
The Influence of Aging Temperatures on the Microstructure and Stress Relaxation Resistance of Cu-Cr-Ag-Si Alloy


Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
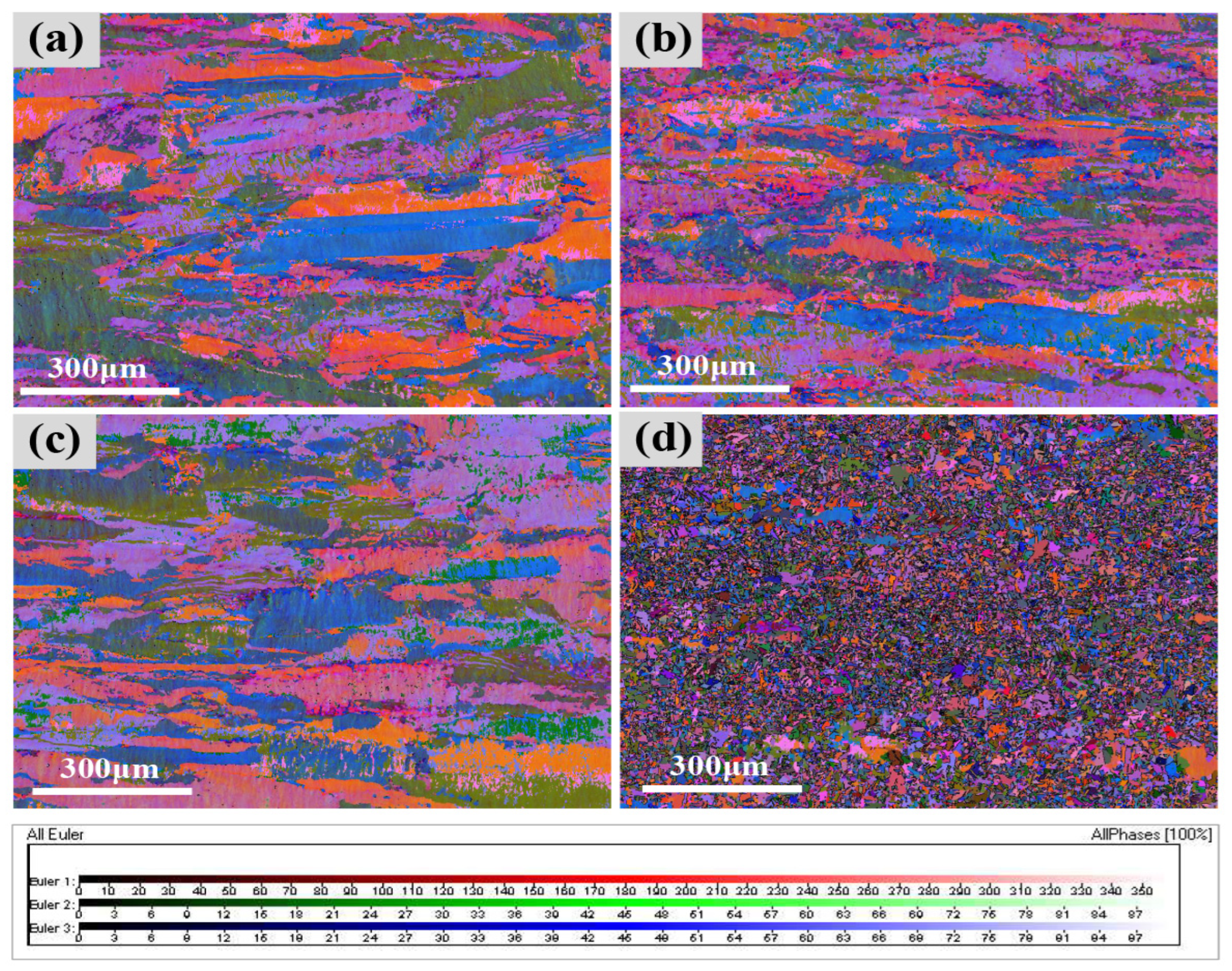
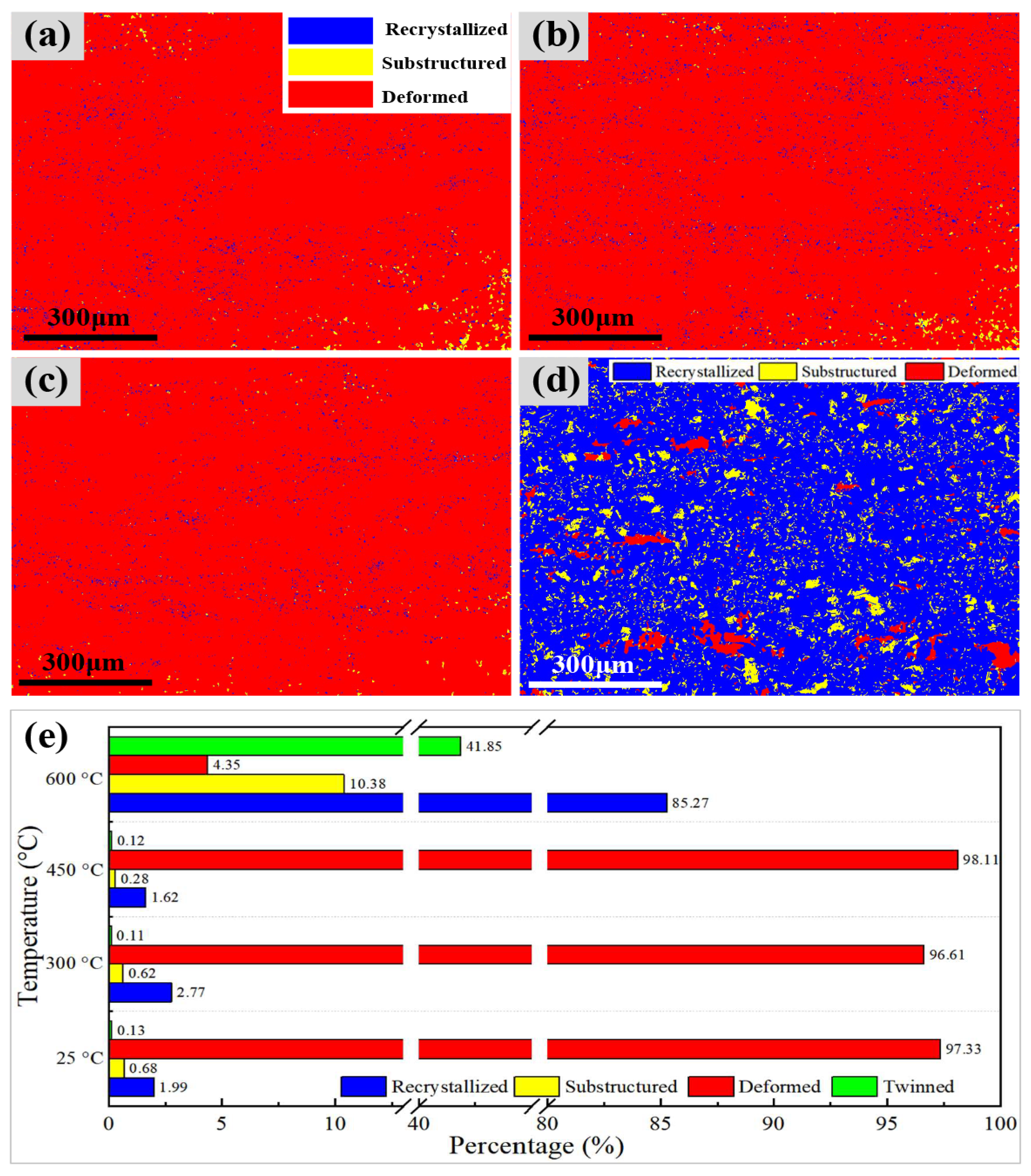
