Abstract
Composite coatings based on chromium carbide (Cr3C2) and nickel–chromium alloys (NiCr) are widely used due to their unique properties, including high heat resistance, wear resistance and corrosion resistance. This article studies the structural–phase and physical–mechanical characteristics of Cr3C2-NiCr composite coatings applied by high-velocity oxygen fuel to E110 zirconium alloy. The HVOF method was chosen to create coatings with high adhesion to the substrate and excellent performance properties. Analysis of the microstructure of the cross-section showed the thickness of the modified surface layer from 75 to 110 μm, depending on the processing modes. Energy dispersive X-ray spectral analysis revealed the presence of elements Cr, Ni, C and O in the coating composition. Structural–phase analysis confirmed the formation of coatings with a high concentration of Cr3C2 carbide particles and NiCr (nickel–chromium) phases. The resulting composite coatings based on Cr3C2-NiCr had a significantly high microhardness, ranging from HV 1190 to HV 1280, and the friction coefficient varied in a significant range from 0.679 to 0.502 depending on the processing conditions. The maximum adhesion strength was 9.19 MPa per square centimeter.
1. Introduction
Modern industry and science are faced with the need to develop and use new materials that can provide high reliability and efficiency under extreme operating conditions. One of the key areas in this field is the creation of composite materials and coatings with unique physical, chemical and mechanical properties. Particularly relevant are the materials that can withstand high temperatures, mechanical loads, aggressive environments and radiation exposure. In this context, coatings based on chromium carbides are characterized by a combination of properties such as resistance to wear at high temperatures by abrasive particles and hard surfaces, high resistance to fretting corrosion and in aggressive environments, heat resistance at temperatures up to 950 °C and resistance to radiation [1]. To apply cermet coatings with chromium carbides, mechanical mixtures of Cr3C2 with metals such as Ni, Co, Ni + Cr and NiCr with different combinations of component contents are usually used [2,3,4]. The adding of nickel–chromium alloys to Cr3C2 improves its mechanical properties, expanding the practical applications of such coatings. Cr3C2-NiCr coatings are widely used in industry for protection against wear and high temperatures, making them particularly important in a variety of industries, including aviation, energy, metallurgy and mechanical engineering [5,6,7].
There are several coating methods using Cr3C2-NiCr, among which the most effective and promising are plasma spraying, detonation spraying and, especially, HVOF. The HVOF method is a new method based on the continuous combustion of a combustible gas with oxygen in order to obtain a high-velocity (supersonic) jet at the outlet of the burner. The powder is introduced into the gas stream, with which it is heated, accelerated (usually more than 5 sound speeds) and directed to the workpiece. The working process in a high-velocity spray burner is similar to the working process in a rocket engine [8,9,10]. HVOF is based on the use of supersonic jets of combustion products of hydrocarbon fuels [11].
Studying the structure and properties of such coatings is a key aspect for understanding their behavior under various operating conditions and optimizing their application in various industrial sectors, including nuclear power, aviation, power generation and mechanical engineering [12]. The obtained results can be useful for developing new technologies and improving the safety and efficiency of technically complex systems and devices.
In recent decades, HVOF coatings have become one of the most important areas in the field of surface strengthening of materials, especially in applications requiring high wear resistance, thermal stability and corrosion resistance. The use of composite coatings based on chromium carbide and nickel–chromium alloys in various industries, such as energy and aviation, demonstrates their significant potential for improving production processes and extending the life of components operating under extreme conditions [13].
Technical research aimed at optimizing the application process and adapting composite coatings to the specific requirements of various industrial applications plays a key role in the development of modern technologies [14]. The HVOF method ensures a high precision of application and uniform distribution of the material, which significantly increases the quality and durability of the resulting coatings.
Particular attention in the research is paid to the analysis of the structural and phase characteristics of Cr3C2-NiCr coatings, such as the microstructure and phase composition. These parameters directly affect the mechanical properties of coatings, their adhesion to the substrate and their resistance to mechanical wear under various operating conditions.
In the context of nuclear power, where safety and reliability are paramount priorities, the use of Cr3C2-NiCr coatings on zirconium substrates represents a promising solution to improve the protective properties of fuel cells during an accidental loss of coolant. This opens up new opportunities for developing innovative solutions in the field of nuclear safety and increasing the operating efficiency of nuclear reactors [15].
So, this study is aimed at further examining and optimizing the technological parameters of the process of applying Cr3C2-NiCr composite coatings using the HVOF method onto zirconium surfaces. The obtained results will not only expand our understanding of the impact of the deposition process on the properties of coatings, but will also provide important information for the development of new materials and technologies in high-tech industries.
The purpose of this article is to study the process of applying Cr3C2-NiCr coatings using the HVOF method onto the surface of E110 zirconium, with subsequent analysis of their structural–phase and mechanical properties. Attention is paid mainly to optimizing the technological parameters of the application process in order to achieve maximum efficiency and durability of the coatings under conditions of high temperatures and mechanical loads.
2. Materials and Methods
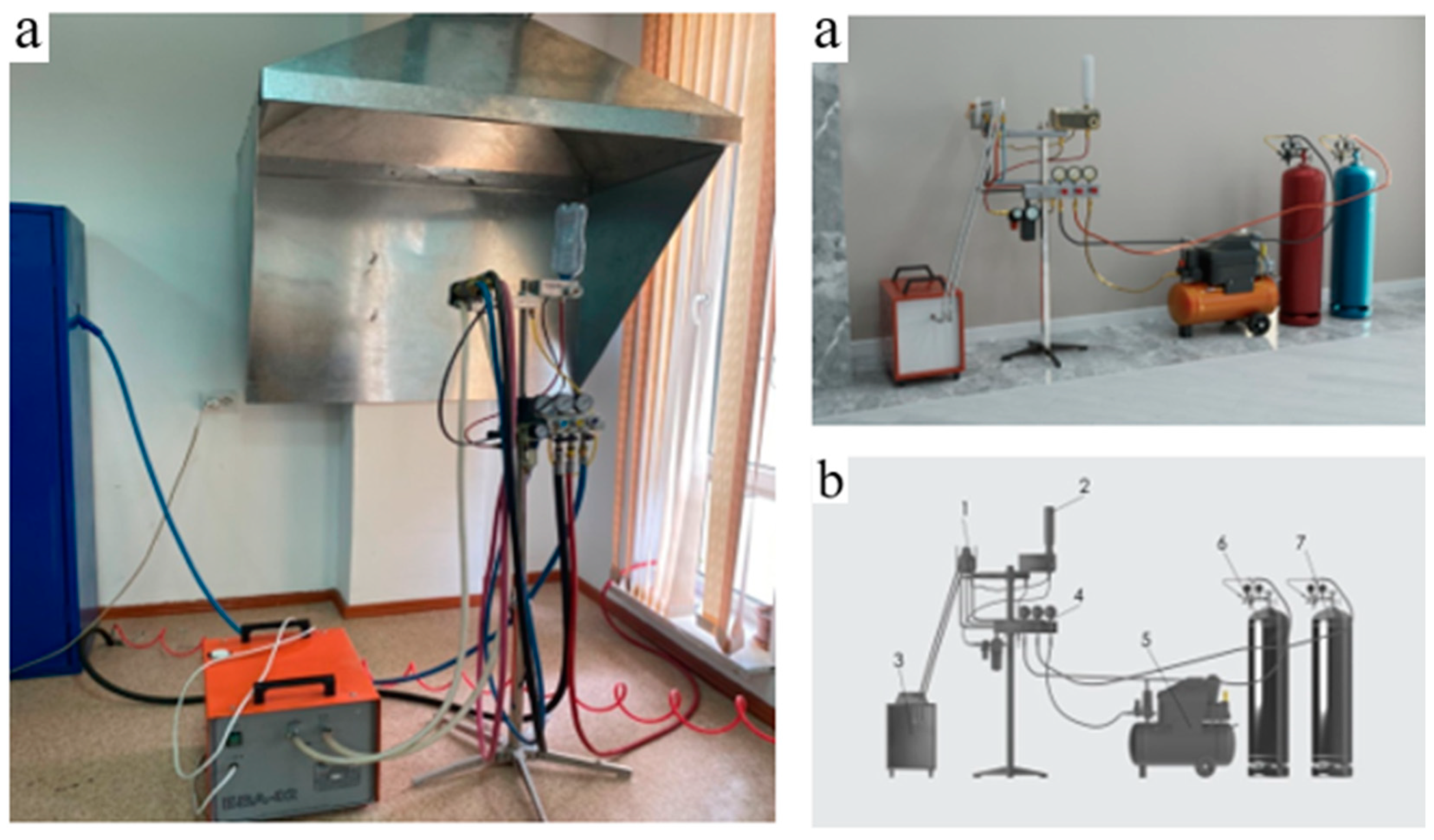
This study conducted using nanosized chromium-based powder Cr3C2-NiCr and the HVOF method with the use of Termika-3 installation equipment (Figure 1) represents a significant step toward optimizing the process of applying high-strength coatings.
