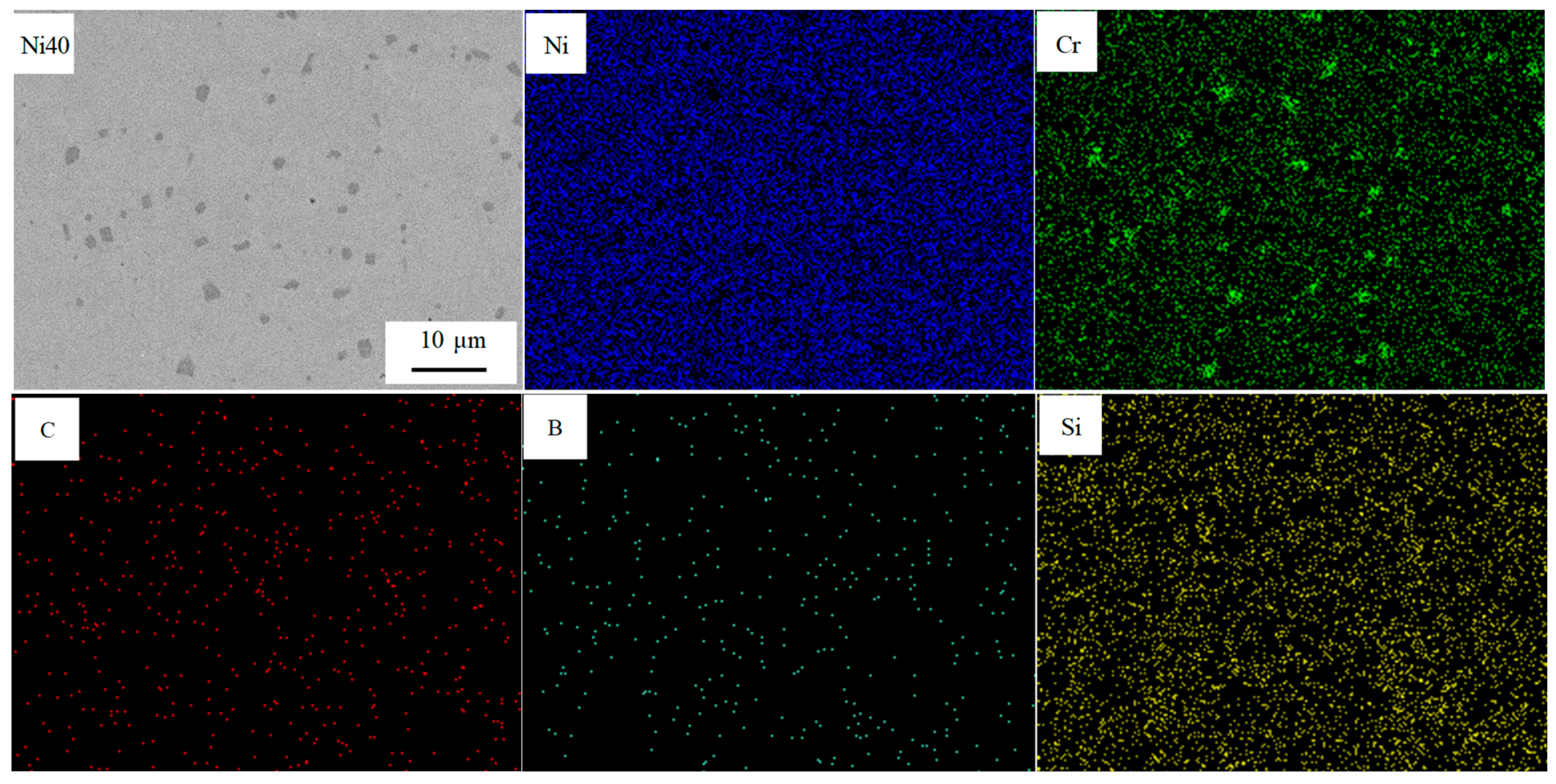
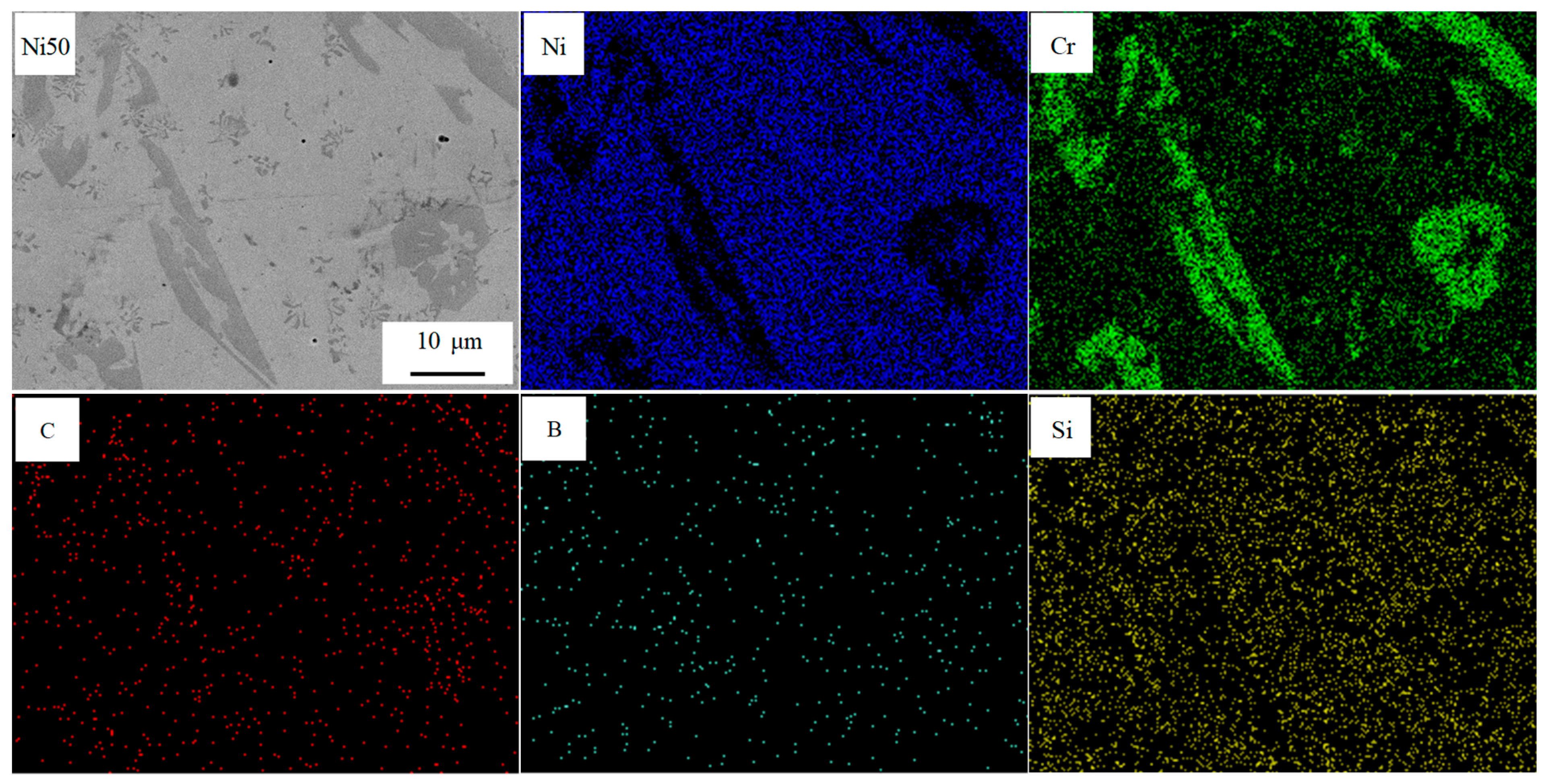
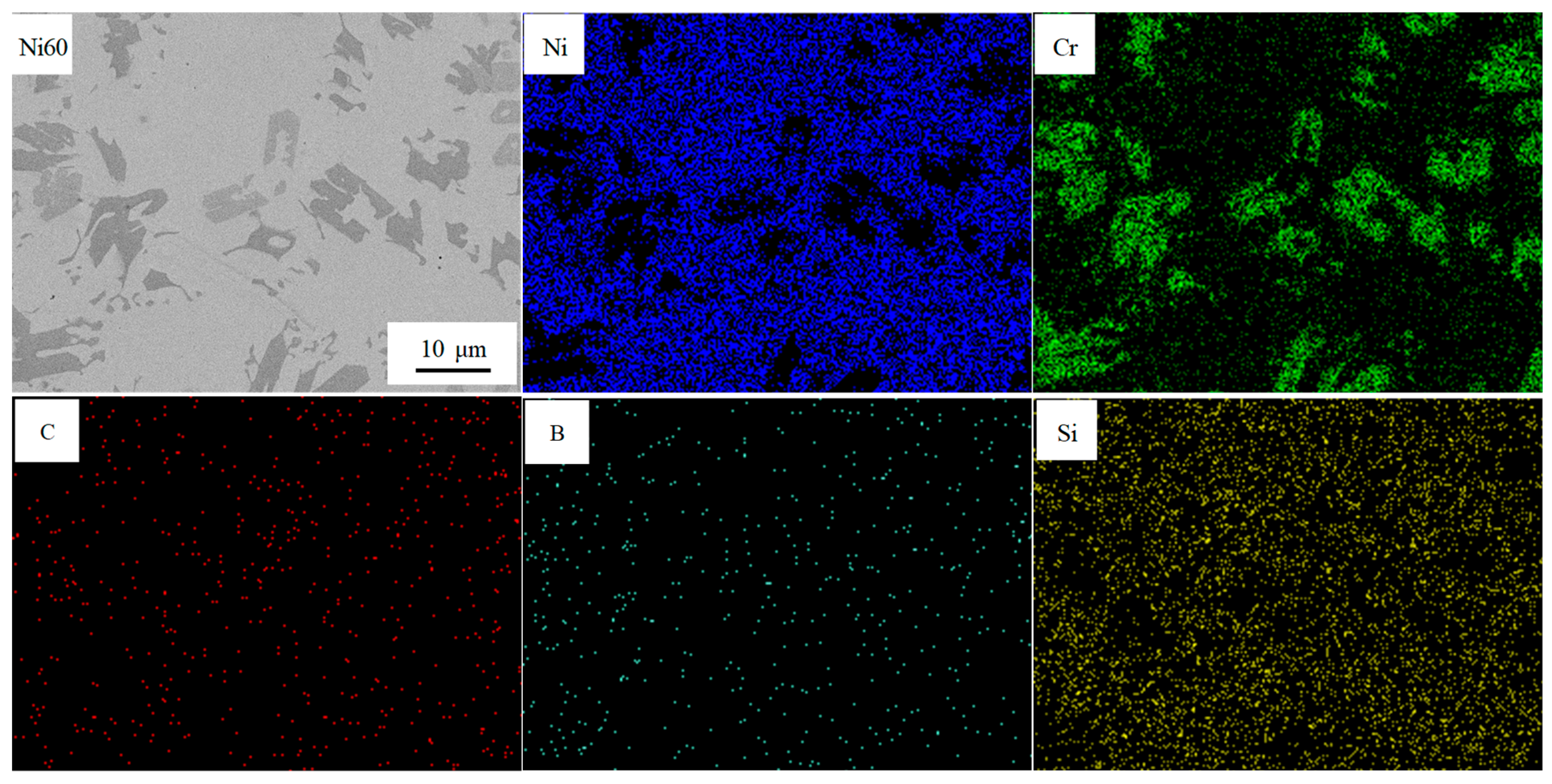
3.2. Coating Microstructure and Mechanical Properties
