

Research on Process Control of Laser-Based Direct Energy Deposition Based on Real-Time Monitoring of Molten Pool


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
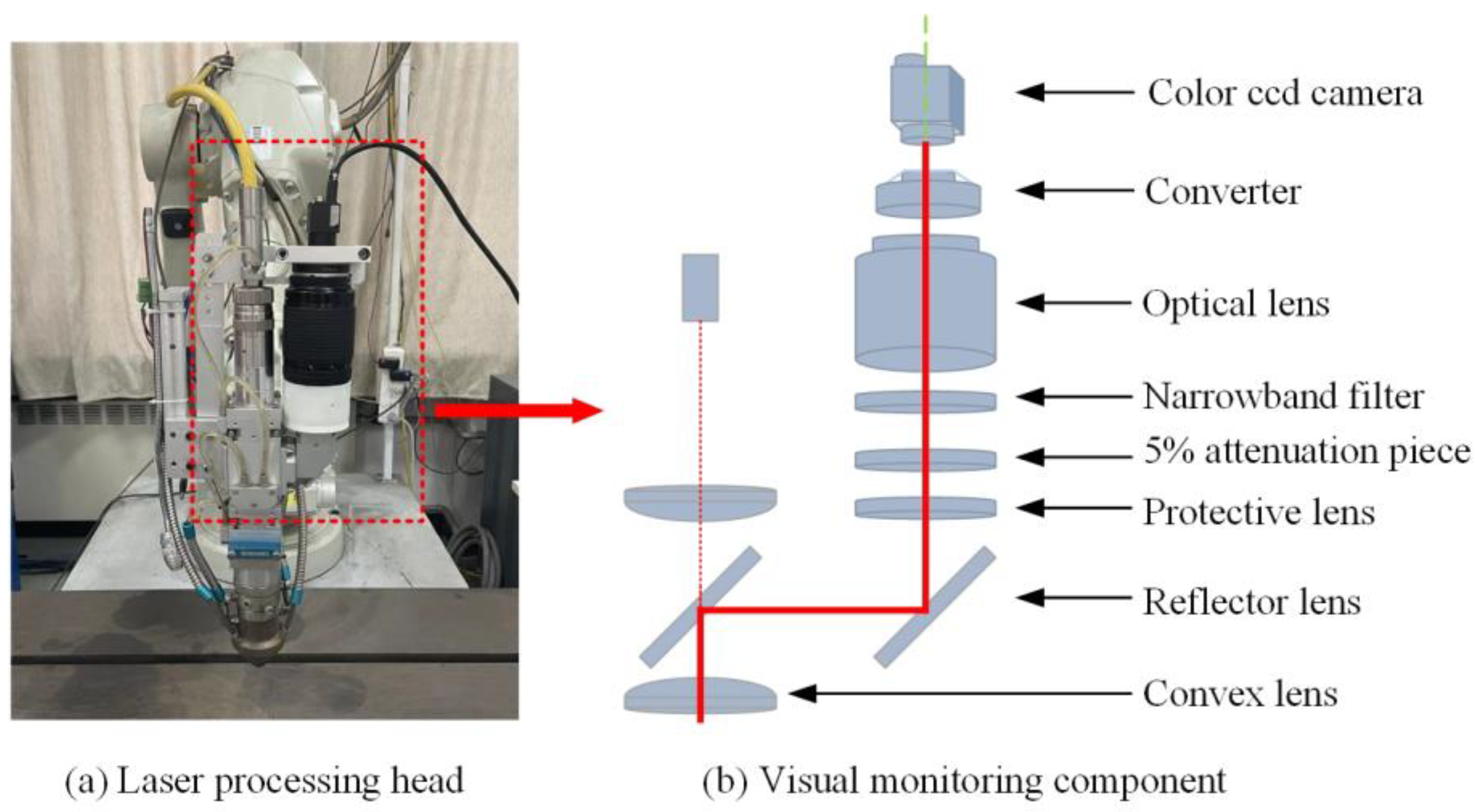
2.1. Coating Preparation and Image Acquisition
2.2. Research on Visual Monitoring Algorithms