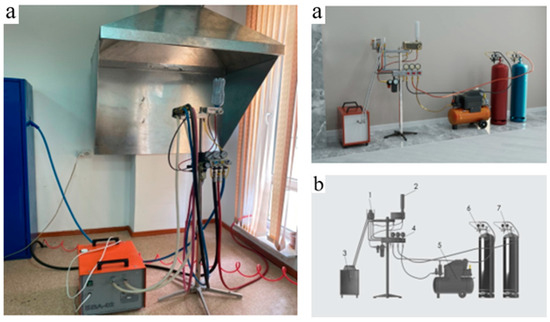
Figure 1.
Appearance (a) and block diagram (b) of installation for high-velocity HVOF spraying: 1—burner, 2—powder dispenser, 3—chiller, 4—gas control panel, 5—compressor, 6—gas in cylinder (C3H8) and 7—gas in cylinder (O2).
The main advantages of the high-velocity particle deposition method are its low oxide content and the compressed state of the applied coating, resulting in the formation of very strong bonds between the particles and allowing for their highest density to be achieved. When using HVOF technology, the required impact resistance and durability are achieved for the coatings such as chromium carbide CrC-NiCr and tungsten carbide WC-Co [16]. The maximum jet temperature in operating mode reaches 2850 °C. The HVOF process parameters have been optimized to achieve an optimal coating performance. This included controlling the pressure, powder feed rate, and distance between the atomizer and the substrate (Table 1).

Table 1.
HVOF modes for coating application.
E110 zirconium samples of standard sizes were used as substrates for applying the Cr3C2-NiCr coating. The surface was previously prepared using mechanical processing and cleaning methods and was sandblasted for 2 min. Cr3C2-NiCr powder, which has the optimal composition and particle size for the HVOF process, was used as the coating material (Table 2).
Table 2.
Powder certificate.
The use of a scanning electron microscope is justified by its significant focusing depth compared to an optical microscope, as well as the ability to capture images from different angles. Analysis of the structural elements of the sprayed coatings using a scanning electron microscope JSM-6060 (JEOL, Tokyo, Japan) with an attachment for micro-X-ray spectral analysis complements our understanding of their microstructure and composition. This allows us to evaluate the homogeneity and uniformity of the phase distribution in the coatings, which is essential for establishing the predictability of their mechanical and tribotechnical properties under various operating conditions.
This makes it possible to obtain combined images of both the surface and sections of the samples. Scanning electron microscope image data demonstrate the microstructure of a metal alloy at high resolution. To analyze the structure of the coatings, a high-resolution scanning electron microscope JSM-6060 (JEOL, Tokyo, Japan) with an attachment for micro-X-ray spectral analysis was used, which made it possible to study the microstructure and composition of the samples in detail.
X-ray diffraction studies were carried out on a general-purpose X’PertPRO diffractometer ((Philips Corporation, Amsterdam, The Netherlands) containing a software package for processing and analyzing the obtained data) using CuKα radiation (l = 1.5418 Å) to determine the crystalline phases and structural parameters of the coatings accurately.
The microhardness of the samples was measured using an HLV-1DT type device (Shimadzu Corporation, Kyoto, Japan). The principle of device operation is based on pressing a diamond pyramid into the material being studied under a load of 0.10 N and measuring the linear value of the diagonal of the resulting imprint. When examining a metal object, the distance from the center of the print to the edge of the object, or between the centers of adjacent prints, was at least the length of two diagonals of the print.
The wear resistance of the samples was studied using a “High Temperature Tribometre”, THT-S-BE-0000, and CSM instruments while friction occurred as a result of the indenter on the surface of the sample. A quantitative assessment of the wear rate of the samples and counterbody was carried out in accordance with the ASTMG99 standard [17]. To determine the friction coefficient, the following conditions were applied:
- –
- Ball radius—3.00 mm;
- –
- Vertical load—6.00 N;
- –
- Linear speed of the ball—3.00 cm/s;
- –
- Data recording frequency—50.0 Hz;
- –
- Test temperature—21.52 °C.
These conditions made it possible to accurately determine changes in the coefficient of friction depending on the length of the friction path, which is critical when analyzing the wear resistance of materials. To study the adhesive properties of various systems, the peel adhesion test method was chosen using an Elcometer 510 hydraulic adhesion meter (Elcometer Instruments, Manchester, UK) conforming to ASTM D4541-22. The following conditions were used to determine the strength of the adhesive coatings:
- –
- Target rate of 1.00 MPa/s;
- –
- Dolly size of 20 mm;
- –
- Hold time of 0.50 s.
The tests to determine the adhesion of the coating using the normal peel method were carried out in accordance with GOST 32299-2013 (ISO 4624: 2002)
Corrosion resistance was studied using a CS300 potentiostat-galvanostat. The coatings were tested with an open area of 1 cm² at room temperature (25 °C) in a 3.5% NaCl solution (by mass). A three-electrode system was used in the experiment: a silver chloride electrode was used as a reference electrode and a platinum electrode was used as an auxiliary electrode. The corrosion potential and current density were determined from the polarization curves using the Tafel extrapolation method for four samples. The tests were repeated three times and the results were analyzed using CS Studio6 software (version 6.3).
