
Numerical Investigation of the Effects of Process Parameters on Temperature Distribution and Cladding-Layer Height in Laser Cladding

Abstract
:1. Introduction
2. Establishment of Numerical Model of Laser Cladding
2.1. Material Selection and the Thermophysical Properties of Materials
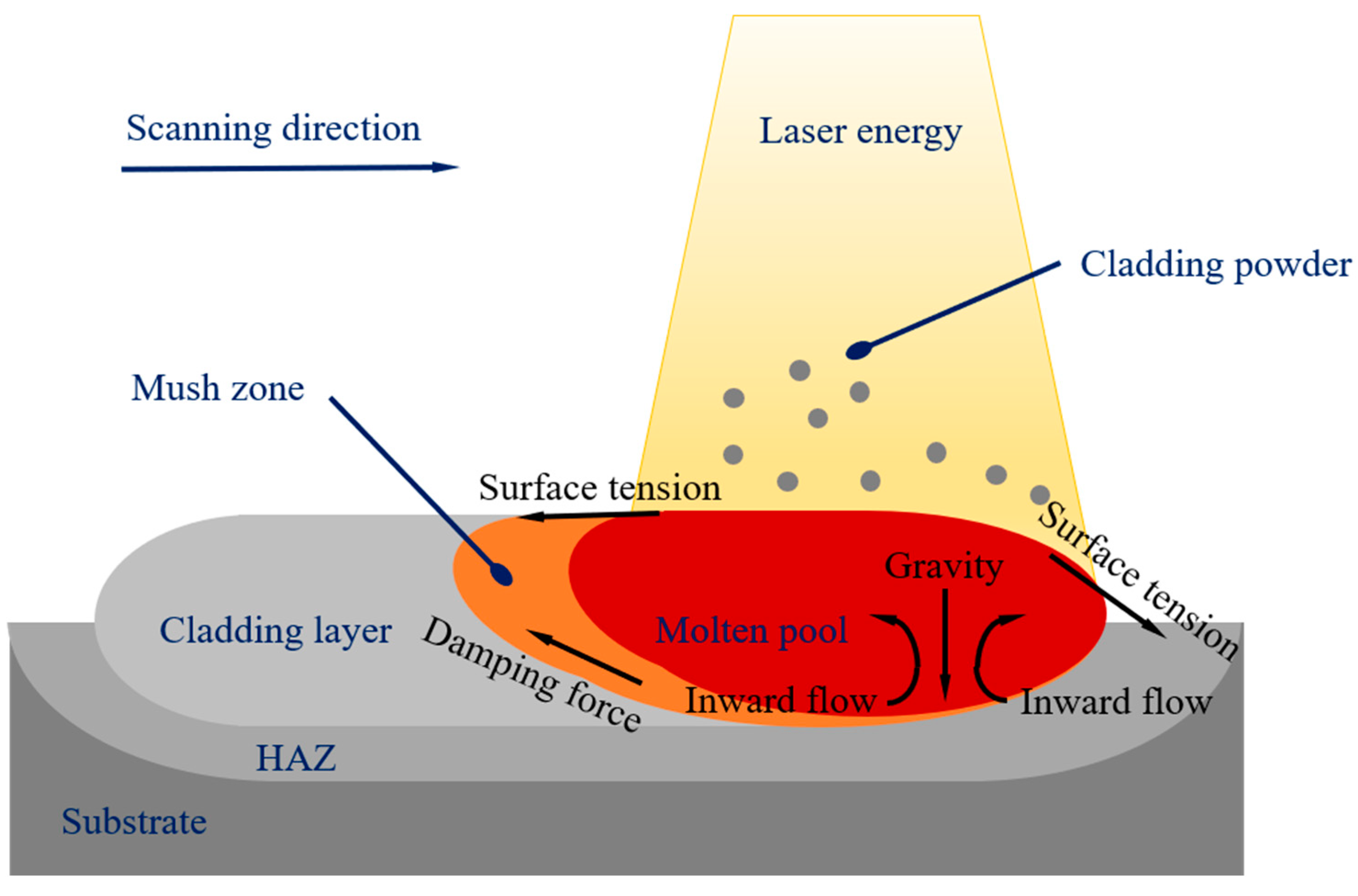
2.2. Thermal–Fluid Coupling Numerical Model of Laser Cladding
- (1)
- The material’s thermophysical attributes are governed by the inherent properties of the constituent powder and substrate;
- (2)
- The liquid phase is characterized as laminar, viscous, and incompressible Newtonian fluid;
- (3)
- The metallic alloy powder and substrate exhibit isotropic properties, precluding segregation during simulation;
- (4)
- Metal powders are deposited through the motion of a free surface;
- (5)
- Only powders that fall into the melt pool contribute to the development of the cladding layer;
- (6)
- This model neglects the influence of vaporization of materials.