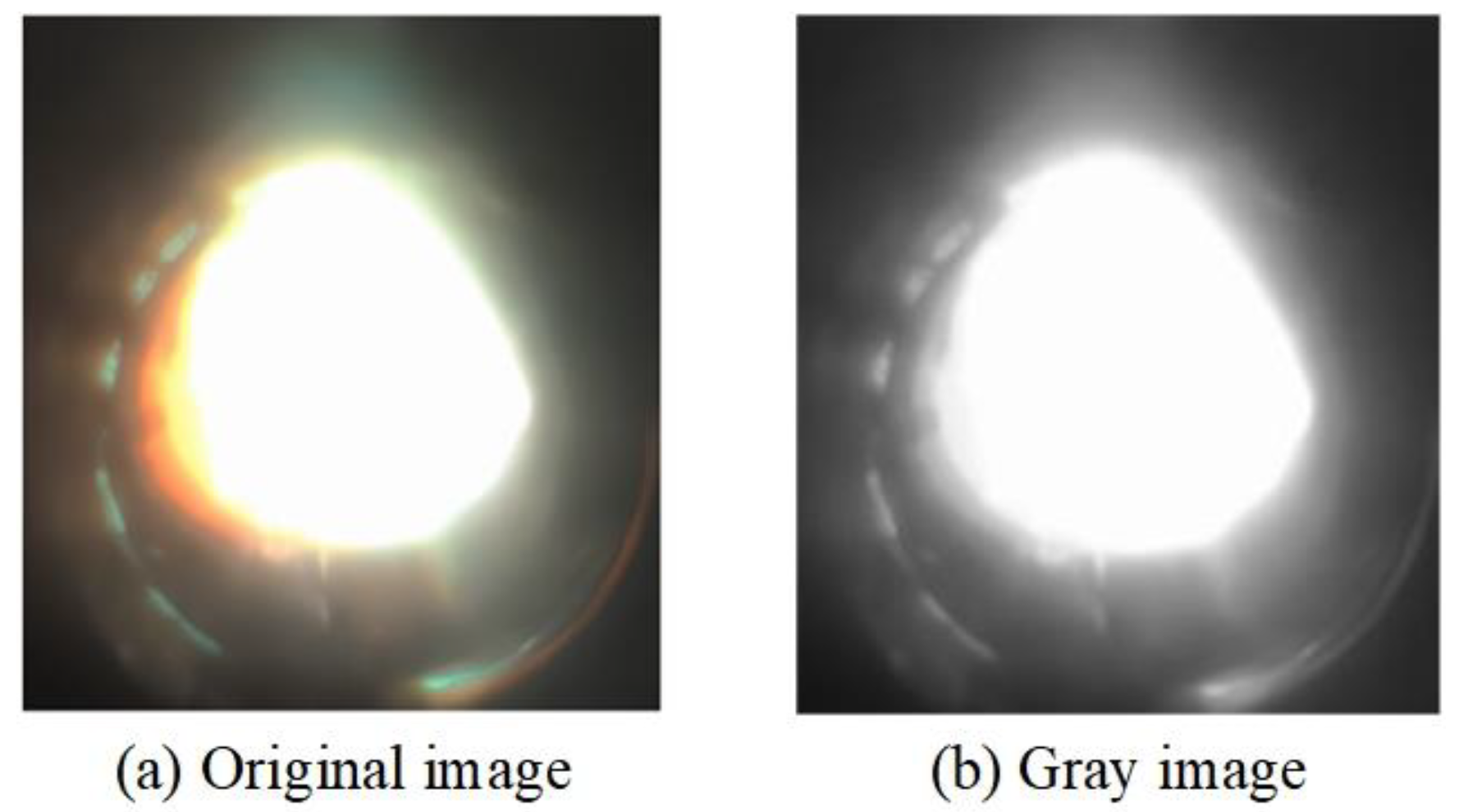
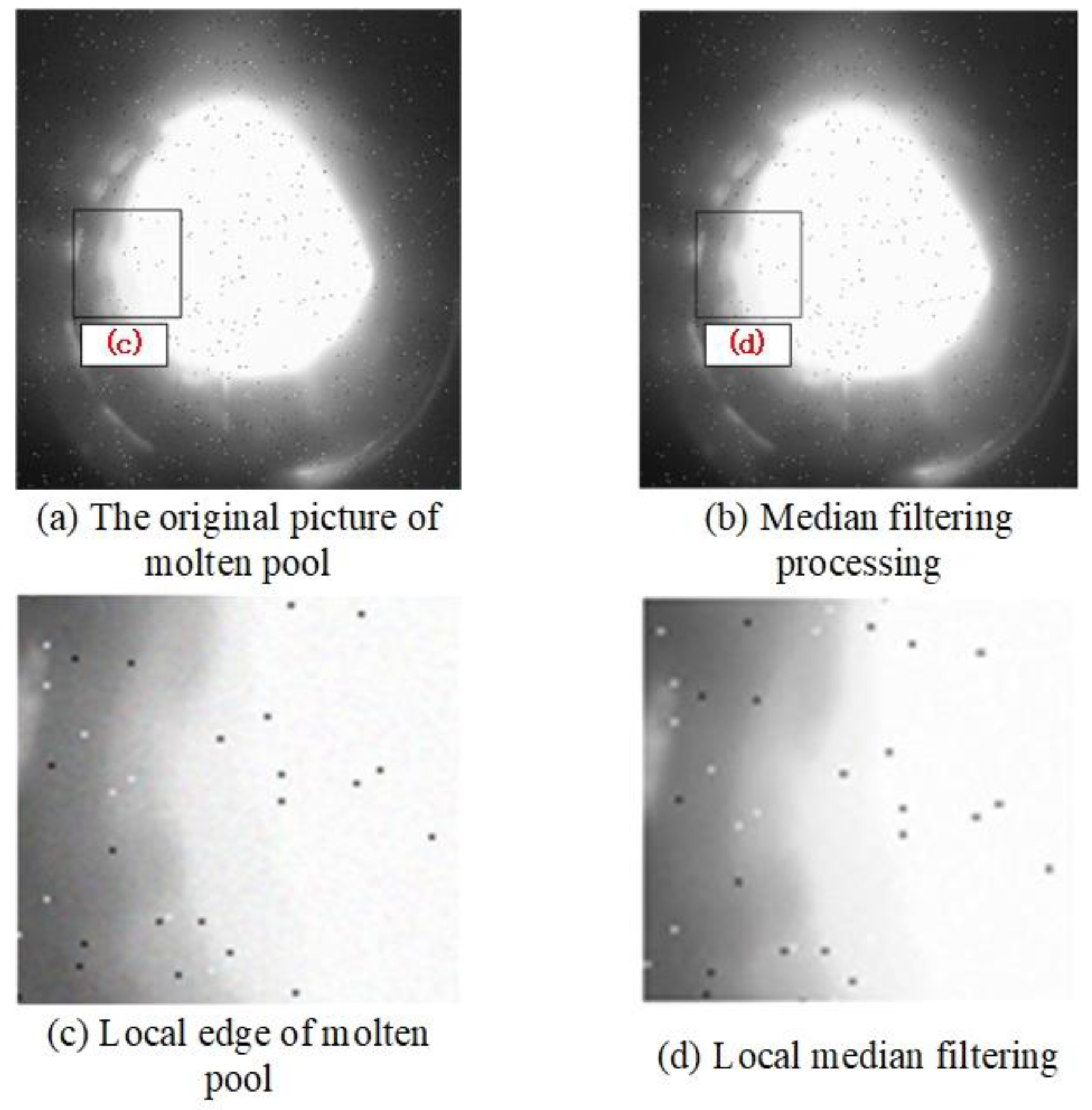
2.2.1. Molten Pool Image Preprocessing
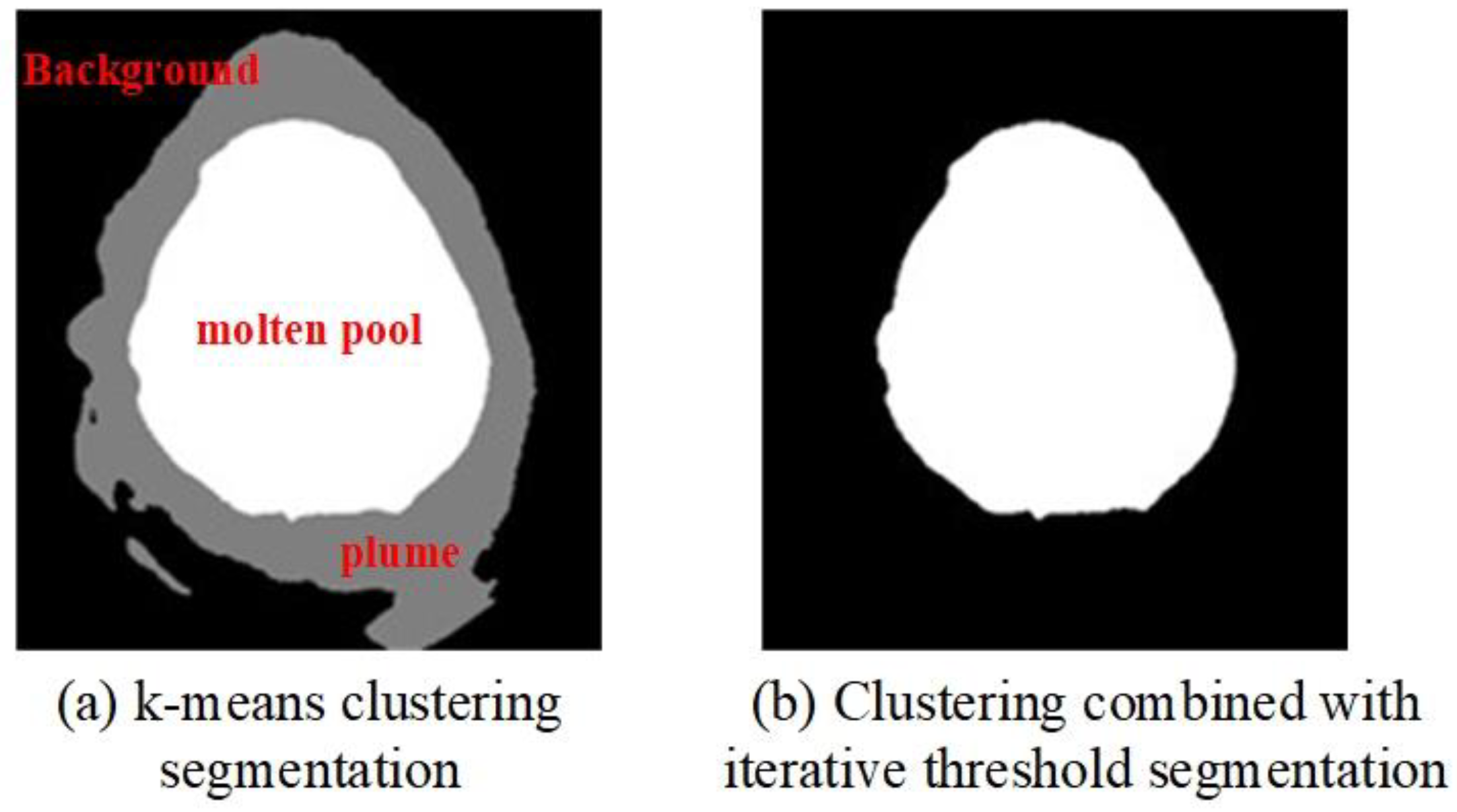
2.2.2. Molten Pool Edge Monitoring and Feature Extraction
- (a)
- Obtain the initial external rectangle length l and width w from the image boundaries. Assume the coordinates of the four vertices of the rectangle before rotation are (x1, y1), (x2, y2), and (x3, y3).
- (b)
- Set the center point of the rectangle as O(x0, y0), then rotate the principal axis around the center point O by an angle θ. The four edges of the rotated rectangle are tangent to the edges of the molten pool, resulting in new vertex positions: (x1′, y1′), (x2′, y2′), (x3′, y3′), (x4′, y4′).
- (c)
- By continuously rotating the rectangle by θ degrees and calculating the rectangle’s area, the smallest external rectangle area can be obtained by comparing the areas. The width of the rectangle w’ is the width of the molten pool.