3.3. Tribological Properties of the Coatings
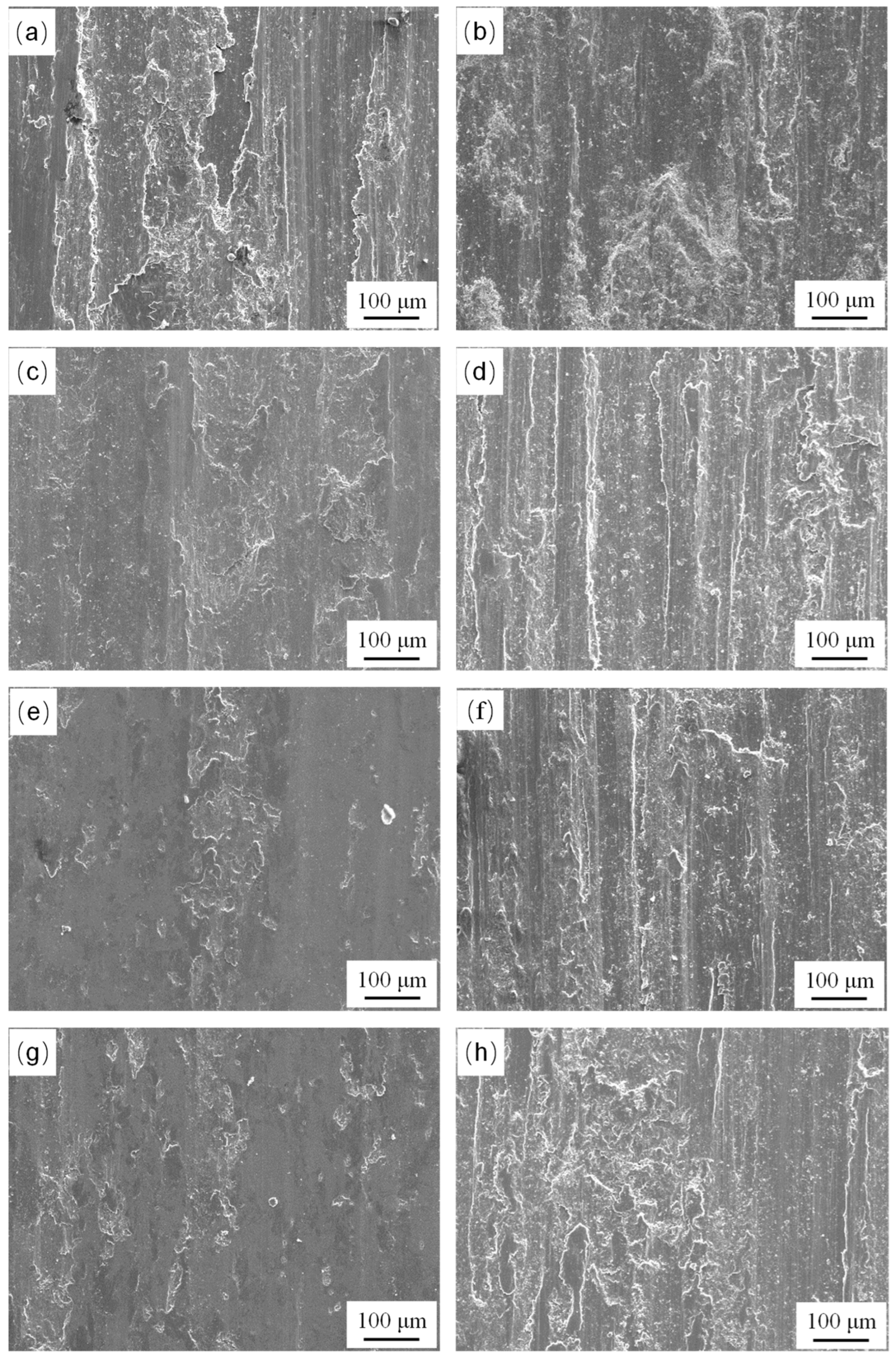
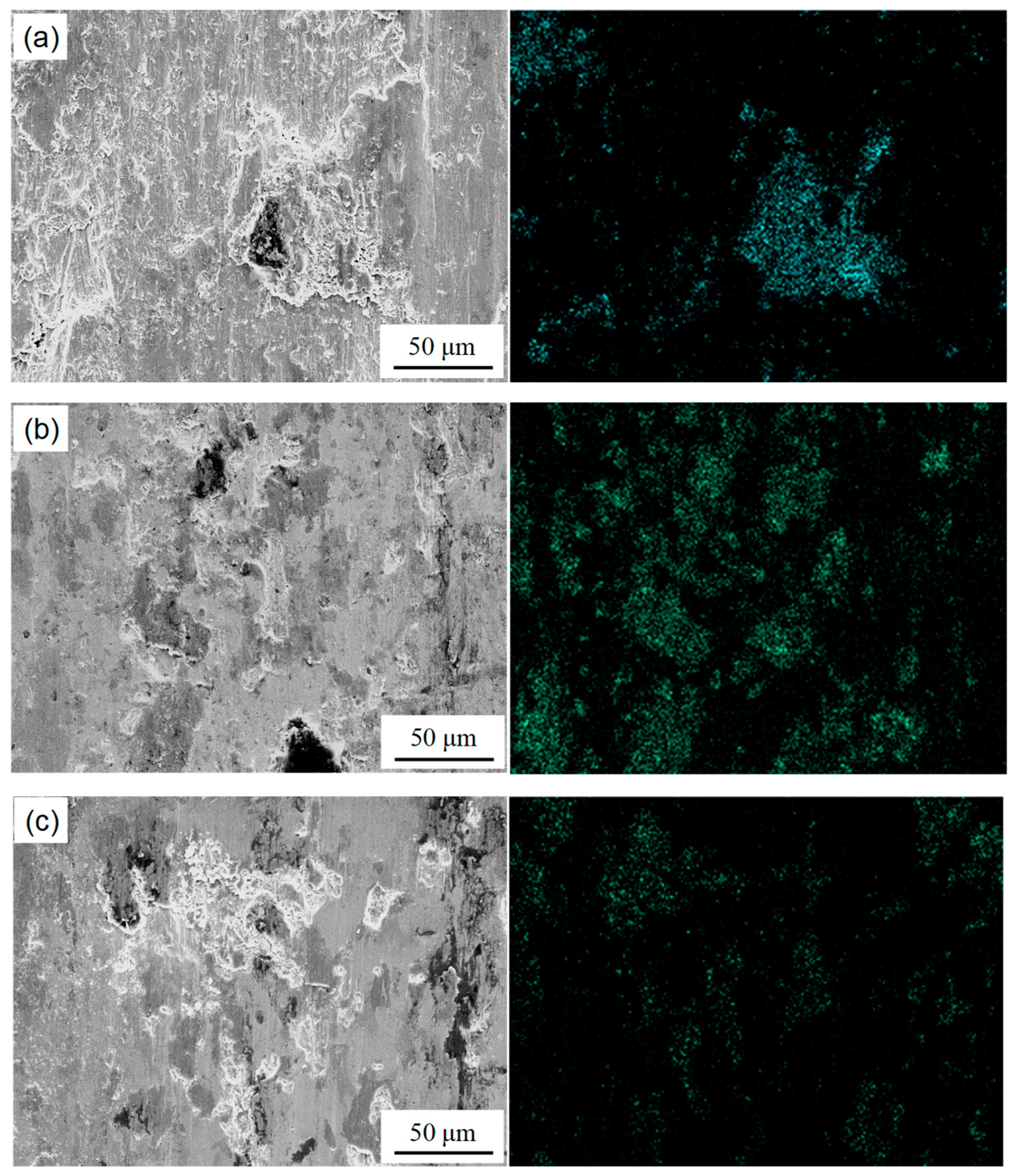