3.1. The Influence of Aging Temperature on Grain Characteristics
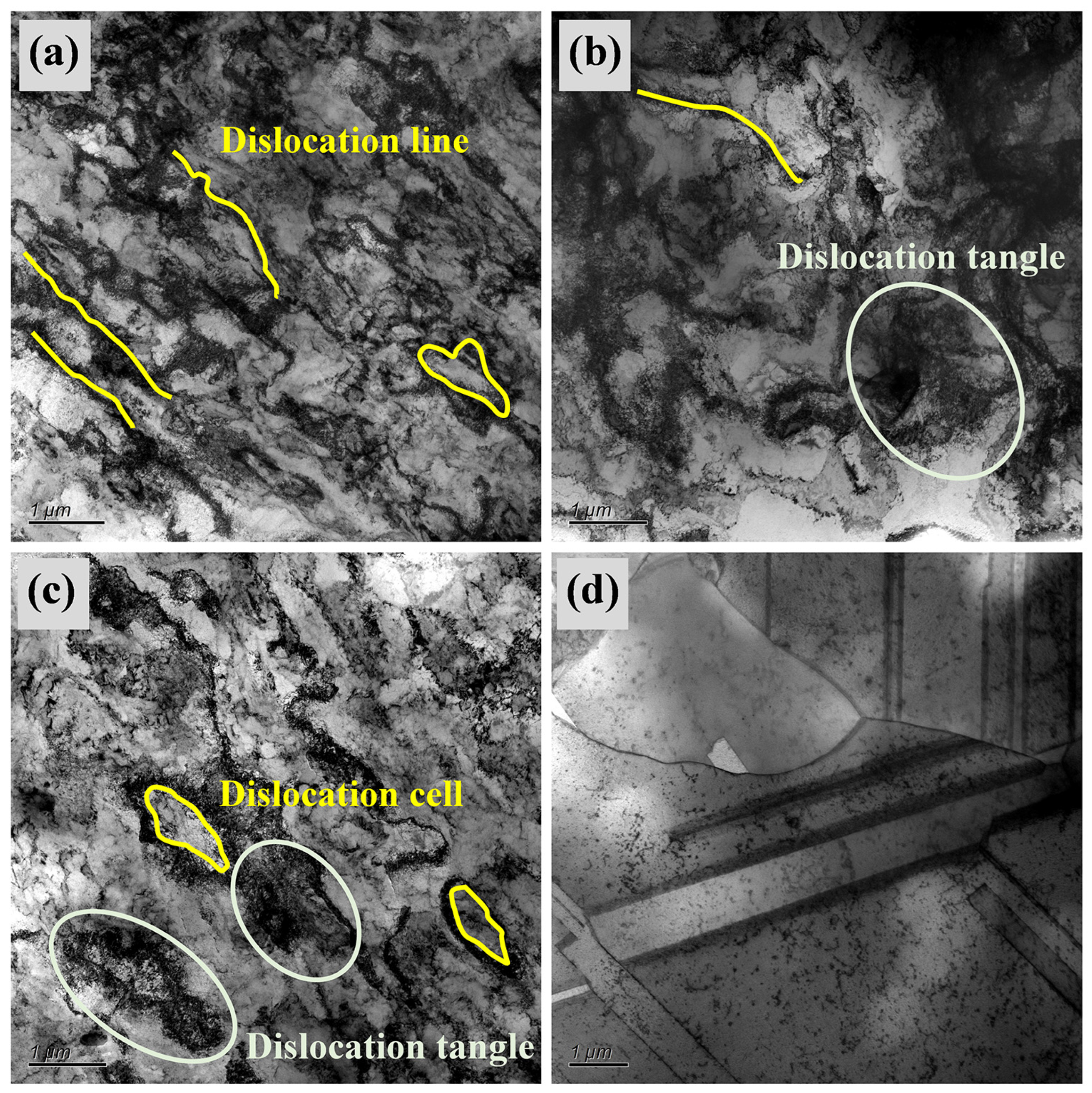
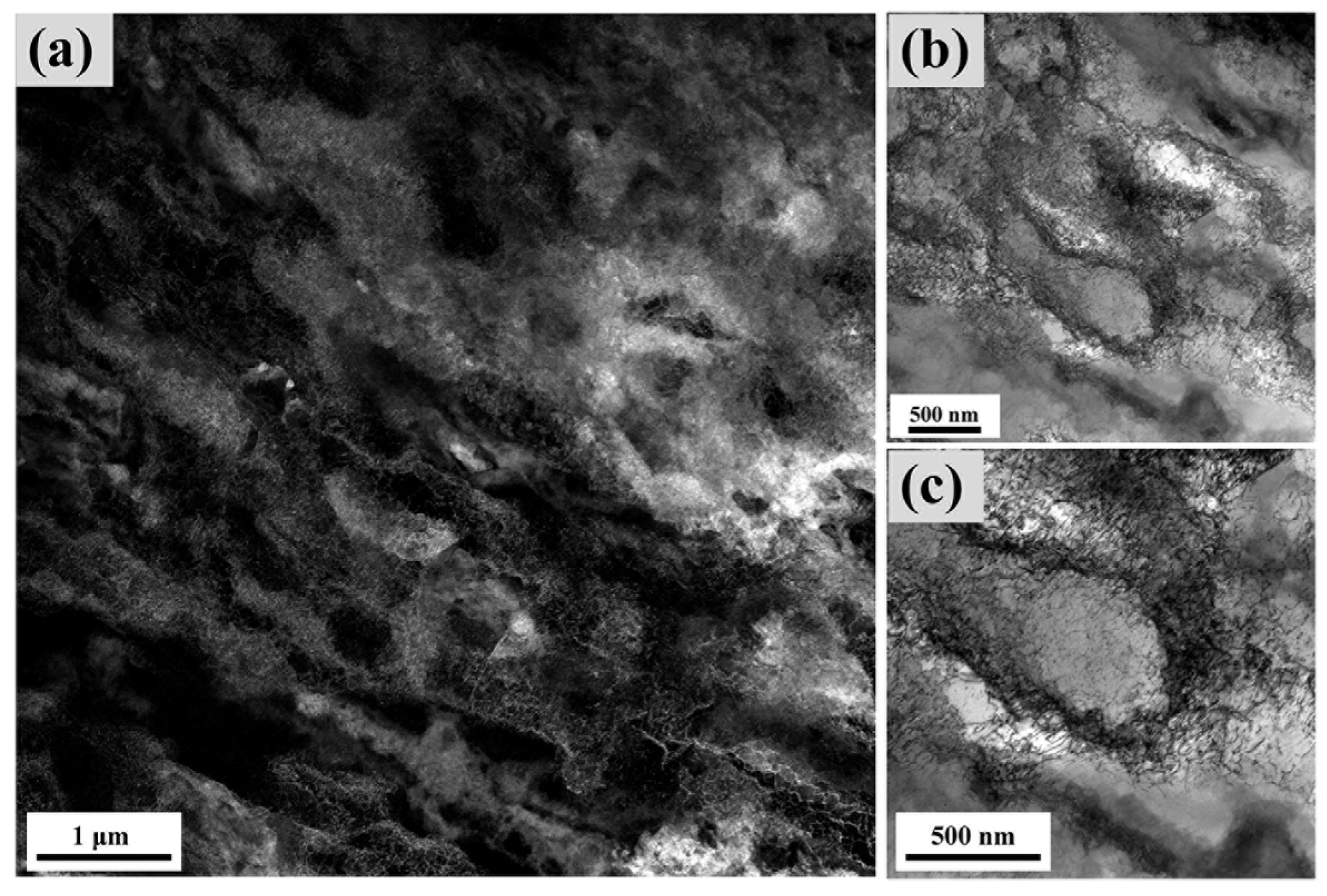
3.2. The Influence of Aging Temperature on Dislocations and Schmid Factor
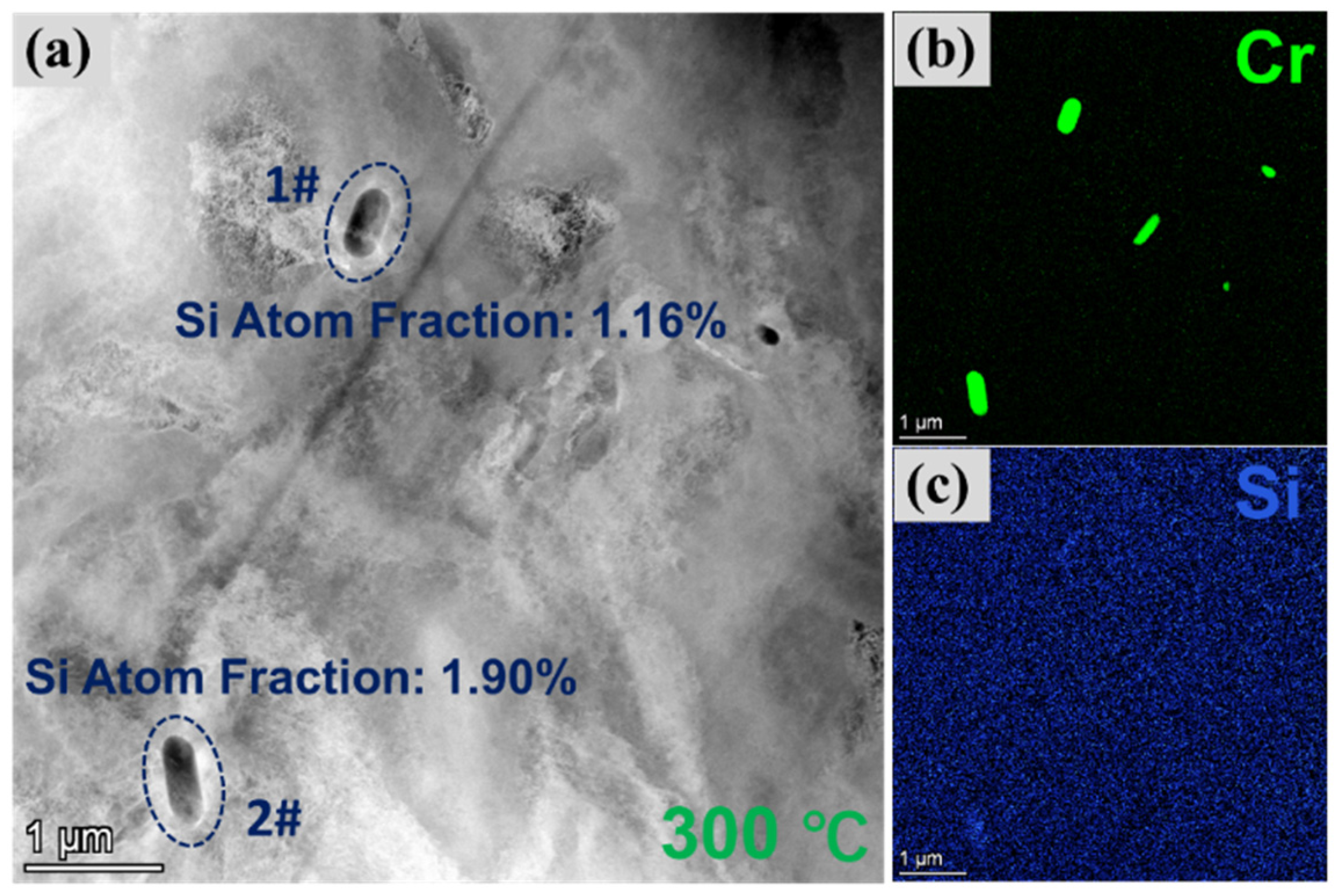