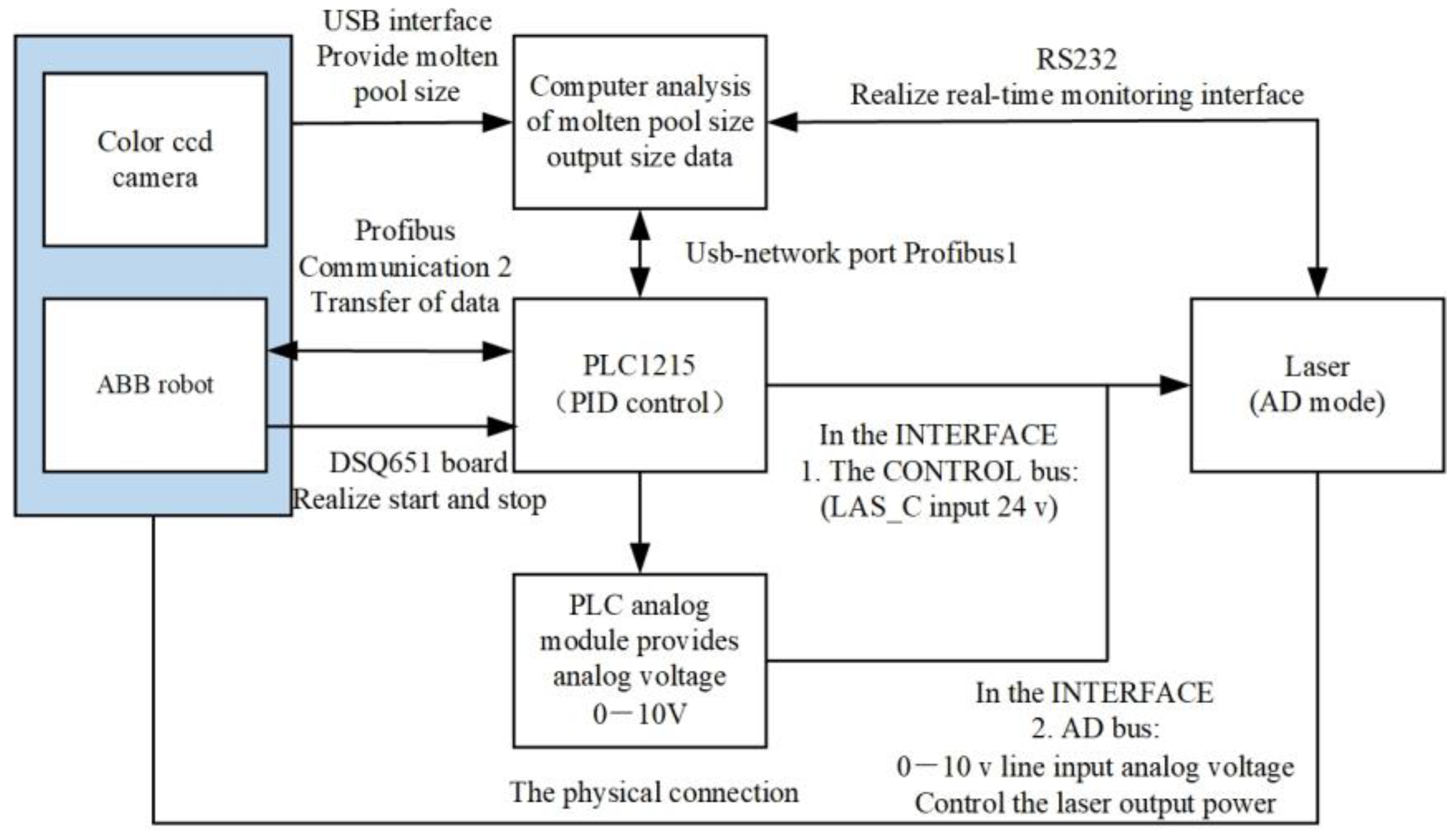
2.3. Control Principle
3. Results and Discussion
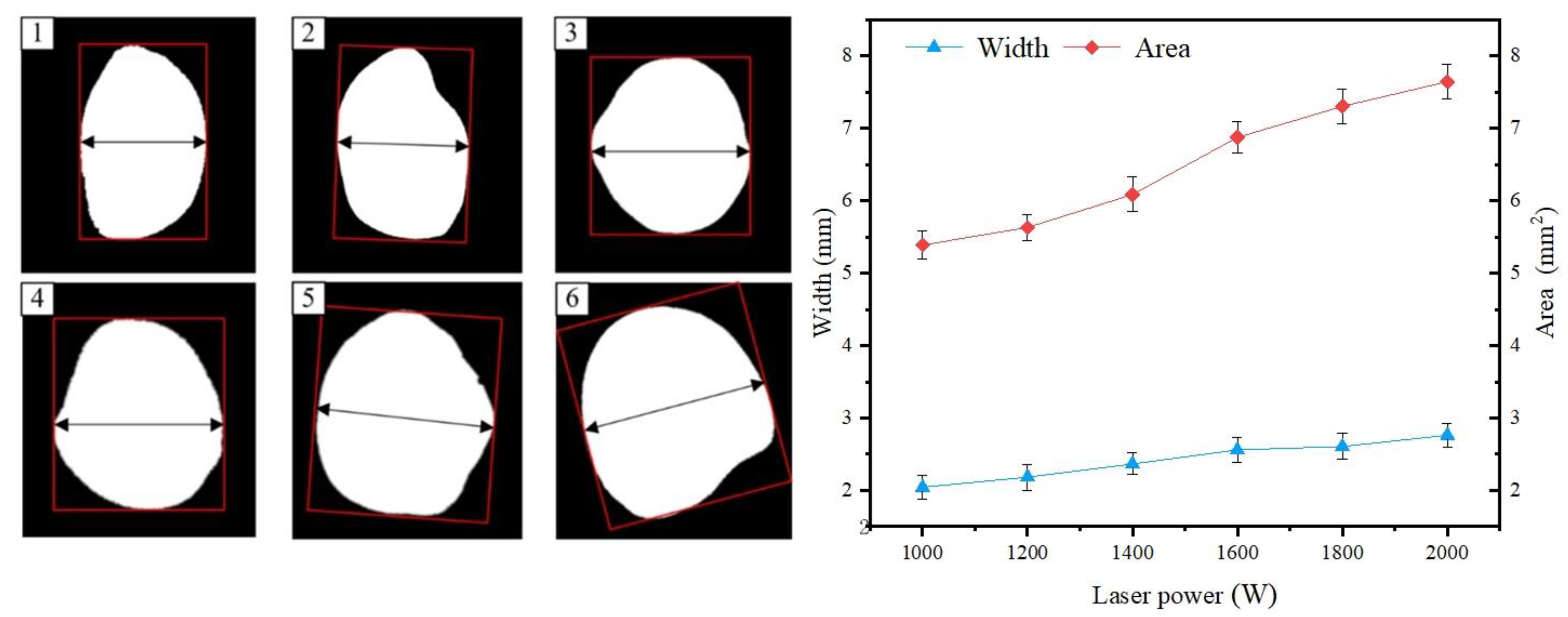
3.1. The Influence of Process Parameters on the Characteristics of Molten Pool
3.2. Process Control of Molten Pool Morphology
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, Z.; Sui, S.; Ma, X.; Tan, H.; Zhong, C.L.; Bi, G.J.; Clare, A.T.; Gasser, A.; Chen, J. High deposition rate powder-and wire-based laser directed energy deposition of metallic materials: A review. Int. J. Mach. Manuf. 2022, 181, 103942. [Google Scholar] [CrossRef]
- Liu, T.S.; Chen, P.; Qiu, F.; Yang, H.Y.; Jin, N.T.Y.; Chew, Y.; Wang, D.; Li, R.; Jiang, Q.C.; Tan, C. Review on laser directed energy deposited aluminum alloys. Int. J. Extrem. Manuf. 2024, 6, 022004. [Google Scholar] [CrossRef]
- Wang, H.; Liu, W.W.; Tang, Z.J.; Wang, Y.W.; Mei, X.L.; Saleheen, K.M.; Wang, Z.Q.; Zhang, H.C. Review on adaptive control of laser-directed energy deposition. Opt. Eng. 2020, 59, 070901. [Google Scholar] [CrossRef]
- Li, X.; Dai, R.L.; Chen, S.B.; Chen, X.Q.; Chen, H.B. Offline planning optimization and formation prediction of laser directed energy deposition process. Opt. Laser Technol. 2023, 164, 109510. [Google Scholar] [CrossRef]
- Li, J.C.; Yang, Y.; Chen, L.Y.; Yu, T.B.; Zhao, J.; Wang, Z.X. Multi-Objective Optimization of Process Parameters in Laser DED Ni-Based Powder on Steel Rail Using Response Surface Design. Coatings 2024, 14, 401. [Google Scholar] [CrossRef]
- Preis, J.; Wang, Z.X.; Howard, J.; Lu, Y.; Wannenmacher, N.; Shen, S.; Paul, B.K.; Pasebani, S. Effect of laser power and deposition sequence on microstructure of GRCop42-Inconel 625 joints fabricated using laser directed energy deposition. Mater. Des. 2024, 241, 112944. [Google Scholar] [CrossRef]
- Wang, A.; Wei, Q.L.; Tang, Z.J.; Ren, P.Y.; Zhang, X.L.; Wu, Y.; Wang, H.W.; Du Plessis, A.; Huang, J.; Hu, K.M.; et al. Effects of processing parameters on pore defects in blue laser directed energy deposition of aluminum by in and ex situ observation. J. Mater. Process. Technol. 2023, 319, 118068. [Google Scholar] [CrossRef]