Such an integrated approach to the research allows not only for a better understanding of the features of the formation processes and characteristics of Cr3C2-NiCr coatings, but also offers insight into optimizing their properties for various applications in high-tech industries, such as energy, aviation and others [18]. The data obtained as a result of our research on the structure, microhardness and wear resistance of Cr3C2-NiCr coatings deposited by the HVOF method provide important information for the development of new technologies in the field of protective coatings. Optimization of the application processes and analysis of the coating characteristics facilitate their use under the conditions of high loads and extreme temperatures, which is relevant for modern industrial applications.
3. Results
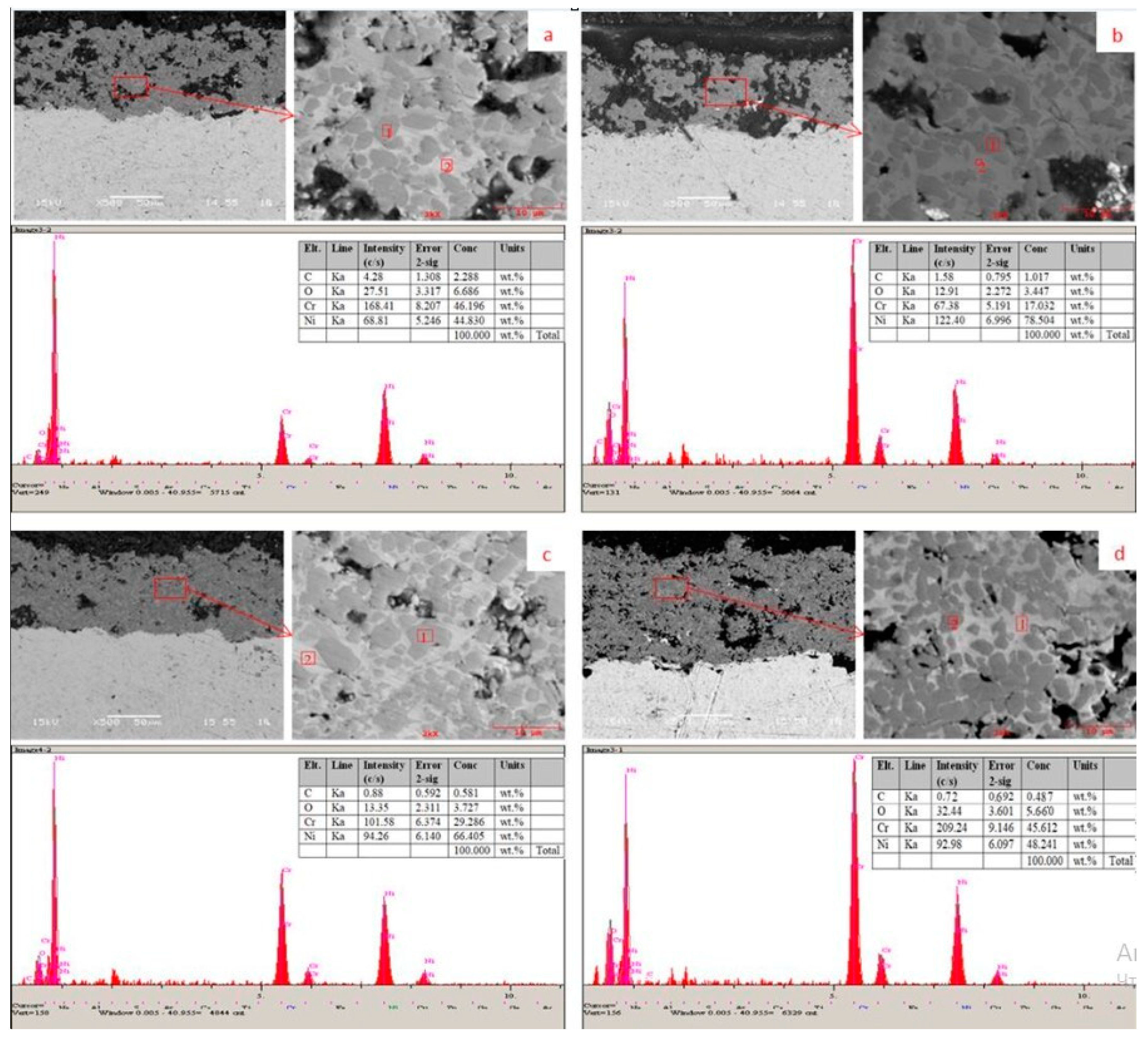
Our research has shown that the use of the above spraying modes makes it possible to form a fairly dense, uniform coating. The thickness of the resulting coatings ranges from 75 to 110 microns, depending on the coating application modes (Figure 2). The resulting coatings are evenly distributed over the entire surface of the samples and there is no columnar structure. There is also no delamination observed between the coatings and the substrate, which indirectly confirms the adhesive properties of the coating.
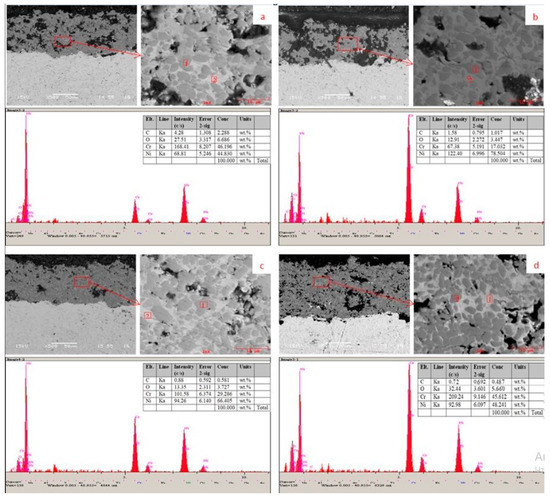
Figure 2.
SEM image and EDX analysis of cross-sectional morphology of Cr3C2-NiCr coatings. (a–d) see Table 1.
The study of the coatings’ elemental composition has shown the presence of peaks corresponding to the reflection of the elements Cr, Ni, C and O included in the composition of the Cr3C2-NiCr composite powder. Semi-quantitative analysis of the element content in the coatings gives the following values: Cr from 17.032 to 83.835, Ni from 44.83 to 78.504, C from 0.581 to 7.038, and O from 3.447 to 9.127. It has been found that the predominant element in the composition of region 1 of the coatings is chromium (60 at.%); the predominant elements in the composition of region 2 are nickel (25 at.%) and carbon (5%). Oxygen detection in the coatings may be due to the process being carried out in open air, where the sprayed material can easily react with oxygen in the air. Thus, the results of the energy-dispersive analysis confirmed the sequence of the metal coating layers specified during manufacturing.