2.3. Setting of Process Parameters
3. Results and Discussion
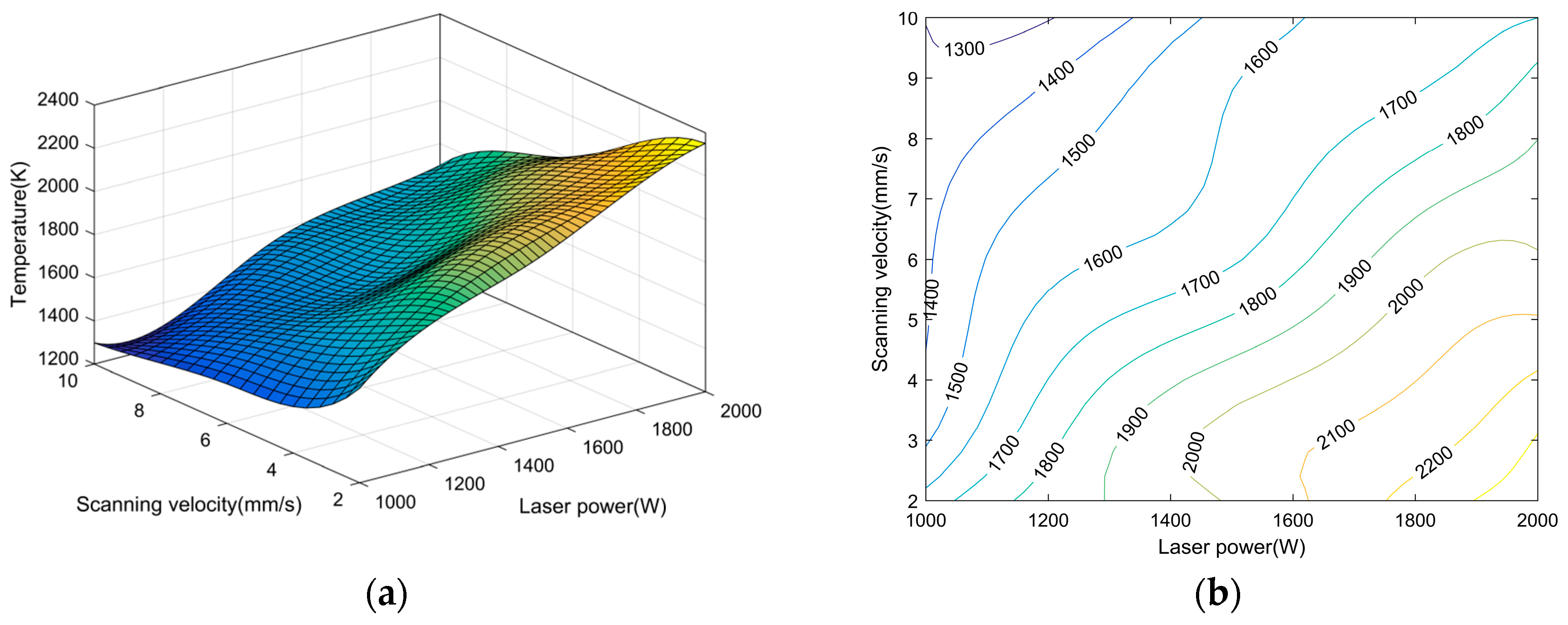
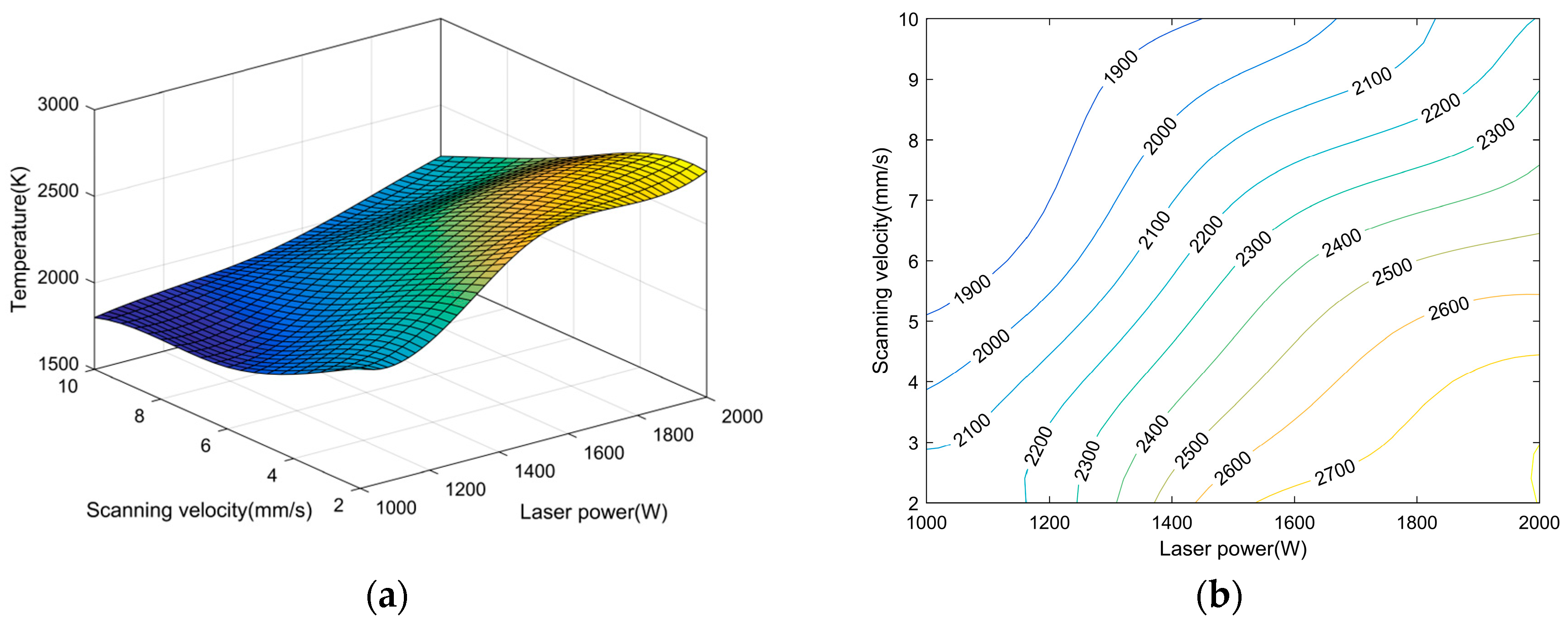
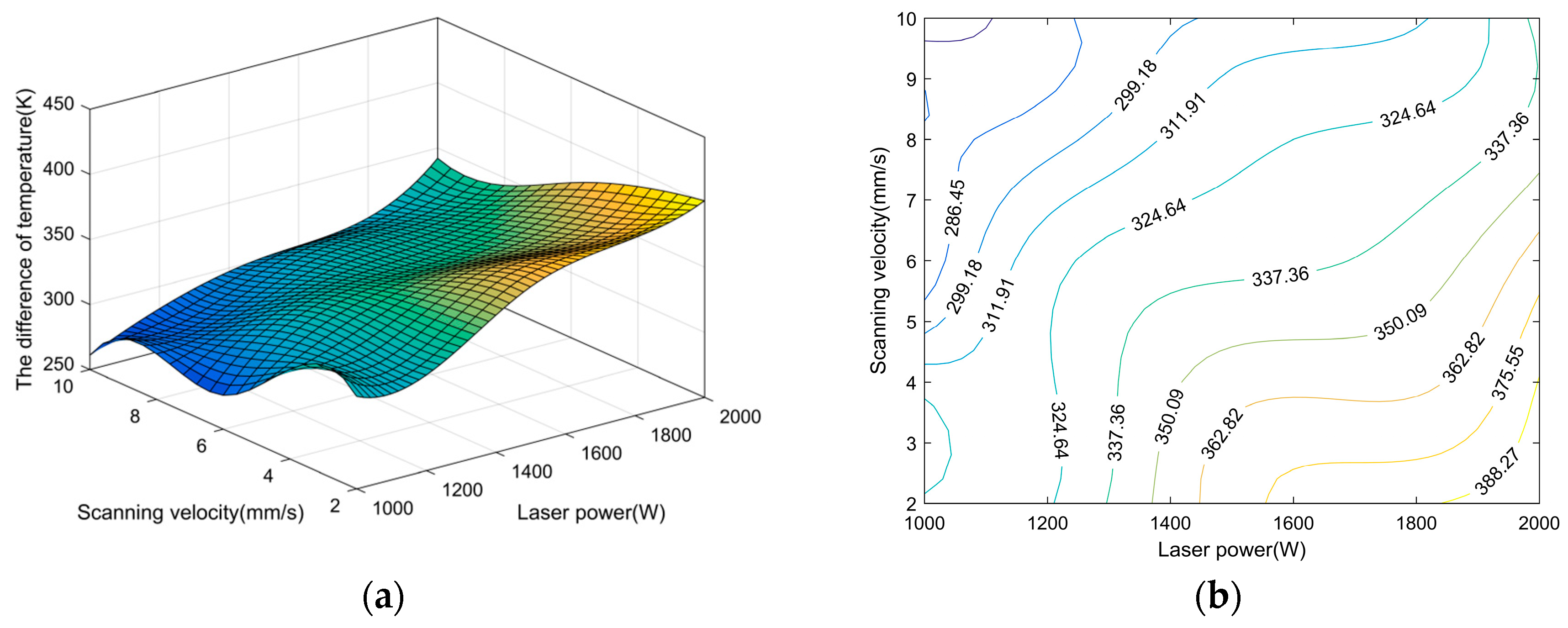
3.1. Influence of Process Parameters on Cladding Temperature
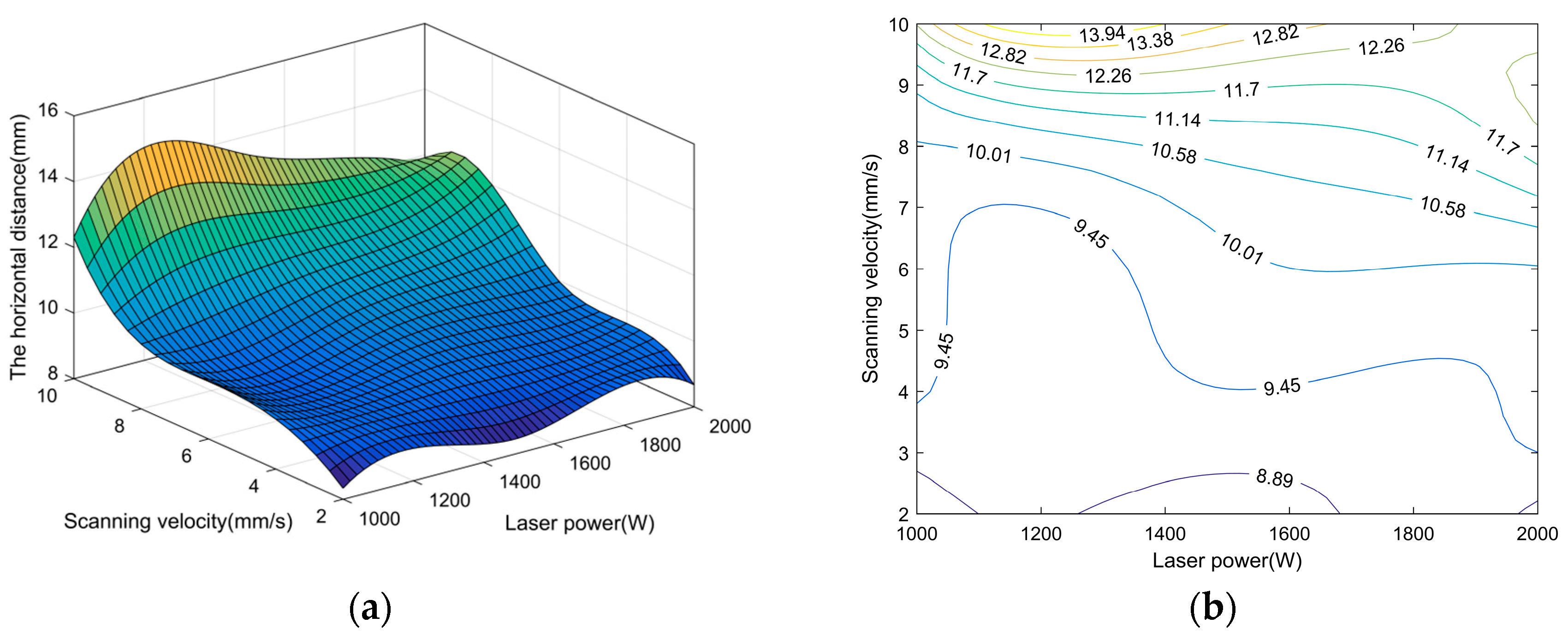
3.2. Influence of Process Parameters on the Cladding-Layer Height
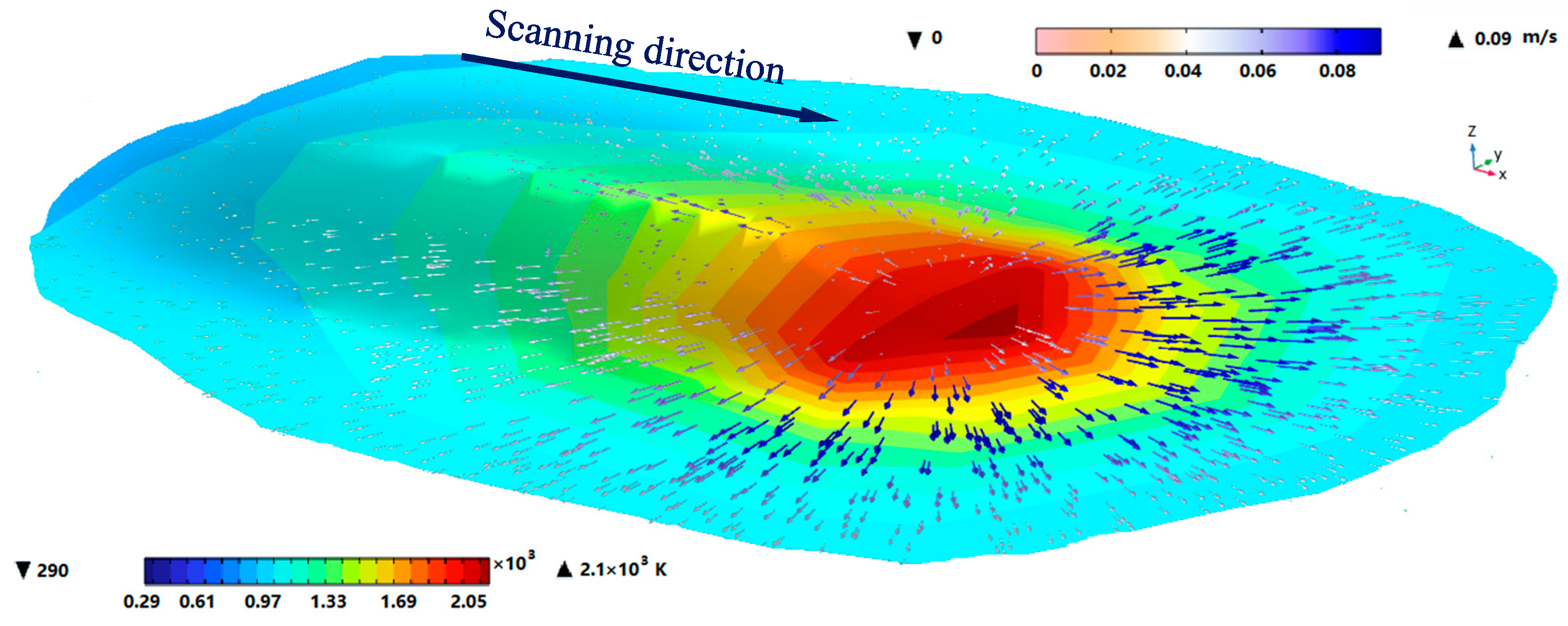