3.4. Wear Trace Morphology and Wear Mechanisms
4. Conclusions
- (1)
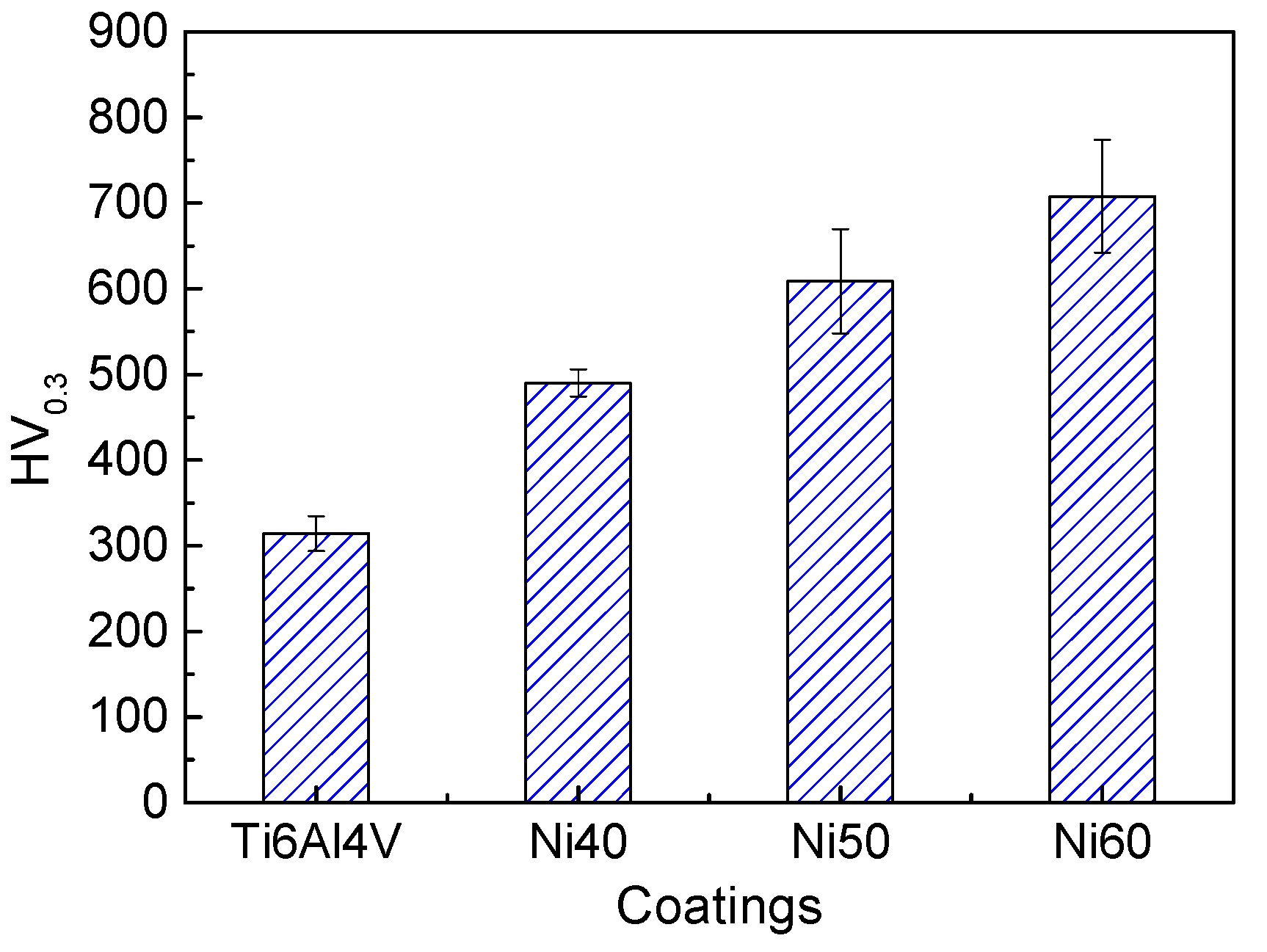
- With an increased amount of C and Cr, more and larger hard phases are produced, resulting in an increase in coating hardness. The hardness of the laser-clad Ni40, Ni50, and Ni60 coatings increases gradually.