- Xu, X.; Du, J.L.; Lu, H.F.; Su, Y.Y.; Xing, F.; Luo, K.Y.; Lu, J.Z. High-performance functional coatings manufactured by integrated extremely high-speed-rate laser directed energy deposition with interlayer remelting. Int. J. Mach. Tools Manuf. 2024, 200, 104174. [Google Scholar] [CrossRef]
- Li, B.; Zhang, Y.; Lei, Y.C.; Wei, H.Y.; Chen, C.; Liu, F.; Zhao, P.H.; Wang, K.Y. A single-sensor multi-scale quality monitoring methodology for laser-directed energy deposition: Example with height instability and porosity monitoring in additive manufacturing of ceramic thin-walled parts. Addit. Manuf. 2024, 79, 103923. [Google Scholar] [CrossRef]
- Caprio, L.; Demir, A.G.; Previtali, B. Observing molten pool surface oscillations during keyhole processing in laser powder bed fusion as a novel method to estimate the penetration depth. Addit. Manuf. 2020, 36, 101470. [Google Scholar] [CrossRef]
- Tang, Z.J.; Liu, W.W.; Zhu, L.N.; Liu, Z.C.; Yan, Z.R.; Lin, D.; Zhang, Z.; Zhang, H.C. Investigation on coaxial visual characteristics of molten pool in laser-based directed energy deposition of AISI 316L steel. J. Mater. Process. Technol. 2021, 290, 116996. [Google Scholar] [CrossRef]
- Garcia-Moreno, A.I.; Alvarado-Orozco, J.M.; Ibarra-Medina, J.; Martinez-Franco, E. In-process monitoring of the melt-pool motion during continuous-wave laser metal deposition. J. Manuf. Process. 2021, 65, 42–50. [Google Scholar] [CrossRef]
- She, K.; Li, D.H.; Yang, K.S.; Li, M.Y.; Wu, B.L.; Yang, L.J.; Huang, Y.M. Online Detection of Laser Welding Penetration Depth Based on Multi-Sensor Features. Materials 2024, 17, 1580. [Google Scholar] [CrossRef] [PubMed]
- Maffia, S.; Furlan, V.; Previtali, B. Coaxial and synchronous monitoring of molten pool height, area, and temperature in laser metal deposition. Opt. Laser Technol. 2023, 163, 109395. [Google Scholar] [CrossRef]
- Liu, G.Q.; Zhang, Z.H.; Wang, H.H.; Gui, Y.; Huang, X.F.; Li, Y.F.; Tan, Y.C. Influence of laser welding defocus and penetration monitoring based on advanced optical sensors. Optik 2023, 280, 170811. [Google Scholar] [CrossRef]