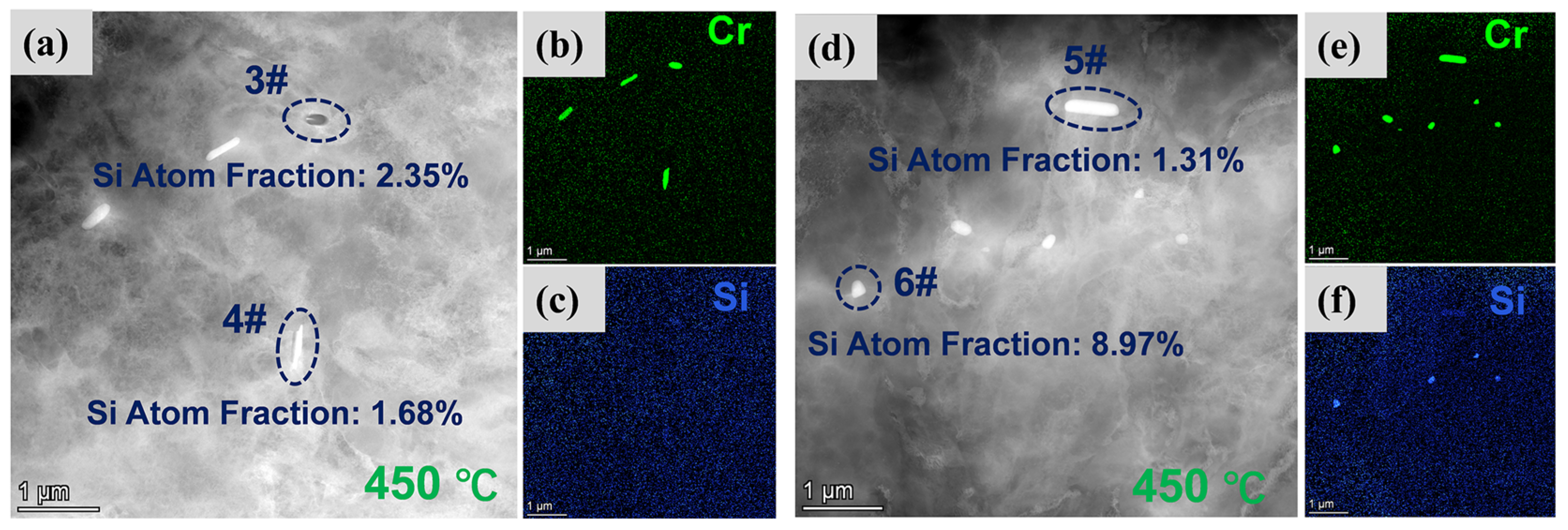
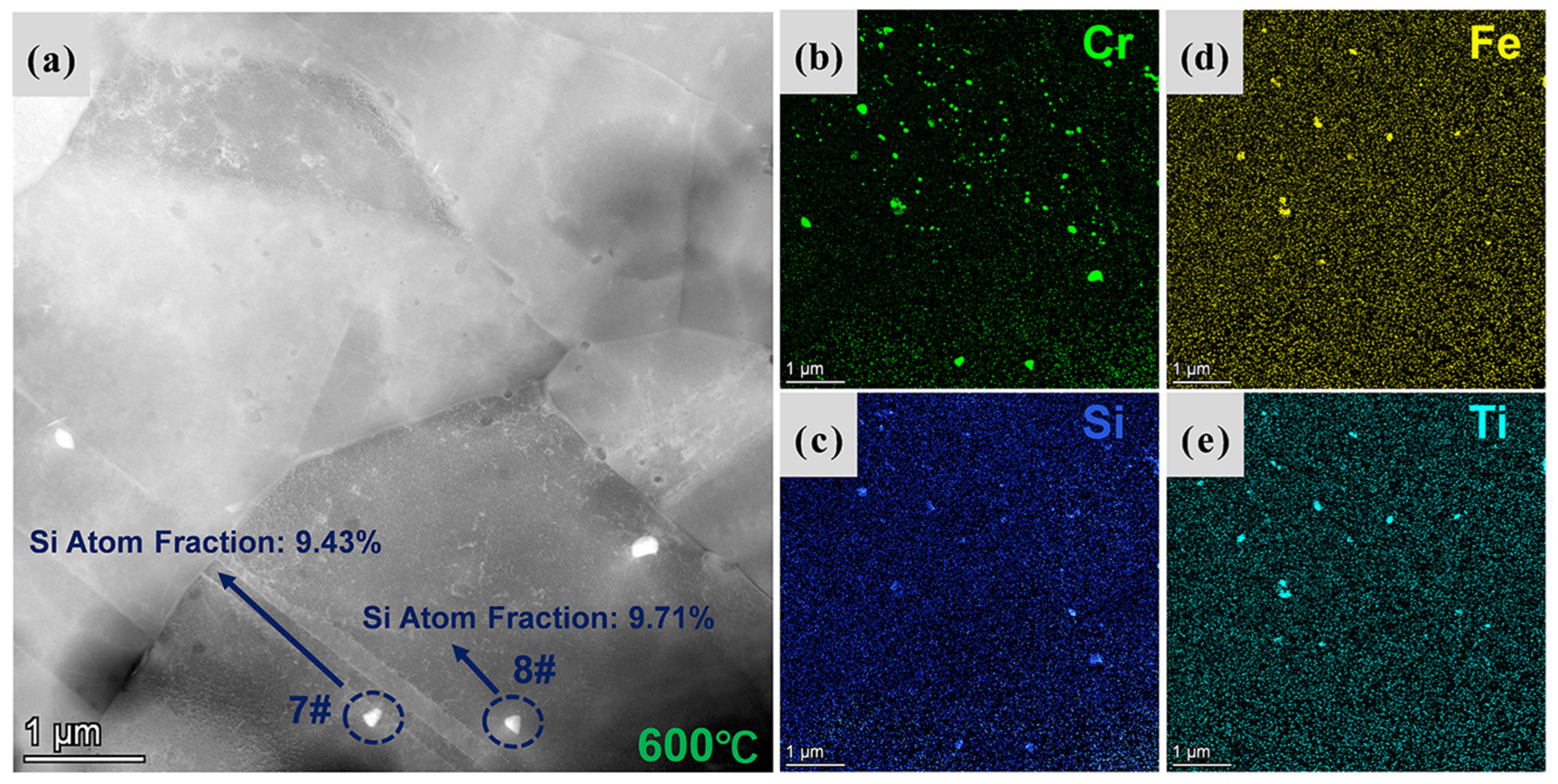
3.3. The Influence of Aging Temperature on Precipitated Phases
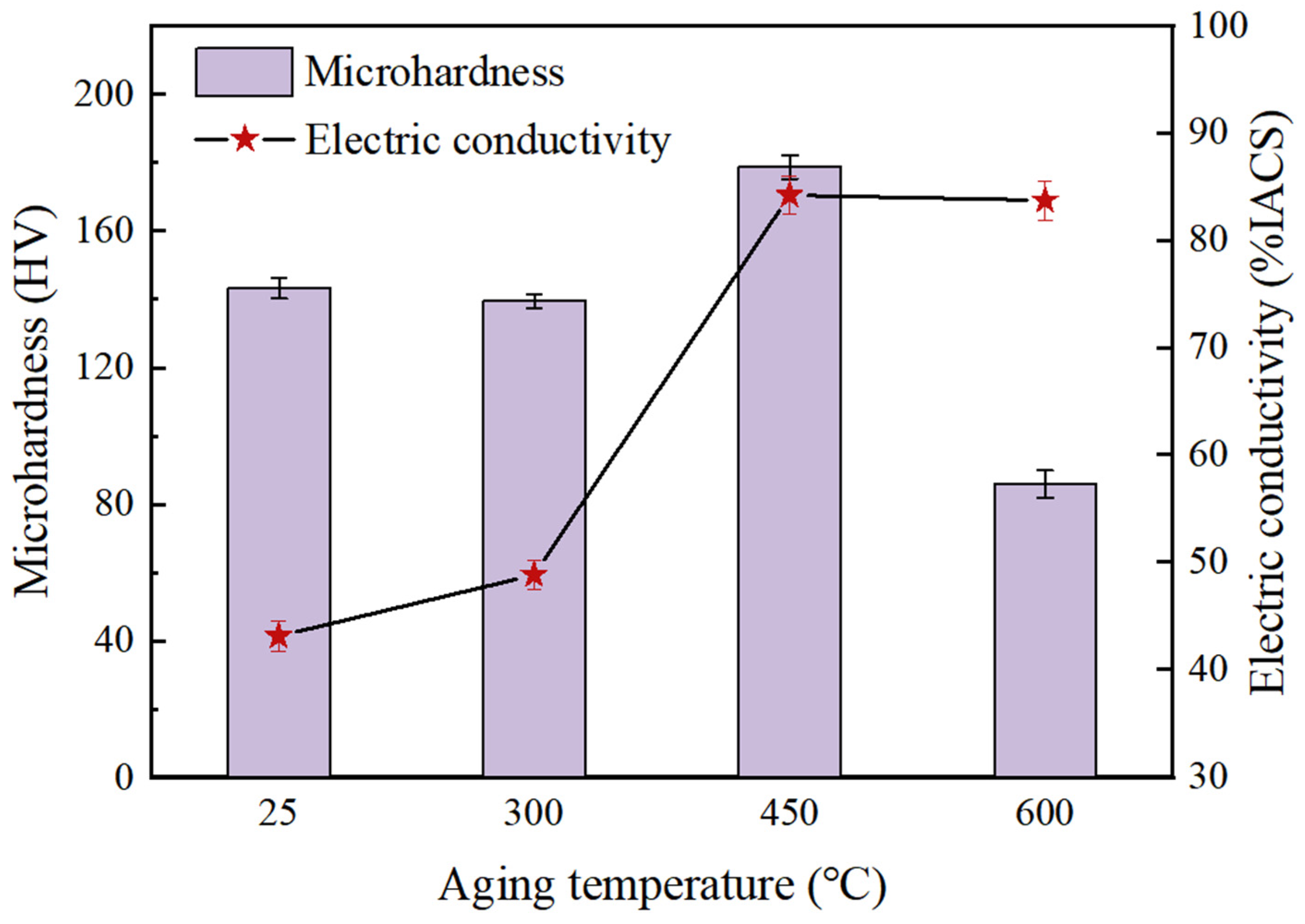
3.4. Relationship between Microstructure and Properties at Different Aging Temperatures
3.5. Analysis of Stress Relaxation Resistance
4. Conclusions
- (1)
- Under the experimental parameters in this paper, the Cu-Cr-Ag-Si alloy shows superior properties after aging at 450 °C. The alloy has a tensile strength of 495.25 MPa, an electrical conductivity of 84.2% IACS, and a residual stress of 91.12% at 195 °C, making it very suitable as a connector contact sheet material.
- (2)
- When aging at a low temperature, the precipitates of the alloy are mainly the Cr phase. With the increase in aging temperature, the proportion of Cr-Si composite precipitates in the alloy increases significantly. The strengthening mechanism after aging at 450 °C is the synergistic effect of work hardening and precipitation.