- (2)
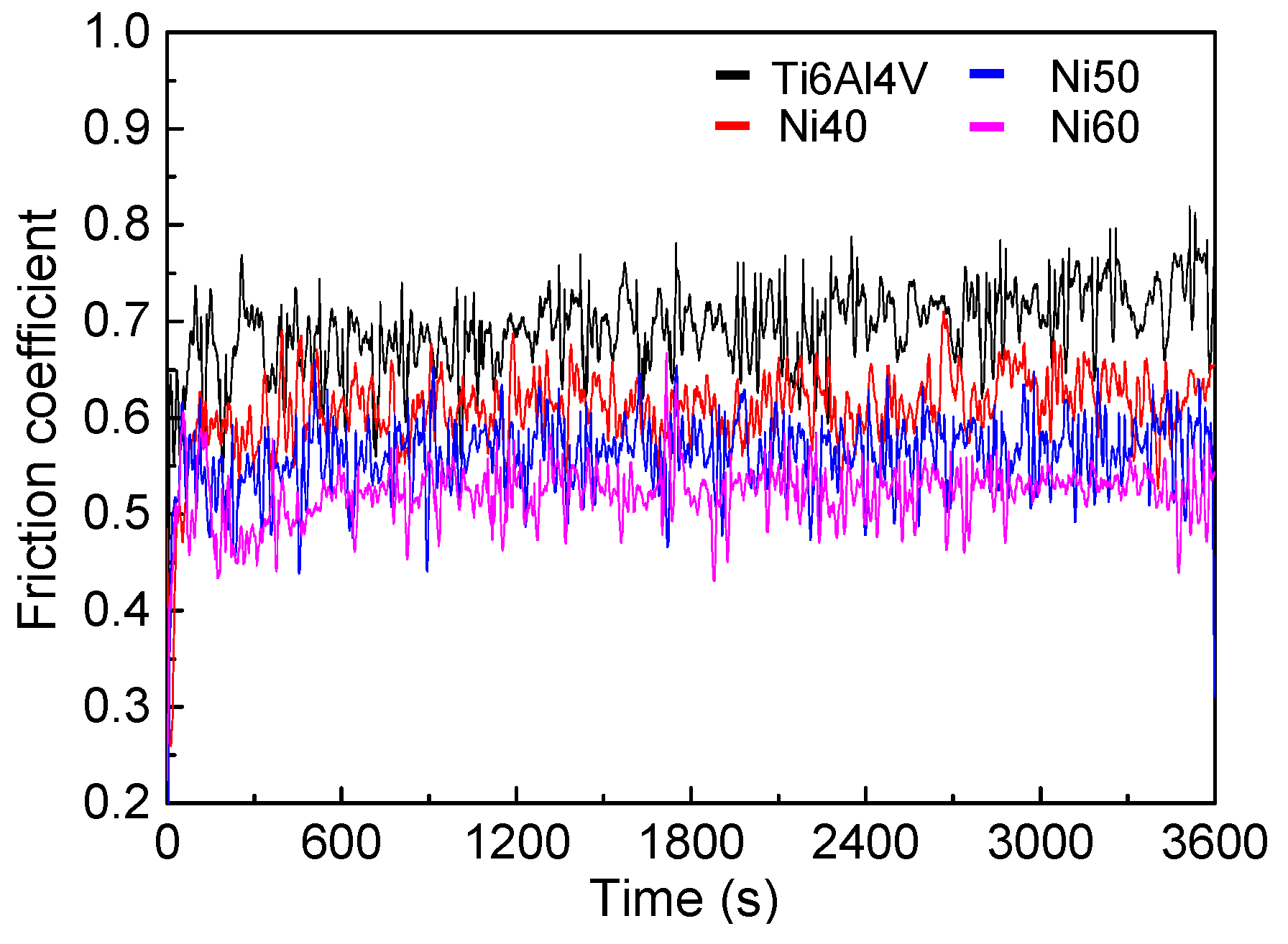
- The NiCrBSi coating reduces the friction coefficient of the Ti6Al4V substrate when in friction with a Ti6Al4V friction pair. The friction coefficient decreases gradually with an increase in coating hardness, indicating the good lubricating effect of the NiCrBSi coatings.
- (3)
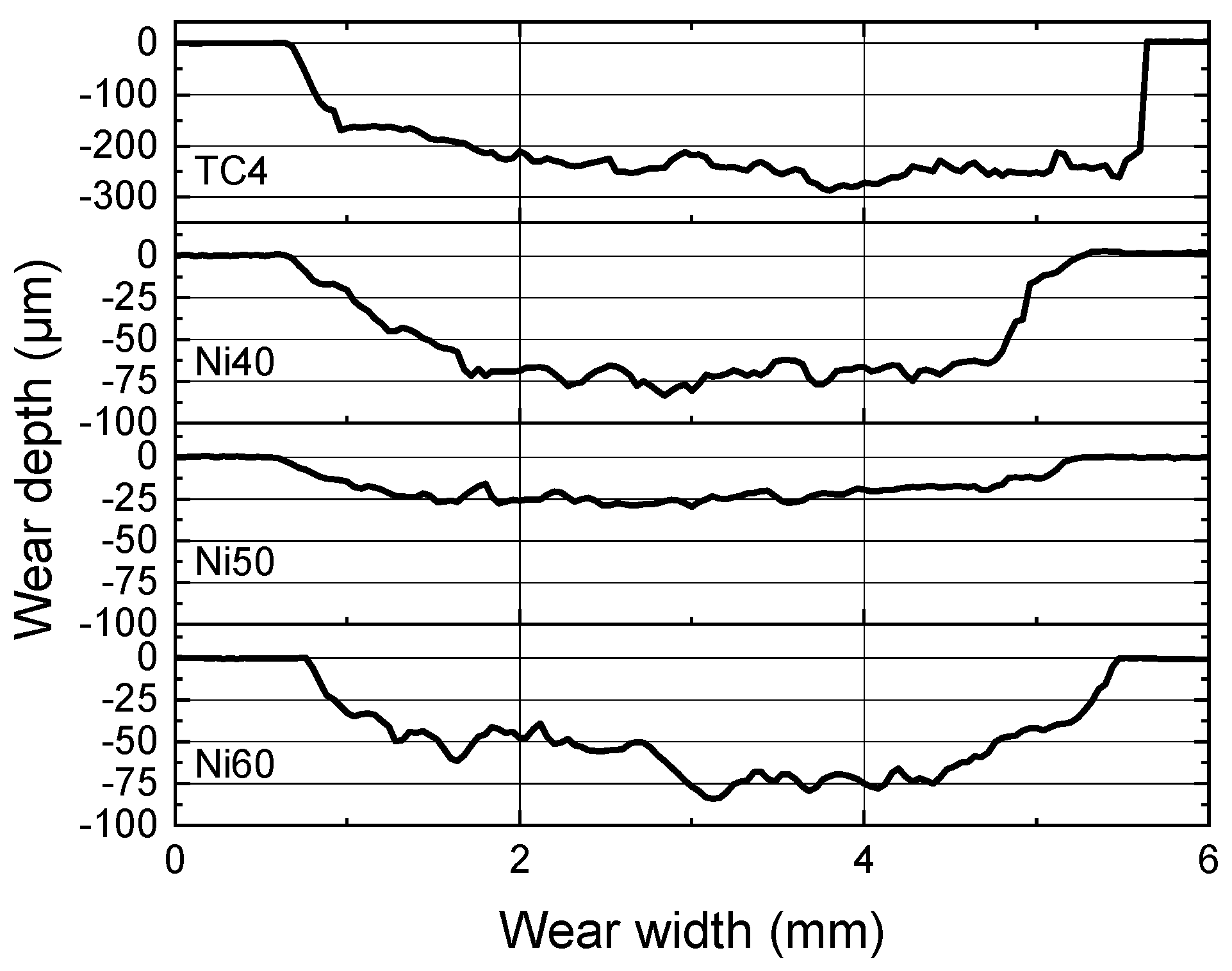
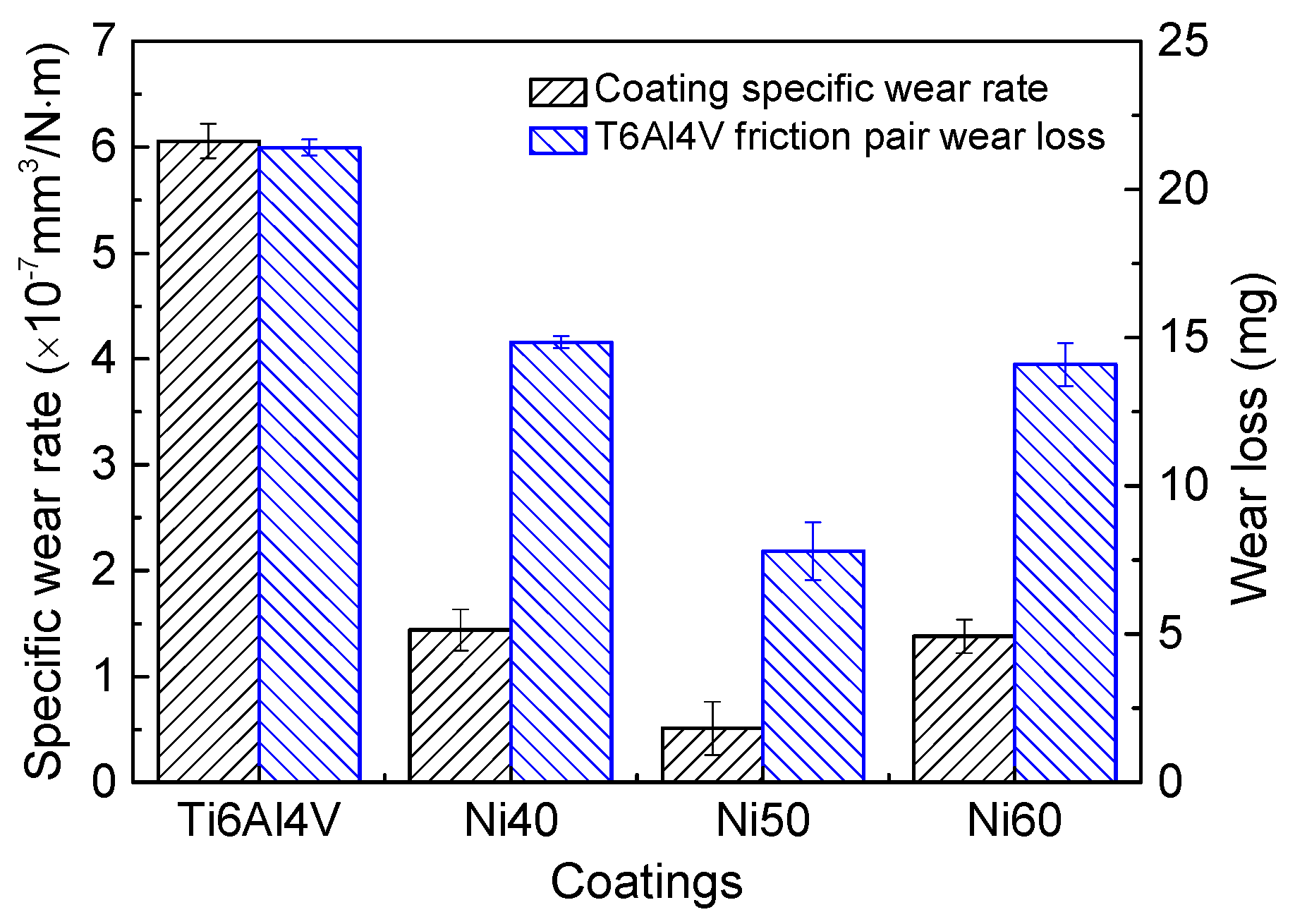
- The Ni50 coating with a hardness of 609 HV0.3 shows a minimum specific wear rate compared to that of the Ni40 and Ni60 coatings; it is only 8.4%, 35.4%, and 36.9% that of the Ti6Al4V substrate, Ni40 coating, and N60 coating, respectively. Meanwhile, the wear loss for Ti6Al4V friction pairs in friction with a Ni50 coating is only 36.4%, 52.5%, and 55.3% of that in friction with the Ti6A14V substrate, Ni40 coating, and Ni60 coating, respectively.