- Caprio, L.; Demir, A.G.; Previtali, B. External Illumination Enables Coaxial Sensing of Surface and Subsurface Molten Pool Geometry in LPBF. Metals 2022, 12, 1762. [Google Scholar] [CrossRef]
- Gu, Z.N.; Chen, J.; Wu, C.S. Three-dimensional reconstruction of welding pool surface by binocular vision. Chin. J. Mech. Eng. 2021, 34, 47. [Google Scholar] [CrossRef]
- Sampson, R.; Lancaster, R.; Sutcliffe, M.; Carswell, D.; Hauser, C.; Barras, J. An improved methodology of molten pool monitoring of direct energy deposition processes. Opt. Laser Technol. 2020, 127, 106194. [Google Scholar] [CrossRef]
- Wang, Y.M.; Han, J.; Lu, J.; Bai, L.F.; Zhao, Z. TIG stainless steel molten pool contour detection and weld width prediction based on Res-Seg. Metals 2020, 10, 1495. [Google Scholar] [CrossRef]
- Errico, V.; Campanelli, S.L.; Angelastro, A.; Dassisti, M.; Mazzarisi, M.; Bonserio, C. Coaxial Monitoring of AISI 316L Thin Walls Fabricated by Direct Metal Laser Deposition. Materials 2021, 14, 673. [Google Scholar] [CrossRef]
- Cai, W.; Jiang, P.; Shu, L.S.; Geng, S.N.; Zhou, Q. Real-time identification of molten pool and keyhole using a deep learning-based semantic segmentation approach in penetration status monitoring. J. Manuf. Process. 2022, 76, 695–707. [Google Scholar] [CrossRef]
- Yang, D.Y.; Dai, P.H.; Cui, S.W.; Song, H.Z.; Liu, F.Y.; Zhou, X. Real-Time Recognition of Molten Pools Based on Improved DeepLabV3+ in Keyhole Tungsten Inert Gas Welding Applications. Electronics 2024, 13, 283. [Google Scholar] [CrossRef]
- Cai, W.; Jiang, P.; Shu, L.S.; Geng, S.N.; Zhou, Q. Real-time laser keyhole welding penetration state monitoring based on adaptive fusion images using convolutional neural networks. J. Manuf. Process. 2023, 34, 1259–1273. [Google Scholar] [CrossRef]
- Xu, H.M.; Huang, H.H. In situ monitoring in laser melt injection based on fusion of infrared thermal and high-speed camera images. J. Manuf. Process. 2023, 92, 466–478. [Google Scholar] [CrossRef]