- (3)
- Work hardening and precipitation strengthening increased the flow stress and enhanced the deformation resistance of the alloy. Precipitation strengthening raised the threshold stress of the alloy, enhanced the resistance of dislocation motion, and significantly improved the stress relaxation resistance of the alloy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Krüger, K.; Yuan, H.; Song, J. The Influence of the Vibration Test Mode on the Failure Rate of Electrical Connectors. Microelectron. Reliab. 2022, 135, 114567. [Google Scholar] [CrossRef]
- Buggy, M.; Conlon, C. Material Selection in the Design of Electrical Connectors. J. Mater. Process. Technol. 2004, 153–154, 213–218. [Google Scholar] [CrossRef]
- Weber, M.; Helm, D. Prediction of the Behaviour of Copper Alloy Components under Complex Loadings by Electro-Thermomechanical Coupled Simulations. Mater. Sci. Technol. 2020, 36, 899–905. [Google Scholar] [CrossRef]
- Stobrawa, J.; Ciura, L.; Rdzawski, Z. Rapidly Solidified Strips of Cu-Cr Alloys. Scr. Mater. 1996, 34, 1759–1763. [Google Scholar] [CrossRef]
- Varol, T.; Güler, O.; Akçay, S.B.; Çolak, H. The Evolution of Microstructure and Properties of Cu-Cr Alloys Synthesized via Flake Powder Metallurgy Assisted by Mechanical Alloying and Hot Pressing. Mater. Today Commun. 2022, 33, 104452. [Google Scholar] [CrossRef]
- Du, Y.; Zhou, Y.; Song, K.; Huang, T.; Hui, D.; Liu, H.; Cheng, C.; Yang, J.; Niu, L.; Guo, H. Zr-Containing Precipitate Evolution and Its Effect on the Mechanical Properties of Cu–Cr–Zr Alloys. J. Mater. Res. Technol. 2021, 14, 1451–1458. [Google Scholar] [CrossRef]
- Sun, Y.; Peng, L.; Huang, G.; Feng, X.; Xie, H.; Mi, X.; Liu, X. Effect of Mg on the Stress Relaxation Resistance of Cu–Cr Alloys. Mater. Sci. Eng. A 2021, 799, 140144. [Google Scholar] [CrossRef]
- Watanabe, C.; Monzen, R.; Tazaki, K. Mechanical Properties of Cu–Cr System Alloys with and without Zr and Ag. J. Mater. Sci. 2008, 43, 813–819. [Google Scholar] [CrossRef]
- Du, Y.; Zhou, Y.; Song, K.; Huang, T.; Hui, D.; Yang, J. Influence of Trace Silicon Addition on the Strengthening Precipitates, Mechanical Properties and Stress Relaxation Resistance of Cu-Cr Alloy. J. Alloys Compd. 2023, 948, 169619. [Google Scholar] [CrossRef]
- Wang, G.; Liu, H.; Song, K.; Zhou, Y.; Cheng, C.; Guo, H.; Guo, Y.; Tian, J. Aging Process and Strengthening Mechanism of Cu–Cr–Ni Alloy with Superior Stress Relaxation Resistance. J. Mater. Res. Technol. 2022, 19, 3579–3591. [Google Scholar] [CrossRef]
- Kamaya, M.; Maekawa, N. A Procedure to Obtain Correlation Curve between Local Misorientation and Plastic Strain. Mater. Charact. 2023, 198, 112725. [Google Scholar] [CrossRef]
- Xu, G.; Zhu, Y.; Peng, L.; Xie, H.; Li, Z.; Huang, S.; Yang, Z.; Zhang, W.; Mi, X. Effect of Sn Addition on Microstructure, Aging Properties and Softening Resistance of Cu-Cr Alloy. Materials 2022, 15, 8441. [Google Scholar] [CrossRef]
- Zhang, J.T.; Lin, J.; Wang, Q.; Du, X.L.; Wang, Y.H. Recrystallization Behaviour during Annealing of Cold-Rolled Cu–5Fe–2Sn Alloy. Mater. Sci. Technol. 2020, 36, 1162–1168. [Google Scholar] [CrossRef]
- Hughes, D.A.; Hansen, N. The Microstructural Origin of Work Hardening Stages. Acta Mater. 2018, 148, 374–383. [Google Scholar] [CrossRef]
- Marinelli, M.C.; Alvarez-Armas, I.; Krupp, U. Cyclic Deformation Mechanisms and Microcracks Behavior in High-Strength Bainitic Steel. Mater. Sci. Eng. A 2017, 684, 254–260. [Google Scholar] [CrossRef]
- Sun, Y.; Peng, L.; Huang, G.; Xie, H.; Mi, X.; Liu, X. Effects of Mg Addition on the Microstructure and Softening Resistance of Cu–Cr Alloys. Mater. Sci. Eng. A 2020, 776, 139009. [Google Scholar] [CrossRef]
- Zeng, H.; Sui, H.; Wu, S.; Liu, J.; Wang, H.; Zhang, J.; Yang, B. Evolution of the Microstructure and Properties of a Cu–Cr-(Mg) Alloy upon Thermomechanical Treatment. J. Alloys Compd. 2021, 857, 157582. [Google Scholar] [CrossRef]
- Bishara, H.; Lee, S.; Brink, T.; Ghidelli, M.; Dehm, G. Understanding Grain Boundary Electrical Resistivity in Cu: The Effect of Boundary Structure. ACS Nano 2021, 15, 16607–16615. [Google Scholar] [CrossRef]
- Bishara, H.; Ghidelli, M.; Dehm, G. Approaches to Measure the Resistivity of Grain Boundaries in Metals with High Sensitivity and Spatial Resolution: A Case Study Employing Cu. ACS Appl. Electron. Mater. 2020, 2, 2049–2056. [Google Scholar] [CrossRef]