- (4)
- Preparing the Ni50 coating on the surface of non-load-bearing titanium alloy parts can reduce the abrasion between titanium alloy parts that is caused by sliding, which is a vital choice for improving the reliability of load-bearing and non-load-bearing titanium alloy parts.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Singh, P.; Pungotra, H.; Kalsi, N.S. On the characteristics of titanium alloys for the aircraft applications. Mater. Today Proc. 2017, 4, 8971–8982. [Google Scholar] [CrossRef]
- Christoph, L.; Frank, K.; Joachim, H.; Wolfgang, A.K. Materials and design concepts for high performance compressor components. Aerosp. Sci. Technol. 2003, 7, 201–210. [Google Scholar]
- Tan, L.J.; Yao, Z.K.; Zhou, W.; Guo, H.Z.; Zhao, Y. Microstructure and properties of electron beam welded joint of Ti–22Al–25Nb/TC11. Aerosp. Sci. Technol. 2010, 14, 302–306. [Google Scholar] [CrossRef]
- Ning, Y.Q.; Xie, B.C.; Fu, M.W.; Liang, H.Q.; Yao, Z.K.; Guo, H.Z. Microstructure and superplastic deformation for aerospace Ti-alloys associated with α -phase curing behavior. Aerosp. Sci. Technol. 2015, 45, 416–421. [Google Scholar] [CrossRef]
- Mukund, D.S.; Rakesh, S. Dry sliding friction and wear behavior of titanium alloy (Ti-6Al-4V). Tribol. Online 2012, 7, 87–95. [Google Scholar]
- Chauhan, S.R.; Dass, K. Dry sliding wear behaviour of titanium (grade 5) alloy by using response surface methodology. Adv. Tribol. 2013, 1, 272106. [Google Scholar] [CrossRef]
- Łępicka, M.; Grądzka-Dahlke, M. Surface modification of Ti6Al4V titanium alloy for biomedical applications and its effect on tribological performance-a review. Rev. Adv. Mater. Sci. 2016, 46, 86–103. [Google Scholar]
- Molinari, A.; Straffelini, G.; Tesi, B.; Bacci, T. Dry sliding wear mechanisms of the Ti6Al4V alloy. Wear 1997, 208, 105–112. [Google Scholar] [CrossRef]
- Fan, W.T.; Chen, H.J.; Liu, D.F. Effect of Mo on microstructures and wear properties of in situ synthesized Ti(C,N)/Ni-based composite coatings by laser cladding. Materials 2017, 10, 1047. [Google Scholar] [CrossRef]
- Guo, J.; Yan, H.; Zhang, P. Laser cladding NiCrBSi/TiN/h-BN self-lubricating wear resistant coating on Ti-6Al-4V surface. Mater. Res. Express 2019, 6, 066537. [Google Scholar] [CrossRef]
- Fan, X.H.; Geng, L.; Xu, B.; Li, J. Laser cladding NiCrBSi+ 2% B4C coating on Ti-6Al-4V. Adv. Mater. Res. 2009, 4, 473–476. [Google Scholar] [CrossRef]
- Jegadeeswaran, N.; Ramesh, M.; Bhat, U.K. Oxidation resistance HVOF sprayed coating 25% (Cr3C2-25(Ni20Cr)) + 75%NiCrAlY on titanium alloy. Procedia Mater. Sci. 2014, 5, 11–20. [Google Scholar] [CrossRef]
- Hua, S.W.; Pang, M.; Chen, J.; Ji, F.Q. Effects of frictional loading on tribological properties of laser cladding Ti2AlC/TC4-Coated TiC particle-reinforced coatings on Ti6Al4V. J. Mater. Eng. Perform. 2024, 33, 2077–2092. [Google Scholar] [CrossRef]
- He, B.F.; Ma, F.; Ma, D.Y.; Xu, K.W. Study of Microstructure and properties of laser cladding Ni60-WC+ TiC composite coating. Sci. Adv. Mater. 2020, 12, 659–664. [Google Scholar] [CrossRef]
- Ma, A.; Liu, D.; Zhang, X.; He, G.; Liu, D.; Liu, C.; Xu, X. The fretting fatigue performance of Ti-6Al-4V alloy influenced by microstructure of CuNiIn coating prepared via thermal spraying. Tribol. Int. 2020, 145, 106156. [Google Scholar] [CrossRef]
- Niu, Z.Q.; Zhou, W.L.; Wang, C.L.; Cao, Z.W.; Yang, Q.; Fu, X.S. Fretting wear mechanism of plasma-sprayed CuNiIn coating on Ti-6Al-4V substrate under plane/plane contact. Surf. Coat. Technol. 2021, 408, 126794. [Google Scholar] [CrossRef]
- Costa, M.Y.; Venditti, M.L.; Voorwald, H.J.; Cioffi, M.O.; Cruz, T.G. Effect of WC-10% Co-4% Cr coating on the Ti-6Al-4V alloy fatigue strength. Mater. Sci. Eng. A 2009, 507, 29–36. [Google Scholar] [CrossRef]
- Mary, C.; Fouvry, S.; Martin, J.M.; Bonnet, B. Pressure and temperature effects on Fretting Wear damage of a Cu-Ni-In plasma coating versus Ti17 titanium alloy contact. Wear 2011, 272, 18–37. [Google Scholar] [CrossRef]
- Du, P.C.; Liu, C.; Hu, H.; Zhang, C.; Fan, M.; Gao, M.; Chen, T. Study of the tribological properties of HVOF-sprayed Ni-based coatings on Ti6Al4V titanium alloys. Coatings 2022, 12, 1977. [Google Scholar] [CrossRef]
- Liu, X.B.; Liu, H.Q.; Liu, Y.F.; He, X.M.; Sun, C.F.; Wang, M.D.; Yang, H.B.; Qi, L.H. Effects of temperature and normal load on tribological behavior of nickel-based high temperature self-lubricating wear-resistant composite coating. Compos. Part B Eng. 2013, 53, 347–354. [Google Scholar] [CrossRef]
- Somervuori, M.; Varis, T.; Oksa, M.; Suhonen, T.; Vuoristo, P. Comparative study on the corrosion performance of APS-, HVOF-, and HVAF-sprayed NiCr and NiCrBSi coatings in NaCl solutions. J. Therm. Spray Technol. 2022, 31, 1581–1597. [Google Scholar] [CrossRef]
- Liu, K.; Yan, H.; Zhang, P.; Zhao, J.; Yu, Z.; Lu, Q. Wear behaviors of TiN/WS2+ hBN/NiCrBSi self-lubricating composite coatings on TC4 alloy by laser cladding. Coatings 2020, 10, 747. [Google Scholar] [CrossRef]