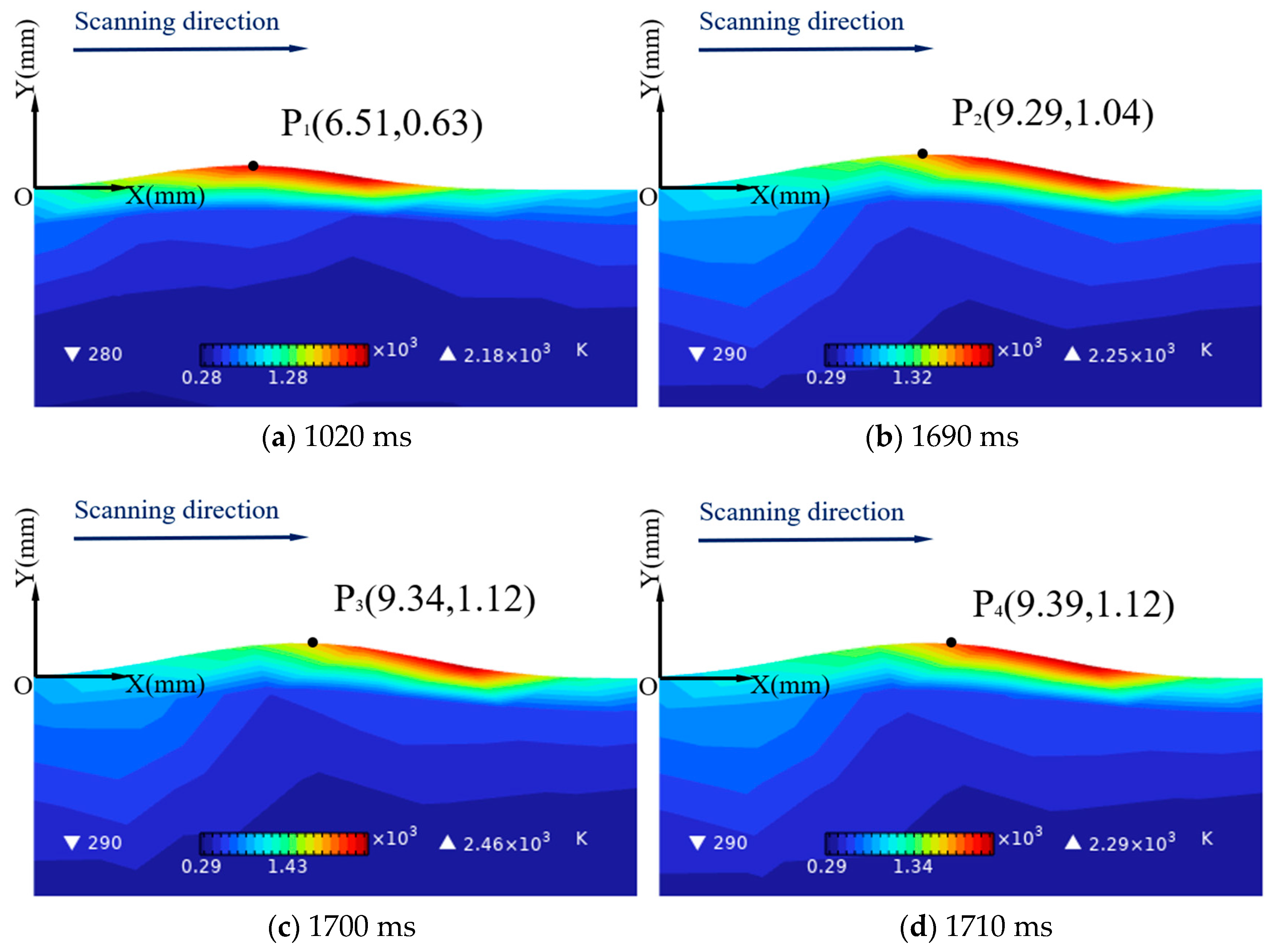
3.3. Mechanism of Influence of Cladding Layer for Temperature Distribution
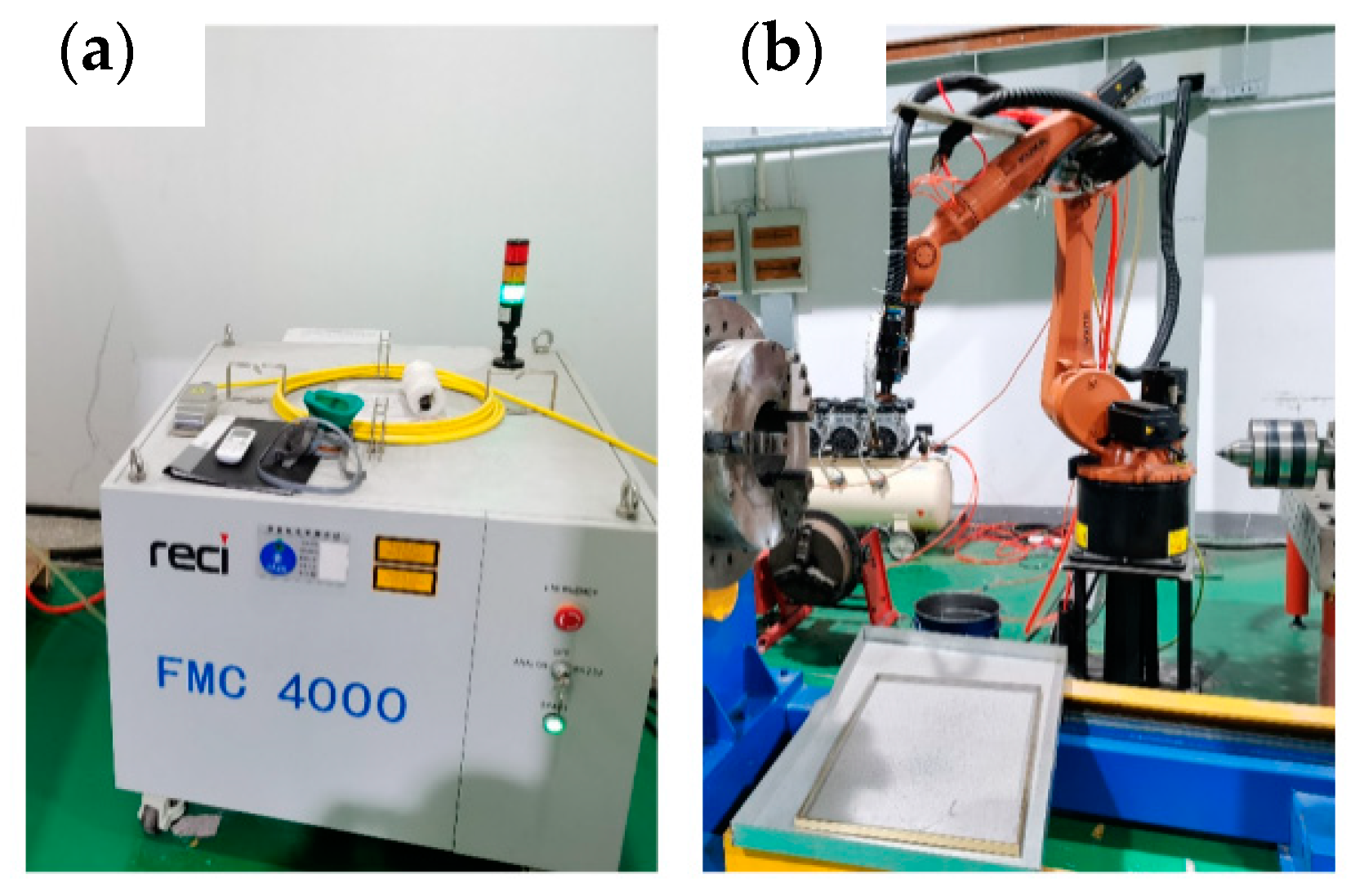
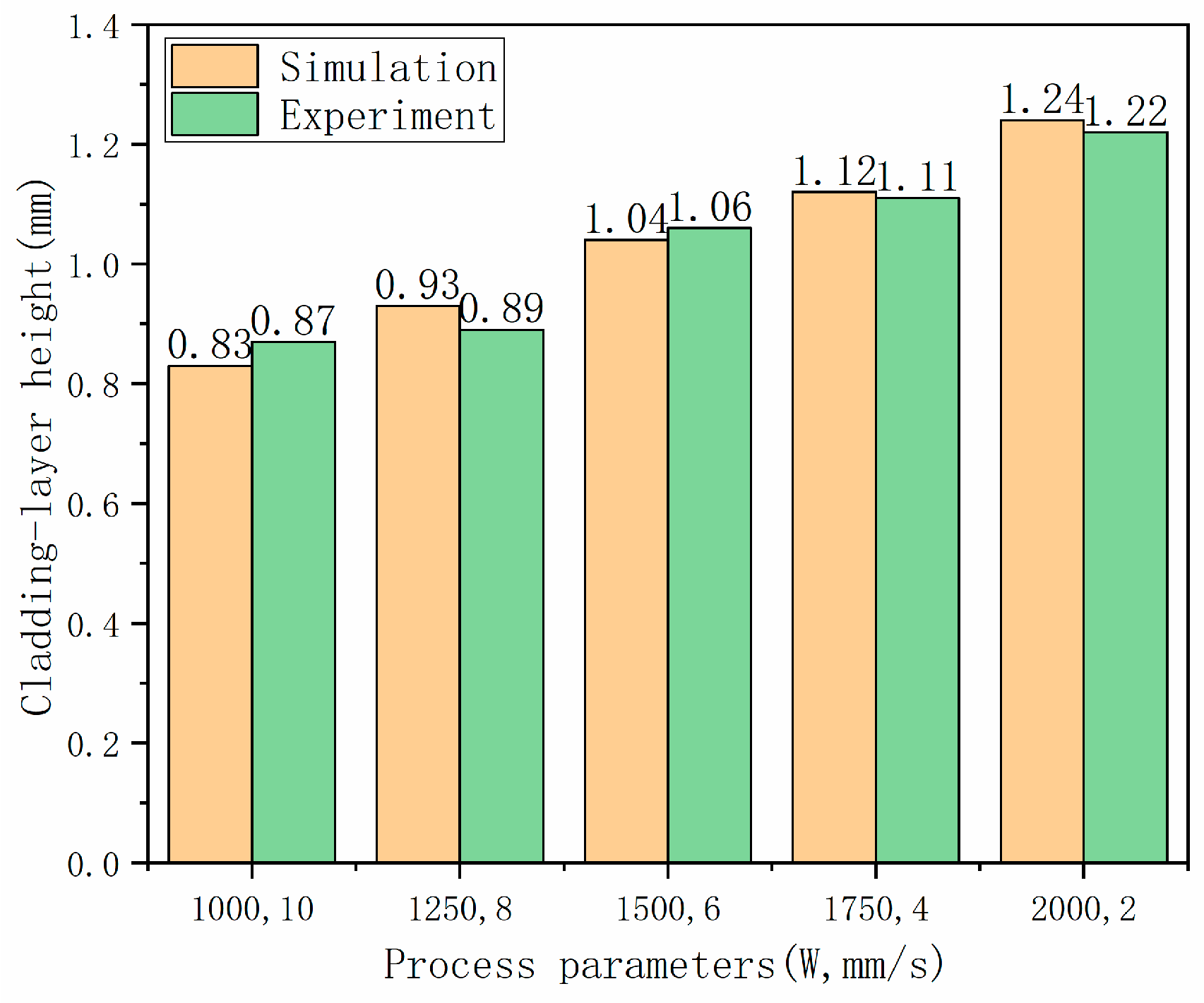
3.4. Verification Experiment
4. Conclusions
- The temperature distribution and cladding-layer height are mutually affected. The Marangoni effect produced by temperature distribution and its temperature gradient affects the height growth of the cladding layer. When the temperature-gradient value is great, the flow of the molten pool is obvious, and when the temperature is small, the viscosity of the molten pool is enhanced to form a solidification boundary. The growth of the cladding-layer height will affect the heat transfer of the laser heat source and ultimately affect the temperature distribution. The higher the constant height of the cladding layer, the stronger the thermal resistance effect, and the worse the heat-transfer effect of the laser heat source and the lower the substrate temperature.
- Laser power and scanning velocity jointly affect the laser-cladding temperature distribution. Using a higher laser power or a lower scanning velocity or a combination of higher laser power and lower scanning velocity process parameters can obtain a higher temperature. Using a combination of process parameters, including 2000 W laser power and 2 mm/s scanning velocity, results in the cladding layer reaching its maximum temperature of 2804 K, while the substrate reaches a maximum temperature of 2350 K.