- Huang, W.; Kovacevic, R. Development of a real-time laser-based machine vision system to monitor and control welding processes. Int. J. Adv. Manuf. Technol. 2012, 63, 235–248. [Google Scholar] [CrossRef]
- Hao, J.B.; Ding, M.S.; Li, Z.; Liu, X.H.; Yang, H.F.; Liu, H. Molten pool image processing and quality monitoring of laser cladding process based on coaxial vision. Optik 2023, 291, 171360. [Google Scholar] [CrossRef]
- Hong, Y.X.; Yang, M.X.; Jiang, Y.X.; Du, D.; Chang, B.H. Real-time quality monitoring of ultrathin sheets edge welding based on microvision sensing and SOCIFS-SVM. IEEE Trans. Ind. Inform. 2022, 19, 5506–5516. [Google Scholar] [CrossRef]
- Fan, P.; Lang, G.D.; Yan, B.; Lei, X.Y.; Guo, P.J.; Liu, Z.J.; Yang, F.Z. A method of segmenting apples based on gray-centered RGB color space. Remote Sens. 2021, 13, 1211. [Google Scholar] [CrossRef]
- Zhou, X.; Hong, W.; Yang, G.; Chen, T.S.; Chen, J. An unsolvable pixel reduced authentication method for color images with grayscale invariance. J. King Saud Univ.-Comput. Inf. Sci. 2023, 35, 101726. [Google Scholar] [CrossRef]
- Yang, L.J.; Li, M.B.; Wu, T.X.; Bao, Y.F.; Li, J.H.; Jiang, Y. Geo-information mapping improves Canny edge detection method. IET Image Process. 2023, 17, 1893–1904. [Google Scholar]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Hao, J.; Ding, M.; Zheng, X.; Yang, H.; Liu, H. Research on Process Control of Laser-Based Direct Energy Deposition Based on Real-Time Monitoring of Molten Pool. Coatings 2024, 14, 1131. https://doi.org/10.3390/coatings14091131
Wang H, Hao J, Ding M, Zheng X, Yang H, Liu H. Research on Process Control of Laser-Based Direct Energy Deposition Based on Real-Time Monitoring of Molten Pool. Coatings. 2024; 14(9):1131. https://doi.org/10.3390/coatings14091131
Chicago/Turabian StyleWang, Haoda, Jingbin Hao, Mengsen Ding, Xuanyu Zheng, Haifeng Yang, and Hao Liu. 2024. "Research on Process Control of Laser-Based Direct Energy Deposition Based on Real-Time Monitoring of Molten Pool" Coatings 14, no. 9: 1131. https://doi.org/10.3390/coatings14091131