- Sun, R.L.; Yang, D.Z.; Guo, L.X.; Dong, S.L. Microstructure and wear resistance of NiCrBSi laser clad layer on titanium alloy substrate. Surf. Coat. Technol. 2000, 132, 251–255. [Google Scholar] [CrossRef]
- Li, W.G.; Li, J.; Xu, Y.S. Optimization of corrosion wear resistance of the NiCrBSi laser-clad coatings fabricated on Ti6Al4V. Coatings 2021, 11, 960. [Google Scholar] [CrossRef]
- Luo, X.; Li, J.; Li, G.J. Effect of NiCrBSi content on microstructural evolution, cracking susceptibility and wear behaviors of laser cladding WC/Ni–NiCrBSi composite coatings. J. Alloys Compd. 2015, 626, 102–111. [Google Scholar] [CrossRef]
- Liu, R.X.; Lei, T.Q.; Guo, L.X. Stratification mechanism and interface characterization of (TiN), (TiC)/NiCrBSi composite coatings synthesized by laser remelting. Surf. Rev. Lett. 2004, 11, 291–295. [Google Scholar] [CrossRef]
- Sun, R.L.; Lei, Y.W.; Niu, W. Laser clad TiC reinforced NiCrBSi composite coatings on Ti-6Al-4V alloy using a CW CO2 laser. Surf. Coat. Technol. 2009, 203, 1395–1399. [Google Scholar] [CrossRef]
- Gao, Q.S.; Yan, H.; Qin, Y.; Zhang, P.L.; Gao, J.L.; Chen, Z.F.; Yu, Z.S. Laser cladding Ti-Ni/TiN/TiW+TiS/WS2 self-lubricating wear resistant composite coating on Ti-6Al-4V alloy. Opt. Laser Technol. 2019, 113, 182–191. [Google Scholar] [CrossRef]
- Conde, A.; Zubiri, F. Cladding of Ni-Cr-B-Si coatings with a high power diode laser. Mater. Sci. Eng. A 2002, 334, 233–238. [Google Scholar] [CrossRef]
- Fernández, E.; Cadenas, M.; González, R.; Navas, C.; Fernández, R.; De Damborenea, J. Wear behaviour of laser clad NiCrBSi coating. Wear 2005, 259, 870–875. [Google Scholar] [CrossRef]
- Li, G.L.; Li, Y.L.; Dong, T.S.; Wang, H.D.; Zheng, X.D.; Zhou, X.K. Microstructure and wear resistance of TIG remelted NiCrBSi thick coatings. Adv. Mater. Sci. Eng. 2018, 2018, 1–10. [Google Scholar] [CrossRef]
- Zhang, D.W.; Lei, T.C.; Li, F.J. Laser cladding of stainless steel with Ni–Cr3C2 for improved wear performance. Wear 2001, 251, 1372–1376. [Google Scholar] [CrossRef]
- Houdková, Š.; Smazalová, E.; Vostřák, M.; Schubert, J. Properties of NiCrBSi coating, as sprayed and remelted by different technologies. Surf. Coat. Technol. 2014, 253, 14–26. [Google Scholar] [CrossRef]
- Otsubo, F.; Era, H.; Kishitake, K. Structure and phases in nickel-base self-fluxing alloy coating containing high chromium and boron. J. Therm. Spray Technol. 2000, 9, 107–113. [Google Scholar] [CrossRef]
- Liu, X.Y. Heterogeneous nucleation or homogeneous nucleation. J. Chem. Phys. 2000, 112, 9949–9955. [Google Scholar] [CrossRef]
- Kao, W.H.; Su, Y.L.; Horng, J.H.; Huang, H.C. The tribological performance of surface treated Ti6A14V as sliding against Si3N4 ball and 316L stainless steel cylinder. J. Mater. Eng. Perform. 2016, 25, 5209–5219. [Google Scholar] [CrossRef]
- Budinski, K.G. Tribological properties of titanium alloys. Wear 1991, 151, 203–217. [Google Scholar] [CrossRef]
- Dong, H. Tribological properties of titanium-based alloys. Surf. Eng. Light Alloys 2010, 58–80. [Google Scholar] [CrossRef]
- Magaziner, R.S.; Jain, V.K.; Mall, S. Investigation into wear of Ti-6Al-4V under reciprocating sliding conditions. Wear 2009, 267, 368–373. [Google Scholar] [CrossRef]
- Bin, C.; Tan, Y.F.; Tu, Y.Q.; Wang, X.L.; Hua, T.A. Tribological properties of Ni-base alloy composite coating modified by both graphite and TiC particles. Trans. Nonferrous Met. Soc. China 2011, 21, 2426–2432. [Google Scholar]
- Yan, H.; Zhang, P.; Yu, Z.; Lu, Q.; Yang, S.; Li, C. Microstructure and tribological properties of laser-clad Ni–Cr/TiB2 composite coatings on copper with the addition of CaF2. Surf. Coat. Technol. 2012, 206, 4046–4053. [Google Scholar] [CrossRef]
- Wang, H.; Xia, W.M.; Jin, Y.S. A study on abrasive resistance of Ni-based coatings with a WC hard phase. Wear 1996, 195, 47–52. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Cr | Si | Fe | B | Ni |
|---|---|---|---|---|---|---|
| Ni40 | 0.30 | 7.50 | 3.0 | ≤8.0 | 1.7 | Bal. |
| Ni50 | 0.45 | 11.0 | 4.0 | ≤8.0 | 2.2 | Bal. |
| Ni60 | 0.70 | 15.0 | 4.0 | ≤8.0 | 3.2 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, M.; Du, P.; Wen, K.; Zhang, R.; Yu, S.; Chen, T. Tribological Properties of Laser-Cladded NiCrBSi Coatings Undergoing Friction with Ti6Al4V Alloys. Coatings 2024, 14, 813. https://doi.org/10.3390/coatings14070813
Fan M, Du P, Wen K, Zhang R, Yu S, Chen T. Tribological Properties of Laser-Cladded NiCrBSi Coatings Undergoing Friction with Ti6Al4V Alloys. Coatings. 2024; 14(7):813. https://doi.org/10.3390/coatings14070813
Chicago/Turabian StyleFan, Mingzhen, Pengcheng Du, Ke Wen, Ruizhi Zhang, Siliang Yu, and Tongzhou Chen. 2024. "Tribological Properties of Laser-Cladded NiCrBSi Coatings Undergoing Friction with Ti6Al4V Alloys" Coatings 14, no. 7: 813. https://doi.org/10.3390/coatings14070813
APA StyleFan, M., Du, P., Wen, K., Zhang, R., Yu, S., & Chen, T. (2024). Tribological Properties of Laser-Cladded NiCrBSi Coatings Undergoing Friction with Ti6Al4V Alloys. Coatings, 14(7), 813. https://doi.org/10.3390/coatings14070813