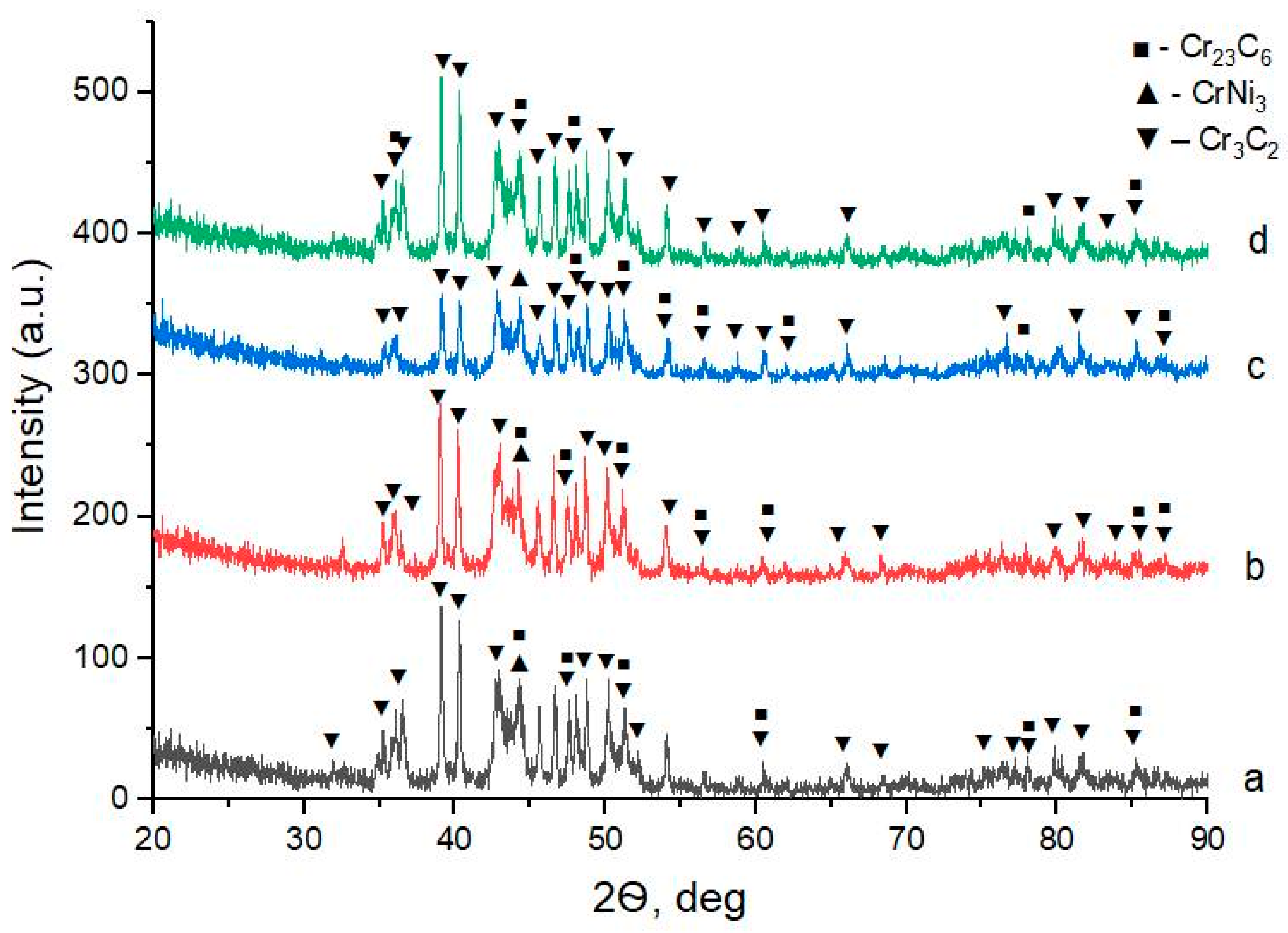
The study of the phase composition of the sprayed coatings using X-ray diffraction phase analysis has shown the presence of several key phases, including a solid solution of carbon in chromium (Cr23C6) with a cubic lattice (space group Fm-3m) and lattice parameters a = 10.6600 Å. The Cr3C2 phase with an orthorhombic lattice (space group Pnma) and lattice parameters a = 5.5400 Å, b = 2.8330 Å and c = 11.4940 Å has also been identified, known for its excellent mechanical and physical properties, which makes it valuable for a wide range of industrial applications. Additionally, a CrNi3 phase with a cubic lattice (space group Fm-3m) and the lattice parameter a = 3.5400 Å has been discovered, which has a high melting point, excellent corrosion resistance, good thermal conductivity and mechanical strength. However, the NiCrO4 phase with a tetroganal lattice (space group I41/amd) and lattice parameters a = 5.5380 Å, b = 5.5380 Å and c = 8.4350 Å has not been detected in the original powders (Figure 3). These results are confirmed by local analysis of the structural elements of the sprayed coatings using the SEM method, which allows for a more detailed study of the microstructure and composition of the samples. Understanding the composition and phase structure of Cr3C2-NiCr coatings obtained by HVOF on E110 zirconium alloy is critical for optimizing their properties and application under the conditions of high temperatures, abrasive wear and aggressive corrosion in various industries [19].
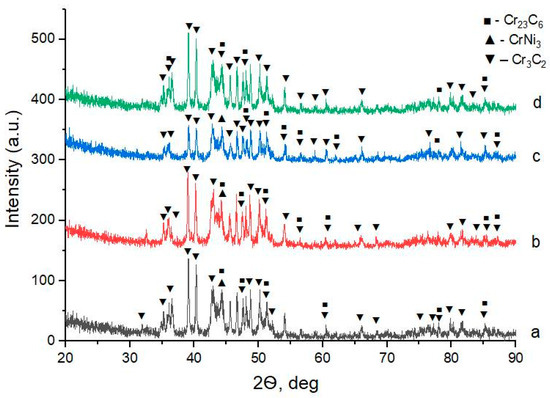
Figure 3.
Results of X-ray phase analysis of Cr3C2-NiCr coatings obtained by HVOF method. (a–d) see Table 1.