- Laser power and scanning velocity jointly affect the cladding-layer height. Using higher laser power or lower scanning velocity or the combination of higher laser power and lower scanning velocity process parameters can obtain a higher cladding-layer height. The cladding-layer height reaches 1.12 mm, which the error is 1.0% when compared with the actual experimentation, with the process parameter combination of laser power of 1750 W and scanning velocity of 4 mm/s. Furthermore, with the comprehensive error being less than 5%, it indicates that the model has a certain guiding significance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, S.; Ning, J.; Zhu, L.; Yang, Z.; Yan, W.; Dun, Y.; Xue, P.; Xu, P.; Bose, S.; Bandyopadhyay, A. Role of porosity defects in metal 3D printing: Formation mechanisms, impacts on properties and mitigation strategies. Mater. Today 2022, 59, 133–160. [Google Scholar] [CrossRef]
- Yang, Z.; Zhu, L.; Wang, S.; Ning, J.; Dun, Y.; Meng, G.; Xue, P.; Xu, P.; Xin, B. Effects of ultrasound on multilayer forming mechanism of Inconel 718 in directed energy deposition. Addit. Manuf. 2021, 48, 102462. [Google Scholar] [CrossRef]
- Zhu, L.; Xue, P.; Lan, Q.; Meng, G.; Ren, Y.; Yang, Z.; Xu, P.; Liu, Z. Recent research and development status of laser cladding: A review. Opt. Laser Technol. 2021, 138, 106915. [Google Scholar] [CrossRef]
- Farayibi, P.; Abioye, T.; Murray, J.; Kinnell, P.; Clare, A. Surface improvement of laser clad Ti-6Al-4V using plain waterjet and pulsed electron beam irradiation. J. Mater. Process. Technol. 2015, 218, 1–11. [Google Scholar] [CrossRef]
- Paydas, H.; Mertens, A.; Carrus, R.; Lecomte-Beckers, J.; Tchuindjang, J.T. Laser cladding as repair technology for Ti-6Al-4V alloy: Influence of building strategy on microstructure and hardness. Mater. Des. 2015, 85, 497–510. [Google Scholar] [CrossRef]
- Raj, D.; Maity, S.R.; Das, B. Optimization of Process Parameters of Laser Cladding on AISI 410 Using MEREC Integrated MABAC Method. Arab. J. Sci. Eng. 2023, 49, 10725–10739. [Google Scholar] [CrossRef]
- Jie, D.; Wu, M.; He, R.; Cui, C.; Miao, X. A multiphase modeling for investigating temperature history, flow field and solidification microstructure evolution of FeCoNiCrTi coating by laser cladding. Laser Technol. 2024, 169, 110197. [Google Scholar] [CrossRef]
- Lv, H.; Li, X.; Li, Z.; Wang, W.; Yang, K.; Li, F.; Xie, H. Investigation on the columnar-to-equiaxed transition during laser cladding of IN718 alloy. J. Manuf. Process. 2021, 67, 63–76. [Google Scholar] [CrossRef]
- Tamanna, N.; Kabir, I.R.; Naher, S. Thermo-mechanical modelling to evaluate residual stress and material compatibility of laser cladding process depositing similar and dissimilar material on Ti6Al4V alloy. Therm. Sci. Eng. Prog. 2022, 31, 101283. [Google Scholar] [CrossRef]
- Chai, Q.; Fang, C.; Hu, J.; Xing, Y.; Huang, D. Cellular automaton model for the simulation of laser cladding profile of metal alloys. Mater. Des. 2020, 195, 109033. [Google Scholar] [CrossRef]
- Chen, L.; Zhao, Y.; Song, B.; Yu, T.; Liu, Z. Modeling and simulation of 3D geometry prediction and dynamic solidification behavior of Fe -based coatings by laser cladding. Opt. Laser Technol. 2021, 139, 107009. [Google Scholar] [CrossRef]
- Gao, J.; Wu, C.; Hao, Y.; Xu, X.; Guo, L. Numerical simulation and experimental investigation on three-dimensional modelling of single-track geometry and temperature evolution by laser cladding. Opt. Laser Technol. 2020, 129, 106287. [Google Scholar] [CrossRef]
- Izumi, T.; Arai, M. Numerical simulation of the 3D propeller repair process by laser cladding of SUS316L on SUS304. J. Manuf. Process. 2023, 98, 234–253. [Google Scholar] [CrossRef]
- Lee, Y.; Feldhausen, T.; Fancher, C.M.; Nandwana, P.; Babu, S.S.; Simunovic, S.; Love, L.J. Prediction of residual strain/stress validated with neutron diffraction method for wire-feed hybrid additive/subtractive manufacturing. Addit. Manuf. 2024, 79, 103920. [Google Scholar] [CrossRef]
- Li, C.; Yu, Z.; Gao, J.; Zhao, J.; Han, X. Numerical simulation and experimental study of cladding Fe60 on an ASTM 1045 substrate by laser cladding. Surf. Coat. Technol. 2019, 357, 965–977. [Google Scholar] [CrossRef]
- Li, J.; Li, H.N.; Liao, Z.; Axinte, D. Overlapped wire-fed laser cladding on inclined surfaces: An analytical model considering gravity and a model application. J. Mater. Process. Technol. 2022, 304, 117559. [Google Scholar] [CrossRef]
- Meng, G.; Zhang, J.; Li, J.; Jiang, Z.; Gong, Y.; Zhao, J. Impact of pore defects on laser additive manufacturing of Inconel 718 alloy based on a novel finite element model: Thermal and stress evaluation. Opt. Laser Technol. 2023, 167, 109782. [Google Scholar] [CrossRef]
- Nie, B.; Xue, Y.; Wang, X.; Ding, Y.; Fu, K.; Zhong, C.; Gui, W.; Luan, B. On the elemental segregation and melt flow behavior of pure copper laser cladding. Surf. Coat. Technol. 2023, 452, 129085. [Google Scholar] [CrossRef]
- Shen, C.; Li, C.; Guo, Y.; Liu, C.; Zhang, X.; Feng, X. Modeling of temperature distribution and clad geometry of the molten pool during laser cladding of TiAlSi alloys. Opt. Laser Technol. 2021, 142, 107277. [Google Scholar] [CrossRef]
- Song, B.; Yu, T.; Jiang, X.; Xi, W.; Lin, X. Development mechanism and solidification morphology of molten pool generated by laser cladding. Int. J. Therm. Sci. 2021, 159, 106579. [Google Scholar] [CrossRef]