- Orlova, T.S.; Mavlyutov, A.M.; Bondarenko, A.S.; Kasatkin, I.A.; Murashkin, M.Y.; Valiev, R.Z. Influence of Grain Boundary State on Electrical Resistivity of Ultrafine Grained Aluminium. Philos. Mag. 2016, 96, 2429–2444. [Google Scholar] [CrossRef]
- Huang, L.; Cui, Z.; Meng, X.; Li, X.; Sheng, X.; Lei, Q. Effect of Trace Alloying Elements on the Stress Relaxation Properties of High Strength Cu–Ti Alloys. Mater. Sci. Eng. A 2022, 846, 143281. [Google Scholar] [CrossRef]
- Wei, H.; Chen, Y.; Li, Z.; Shan, Q.; Yu, W.; Tang, D. Microstructure Evolution and Dislocation Strengthening Mechanism of Cu–Ni–Co–Si Alloy. Mater. Sci. Eng. A 2021, 826, 142023. [Google Scholar] [CrossRef]
- Chen, P.; Zhang, Q.C.; Zhang, F.; Du, J.H.; Shi, F.; Li, X.W. Critical Role of κ-Carbides in the Multi-Stage Work Hardening Process of a Lightweight Austenitic Steel. Mater. Charact. 2023, 200, 112853. [Google Scholar] [CrossRef]
- Li, Y.; Xiong, Y.; Ma, Y.; Han, S.; He, T.; Wang, C.; Ren, F.; Wang, S. Effect of Aging Treatment on the Microstructure and Properties of a Novel Medium-Heavy NiWCoTa Alloy Subjected to Pre-Deformation. J. Mater. Eng. Perform. 2023, 32, 8314–8324. [Google Scholar] [CrossRef]
- Wang, Z.; Huang, S.; Wang, F.; Zhou, L.; Tie, D.; Mao, P.; Liu, Z. Effect of Aging-Treatment on Dynamic Compression Behaviour and Microstructure of ZK60 Alloy. Mater. Sci. Technol. 2021, 37, 1117–1128. [Google Scholar] [CrossRef]
- Li, D.; Qian, L.; Wei, C.; Liu, S.; Zhang, F.; Meng, J. The Tensile Properties and Microstructure Evolution of Cold-Rolled Fe–Mn–C TWIP Steels with Different Carbon Contents. Mater. Sci. Eng. A 2022, 839, 142862. [Google Scholar] [CrossRef]
- Tang, Y.; Kang, Y.; Yue, L.; Jiao, X. Mechanical Properties Optimization of a Cu–Be–Co–Ni Alloy by Precipitation Design. J. Alloys Compd. 2017, 695, 613–625. [Google Scholar] [CrossRef]
- He, J.Y.; Wang, H.; Huang, H.L.; Xu, X.D.; Chen, M.W.; Wu, Y.; Liu, X.J.; Nieh, T.G.; An, K.; Lu, Z.P. A Precipitation-Hardened High-Entropy Alloy with Outstanding Tensile Properties. Acta Mater. 2016, 102, 187–196. [Google Scholar] [CrossRef]
- Peng, L.; Xie, H.; Huang, G.; Xu, G.; Yin, X.; Feng, X.; Mi, X.; Yang, Z. The Phase Transformation and Strengthening of a Cu-0.71 Wt% Cr Alloy. J. Alloys Compd. 2017, 708, 1096–1102. [Google Scholar] [CrossRef]
- Zhu, L.; Liu, X.; Fan, P.; Dan, Y.; Wang, L. Creep Rupture Behaviour of Modified 9Cr-1Mo Heat-Resistant Steel Strengthened with Different Mechanisms. Mater. High Temp. 2019, 36, 548–561. [Google Scholar] [CrossRef]
- Krug, M.E.; Dunand, D.C. Modeling the Creep Threshold Stress Due to Climb of a Dislocation in the Stress Field of a Misfitting Precipitate. Acta Mater. 2011, 59, 5125–5134. [Google Scholar] [CrossRef]
- Suwanpreecha, C.; Toinin, J.P.; Michi, R.A.; Pandee, P.; Dunand, D.C.; Limmaneevichitr, C. Strengthening Mechanisms in Al–Ni–Sc Alloys Containing Al3Ni Microfibers and Al3Sc Nanoprecipitates. Acta Mater. 2019, 164, 334–346. [Google Scholar] [CrossRef]
- Yang, Y.; Zhan, L.; Liu, C.; Wang, X.; Wang, Q.; Tang, Z.; Li, G.; Huang, M.; Hu, Z. Stress-Relaxation Ageing Behavior and Microstructural Evolution under Varying Initial Stresses in an Al–Cu Alloy: Experiments and Modeling. Int. J. Plast. 2020, 127, 102646. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloying Element | Cr | Si | Fe | Ti | Ag | Cu |
|---|---|---|---|---|---|---|
| Cu-Cr-Ag-Si | 0.26 | 0.021 | 0.018 | 0.034 | 0.2 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Lu, L.; Wang, G.; Liu, Y. The Influence of Aging Temperatures on the Microstructure and Stress Relaxation Resistance of Cu-Cr-Ag-Si Alloy. Coatings 2024, 14, 909. https://doi.org/10.3390/coatings14070909
Liu H, Lu L, Wang G, Liu Y. The Influence of Aging Temperatures on the Microstructure and Stress Relaxation Resistance of Cu-Cr-Ag-Si Alloy. Coatings. 2024; 14(7):909. https://doi.org/10.3390/coatings14070909
Chicago/Turabian StyleLiu, Haitao, Longlong Lu, Guojie Wang, and Yong Liu. 2024. "The Influence of Aging Temperatures on the Microstructure and Stress Relaxation Resistance of Cu-Cr-Ag-Si Alloy" Coatings 14, no. 7: 909. https://doi.org/10.3390/coatings14070909
APA StyleLiu, H., Lu, L., Wang, G., & Liu, Y. (2024). The Influence of Aging Temperatures on the Microstructure and Stress Relaxation Resistance of Cu-Cr-Ag-Si Alloy. Coatings, 14(7), 909. https://doi.org/10.3390/coatings14070909