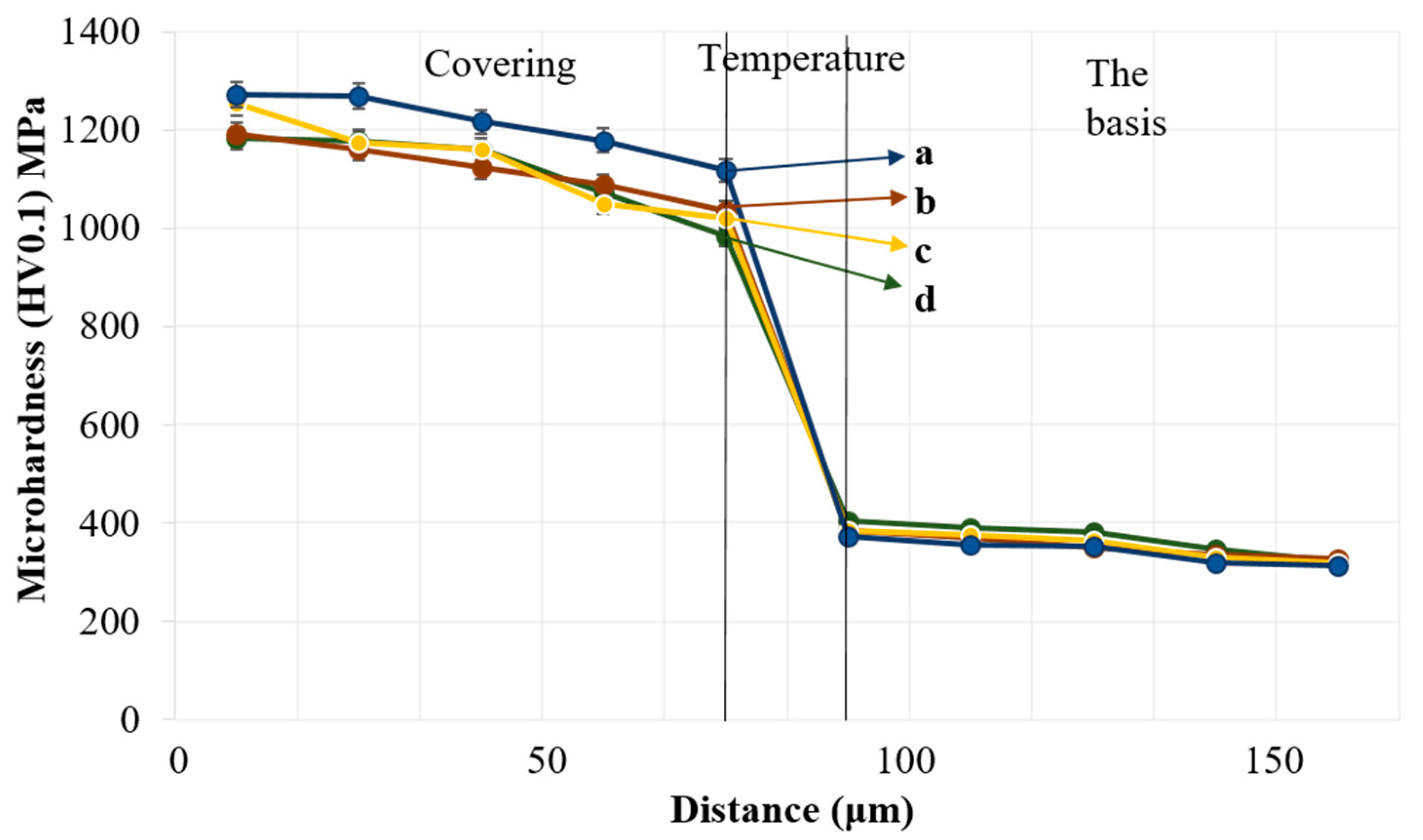
The microhardness of coatings is largely determined by their composition. The thickness of the applied coatings obtained using the Termika-3 installation equipment via the HVOF method ranged from 75 to 110 microns, depending on the coating application modes. Moreover, all coatings are characterized by an increased fluctuation in their microhardness across the cross-section, with a significant spread of values from 1190 to 1280 HV, depending on the modes of the coating application. The values of the microhardness of the coatings and the transition zone between the coating and the base, as shown in Figure 4, have shown that a transition zone with an increased microhardness is formed at the coating–base boundary, which may indicate the diffusion of alloying elements and the temperature effect. This effect is partly due to the temperature impact during application and operation, which emphasizes the importance of controlling thermal conditions during the formation of coatings.
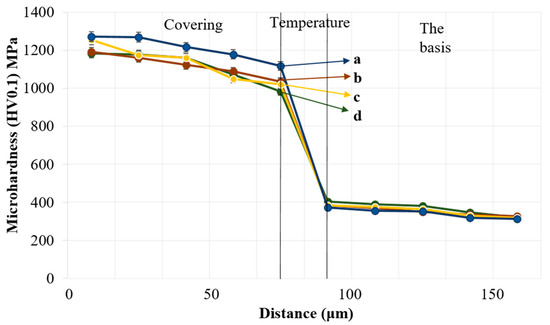
Figure 4.
Microhardness distribution from the surface layer to the core of the samples. (a–d) see Table 1.
In addition, differences in the composition and structure of the combined phases of chromium carbide and chromium–nickel in different areas of the coating can significantly affect its microhardness [20]. These factors should be considered when selecting optimal application process parameters and when tailoring coatings for specific industrial applications that require high resistance and durability under harsh operating conditions.
The coefficient of friction plays a decisive role not only in the wear resistance of materials, but also in their structural stability under various operating conditions. The wear resistance of materials depends on their mechanical properties, such as strength and hardness. Increasing these characteristics leads to increased wear resistance. In this case, the greatest effect from strengthening metal materials is achieved if the structure contains a large number of fine inclusions. The wear rate of contacting materials is affected by the friction coefficient: the lower it is, the lower the wear rate. A decrease in the friction coefficient is facilitated by the presence of finely dispersed inclusions of solid phases in the structure [21]. Currently, the criterion for the wear resistance of coatings is their high hardness. However, the structure of the surface-modified layer that corresponds to maximum wear resistance and the structure that corresponds to maximum hardness are not always the same. Wear resistance is a structure-sensitive characteristic [22]. In the process of friction, the structure and properties of the material in the zone of surface plastic deformation change, creating a friction structure that controls the degree of wear. In turn, the structure of the deformation zone during friction depends on the morphology of the resulting coating.
Depending on the microhardness of the coatings, tribological studies were carried out using the above method. The main characteristic obtained during the research was the friction coefficient, as well as the nature of its change over time. The parameters for the compared materials are shown in Figure 5.
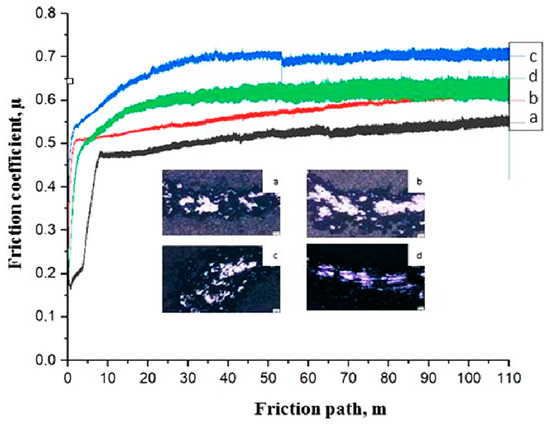
Figure 5.
The dependence of the friction coefficient of the coatings on the length of the friction path. (a–d) see Table 1.
The dependence of the friction coefficient on the friction path for this coating is presented in Figure 5. The results of this study have shown that the coefficient of friction for the coatings varied over a significant range from 0.679 to 0.502, depending on the technological conditions such as atmospheric pressure. If the value of the friction coefficient at an atmospheric pressure of 3.0 bar is 0.679 (Figure 5c), it decreases to 0.502 at an atmospheric pressure of 2.2 bar (Figure 5a). The most likely reason for the improvement in the tribological characteristics of the Cr3C2-NiCr composite coatings is the formation of high-strength phases, such as Cr23C6, Cr3C2, CrNi3 and NiCrO4, and an increase in their amount in the modified coating layer. This confirms the importance of the chemical composition and structural organization of coatings in the context of their friction and wear. Surface layer morphology also plays an important role in the tribological properties of coatings. It determines the structural features of the deformation zone during friction and, therefore, affects the friction coefficient [23]. The structure that provides maximum wear resistance may be different from the structure that provides maximum hardness. This is due to the complex interaction between the chemical composition, phase components and mechanical properties of coatings [24]. Thus, the obtained results not only illustrate the effect of the friction path length on the friction coefficient, but also highlight the importance of further research in the field of optimizing the tribological properties of coatings to improve their efficiency and durability under various operating conditions.