- Thawari, N.; Gullipalli, C.; Vanmore, H.; Gupta, T. In-situ monitoring and modelling of distortion in multi-layer laser cladding of Stellite 6: Parametric and numerical approach. Mater. Today Commun. 2022, 33, 104751. [Google Scholar] [CrossRef]
- Wang, L.; Wang, S.; Zhang, Y.; Yan, W. Multi-phase flow simulation of powder streaming in laser-based directed energy deposition. Int. J. Heat Mass Transf. 2023, 212, 124240. [Google Scholar] [CrossRef]
- Wu, S.; Liu, Z.; Gong, Y.; Liang, X.; Wu, Y.; Zhao, X. Analysis of the sequentially coupled thermal-mechanical and cladding geometry of a Ni60A-25%WC laser cladding composite coating. Opt. Laser Technol. 2023, 167, 109595. [Google Scholar] [CrossRef]
- Xi, W.; Song, B.; Chen, L.; Liang, Y.; Yu, T.; Wang, J.; Sun, Q. Multi-track, multi-layer cladding layers of YCF102: An analytical and predictive investigation of geometric characteristics. Opt. Laser Technol. 2023, 167, 109696. [Google Scholar] [CrossRef]
- Yan, S.; Meng, Z.; Chen, B.; Tan, C.; Song, X.; Wang, G. Prediction of temperature field and residual stress of oscillation laser welding of 316LN stainless steel. Opt. Laser Technol. 2022, 145, 107493. [Google Scholar] [CrossRef]
- Youssef, D.; Hassab-Elnaby, S.; Al-Sayed, S.R. New 3D model for accurate prediction of thermal and microstructure evolution of laser powder cladding of Ti6Al4V alloy. Alex. Eng. J. 2022, 61, 4137–4158. [Google Scholar] [CrossRef]
- Han, T.; Ding, Z.; Feng, W.; Yao, X.; Chen, F.; Gao, Y. Effects of Process Parameters on Microstructure and Wear Resistance of Laser Cladding A-100 Ultra-High-Strength Steel Coatings. Coatings 2024, 14, 669. [Google Scholar] [CrossRef]
- Luo, D.; Liu, C.; Wang, C.; Wang, Y.; Wang, X.; Zhao, J.; Jiang, S. Optimization of multilayer laser cladding process parameters based on NSGA-II-MOPSO algorithm. Opt. Laser Technol. 2024, 176, 111025. [Google Scholar] [CrossRef]
- Mousa, M.; Osman, H.; Azab, A.; El-Gaddar, A.; Baki, F. Characterization of laser cladding functional coatings: An in-situ monitoring and variability analysis approach. Int. J. Adv. Manuf. Technol. 2024, 133, 1155–1183. [Google Scholar] [CrossRef]
- Farahmand, P.; Kovacevic, R. An experimental-numerical investigation of heat distribution and stress field in single- and multi-track laser cladding by a high-power direct diode laser. Opt. Laser Technol. 2014, 63, 154–168. [Google Scholar] [CrossRef]
- Meng, G.; Zhang, J.; Zhu, L.; Lan, Q.; Jiang, Z. Effect of process optimization on laser additive manufacturing of Inconel 718 alloy based on finite element analysis: Thermal and structural evaluation. Opt. Laser Technol. 2023, 162, 109261. [Google Scholar] [CrossRef]
- Hulka, I.; Uțu, I.D.; Avram, D.; Dan, M.L.; Pascu, A.; Stanciu, E.M.; Roată, I.C. Influence of the Laser Cladding Parameters on the Morphology, Wear and Corrosion Resistance of WC-Co/NiCrBSi Composite Coatings. Materials 2021, 14, 5583. [Google Scholar] [CrossRef]
- Liu, Y.; Li, Q.; Ren, Z.; Jiang, Z.; Luo, H.; Zhang, X. Effect of Process Parameters on Stress Field of Laser Additive Manufacturing. Machines 2022, 10, 1197. [Google Scholar] [CrossRef]
- Gui, X.; Gao, X.; Zhang, Y.; Wu, J. Investigation of welding parameters effects on temperature field and structure field during laser-arc hybrid welding. Mod. Phys. Lett. B 2022, 36, 2150467. [Google Scholar] [CrossRef]
- Etsion, I. State of the art in laser surface texturing. J. Tribol.-Trans. Asme 2005, 127, 248–253. [Google Scholar] [CrossRef]
- Yin, B.F.; Li, X.D.; Fu, Y.H.; Wang, Y. Research on Tribological Performance of Cylinder Liner by Micro-Laser Surface Texturing. Adv. Sci. Lett. 2011, 4, 1318–1324. [Google Scholar] [CrossRef]
- Zhou, J.; Shen, H.; Pan, Y.; Ding, X. Experimental study on laser microstructures using long pulse. Opt. Lasers Eng. 2016, 78, 113–120. [Google Scholar] [CrossRef]
- Gan, Z.; Yu, G.; He, X.; Li, S. Numerical simulation of thermal behavior and multicomponent mass transfer in direct laser deposition of Co-base alloy on steel. Int. J. Heat Mass Transf. 2017, 104, 28–38. [Google Scholar] [CrossRef]
- Chai, Q.; Zhang, H.; Fang, C.; Qiu, X.; Xing, Y. Numerical and experimental investigation into temperature field and profile of Stellite6 formed by ultrasonic vibration-assisted laser cladding. J. Manuf. Process. 2023, 85, 80–89. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Mo | V | P | S | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.3 | 1.0 | 0.4 | 5.1 | 1.5 | 0.9 | 0.02 | 0.02 | 90.76 |
| C | Cr | Mo | B | Si | Fe |
|---|---|---|---|---|---|
| 0.15 | 13.0 | 0.8 | 1.60 | 1.20 | 83.25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, C.; Zhu, Y.; Chen, W. Numerical Investigation of the Effects of Process Parameters on Temperature Distribution and Cladding-Layer Height in Laser Cladding. Coatings 2024, 14, 1020. https://doi.org/10.3390/coatings14081020
Deng C, Zhu Y, Chen W. Numerical Investigation of the Effects of Process Parameters on Temperature Distribution and Cladding-Layer Height in Laser Cladding. Coatings. 2024; 14(8):1020. https://doi.org/10.3390/coatings14081020
Chicago/Turabian StyleDeng, Chenyun, Yingxia Zhu, and Wei Chen. 2024. "Numerical Investigation of the Effects of Process Parameters on Temperature Distribution and Cladding-Layer Height in Laser Cladding" Coatings 14, no. 8: 1020. https://doi.org/10.3390/coatings14081020