One of the important aspects of ensuring the quality of coatings is their adhesion to the base material. To improve the adhesive connection, the surface of the coating in the place where the counterpart was glued was treated with sandpaper, secured and degreased with ethyl alcohol. The glue was applied according to the manufacturer’s instructions. Araldite epoxy adhesive was applied in an even layer to the surface of the counterpart with a diameter of 20 mm, then it was pressed against the coating and held until the glue cured, ensuring the alignment of the bonded surfaces. The tests were carried out no earlier than 24 h after gluing the counterpart. To measure the adhesion, the counterpart was placed in a special adhesion meter device. The adhesive meter’s thrust mechanism was hooked onto the counterpart and by pressing the handle, a normal tearing force was applied, the magnitude of which was recorded on the instrument scale. It should be noted that non-compliance of the coating with the operational conditions of its application (for example, climatic conditions), insufficient quality of surface preparation and other violations of the application technology lead not only to a decrease in its efficiency and reliability, but also to defective coatings [25,26,27].
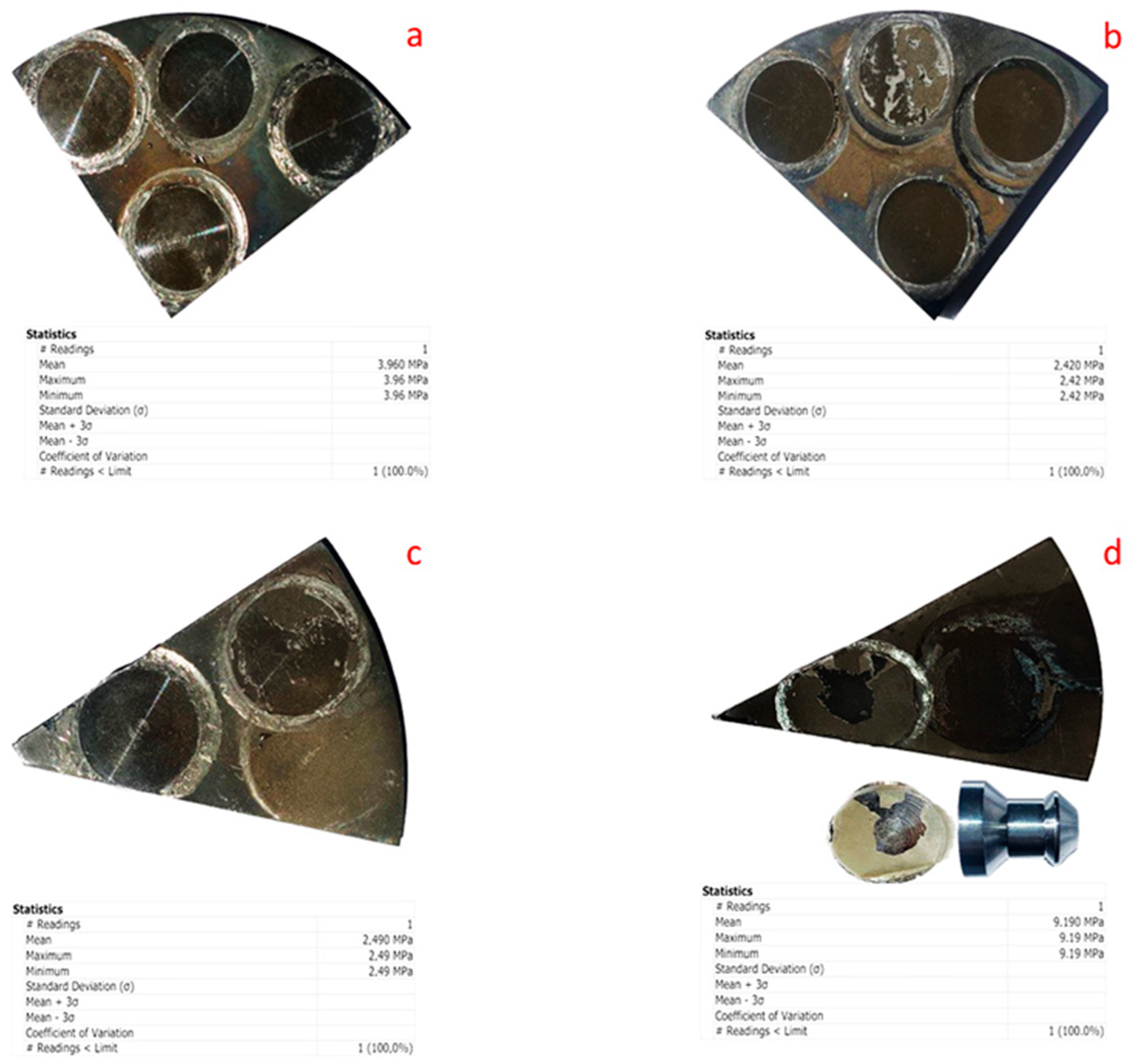
As a result of the experiment, it was found that the maximum adhesion strength of sample (d) (Figure 6) at adhesion rupture is 9.19 MPa per square centimeter. It is important to note that even with this value of strength, the surface of the sample was not damaged, which indicates high adhesion of the coating to the base material.
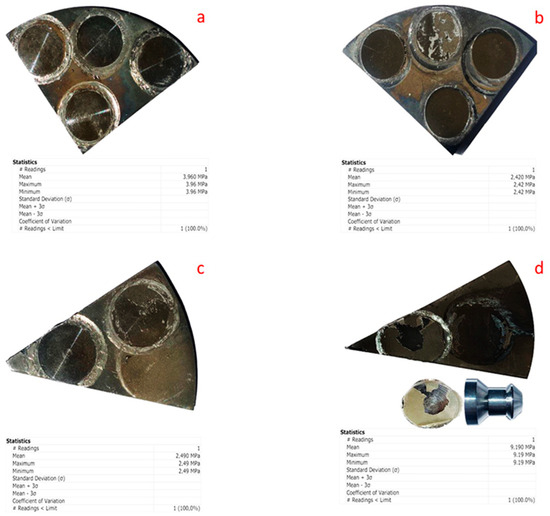
Figure 6.
Adhesion testing using the peel-off method for the Cr3C2-NiCr coatings obtained through the HVOF method. (a–d) see Table 1.
Figure 6a clearly shows where the counterpart was attached and shows that the surface of the sample remained undeformed upon tearing off. This indicates effective adhesion between the coating and the base material, with only the adhesive coming off, maintaining the integrity of the coating.
The average adhesion strength for all samples is 3.47 MPa. Figure 6b,c also show that the coatings of these samples were not damaged by the adhesion tests.
Thus, the test results confirm the high peel resistance of the Cr3C2-NiCr coatings obtained via the HVOF method, which makes them promising for use under conditions of high loads and aggressive operation.
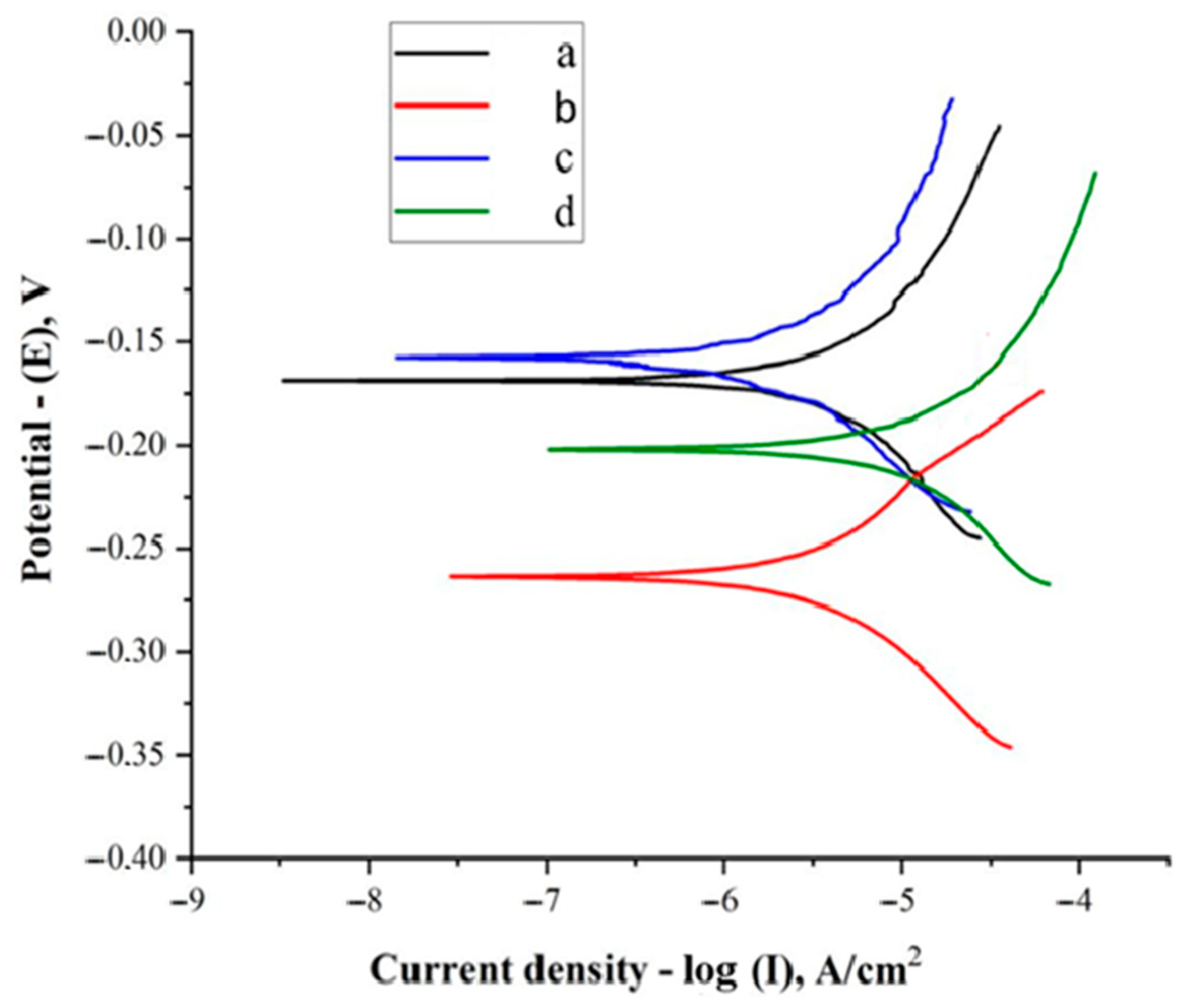
Figure 7 shows the results of the corrosion tests. To obtain the electrochemical parameters, the Tafel area of both cathodic and anodic branches was extrapolated, and the intersection point of these two lines was used to determine the corrosion current density (Icorr)and corrosion potential (Ecorr). The detailed results are presented in Table 3.
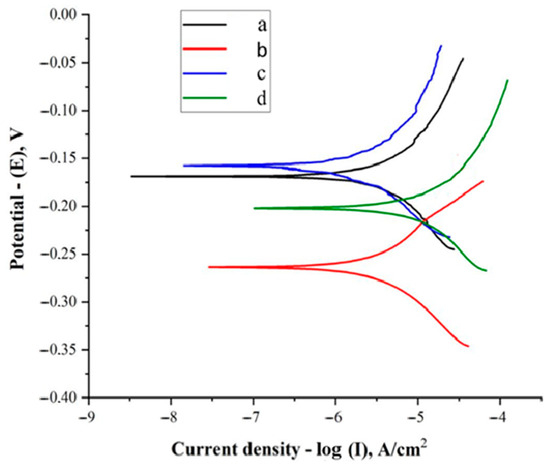
Figure 7.
Potentiodynamic polarization curves of Cr3C2-NiCr coatings. (a–d) see Table 1.
Table 3.
Corrosion test results.
According to the results of Table 3, the corrosion current density of the Cr3C2-NiCr coatings obtained under mode (c) is the lowest. Consequently, according to the direct correlation of the corrosion current density with the corrosion rate and the inverse correlation with the corrosion resistance, we can conclude that the corrosion rate of this sample is lower than that of other samples, and its corrosion resistance is high. On the microscopic images, it can be seen that sample (c) has a more homogeneous and dense coating, which helps to prevent the penetration of moisture and aggressive substances inside the coating, which in turn increases its corrosion resistance. It can also be seen that the sample obtained under mode (d) has the highest corrosion current density (the highest corrosion rate) and the lowest polarization resistance.
4. Conclusions
This paper presents the results of a study of the structural–phase and physical–mechanical characteristics of Cr3C2-NiCr composite coatings deposited using the HVOF method on E110 zirconium alloy. The main conclusions drawn in this work are as follows:
- –
- It has been established that the thickness of the coatings ranges from 75 to 110 microns, depending on the application conditions. Semi-quantitative analysis of the element content in the coatings has shown the following values: Cr from 17.032 to 83.835, Ni from 44.83 to 78.504, C from 0.581 to 7.038, and O from 3.447 to 9.127;
- –
- Composite coatings based on Cr3C2-NiCr have a significantly high microhardness compared to the target substrate, which is largely due to the formation of carbides (Cr7C3, Cr3C2, Cr23C6);
- –
- It was found that the friction coefficient of the coatings varies from 0.679 to 0.502 depending on the application parameters such as atmospheric pressure. The resulting coatings have demonstrated excellent metallurgical adhesion to the zirconium substrate. The maximum adhesive strength at adhesion rupture is 9.19 MPa per square centimeter. This shows that all coatings are highly adhesive and have a layered structure characteristic of thermal spraying;
- –
- When comparing the Icorr values of the samples, it was found that sample (c) demonstrated the best corrosion resistance.
Author Contributions
Conceptualization, B.R., A.K. (Aidar Kengesbekov), S.K. and B.S.; investigation, D.K., K.K., A.K. (Abil Kurmantayev), M.D. and B.S.; writing—original draft preparation, B.R., S.K. and D.K.; writing—review and editing, B.R., S.K., D.K. and B.S.; visualization, S.K.; project administration, K.K.; funding acquisition, A.K. (Abil Kurmantayev) All authors have read and agreed to the published version of the manuscript.
Funding
This study is funded by the Science Committee of the Ministry of Science and Higher Education of the Republic of Kazakhstan (Grant No. AP19579179).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data are contained within the article.
Conflicts of Interest
Authors Dauir Kakimzhanov and Merkhat Dautbekov were employed by the company Plasma Science LLP. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
References
- Shrestha, S.; Sampath, S. High Temperature Wear and Oxidation Resistant HVOF Coatings for Gas Turbine Applications. J. Therm. Spray Technol. 2013, 22, 503–5147. [Google Scholar]
- Guilemany, J.M.; Espallargas, N.; Suegama, P.H.; Benedetti, A.V. Comparative study of Cr3C2–NiCr coatings obtained by HVOF and hard chromium coatings. Corros. Sci. 2006, 48, 2998–3013. [Google Scholar] [CrossRef]
- Baik, J.S.; Kim, Y.J. Effect of nozzle shape on the performance of high velocity oxygen-fuel thermal spray system. Surf. Coat. Technol. 2008, 202, 5457–5462. [Google Scholar] [CrossRef]
- Yang, G.; Zhang, S.; Wang, Y.; Li, C.; Li, C. Comparing Study of High Temperature Erosion of HVOF Sprayed Cr3C2-NiCr Coating and Mild Steel for Boiler Tube. J. Therm. Spray Technol. 2008, 17, 782–787. [Google Scholar] [CrossRef]
- Borisov, Y.S.; Kharlamov, Y.A.; Sidorenko, S.L.; Ardatovskaya, E.N. Gas-Thermal Coatings of Powder Materials; Naukova Dumka: Kiev, Ukraine, 1983; p. 543. [Google Scholar]
- Guilemany, J.M.; Nutting, J.; Llorcalsern, N. Microstructural examination of HVOF chromium carbide coatings for high-temperature applications. J. Therm. Spray Technol. 1996, 5, 483–489. [Google Scholar] [CrossRef]
- Rakhadilov, B.; Muktanova, N.; Kakimzhanov, D.; Adilkanova, M.; Kurbanbekov, S.; Abdulina, S. Influence of Varying the Spraying Distance on the Structural-Phase State and Mechanotribological Properties of 86WC-10Co-4Cr-Based Coatings Obtained by the HVOF Method. Coatings 2024, 14, 264. [Google Scholar] [CrossRef]
- Tejero-Martin, D.; Rezvani Rad, M.; McDonald, A.; Hussain, T. Beyond traditional coatings: A review on thermal-sprayed functional and smart coatings. J. Therm. Spray Technol. 2019, 28, 598–644. [Google Scholar] [CrossRef]
- Yu, J.; Liu, X.; Yu, Y.; Li, H.; Liu, P.; Sun, R.; Wang, L.; Li, P. Numerical Analysis of High-Velocity Oxygen Fuel Thermal-Spray Process for Fe-Based Amorphous Coatings. Coatings 2021, 11, 1533. [Google Scholar] [CrossRef]
- Kuruba, M.; Gaikwad, G.; Shivalingappa, D. Hot-corrosion behaviour of CNT reinforced Cr3C2-NiCr coatings working under high-temperature sprayed by HVOF method. Proc. Inst. Mech. Eng. Part L 2022, 236, 2372–2383. [Google Scholar] [CrossRef]
- Wu, H.; Kong, D. Effects of laser power on friction–wear performances of laser thermal sprayed Cr3C2–NiCr composite coatings at elevated temperatures. Opt. Laser Technol. 2019, 117, 227–238. [Google Scholar] [CrossRef]
- Callister, W.D.; Rethwisch, D.G.; Blicblau, A.; Bruggeman, K.; Cortie, M.; Long, J.; Mitchell, R. Materials Science and Engineering: An Introduction; John Wiley and Sons: New York, NY, USA, 2007; pp. 665–715. [Google Scholar]
- Guilemany, J.M.; Miguel, J.M.; Vizcaíno, S.; Lorenzana, C.; Delgado, J.; Sánchez, J. Role of heat treatments in the improvement of the sliding wear properties of Cr3C2-NiCr coatings. Surf. Coat. Technol. 2002, 157, 207–213. [Google Scholar] [CrossRef]
- Rakhadilov, B.K.; Tabiyeva, Y.Y.; Uazyrkhanova, G.K.; Zhurerova, L.G.; Baizhan, D. Influence of electrolytic-plasma surface quenching on the structure and strength properties of ferritic-pearlite class wheel steel. Eurasian J. Phys. Funct. Mater. 2020, 4, 167–173. [Google Scholar] [CrossRef]
- Pawlowski, L. The Science and Engineering of Thermal Spray Coatings, 2nd ed.; John Wiley and Sons: Chichester, UK, 2008. [Google Scholar]
- Celik, I.; Benli, B. The effect of WC-12Co and CrC-NiCr hard coatings applied by HVOF method on the microstructure, mechanical, and surface properties of steel. Metall. Res. Technol. 2024, 121, 318. [Google Scholar] [CrossRef]
- Murray, C. ASTM G99 Tip’s Perspective Continuous Wear Contact. Today’s Stand. Tomorrow’s Mater. 2013, 9. [Google Scholar] [CrossRef]
- Kumar, K.R.; Pridhar, T. Manufacturing and Industrial Engineering: Theoretical and Advanced Technologies, 1st ed.; CRC Press: Boca Raton, FL, USA, 2021; pp. 21–41. [Google Scholar]
- Zhou, W.; Zhou, K.; Li, Y.; Deng, C.; Zeng, K. High temperature wear performance of HVOF-sprayed Cr3C2-WC-NiCoCrMo and Cr3C2-NiCr hardmetal coatings. Appl. Surf. Sci. 2017, 416, 33–44. [Google Scholar] [CrossRef]
- Guilemany, J.M.; Calero, J.A. Structural characterization of chromium carbide-nickel chromium coatings obtained by HVOF-spraying. In Proceedings of the International Thermal Spray Conference, Indianapolis, IN, USA, 15–18 September 1997. [Google Scholar]
- Bhadeshia, H.K.D.H. Developments in martensitic and bainitic steels: Role of the shape deformation. Mater. Sci. Eng. A 2004, 378, 34–39. [Google Scholar] [CrossRef]
- Marinescu, I.D.; Rowe, W.B.; Dimitrov, B.; Ohmori, H. Tribology of Abrasive Machining Processes, 2nd ed.; William Andrew: Oxford, UK, 2012. [Google Scholar]
- Holmberg, K.; Matthews, A. Coatings Tribology: Properties, Mechanisms, Techniques and Applications in Surface Engineering; Elsevier: Amsterdam, The Netherlands, 2009. [Google Scholar]
- Matthews, S.; Hyland, M.; James, B. Microhardness variation in relation to carbide development in heat treated Cr3C2–NiCr thermal spray coatings. Acta Mater. 2003, 51, 4267–4277. [Google Scholar] [CrossRef]
- Rong, X.; Wang, Z.; Xing, X.; Zhao, L. Review on the adhesion of geopolymer coatings. ACS Omega 2021, 6, 5108–5112. [Google Scholar] [CrossRef] [PubMed]
- Memon, H.; De Focatiis, D.S.A.; Choi, K.S.; Hou, X. Durability enhancement of low ice adhesion polymeric coatings. Prog. Org. Coat. 2021, 151, 106033. [Google Scholar] [CrossRef]
- Drobný, P.; Mercier, D.; Koula, V.; Škrobáková, S.I.; Čaplovič, Ľ.; Sahul, M. Evaluation of adhesion properties of hard coatings by means of indentation and acoustic emission. Coatings 2021, 11, 919. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).